Investigation on Microsheet Metal Deformation Behaviors in Ultrasonic-Vibration-Assisted Uniaxial Tension with Aluminum Alloy 5052

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
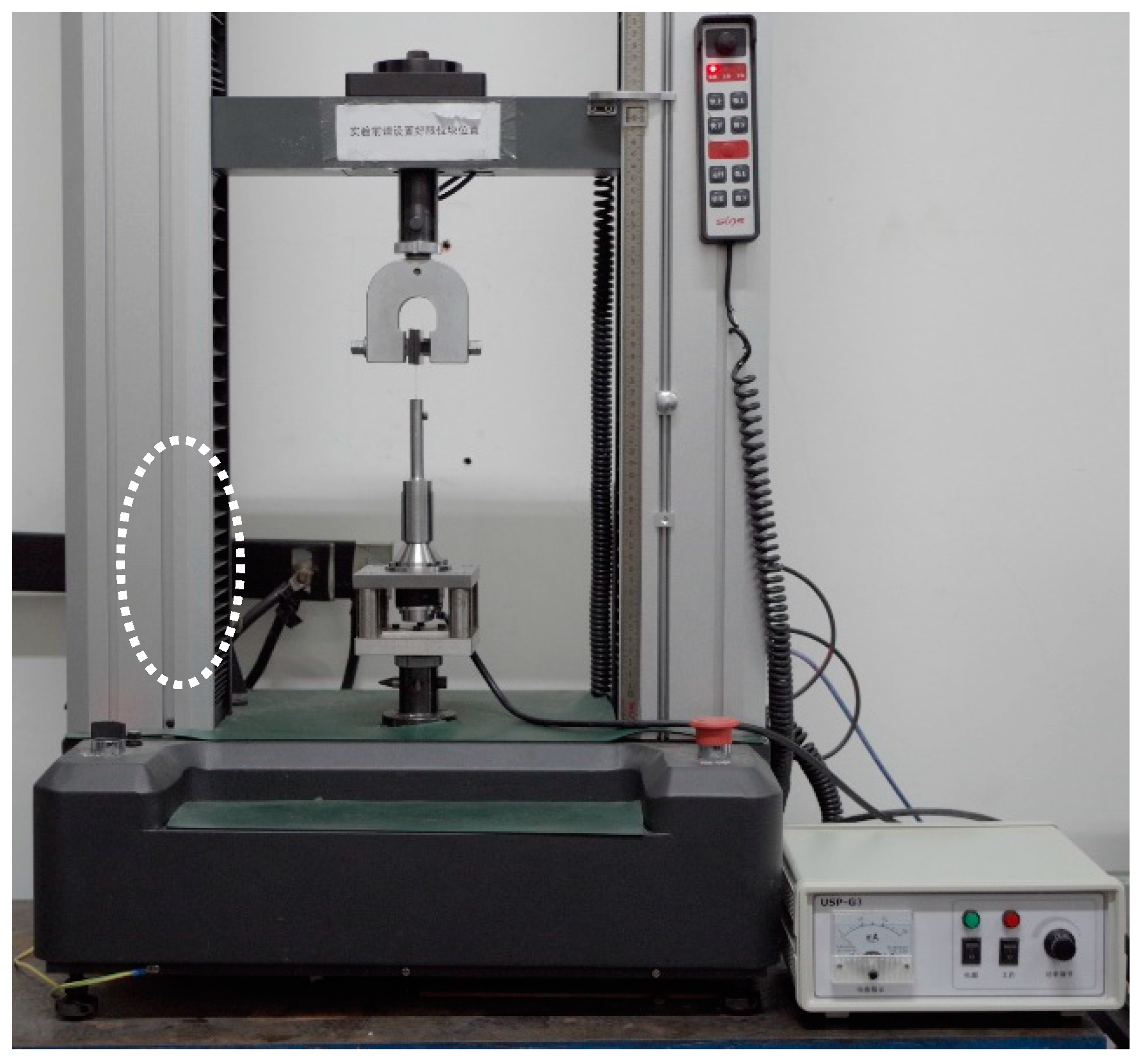
2.1. Experimental Set-Up
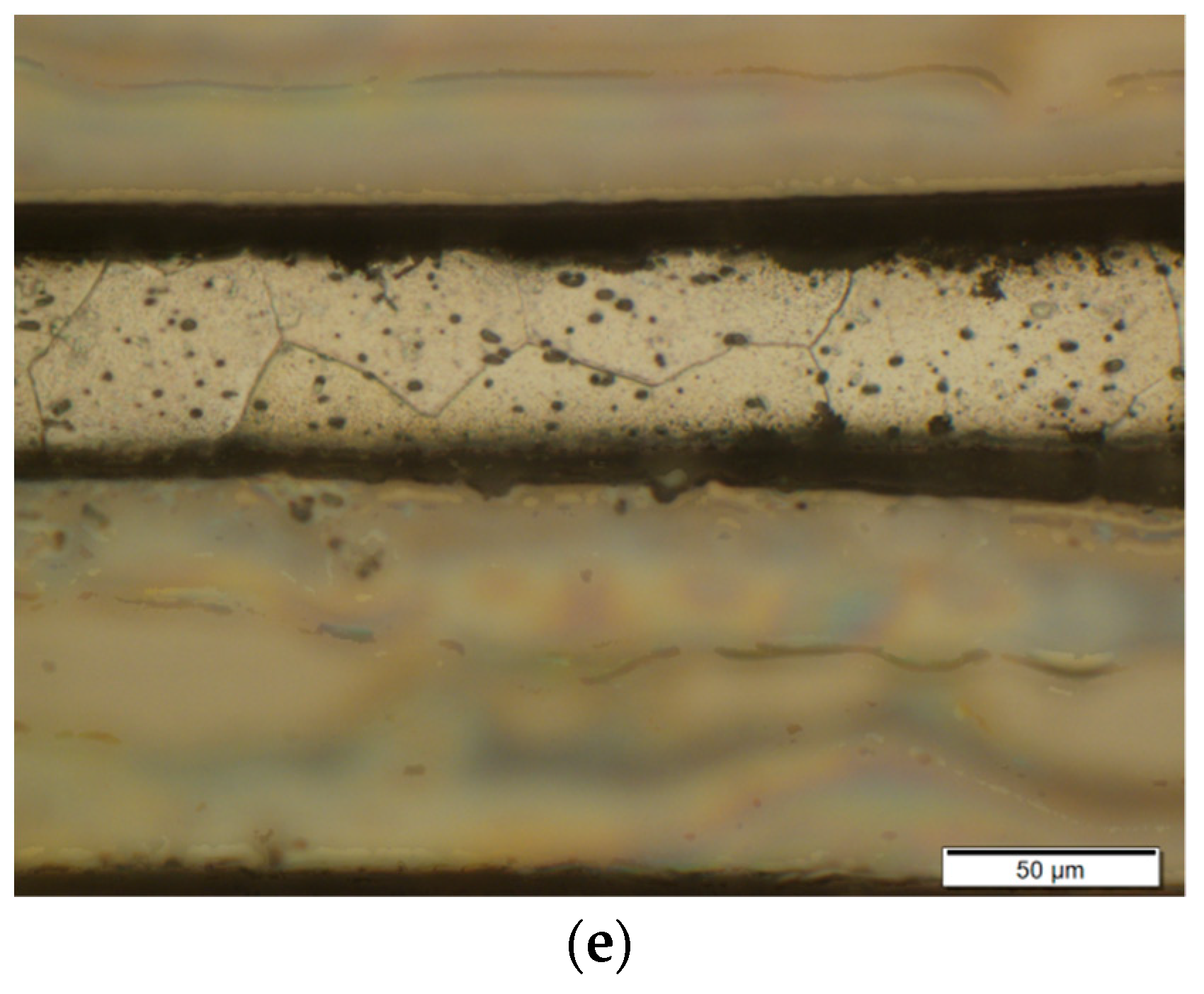
2.2. Experimental Material
3. Results and Discussion
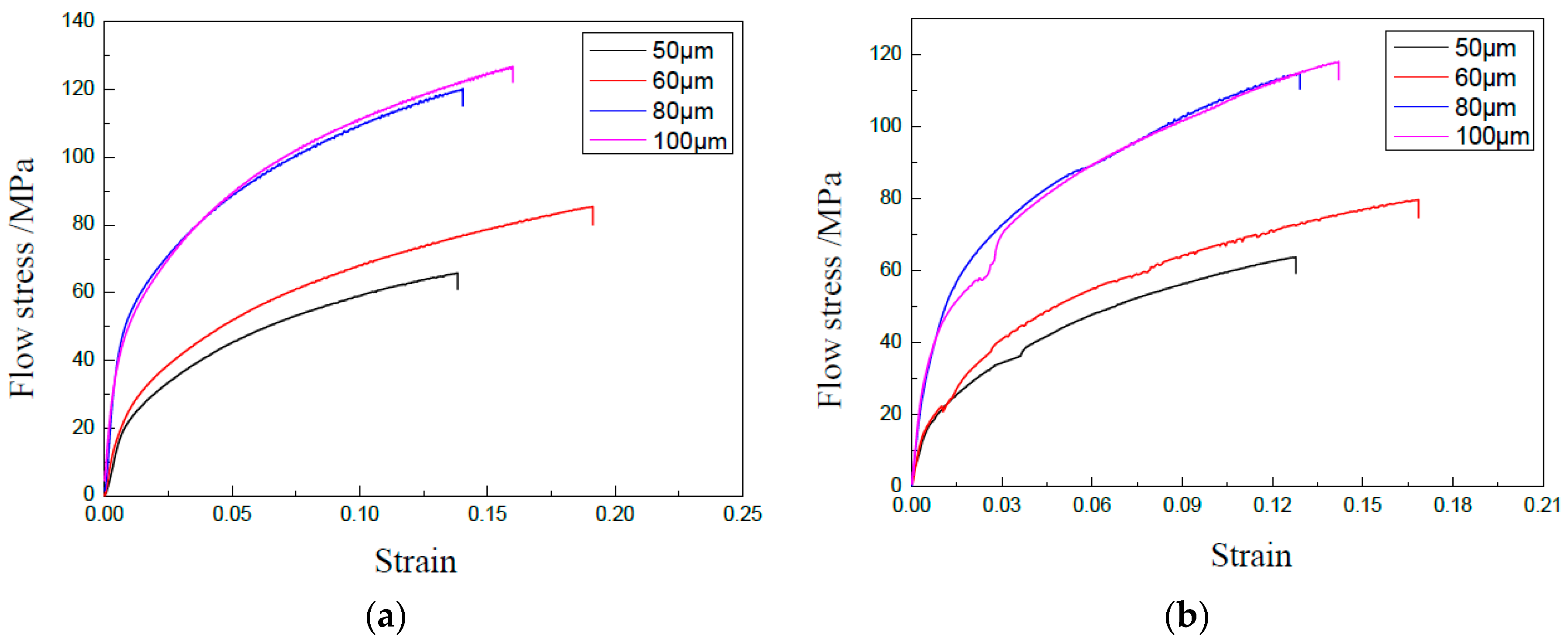
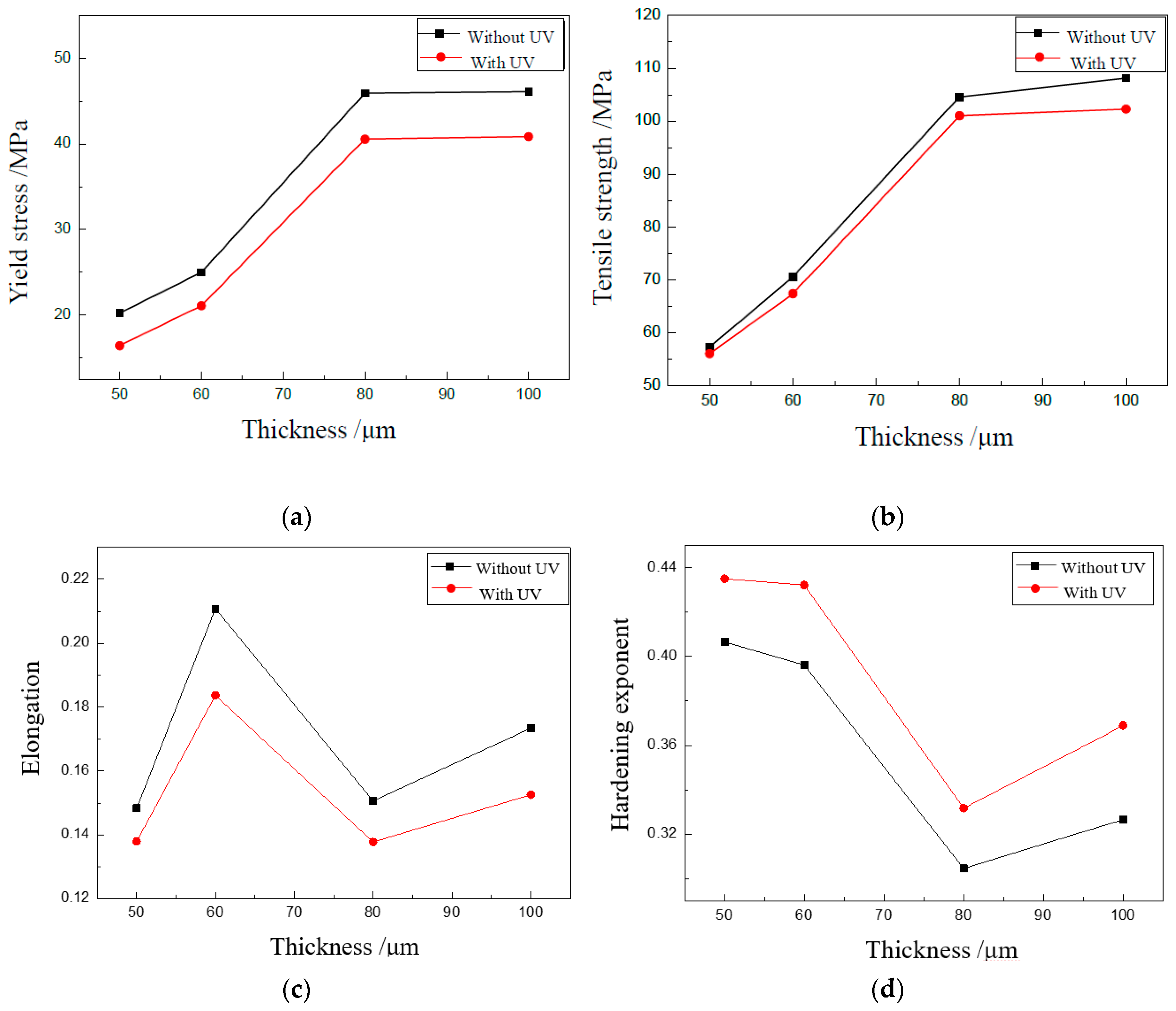
3.1. Effect of UV on Properties of Specimen with Different Thicknesses
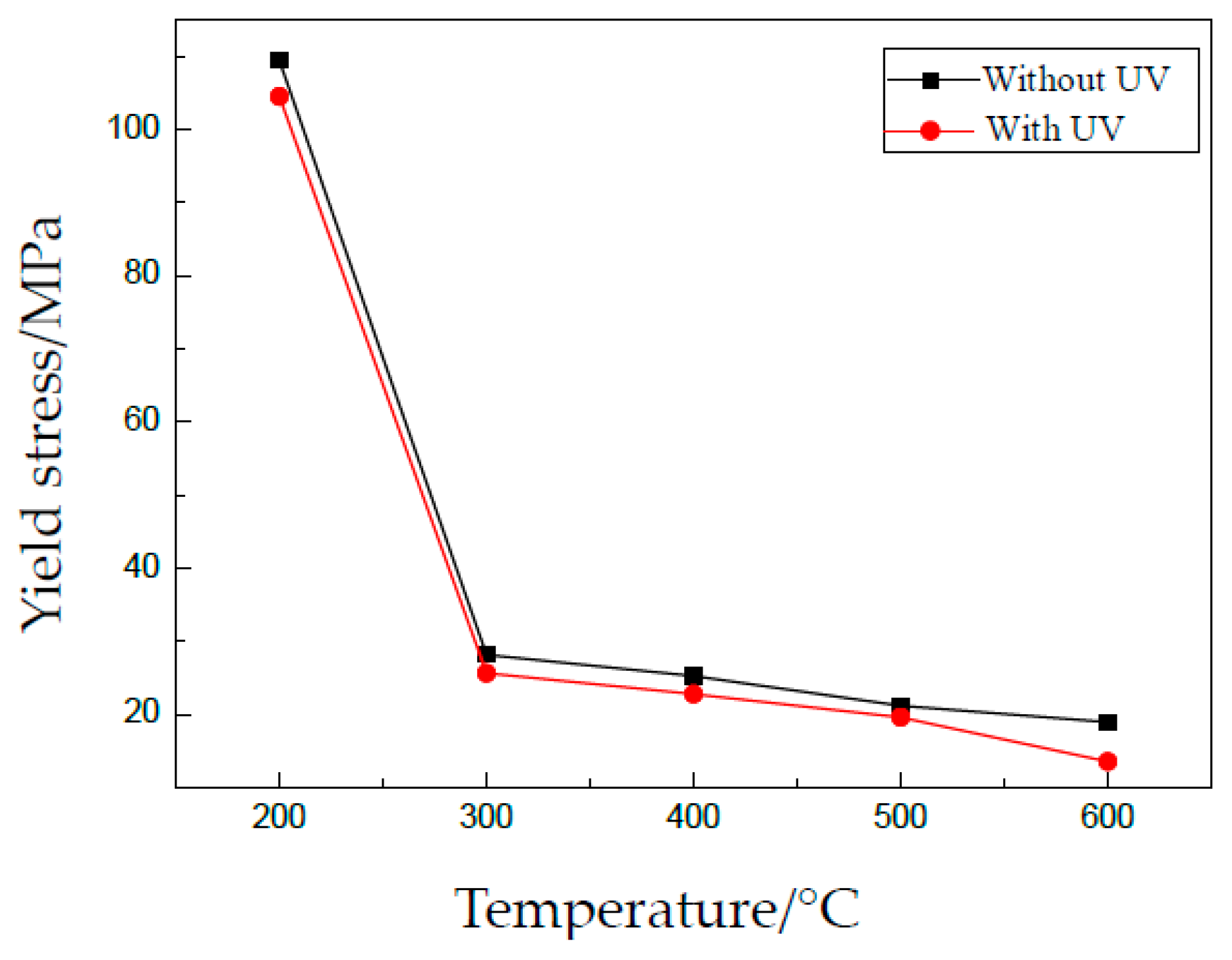
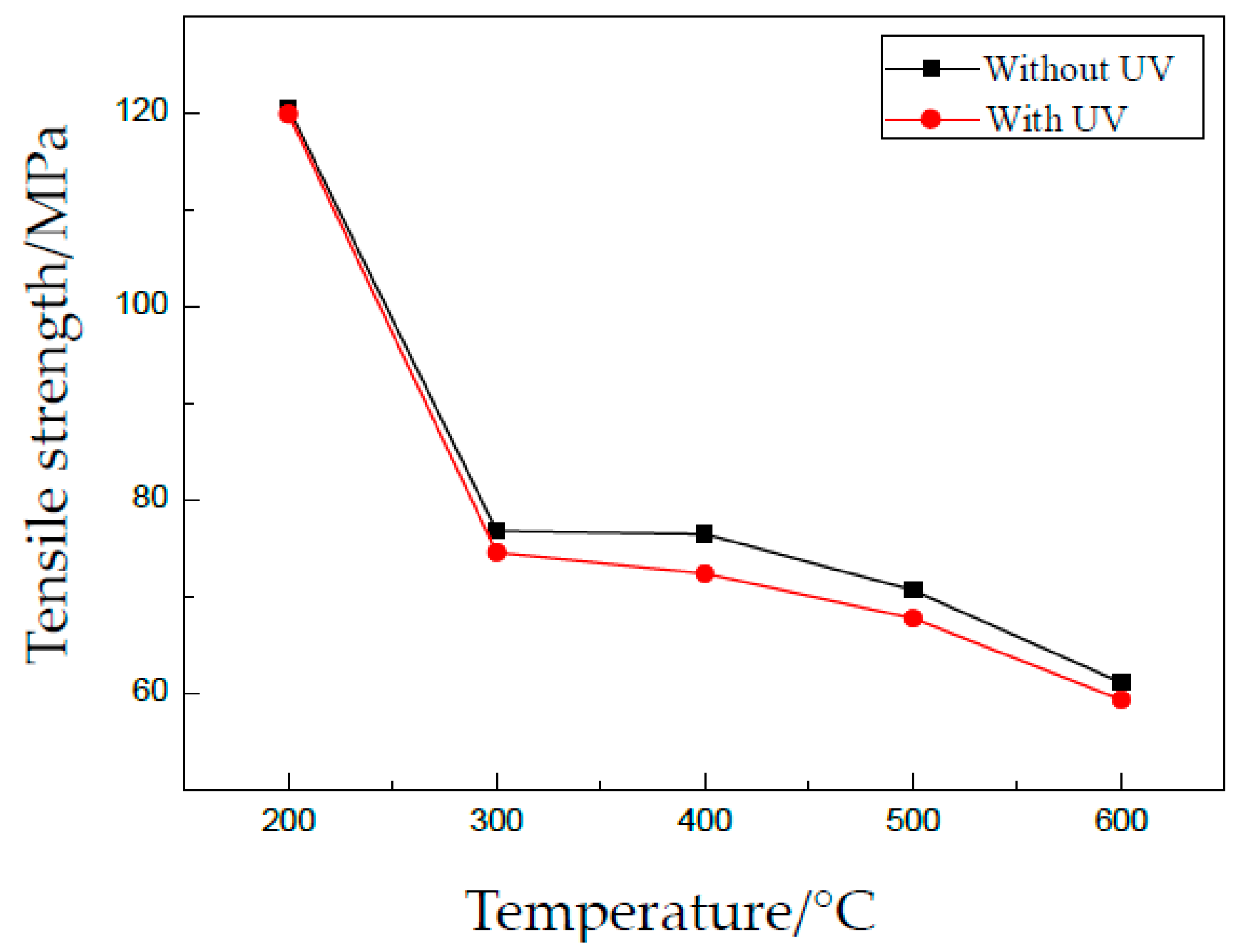
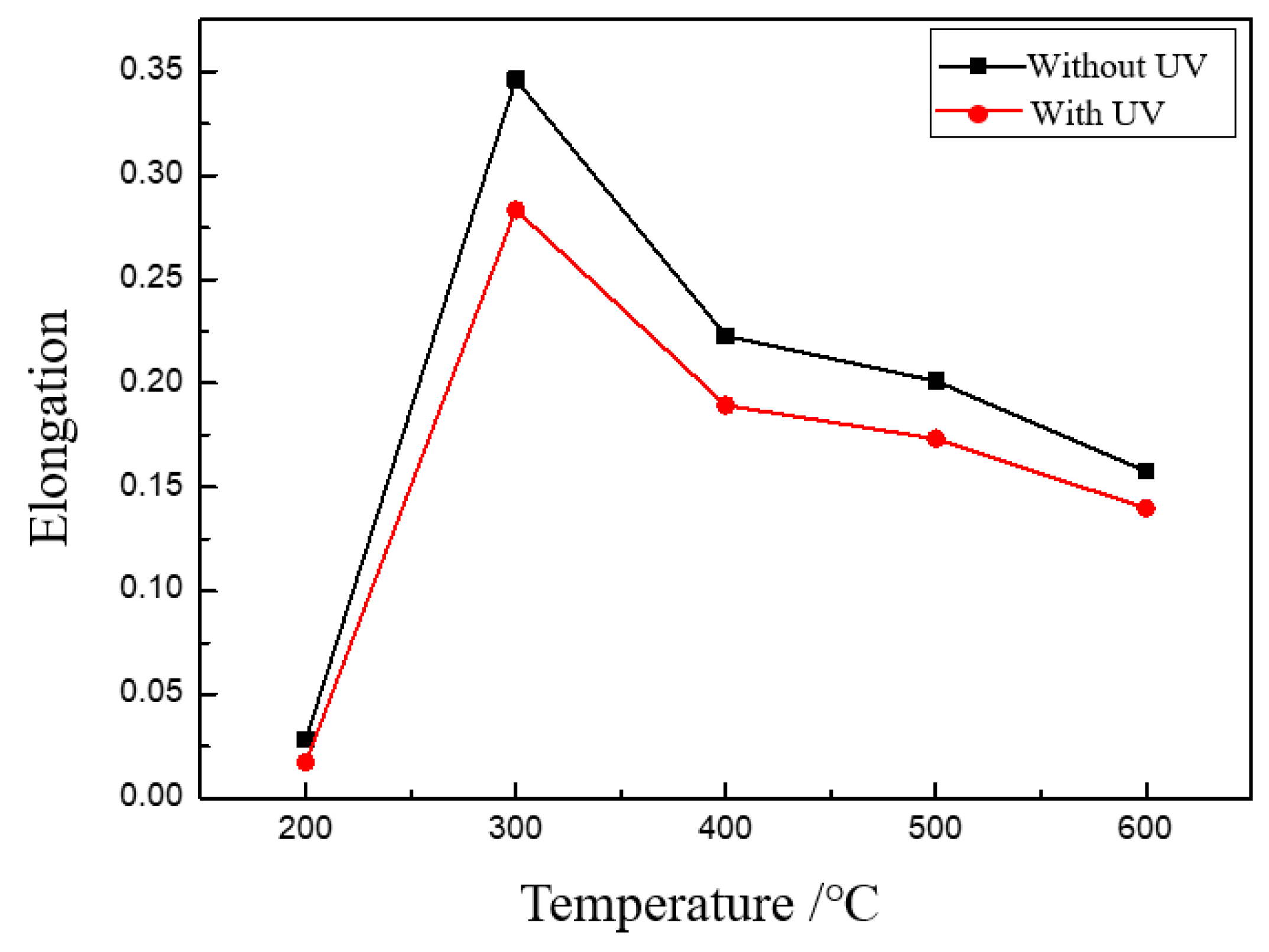
3.2. Effect of UV on Properties of Specimens with Different Grain Sizes
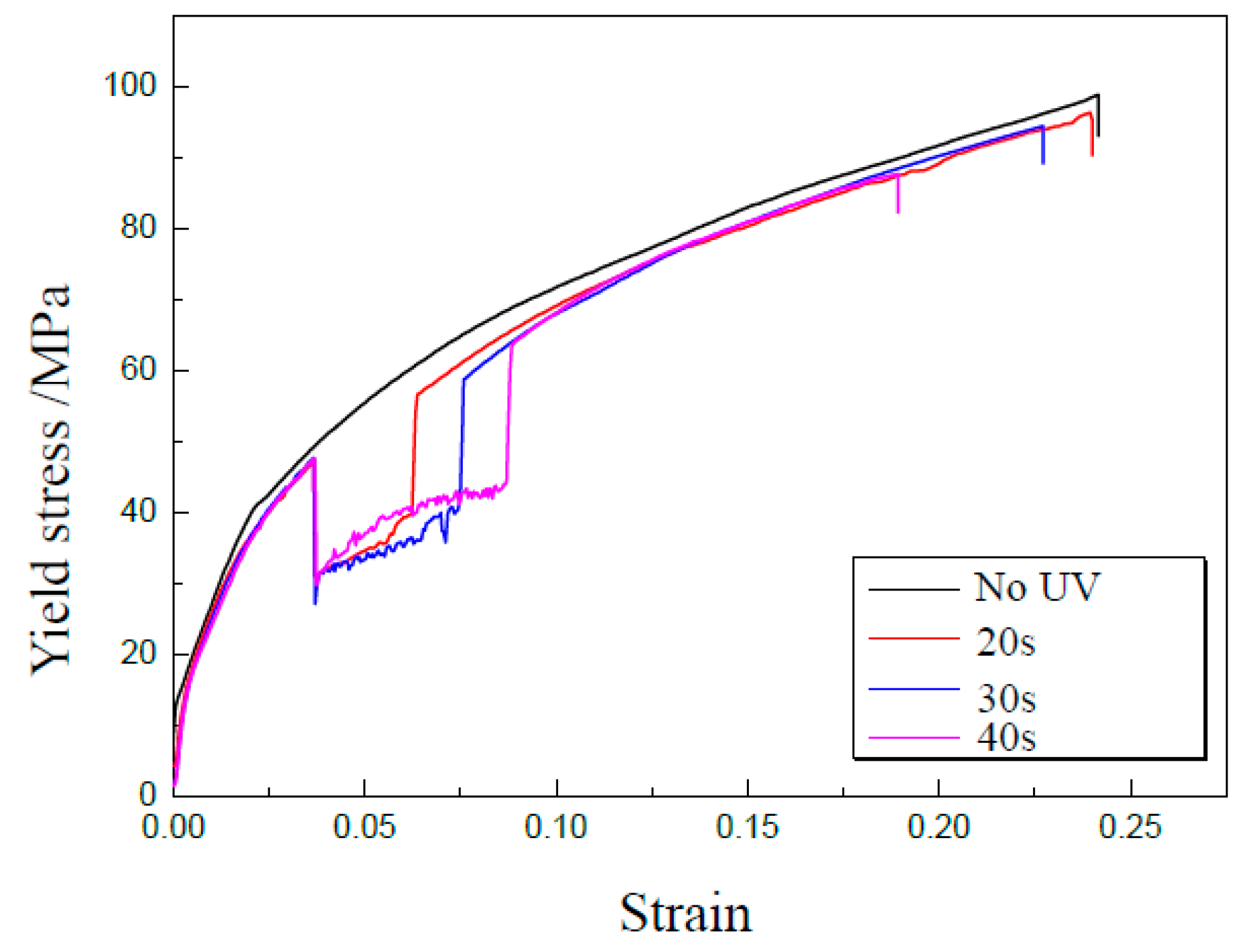
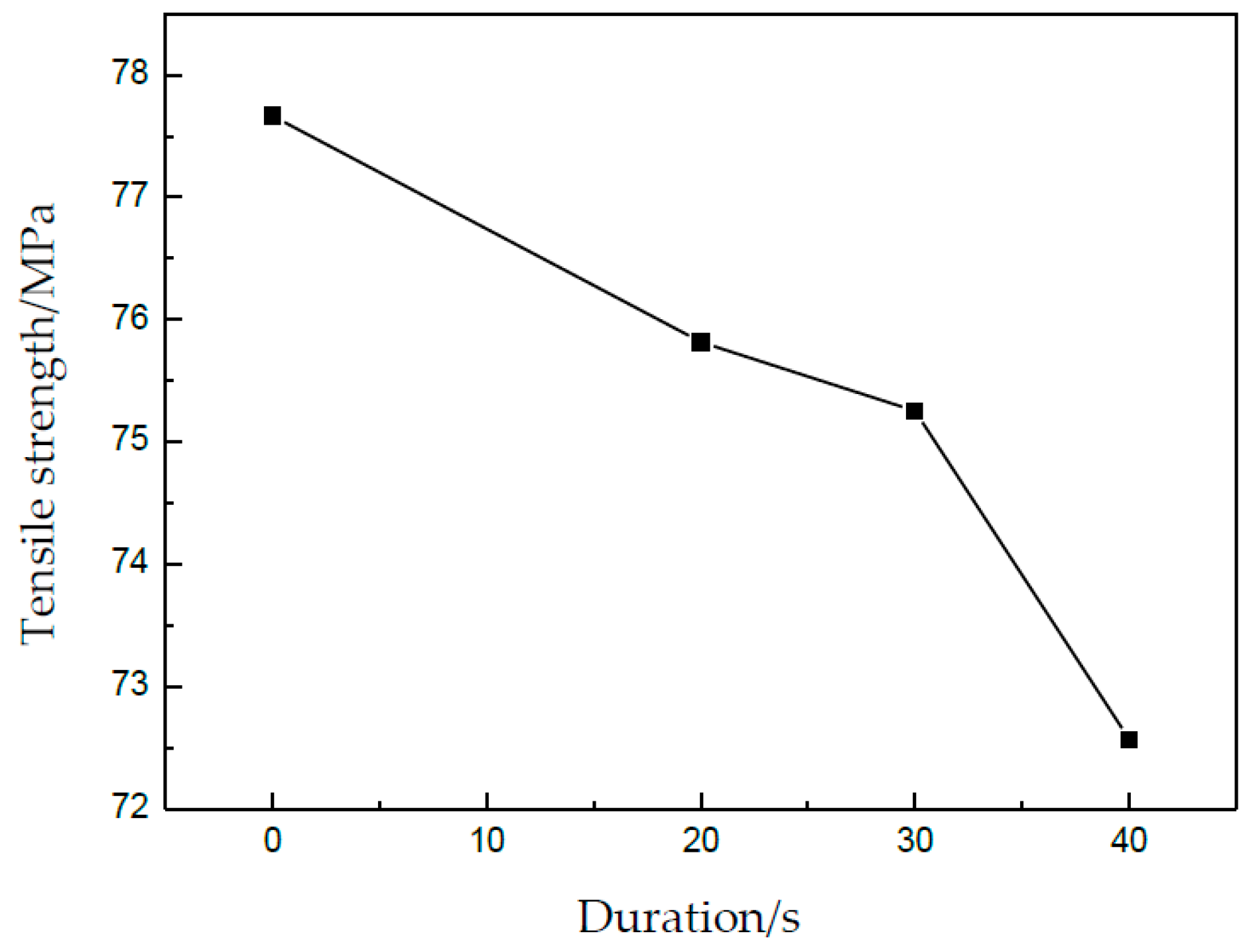
3.3. Effect of UV Duration on Properties of Specimen
3.4. Effect of Vibration Amplitude on Properties of Specimen
4. Conclusions
- Flow stress, e.g., yield stress and tensile strength, is decreased for the acoustic effect. Additionally, the reduction of flow stress increases with the increase of vibration amplitude. The reason is that acoustic energy, which is proportional to amplitude, activates dislocations and gives the energy for dislocation slipping.
- Since lots of dislocations, even ‘hard’ orientation, are activated by acoustic energy, the interactive effects of dislocations are increased. Then, the hardening exponent becomes bigger, which can improve the uniform deformation ability of thin sheets.
- With the increased duration of UV, tensile strength and elongation are decreased. Even when UV is turned off, its effect is still observed, which is called a residual effect. The reason may be that the microstructure of the specimen is permanently changed by UV.
- The effect of UV on the properties of specimens with different grain sizes and thicknesses is similar. The reason may be that the acoustic energy is small. The coupling effect of UV and specimen dimension will be studied in future investigations.
Author Contributions
Funding
Conflicts of Interest
References
- Qin, Y. Micro-forming and miniature manufacturing systems — development needs and perspectives. J. Mater. Process. Technol. 2006, 177, 8–18. [Google Scholar] [CrossRef]
- Fu, M.; Wang, J.; Korsunsky, A. A review of geometrical and microstructural size effects in micro-scale deformation processing of metallic alloy components. Int. J. Mach. Tools Manuf. 2016, 109, 94–125. [Google Scholar] [CrossRef]
- Wang, S.; Zhuang, W.; Cao, J.; Lin, J. An investigation of springback scatter in forming ultra-thin metal-sheet channel parts using crystal plasticity FE analysis. Int. J. Adv. Manuf. Technol. 2010, 47, 845–852. [Google Scholar] [CrossRef]
- Máthis, K.; Köver, M.; Stráská, J.; Trojanová, Z.; Džugan, J.; Halmešová, K. Micro-Tensile Behavior of Mg-Al-Zn Alloy Processed by Equal Channel Angular Pressing (ECAP). Materials 2018, 11, 1644. [Google Scholar] [CrossRef] [Green Version]
- Peng, L.; Yi, P.; Lai, X. Design and manufacturing of stainless steel bipolar plates for proton exchange membrane fuel cells. Int. J. Hydrogen Energy 2014, 39, 21127–21153. [Google Scholar] [CrossRef]
- Xue, S.; Wang, C.; Chen, P.; Xu, Z.; Cheng, L.; Guo, B.; Shan, D. Investigation of Electrically-Assisted Rolling Process of Corrugated Surface Microstructure with T2 Copper Foil. Materials 2019, 12, 4144. [Google Scholar] [CrossRef] [Green Version]
- Chan, W.; Fu, M. Experimental and simulation based study on micro-scaled sheet metal deformation behavior in microembossing process. Mater. Sci. Eng. A 2012, 556, 60–67. [Google Scholar] [CrossRef]
- Ren, Z.; Zhang, D.; Wang, Z. Stacks with TiN/titanium as the bipolar plate for PEMFCs. Energy 2012, 48, 577–581. [Google Scholar] [CrossRef]
- Hu, Q.; Zhang, D.; Fu, H.; Huang, K. Investigation of stamping process of metallic bipolar plates in PEM fuel cell—Numerical simulation and experiments. Int. J. Hydrogen Energy 2014, 39, 13770–13776. [Google Scholar] [CrossRef]
- Mahabunphachai, S.; Cora, Ö.N.; Koç, M. Effect of manufacturing processes on formability and surface topography of proton exchange membrane fuel cell metallic bipolar plates. J. Power Sources 2010, 195, 5269–5277. [Google Scholar] [CrossRef]
- Mahabunphachai, S.; Koç, M. Fabrication of micro-channel arrays on thin metallic sheet using internal fluid pressure: Investigations on size effects and development of design guidelines. J. Power Sources 2008, 175, 363–371. [Google Scholar] [CrossRef]
- Xu, Z.; Peng, L.; Yi, P.; Lai, X. Modeling of microchannel hydroforming process with thin metallic sheets. J. Eng. Mater. Technol. 2012, 134, 021017. [Google Scholar] [CrossRef]
- Liu, Y.; Hua, L. Fabrication of metallic bipolar plate for proton exchange membrane fuel cells by rubber pad forming. J. Power Sources 2010, 195, 3529–3535. [Google Scholar] [CrossRef]
- Jin, C.K.; Jeong, M.G.; Gil Kang, C. Fabrication of titanium bipolar plates by rubber forming and performance of single cell using TiN-coated titanium bipolar plates. Int. J. Hydrogen Energy 2014, 39, 21480–21488. [Google Scholar] [CrossRef]
- Elyasi, M.; Ghadikolaee, H.T.; Hosseinzadeh, M. Fabrication of metallic bipolar plates in PEM fuel cell using semi-stamp rubber forming process. Int. J. Adv. Manuf. Technol. 2017, 92, 765–776. [Google Scholar] [CrossRef]
- Jimma, T.; Kasuga, Y.; Iwaki, N.; Miyazawa, O.; Mori, E.; Ito, K.; Hatano, H. An application of ultrasonic vibration to the deep drawing process. J. Mater. Process. Technol. 1998, 80, 406–412. [Google Scholar] [CrossRef]
- Huang, Y.M.; Wu, Y.S.; Huang, J.Y. The influence of ultrasonic vibration-assisted micro-deep drawing process. Int. J. Adv. Manuf. Technol. 2014, 71, 1455–1461. [Google Scholar] [CrossRef]
- Ashida, Y.; Aoyama, H. Press forming using ultrasonic vibration. J. Mater. Process. Technol. 2007, 187, 118–122. [Google Scholar] [CrossRef]
- Luo, F.; Li, K.-H.; Zhong, J.-M.; Gong, F.; Wu, X.-Y.; Ruan, S.-C. An ultrasonic microforming process for thin sheet metals and its replication abilities. J. Mater. Process. Technol. 2015, 216, 10–18. [Google Scholar] [CrossRef]
- Luo, F.; Wang, B.; Li, Z.W.; Wu, X.Y.; Gong, F.; Peng, T.J.; Li, K.H. Time factors and optimal process parameters for ultrasonic microchannel formation in thin sheet metals. Int. J. Adv. Manuf. Technol. 2017, 89, 255–263. [Google Scholar] [CrossRef]
- Koo, J.-Y.; Jeon, Y.-P.; Kang, C.-G. Effect of stamping load variation on deformation behaviour of stainless steel thin plate with microchannel. Proc. Inst. Mech. Eng. Part B: J. Eng. Manuf. 2013, 227, 1121–1128. [Google Scholar] [CrossRef]
- Park, W.T.; Jin, C.K.; Gil Kang, C. Improving channel depth of stainless steel bipolar plate in fuel cell using process parameters of stamping. Int. J. Adv. Manuf. Technol. 2016, 87, 1677–1684. [Google Scholar] [CrossRef]
- Blaha, F.; Langenecker, B. Elongation of zinc monocrystals under ultrasonic action. Die Naturwissenschaften 1955, 42, 556. [Google Scholar] [CrossRef]
- Langenecker, B. Effects of Ultrasound on Deformation Characteristics of Metals. IEEE Trans. Sonics Ultrason. 1966, 13, 1–8. [Google Scholar] [CrossRef]
- Dutta, R.; Petrov, R.; Delhez, R.; Hermans, M.; Richardson, I.; Böttger, A. The effect of tensile deformation by in situ ultrasonic treatment on the microstructure of low-carbon steel. Acta Mater. 2013, 61, 1592–1602. [Google Scholar] [CrossRef]
- Yao, Z.; Kim, G.Y.; Wang, Z.; Faidley, L.; Zou, Q.; Mei, D.; Chen, Z. Acoustic softening and residual hardening in aluminium: Modeling and experiments. Int. J. Plast. 2012, 39, 75–87. [Google Scholar] [CrossRef]
- Siu, K.; Ngan, A.; Jones, I. New insight on acoustoplasticity – Ultrasonic irradiation enhances subgrain formation during deformation. Int. J. Plast. 2011, 27, 788–800. [Google Scholar] [CrossRef]
- Wang, C.; Liu, Y.; Shan, D.; Guo, B.; Han, H. Investigations on mechanical properties of copper foil under ultrasonic vibration considering size effect. Procedia Eng. 2017, 207, 1057–1062. [Google Scholar] [CrossRef]
- ASTM E112-13. Standard Test Methods for Determining Average Grain Size; ASTM International: West Conshohocken, PA, USA, 2013.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature/°C | 200 | 300 | 400 | 500 | 600 |
| Grain Size/μm | 4.3 | 13.68 | 18.7 | 25.55 | 47.65 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, C.; Zhang, W.; Cheng, L.; Zhu, C.; Wang, X.; Han, H.; He, H.; Hua, R. Investigation on Microsheet Metal Deformation Behaviors in Ultrasonic-Vibration-Assisted Uniaxial Tension with Aluminum Alloy 5052. Materials 2020, 13, 637. https://doi.org/10.3390/ma13030637
Wang C, Zhang W, Cheng L, Zhu C, Wang X, Han H, He H, Hua R. Investigation on Microsheet Metal Deformation Behaviors in Ultrasonic-Vibration-Assisted Uniaxial Tension with Aluminum Alloy 5052. Materials. 2020; 13(3):637. https://doi.org/10.3390/ma13030637
Chicago/Turabian StyleWang, Chunju, Weiwei Zhang, Lidong Cheng, Changqiong Zhu, Xinwei Wang, Haibo Han, Haidong He, and Risheng Hua. 2020. "Investigation on Microsheet Metal Deformation Behaviors in Ultrasonic-Vibration-Assisted Uniaxial Tension with Aluminum Alloy 5052" Materials 13, no. 3: 637. https://doi.org/10.3390/ma13030637