Direct Generation of High-Aspect-Ratio Structures of AISI 316L by Laser-Assisted Powder Deposition

 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
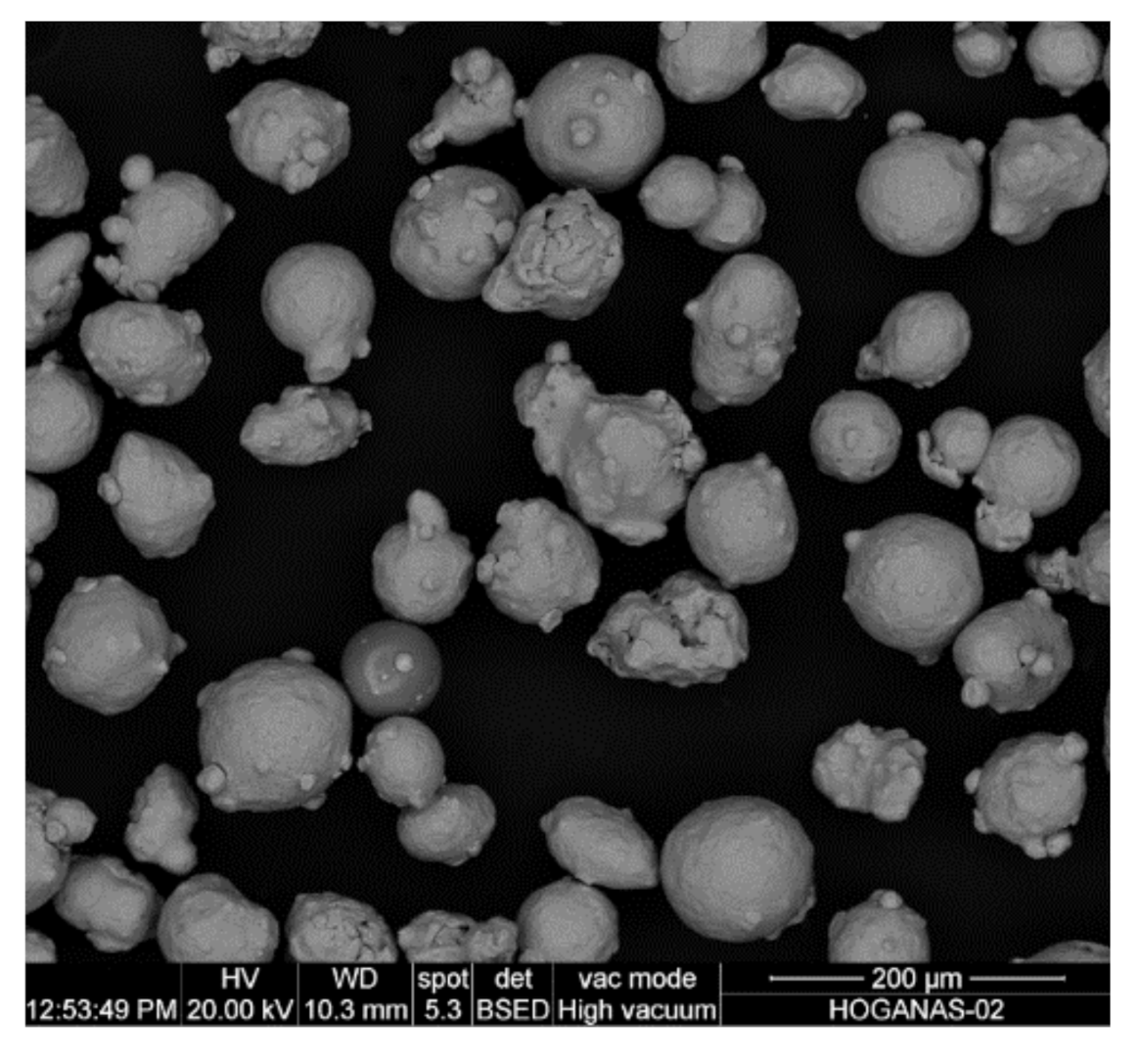
2.1. Additive Powder
2.2. Experimental Procedure
The Optical Head was Mounted in a 3 Linear Axis System
3. Results and Discussion
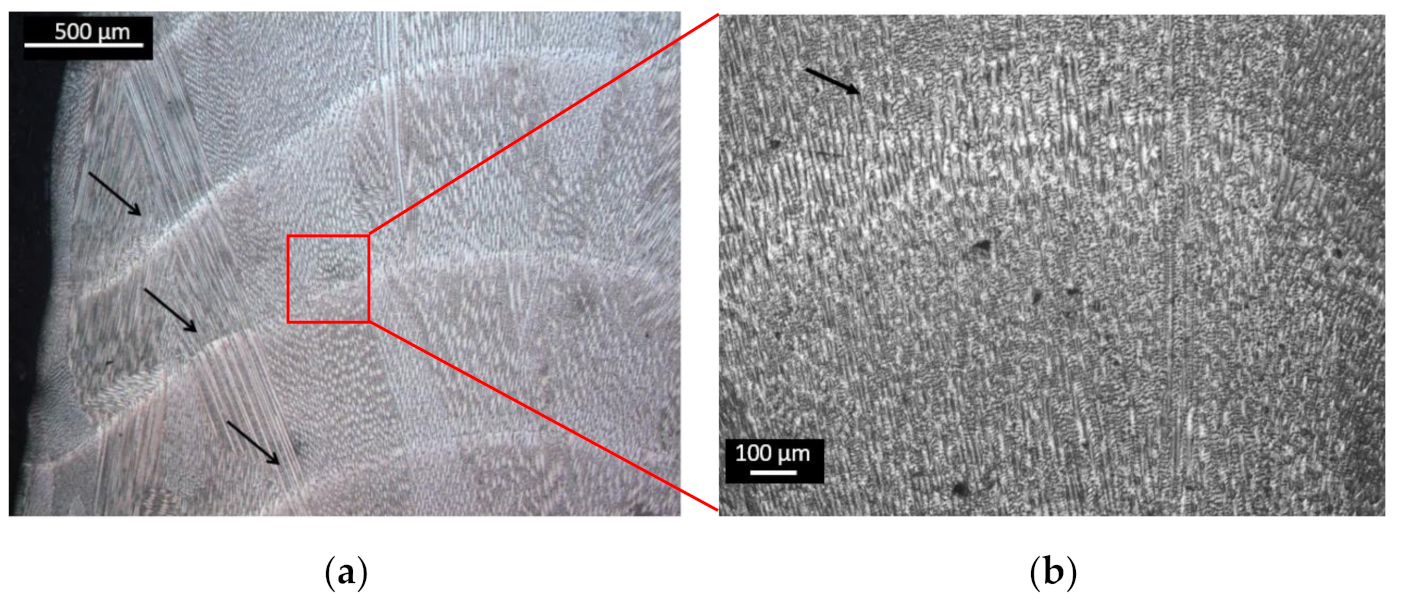
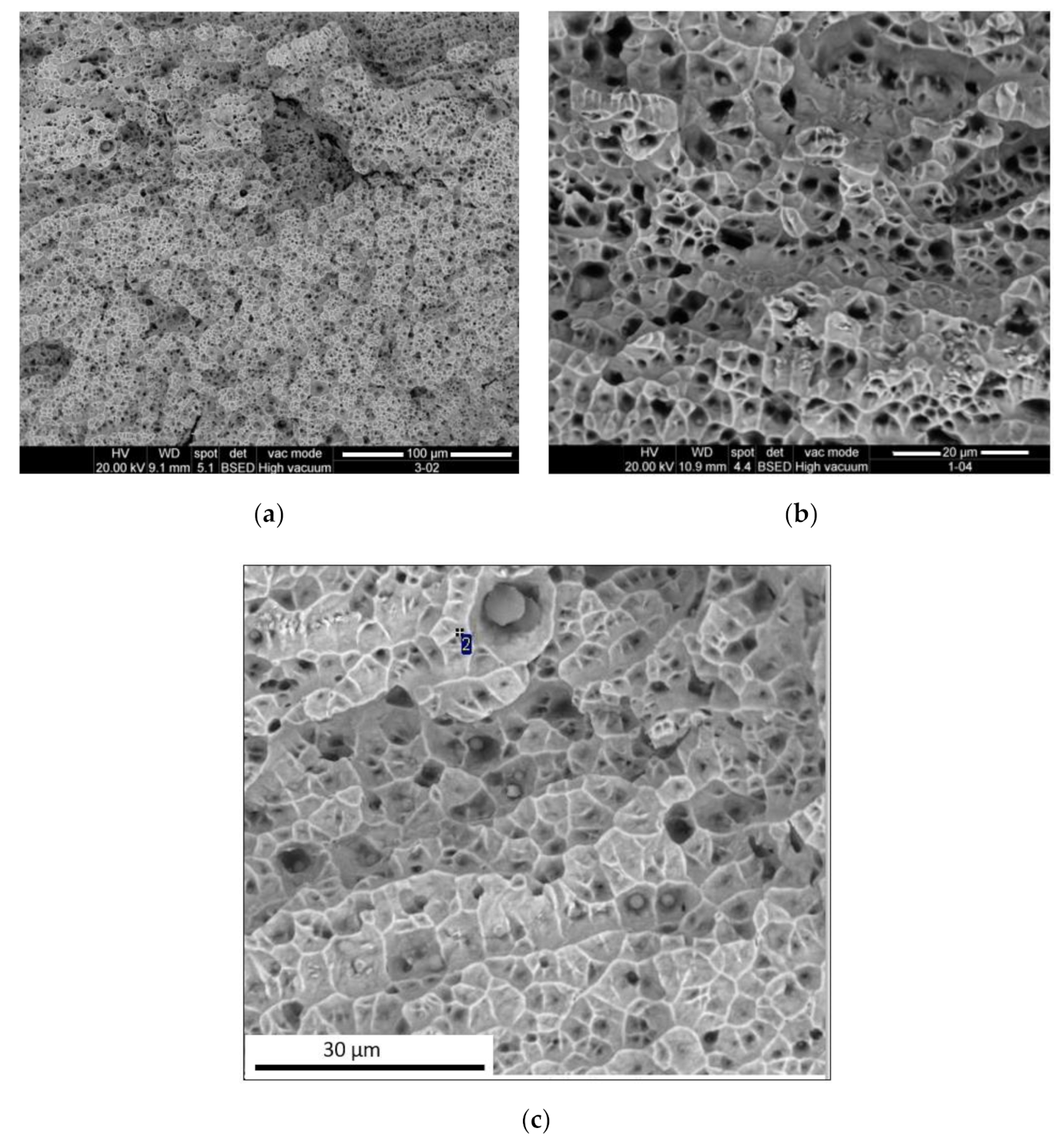
3.1. Microstructure Characterization
3.2. Mechanical Properties
Tensile Tests
3.3. Discussion
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Pinkerton, A.J. Lasers in additive manufacturing. Opt. Laser Technol. 2016, 78, 25–32. [Google Scholar] [CrossRef] [Green Version]
- Klocke, F.; Brecher, C.; Heinen, D.; Rosen, C.-J.; Breitbach, T. Flexible scanner-based laser surface treatment. Phys. Procedia 2010, 5, 467–475. [Google Scholar] [CrossRef]
- Cortina, M.; Arrizubieta, J.I.; Calleja, A.; Ukar, E.; Alberdi, A. Design and Manufacturing of Conformal Cooling for Hot Stamping Dies Using Hybrid Process of Laser Metal Deposition (LMD) and Milling. Metals 2018, 8, 102. [Google Scholar] [CrossRef] [Green Version]
- Montealegre, M.; Vidal, F.; Mann, S.; Abels, P.; Motmans, F.; Walter, A.; Kogel-Hollacher, M.; Palatka, P.; Franch, R.; Lovec, F. Adaptive Laser Cladding System with Variable Spot Sizes. In Proceedings of the International Congress on Applications of Lasers & Electro-Optics, Miami, FL, USA, 6–10 October 2013; pp. 950–954, ISBN 978-0-912035-98-7. [Google Scholar]
- Aversa, A.; Saboori, A.; Librera, E.; De Chirico, M.; Biamino, S.; Lombardi, M.; Fino, P. The role of Directed Energy Deposition atmosphere mode on the microstructure and mechanical properties of 316L samples Alberta. Addit. Manuf. 2020, 34, 101274. [Google Scholar]
- Kumar, B.R.; Sharma, S.; Mahato, B. Formation of ultrafine grained microstructure in the austenitic stainless steel and its impact on tensile properties. Mater. Sci. Eng. A 2011, 528, 2209–2216. [Google Scholar] [CrossRef]
- Alvarez, P.; Montealegre, M.A.; Pulido-Jiménez, J.F.; Arrizubieta, J.I. Analysis of the Process Parameter Influence in Laser Cladding of 316L Stainless Steel. J. Manuf. Mater. Process. 2018, 2, 55. [Google Scholar] [CrossRef] [Green Version]
- Ansari, M.; Mohamadizadeh, A.; Huang, Y.; Paserin, V.; Toyserkani, E. Laser directed energy deposition of water-atomized iron powder: Process optimization and microstructure of single-tracks. Opt. Laser Technol. 2019, 112, 485–493. [Google Scholar] [CrossRef]
- Peyre, P.; Aubry, P.; Fabbro, R.; Neveu, R.; Longuet, A. Analytical and numerical modelling of the direct metal deposition laser process. J. Phys. D Appl. Phys. 2008, 41, 025403. [Google Scholar] [CrossRef]
- Cordovilla, F.; Alvarez, P.; García-Beltrán, A.; Montealegre, M.A.; Ocaña, J.L. Non-Linear Thermal Model of the Direct Laser Melting Process Considering the Adhesion of the Consolidated Material to the Substrate Using a Domain with Discontinuous Material Properties. In Proceedings of the Lasers in Manufacturing LiM, Munich, Germany, 24–27 June 2019. [Google Scholar]
- Liu, W.-W.; Tang, Z.-J.; Liu, X.-Y.; Wang, H.-J.; Zhang, H. A Review on In-situ Monitoring and Adaptive Control Technology for Laser Cladding Remanufacturing. Procedia CIRP 2017, 61, 235–240. [Google Scholar] [CrossRef]
- Arias, J.L.; Montealegre, M.A.; Vidal, F.; Rodriguez, J.; Mann, S.; Abels, P.; Motmans, F. Real-time laser cladding control with variable spot size. SPIE LASE 2014, 8970, 89700Q. [Google Scholar] [CrossRef]
- Ma, M.; Wang, Z.; Wang, D.; Zeng, X. Control of shape and performance for direct laser fabrication of precision large-scale metal parts with 316L Stainless Steel. Opt. Laser Technol. 2013, 45, 209–216. [Google Scholar] [CrossRef]
- Arrizubieta, J.I.; Lamikiz, A.; Cortina, M.; Ukar, E.; Alberdi, A. Hardness, grainsize and porosity formation prediction on the Laser Metal Deposition of AISI 304 stainless steel. Int. J. Mach. Tools Manuf. 2018, 135, 53–64. [Google Scholar] [CrossRef]
- Yu, J.; Rombouts, M.; Maes, G. Cracking behavior and mechanical properties of austenitic stainless steel parts produced by laser metal deposition. Mater. Des. 2013, 45, 228–235. [Google Scholar] [CrossRef]
- Chew, Y.; Pang, J.H.L.; Bi, G.; Song, B. Effects of laser cladding on fatigue performance of AISI 4340 steel in the as-clad and machine treated conditions. J. Mater. Process. Technol. 2017, 243, 246–257. [Google Scholar] [CrossRef]
- Mendagaliev, R.; Klimova-Korsmik, O.; Promakhov, V.; Schulz, N.; Zhukov, A.; Klimenko, V.; Olisov, A. Heat Treatment of Corrosion Resistant Steel for Water Propellers Manufactured by Direct Laser Deposition. Materials 2020, 13, 2738. [Google Scholar] [CrossRef] [PubMed]
- Oh, W.J.; Lee, W.J.; Kim, M.S.; Jeon, J.B.; Shim, D.S. Repairing additive-manufactured 316L stainless steel using direct energy deposition. Opt. Laser Technol. 2019, 117, 6–17. [Google Scholar] [CrossRef]
- Pascu, A.; Rosca, J.M.; Stanciu, E.M. Laser Cladding: From Experimental Research to Industrial Applications. In Proceedings of the 11th International Conference on Materials Science & Engineering, Brasov, Romania, 13–16 March 2019; Volume 19, pp. 1059–1065. [Google Scholar]
- Sun, G.; Shen, X.; Wang, Z.; Zhan, M.; Yao, S.; Zhou, R.; Ni, Z. Laser metal deposition as repair technology for 316L stainless steel: Influence of feeding powder compositions on microstructure and mechanical properties. Opt. Laser Technol. 2019, 109, 71–83. [Google Scholar] [CrossRef]
- Sun, G.; Zhou, R.; Lu, J.; Mazumder, J. Evaluation of defect density, microstructure, residual stress, elastic modulus, hardness and strength of laser-deposited AISI 4340 steel. Acta Mater. 2015, 84, 172–189. [Google Scholar] [CrossRef]
- Guan, K.; Wang, Z.; Gao, M.; Li, X.; Zeng, X. Effects of processing parameters on tensile properties of selective laser melted 304 stainless steel. Mater. Des. 2013, 50, 581–586. [Google Scholar] [CrossRef]
- Wang, Z.; Palmer, T.A.; Beese, A.M. Effect of processing parameters on microstructure and tensile properties of austenitic stainless steel 304L made by directed energy deposition additive manufacturing. Acta Mater. 2016, 110, 226–235. [Google Scholar] [CrossRef] [Green Version]
- Guo, P.; Zou, B.; Huang, C.; Gao, H. Study on microstructure, mechanical properties and machinability of efficiently additive manufactured AISI 316L stainless steel by high-power direct laser deposition. J. Mater. Process. Technol. 2017, 240, 12–22. [Google Scholar] [CrossRef]
- Kono, D.; Maruhashi, A.; Yamaji, I.; Oda, Y.; Mori, M. Effects of cladding path on workpiece geometry and impact toughness in Directed Energy Deposition of 316L stainless steel. CIRP Ann. 2018, 67, 233–236. [Google Scholar] [CrossRef]
- Chen, X.H.; Lu, J.; Lu, L.; Lu, K. Tensile properties of a nanocrystalline 316L austenitic stainless steel. Scr. Mater. 2005, 52, 1039–1044. [Google Scholar] [CrossRef]
- Bi, G.; Sun, C.; Gasser, A. Study on influential factors for process monitoring and control in laser aided additive manufacturing. J. Mater. Process. Technol. 2013, 213, 463–468. [Google Scholar] [CrossRef]
- Song, L.; Bagavath-Singh, V.; Dutta, B.; Mazumder, J. Control of melt pool temperature and deposition height during direct metal deposition process. Int. J. Adv. Manuf. Technol. 2011, 58, 247–256. [Google Scholar] [CrossRef]
- Valdez, M.; Kozuch, C.; Faierson, E.J.; Jasiuk, I. Induced porosity in Super Alloy 718 through the laser additive manufacturing process: Microstructure and mechanical properties. J. Alloy. Compd. 2017, 725, 757–764. [Google Scholar] [CrossRef]
- Cheikh, H.E.; Courant, B.; Branchu, S.; Hascoët, J.-Y.; Guillén, R. Analysis and prediction of single laser tracks geometrical characteristics in coaxial laser cladding process. Opt. Lasers Eng. 2012, 50, 413–422. [Google Scholar] [CrossRef] [Green Version]
- Shi, T.; Lu, B.; Shen, T.; Zhang, R.; Shi, S.; Geyan, F. Closed-loop control of variable width deposition in laser metal deposition. Int. J. Adv. Manuf. Technol. 2018, 97, 4167–4178. [Google Scholar] [CrossRef]
- Goodarzi, D.M.; Pekkarinen, J.; Salminen, A. Effect of process parameters in laser cladding on substrate melted areas and the substrate melted shape. J. Laser Appl. 2015, 27, S29201. [Google Scholar] [CrossRef] [Green Version]
- Tan, H.; Chen, J.; Zhang, F.; Lin, X.; Huang, W. Estimation of laser solid forming process based on temperature measurement. Opt. Laser Technol. 2010, 42, 47–54. [Google Scholar] [CrossRef]
- Zhang, K.; Wang, S.; Liu, W.; Shang, X. Characterization of stainless steel parts by Laser Metal Deposition Shaping. Mater. Des. 2014, 55, 104–119. [Google Scholar] [CrossRef]
- Mendagaliyev, R.; Turichin, G.; Klimova-Korsmik, O.; Zotov, O.; Eremeev, A. Microstructure and Mechanical Properties of Laser Metal Deposited Cold-Resistant Steel for Arctic Application. Procedia Manuf. 2019, 36, 249–255. [Google Scholar] [CrossRef]
- De Lima, M.S.F.; Sankaré, S. Microstructure and mechanical behaviour of laser additive manufactured AISI 316 stainless steel stringers. Mater. Des. 2014, 55, 526–532. [Google Scholar] [CrossRef]
- Tolosa, I.; Garciandía, F.; Zubiri, F.; Zapirain, F.; Esnaola, A. Study of mechanical properties of AISI 316 stainless steel processed by SLM following different manufacturing strategies. Int. J. Adv. Manuf. Technol. 2010, 51, 639–647. [Google Scholar] [CrossRef]
- ASM Aerospace Specification Metals Inc. Available online: http://asm.matweb.com/ (accessed on 15 November 2020).

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Cr | Ni | Mn | Mo | Si | Fe |
|---|---|---|---|---|---|---|---|
| AISI 316L | 0.02 | 17 | 12 | 1.5 | 2.5 | 0.8 | Balance |
| #Samples | E (GPa) | σ0.2 (MPa) | UTS (MPa) | ɛ (%) | ||||
|---|---|---|---|---|---|---|---|---|
| Perpendicular | Parallel | Perpendicular | Parallel | Perpendicular | Parallel | Perpendicular | Parallel | |
| 1 | 105 | 110 | 238 | 250 | 505 | 450 | 28 | 25 |
| 2 | 97 | 125 | 230 | 268 | 479 | 503 | 32 | 25 |
| 3 | 93 | 122 | 244 | 255 | 524 | 490 | 30 | 26 |
| 4 | 91 | 107 | 243 | 242 | 524 | 482 | 32 | 26 |
| 5 | 95 | 112 | 237 | 249 | 498 | 481 | 30 | 25 |
| Average | 96 | 115 | 239 | 253 | 506 | 491 | 30.4 | 25.3 |
| Standard Deviation | 5.5 | 7.7 | 5.6 | 9.5 | 19 | 19.5 | 1.7 | 0.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alvarez, P.; Montealegre, M.Á.; Cordovilla, F.; García-Beltrán, Á.; Angulo, I.; Ocaña, J.L. Direct Generation of High-Aspect-Ratio Structures of AISI 316L by Laser-Assisted Powder Deposition. Materials 2020, 13, 5670. https://doi.org/10.3390/ma13245670
Alvarez P, Montealegre MÁ, Cordovilla F, García-Beltrán Á, Angulo I, Ocaña JL. Direct Generation of High-Aspect-Ratio Structures of AISI 316L by Laser-Assisted Powder Deposition. Materials. 2020; 13(24):5670. https://doi.org/10.3390/ma13245670
Chicago/Turabian StyleAlvarez, Piera, M. Ángeles Montealegre, Francisco Cordovilla, Ángel García-Beltrán, Ignacio Angulo, and José Luis Ocaña. 2020. "Direct Generation of High-Aspect-Ratio Structures of AISI 316L by Laser-Assisted Powder Deposition" Materials 13, no. 24: 5670. https://doi.org/10.3390/ma13245670