1. Introduction
An Ni-based superalloy, Inconel 625, is an austenitic material that possesses advantageous properties for high-temperature applications, such as gas turbines, jet engines, waste-to-energy combustions, or metal arc-welding. This alloy is easily weldable, tough, ductile, highly resistant to wear or erosion/corrosion, and suitable for work at elevated temperatures [
1,
2,
3,
4]. Progress in their development is intertwined with higher work temperatures and/or higher mechanical strength. Therefore, to meet constantly increasing standards and emerging working conditions, while simultaneously prolonging the life of exposed elements, new materials are being developed. In terms of improving mechanical performance, metal matrix composites (MMC) are one of the most promising solutions [
5,
6,
7].
When ceramic reinforcement is introduced to the composite, improvement of certain mechanical properties is expected to occur, e.g., hardness. A similar effect is observed in MMC materials with the additional formation of secondary oxides or carbides, created due to their reaction with alloying elements. The exact character of the new material synthesis depends on various parameters. That being said, ceramic addition into a metal matrix generally follows a simple pattern. Properties typical to ceramics increase proportionally to the amount of addition, provided that a critical volume of reinforcement is achieved. Then, after reaching a certain amount (different for each material), a maximum is reached and further increase of additives works detrimentally. This amount is often referred to as a “peak” value for the composite properties. Observed detrimental effects occur due to introduced processing difficulties, such as additional porosity, increased brittleness, a surplus of certain elements in the material, etc. Such maximum can be shifted by optimizing process parameters, typically process time and/or temperature.
During the prolonged high-temperature exposition of Inconel 625 superalloy, precipitates may appear in the matrix. Crystal structures of those precipitates are taking the form of topologically close-packed (TCP) phases consisting of δ, µ, P, and Laves phases and carbides. There are many pieces of research [
8,
9,
10] about the character, influence, and conditions of their presence in various compounds. It is generally agreed upon that TCP precipitations are undesirable, solely due to the significant depletion of alloying elements from the matrix. In addition, as brittle, intermetallic inclusions, TCP phases are a cause for the reduced ductility of alloy with accompanying pore formation, possibly reducing fracture toughness or accelerating crack propagation. While through the assumption of mixture law, individual hardness of TCP phases could overall improve this property in the composite, it is yet to be proven that it can be implemented industrially.
It has been already reported in previous research articles that introducing carbides to Inconel 625 alloys as a form of MMC does have the potential to improve those materials in terms of their mechanical properties and their general utility for high-temperature applications. For example, Cao et al. noted the solid solution strengthening of superalloys employing nano-sized TiC in laser melting deposition and utilizing a high cooling rate during their process [
11]. Huebner et al. obtained an Inconel 625-WC system with homogeneously distributed reinforcement that increased the overall hardness of the material, noting the influence of preserved TCP phases during microhardness tests. It was summarized that the addition of carbides was resulting in an increasing amount of TCP phases observed in the microstructure, usually appearing after extensive heat treatment [
12]. The conclusion can be drawn that such reinforcement does improve alloy performance under increased mechanical stress with the downside of TCP phase formation, accompanied by previously discussed detrimental effects.
Simultaneously, it has been reported that the addition of Nb aided the formation of the secondary γ″-Ni
3Nb phase, which is regarded as a strengthening phase in Ni-based superalloys. This is however reduced by two factors: additional elements in the mixture and Fe presence [
13]. In previously mentioned Huebner’s work, it was discovered that higher amounts of WC led to the extensive formation of secondary phases that provided additional “anchoring” of fine carbide particles in an Ni-based matrix. It was concluded that it was beneficial for the overall hardness of the material in comparison to composites with lower amounts of ceramic reinforcement. This leads to the question if introducing carbide in the form of NbC would be a suitable solution to this problem. As ceramic reinforcement with promising mechanical properties, it should work similarly to WC or TiC, without introducing additional elements to the alloy mixture and thus, possibly reducing the formation of TCP phases.
The aim of this study was to obtain and evaluate the Inconel 625-NbC composite. Reducing the amount of TCP phases in the material can be achieved in two possible ways: by controlling the process of solidification, specifically by reducing its time [
14], or by introducing additional elements (e.g., Ru), that suppress creation of those phases to the alloy mixture [
15]. Therefore, Spark Plasma Sintering (SPS) was utilized as the main manufacturing method in this process, as it allows the synthesis of bulk composite bodies with short exposure to high temperatures. Additionally, materials produced by the SPS method are reported to be of near theoretical density for simple compounds. This allows us to expect that it will be a countermeasure to porous areas typically created during the insertion of ceramic phase into metal matrix [
16,
17].
2. Materials and Methods
For the purpose of composite synthesis, the following commercial reactants were used: 99.0% purity NbC powder produced by Japan Metal Service and 99.0% purity Inconel 625 provided by New Metals and Chemicals Corp. Ltd. (Tokyo, Japan). Powder size distribution was measured by Microtrac-Bell MT3300 EX II (Microtrac, Osaka, Japan) laser diffraction analyzer. Hardness tests were performed under a load of 200 g for 15 s per measurement, utilizing Future-Tech FM-700 (Future-Tech, Gliwice, Poland) equipped with Vickers indenter. Microstructure of the samples was observed by Scanning Electron Microscopy (SEM) with energy dispersive spectroscopy (EDS) microanalyzer in JEOL JSM-6390 (Jeol, Peabody, MA, USA) and NOVA NANO SEM 200 (FEI, Eindhoven, The Netherlands) microscopes. X-ray diffraction (XRD) analysis was performed utilizing a PANalytical X-ray diffractor (Malvern Panalytical, Almelo, The Netherlands), equipped with a Cu tube. XRD results were analyzed using X-pert HighScore software. Image analysis was conducted with ImageJ software.
Figure 1 presents the scheme of core procedures for the obtaining and characterization of Inconel 625-NbC MMC materials.
Commercially available powder of Inconel 625 characterized in
Table 1 was mixed with NbC powder to obtain 5 sets of samples. Phase composition of samples was listed in
Table 2. Pure Inconel 625 polycrystals were also prepared by SPS as reference samples for experimental work.
The particle size distribution of the NbC powder was ranging from 0.1 to 80 µm, as shown in
Figure 2. The powder had a bi-modal character of distribution. Powders with a grain size below 1 µm visible as the first maximum were approximately a third of the total sample volume, 95% of the grains were of a size below 10 µm, and the remaining 5% ranged up to a noted maximum of 74 µm. Powder mixtures were dry homogenized using a rotary mill with steel milling balls as a grinding media for 24 h. The obtained material was placed in a cylindrically-shaped, graphite die with 3 layers of isolation: carbon sheet, aluminum oxide fabric, and nickel sheet lined internally, as shown in
Figure 3.
A three-layer form of isolation prevented the reaction between the sample and graphite die, while simultaneously maintaining thermal stability during the whole process and enclosing sample for further processing. The protection of the samples was removed by mechanical grinding prior to further steps.
Spark Plasma Sintering was conducted in a medium vacuum kept under an atmosphere of 10
−3 MPa to prevent oxidation during the reaction. Process parameters were collected in
Table 3.
A bulk composite obtained by SPS was placed in a steel form with aluminum oxide powder as an isolation medium to conduct the first stage of hot-rolling at 1150 °C. The hot-rolling process was involved to obtain thin plates with uniform thickness for further testing and to initiate the recrystallization of alloy, which was expected to reduce the amount of porosity and other defects within the substrate. The reduction rate for each rolling pass was set to 10% and the final thickness of obtained samples equaled approximately 5.0 mm. Such samples were used for microstructural observations and hardness tests. Both studies were repeated after those samples were annealed at 1200 °C for 24 h.
To determine the hardness of the obtained polycrystals, Vickers method was used. All materials were tested under the load of 200 g (approximately 1961 mN) for 15 s. Both standardly obtained and heat-treated samples were characterized. Each sample was measured at least 10 times to calculate the average hardness through the whole material. Utilizing a microhardness testing device allowed for the differentiation between the matrix and reinforcement.
4. Discussion
In the previous investigation [
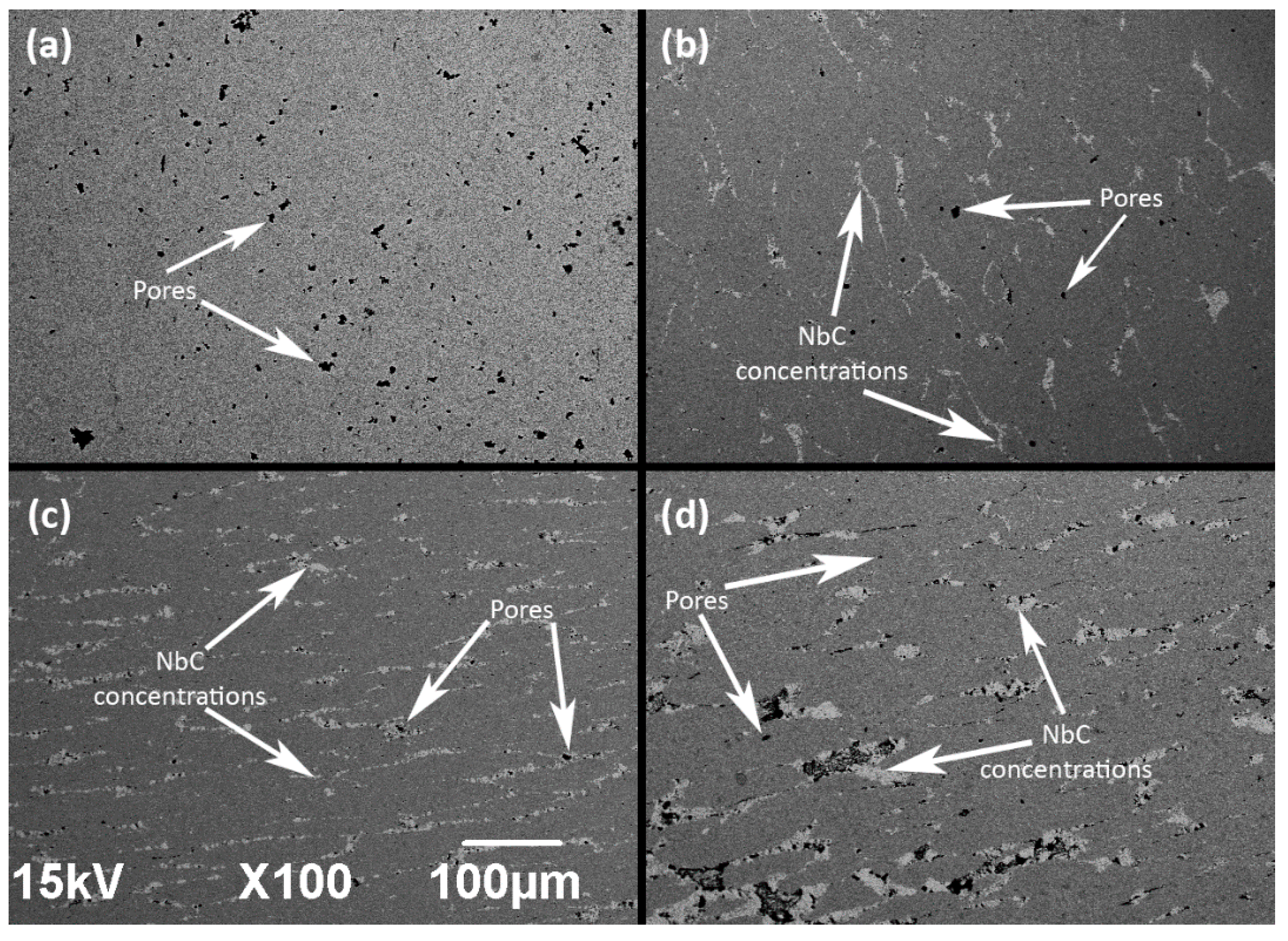
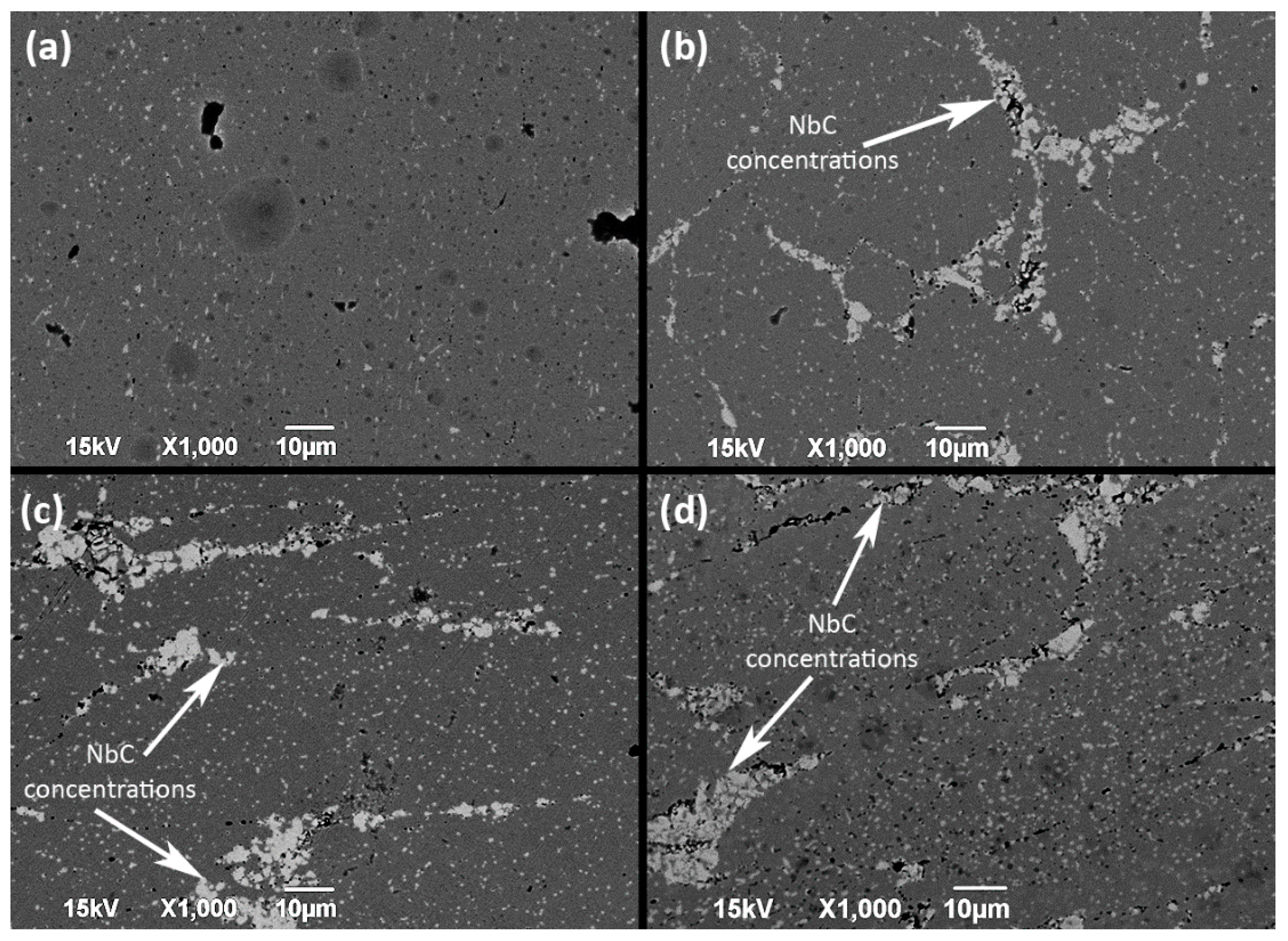
12], introducing WC in order to improve hardness and wear resistance into an Ni-based superalloy was reported to result in the formation of mechanically detrimental TCP phases. However, obtained Inconel 625-NbC composites were free of those intermetallic phases. Simultaneously, the number of precipitates within the matrix increased in correlation to the amount of added NbC. TCP formation did not occur even after additional heat treatment, which would prolong the exposure of the material to high temperatures. Instead, the coarsening of existing precipitates and compositional change of the Nb/Mo-rich precipitate were observed.
The increase of volume fraction of Nb/Mo-rich precipitates can be attributed to the partial dissolution of NbC reinforcement. Higher carbon supply from the NbC dissolution in the composite with higher NbC addition promotes the formation of higher Nb/Mo-rich carbide in the matrix.
Comparing the stability of carbides present in Ni-based superalloys and obtained XRD patterns allows discussing microstructural changes observed in obtained composites. After additional heat treatment at 1200 °C, a reduction of the area fraction of precipitates accompanied with their coarsening occurred. This might derive from a decrease in the molar volume of compounds due to the phase transformation of carbides from M
6C and M
23C
6 carbides (M stands for metal element) to MC/M
2C carbides. It was found that Mo content in the precipitate increased with the simultaneous decrease of Nb and Cr contents, which suggests the following phase transformation of carbides occurs during a heat treatment. Initially, complex M
6C and M
23C
6 carbides and intermetallic compounds may have emerged after the SPS process [
13,
18]. However, those compounds are typically not preserved during a heat treatment at 1200 °C. They are dissolved similarly to intermetallic phases present in Inconel 625, and are leaving more stable MC/M
2C carbides at higher temperatures, resulting in decreasing Cr content in the carbides [
19,
20]. This was also confirmed by XRD analysis.
Observed microstructural changes had influenced following hardness tests. Increased precipitation was resulting in an increase of alloy matrix hardness, which was important for the average hardness of the composite. Heat treatment of the samples proved to be potentially beneficial for this process. If certain phase distribution (as described in
Section 3.2) is obtained, the composite can be decisively improved.
In the present study, the effect of reinforcement which was present along PPBs was not discussed since a lot of defects, such as pores and cracks, were introduced within it. A more homogeneous distribution of reinforcement within the matrix is necessary to assess the effect of reinforcement. Further study with different particle sizes of NbC and 625 powders is necessary to optimize the microstructure of reinforcement. This could improve the mechanical properties of MMC with NbC reinforcement.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}