3.1. Nominal Stress–Global Strain
The nominal stress–global strain of the experiments is shown in
Figure 3. A different color represents the result for each layup. For the results of samples with the same layup, different dashing is used.
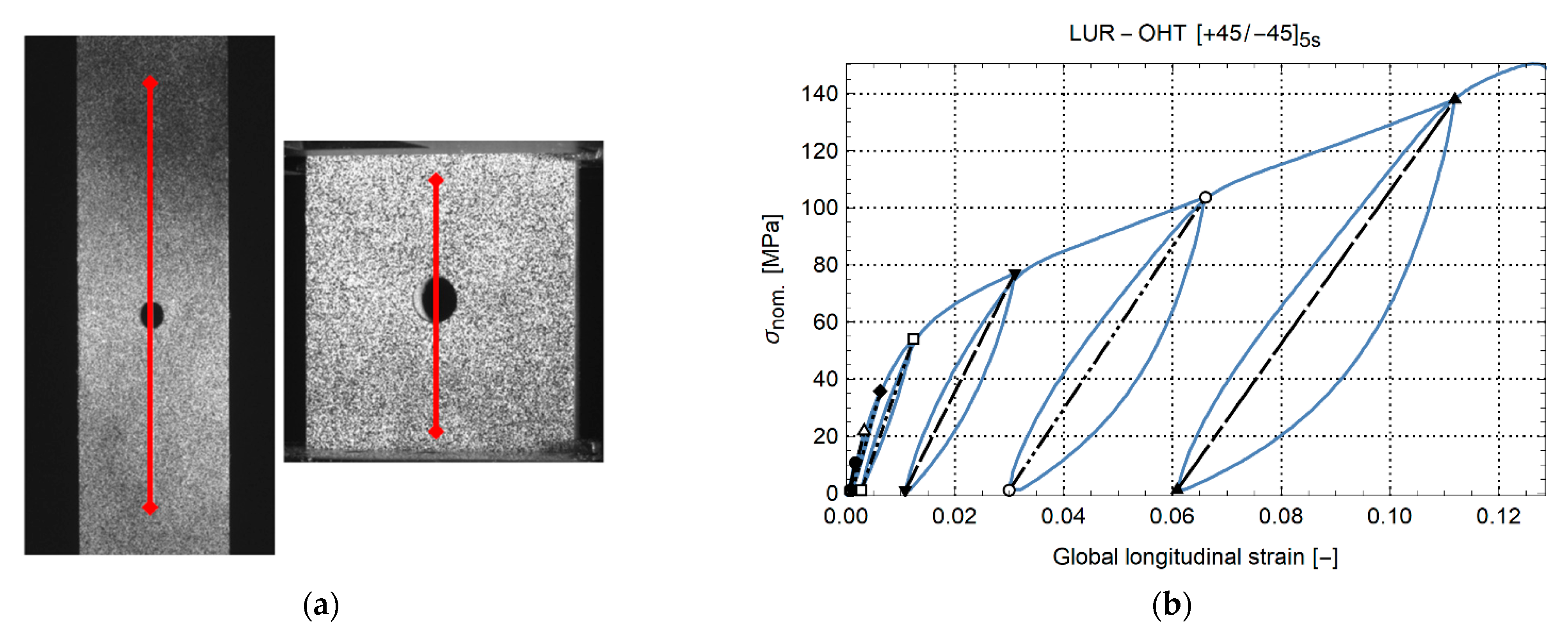
The cases for OHT are shown in
Figure 3a. The coupons with layup [0/90]
5s and [+45/0/−45/90]
3s show quasilinear behavior up to sudden failure at about 220 MPa. The coupon with layup [+45/−45]
5s initially shows linear behavior. This, however, turns nonlinear at 1% strain. A failure strain of about 12–15% is observed with a failure load of about 150 MPa. These failure strains are significantly higher than for the other specimens because the +45/−45 plies are primarily loaded in shear. This loading type is matrix-dominated and illustrates the large deformation capability of the PA6 matrix. Remarkable is that the OHT strength of the QI laminate is higher than the OHT strength of the coupon with layup [0/90]
5s. This is caused by the high OHT strength of the +45/−45 plies, which contribute significantly to the strength of the QI laminate.
The curves for OHC are shown in
Figure 3b. Similar to tension, layups [0/90]
5s and [+45/0/−45/90]
3s show quasilinear behavior up to failure. A small nonlinear region is present close to the final failure. After kinking at maximum load, the QI samples still carried about 35% of the maximum strength at −75 MPa. The curves for layup [+45/−45]
5s are nonlinear. A notable difference is that buckling occurs at about −90 MPa, as indicated by the black diamonds. Recall that the end of the curves for [+45/0/−45/90]
3s and [+45/-45]
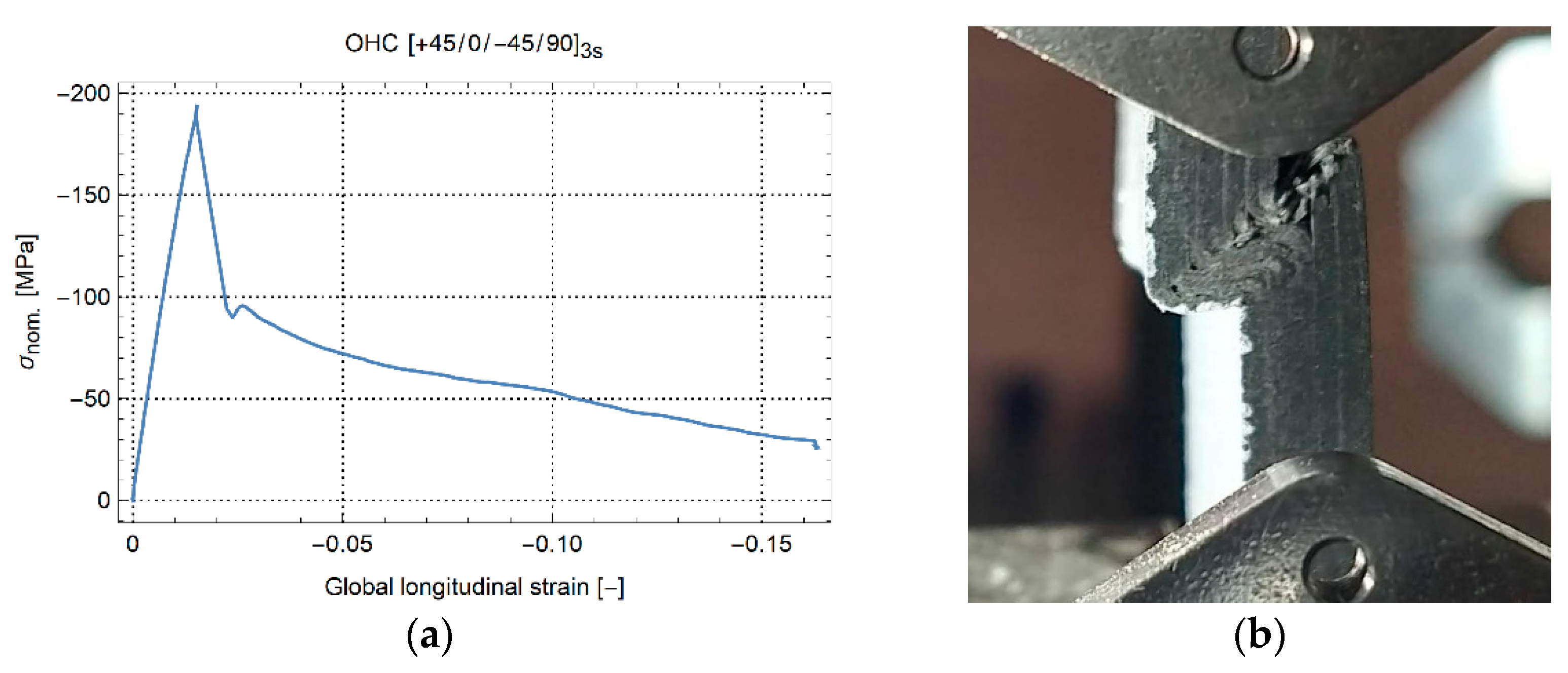
5s does not indicate specimen failure. The specimens were removed after, respectively, kinking and buckling to protect the load cell of the machine and preserve the crosshead alignment. Yet, the specimens could still have been compressed more. This was illustrated with the last QI specimen. The result is shown in
Figure 4a. After kinking failure, the load-carrying capacity of the material steadily reduces, while the global strain reaches more than 15% global compressive strain.
Figure 4b shows the final state of the specimen in the test machine before stopping the test. Both specimen halves were still intact with significant plastic deformation and failure.
3.2. Failure Observations
For each of the six combinations of load (tensile and compressive) and layup ([0/90]5s, [+45/−45]5s, [+45/0/−45/90]3s), different failure phenomena were observed.
For the samples with layup [0/90]
5s, both tensile and compressive loading showed a quasilinear stress–strain behavior with brittle material failure.
Figure 5 and
Figure 6 show typical failure under, respectively, tensile and compressive load. The videos of the DIC images during loading were analyzed. It is observed that OHT failure of the samples with layup [0/90]
5s shows no indication of growing cracks just before sudden failure. In an instant, symmetrical cracks appear from the edge of the holes to quickly span the entire width of the sample. Remarkable for this failure is that several fibers still bridged over the crack at the sides of the specimen. This connection was quite weak yet indicates that next to fiber breakage, fiber pull-out is a damaging phenomenon for this composite material. Microscopic observation of the side of the samples,
Figure 5b, shows this. It can be seen that the “pulled-out” fibers (cyan arrows in the figure) continue as ply delaminations as far as 3 mm away from the crack face (red arrow in the figure). Matrix cracking is observed in the [90] degree plies. This is observed at a distance of up to 10 mm from the crack face. The green arrows on the figure indicate the ply cracks observed furthest away from the hole. High-resolution images can be consulted in the online version of the article. Ultrasound inspection,
Figure 5c, shows that a limited amount of delamination develops in the hole’s vicinity. The red lines on the figure indicate the edges of the specimen. At the edges of the sample, delaminations are present up to 2 cm away from the crack face.
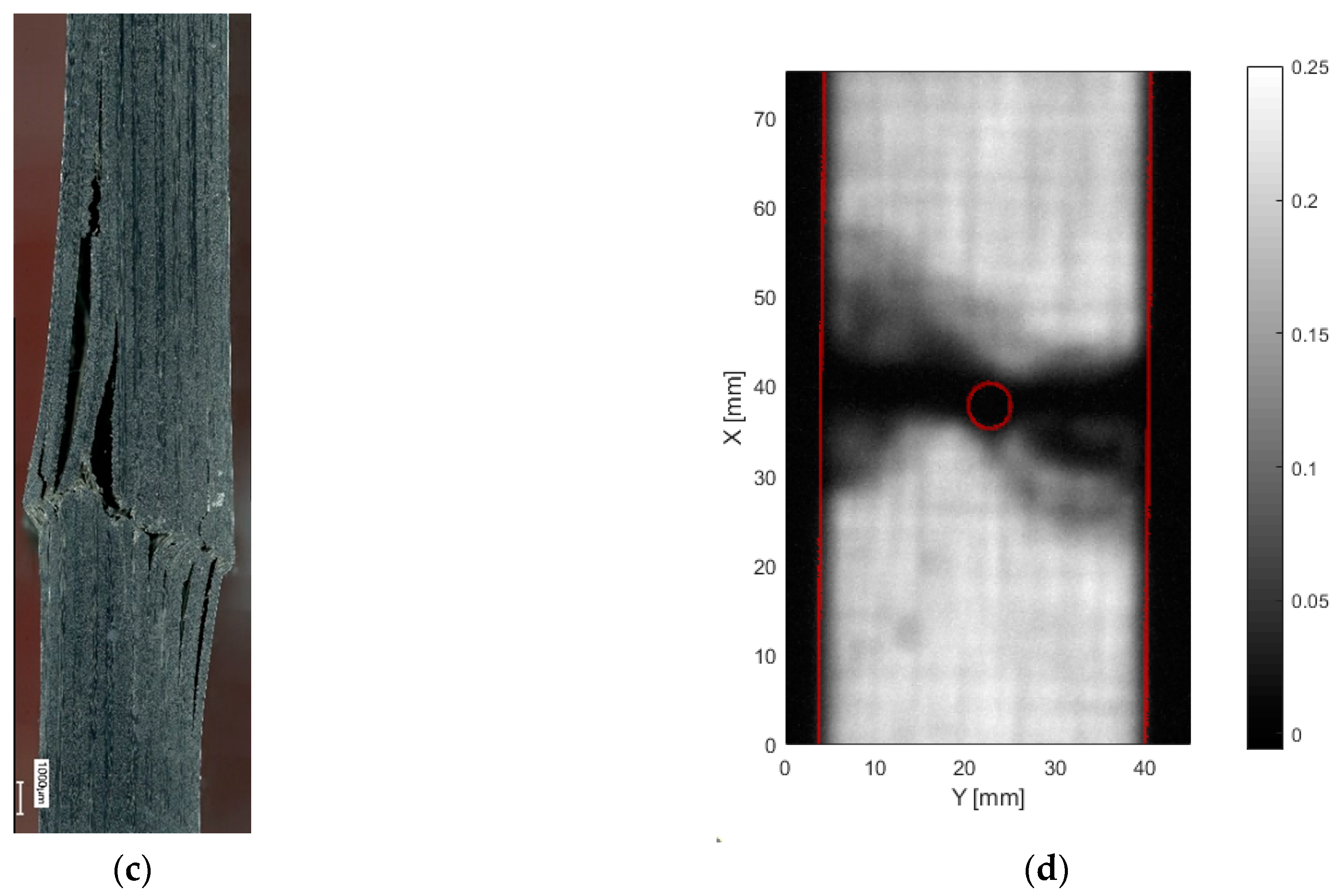
OHC failure of the samples with layup [0/90]
5s shows kinking failure. The samples do not buckle before losing load-bearing capacity. Just before failure, localized kinking can be observed originating from the hole edge. This is indicated by arrows in
Figure 6a. Next to that, microscopic observation shows that few matrix cracks developed. Yet, large delaminations occur where plies were pushed apart after kinking failure,
Figure 6c. The extent of the internal delamination is illustrated in
Figure 6d with ultrasound inspection.
The samples with layup [+45/−45]
5s showed large nonlinear behavior before failure for both tensile and compressive loading.
Figure 7 shows typical observations under tensile loading, while
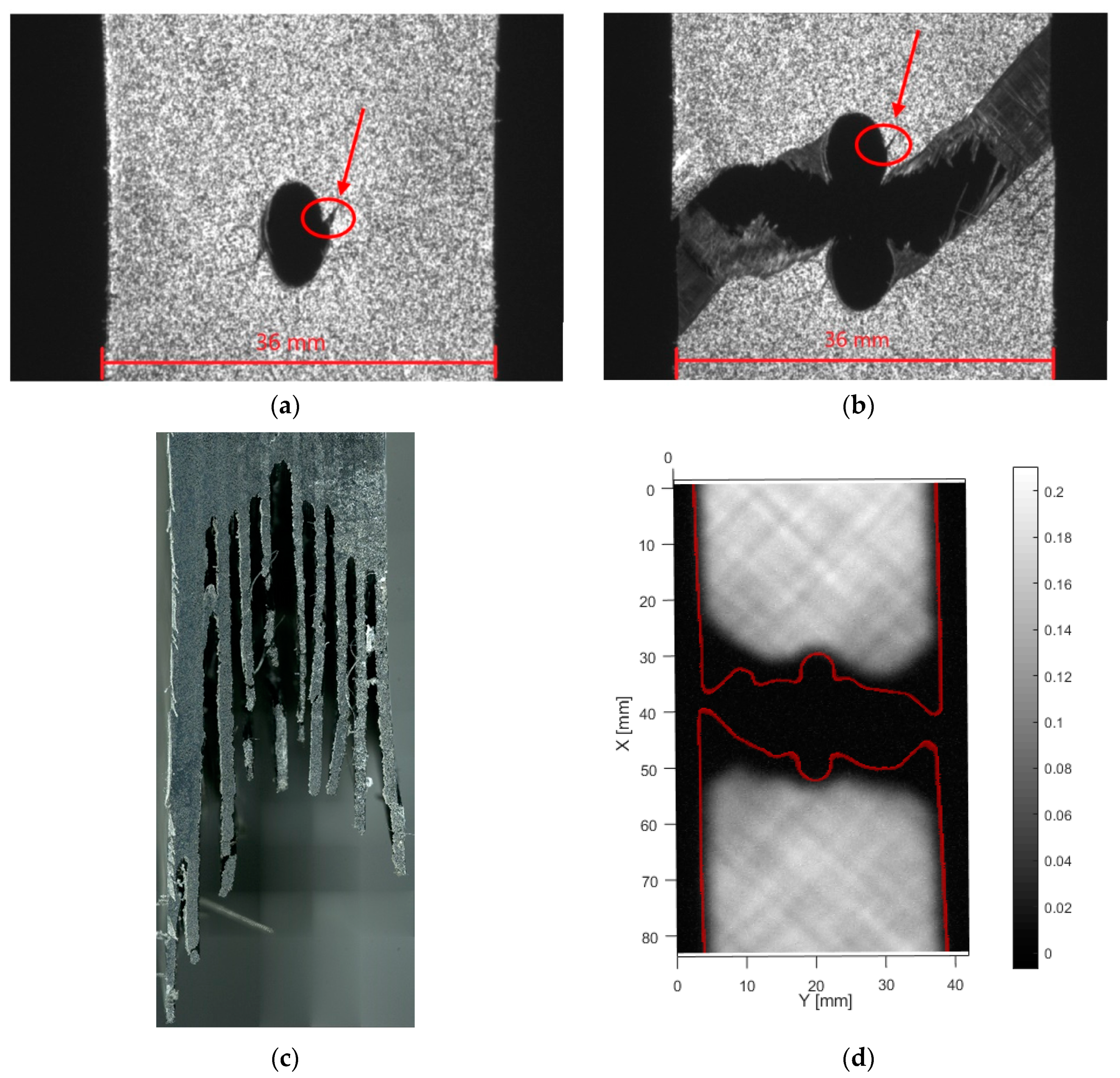
Figure 8 shows typical observations under compressive loading. OHT failure for the samples with layup [+45/−45]
5s,
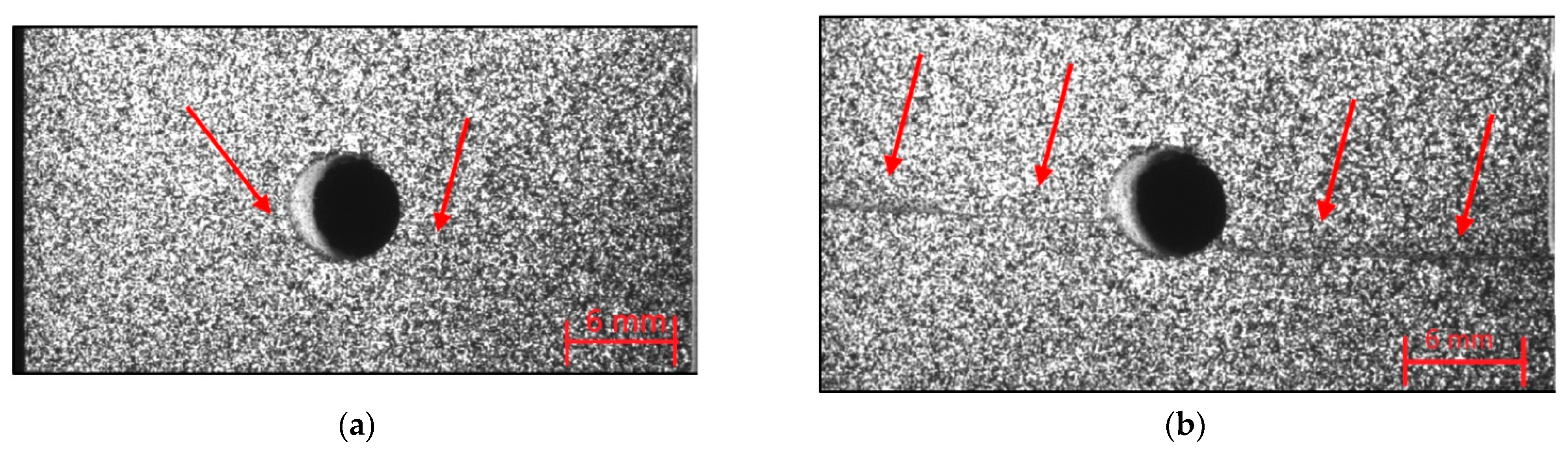
Figure 7, shows a combination of crack growth and ductile failure. Before the failure, multiple cracks develop at the hole edge, as indicated in
Figure 7a. However, these initial cracks do not necessarily grow to cause final failure. In
Figure 7a,b, the same crack is indicated with a red circle. Since this crack appears to be the largest, one could expect this to cause a final fracture. Surprisingly, the crack causing load-bearing failure occurs from a different location. The main failure phenomenon is ply delamination. This is shown on the microscopic images. In
Figure 7c the separation between the [−45] and [+45] plies, that each remained attached to one-half of the specimen. A limited amount of matrix cracks is observed. The extent of internal delaminations for this layup is shown in
Figure 7d. It can be seen that the ply separations do not extend further than the center area.
OHC failure for the samples with layup [+45/−45]
5s,
Figure 8, could not be achieved. The samples buckled at about −100 MPa nominal stress.
Figure 8a shows the sample deformation, which could be observed. To protect the test machine, and especially the clamp alignment, it was not attempted to fully break the samples. Therefore, the samples were unloaded and removed after the occurrence of buckling. Remarkably, side microscopy shows, apart from a permanent bend of the specimen, no signs of internal damage,
Figure 8b. This is confirmed by ultrasound,
Figure 8c, which only shows a limited amount of delamination around the hole edge. The absence of matrix cracking or delamination after such severe out-of-plane deformation is attributed to the ductility of the PA6 matrix combined with a strong fiber-matrix bond.
Figure 9 and
Figure 10 show the tensile and compressive failure for specimens with layup [+45/0/−45/90]
3s. For the tensile case,
Figure 9a,b, cracks are seen to develop along the +45 fiber direction of the top ply. These grow from the hole edge towards the edges of the sample until final failure. The specimen fails in a brittle way due to the presence of the 0 degree plies. Side microscopy,
Figure 9c, shows a combination of the fracture phenomena observed in the previous layups. The [0] plies show fiber pull-out with delamination, [90] plies show matrix cracking and the [±45] plies failed in the typical shear-out failure. Associated with the failure of the latter plies is the internal delamination, as in
Figure 9d.
Similar to [0/90]
5s, the compressive failure of [+45/0/−45/90]
3s occurs in the form of kinking,
Figure 10. Buckling was not observed during loading. However, it is noted that the specimens do not fracture in two pieces, as seen from the side view in
Figure 10c. The kink band is also clearly visible in the ultrasound,
Figure 10d. The delamination damage is contained within the kinking zone. Combining plies in all three primary directions can keep the plies from both sides of the specimen connected and attached, even after severe kink deformation. This allows the specimen to carry load after initial failure.
3.3. Evolution of Elastic Modulus and Permanent Strain
From the nominal stress–global strain of the LUR tests, both the evolution of permanent strain and elastic modulus are derived. Additionally, the strain field on the specimen surface after unloading indicates the locations and pattern of permanent deformation.
Figure 11 shows the evolution of permanent strain and modulus of the specimen with layup [+45/−45]
5s. On the vertical axis, figures show the longitudinal specimen modulus (
) normalized concerning the undamaged elastic modulus (
) and longitudinal specimen permanent strain. One can clearly see that a large amount of permanent strain develops. In addition, the elastic modulus reduces with each load cycle up to about 30% of the original modulus for tension and 40% (before buckling) for compression. In figures, the same symbols are used for the same test. The data points in gray occurred after buckling. Between tensile and compression loading, the evolution of permanent strain is similar. The evolution of specimen elastic modulus is less steep for compression.
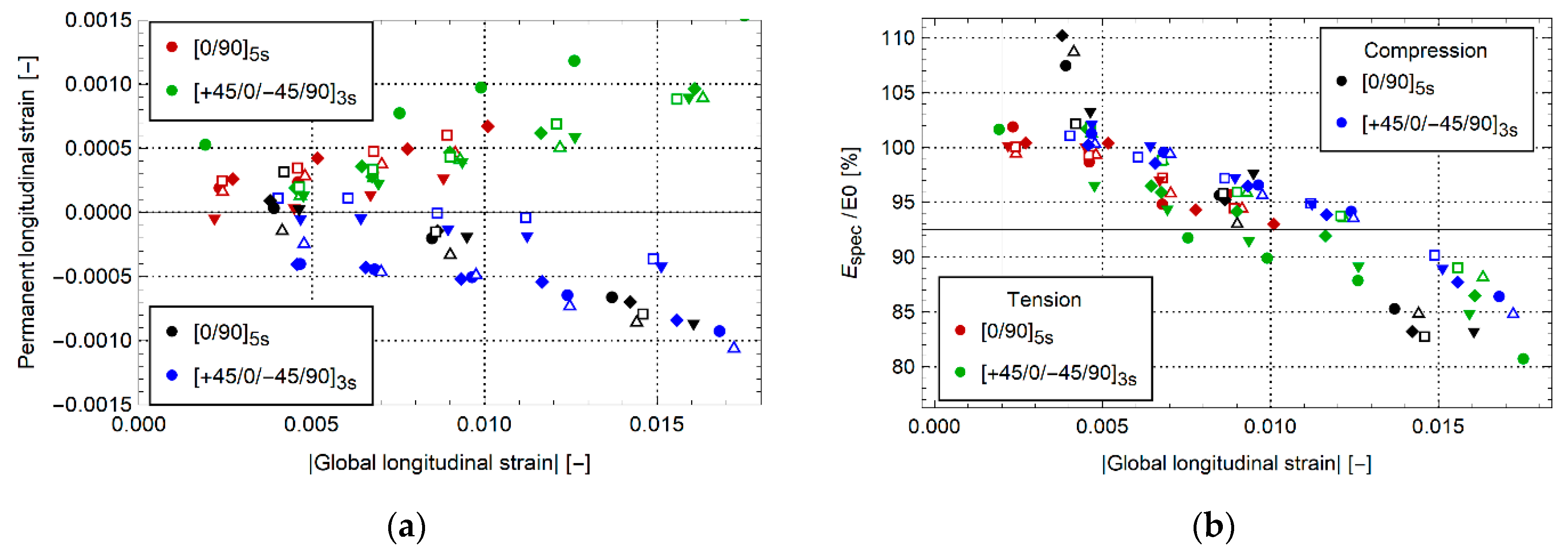
Figure 12 shows the evolution of the permanent longitudinal strain and elastic modulus for [0/90]
5s and [+45/0/−45/90]
3s. Though the nominal stress–global strain curve is quasilinear, both layups show a small evolution in the permanent global strain with a modulus reduction of about 20%. This suggests that, at least locally, some damage and plasticity occur in the specimen volume. Similar evolutions are shown between tension, compression, and per layup. Note the initially higher elastic modulus after the first unloading cycle in the compression data of
Figure 12b. This is caused by variability in strain measurement at small strain magnitude. Despite this, both elastic modulus evolution and permanent strain evolution are similar between tension and compression.
Although the global specimen behavior reveals the evolution of permanent strain and elastic modulus, it does not show where the permanent strain occurs. This can be identified from the surface strain fields obtained by DIC.
Figure 13 and
Figure 14 show the longitudinal strain on the specimen surface at unloading after either the last load cycle or just before buckling. Note that the scales associated with individual figures are different. This was done to provide the clearest view of the variation in strain for each figure. For the samples with layup [+45/−45]
5s X-shaped shear bands with high permanent strain develop. These meet at the side of the hole. This is illustrated in
Figure 13a for the tensile case where the longitudinal strain is positive. For compression, the longitudinal strain has the same shape yet with negative strain values. For the samples with layup [0/90]
5s,
Figure 13b, a region of nearly zero longitudinal strain occurs above and below the hole center. To the left and right of the hole, a local region with permanent strain occurs. For the tensile case, the longitudinal strains are positive, while for the compressive case, these are negative. The region with larger permanent strain is limited to the immediate vicinity of the hole, which is in sharp contrast with layup [+45/−45]
5s, where the region of permanent strain extends fully to the specimen edges.
The permanent strain pattern for the QI layup,
Figure 14, shows a combination of the patterns from the [0/90]
5s and [+45/−45]
5s laminates. In the tensile case,
Figure 14a, regions with nearly zero permanent strain are present above and below the hole, while left and right from the hole, a region with limited permanent strain develops. Further away from the hole, this region splits into two arms, extending similarly to the X-shaped pattern seen in the [+45/−45]
5s laminate. In contrast to the other laminates, the QI laminate in compression,
Figure 14b, does not seem to show an inverse pattern as the tensile case. In fact, this seems more similar to the compressive case of the [0/90]
5s laminate. The authors attribute this difference to the different failure phenomena occurring for this laminate under tension and compression. In fact, in the compressive case, one can already see the initial growth of the kink band forming close to the hole, while it does not yet span the full specimen width.


 ,
, 















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}