Experimental Investigation of Integrated Circular Triple-Wire Pulse GMAW of Q960E High-Strength Steel for Construction Machinery

 ,
,
Abstract
:1. Introduction
2. Experiments
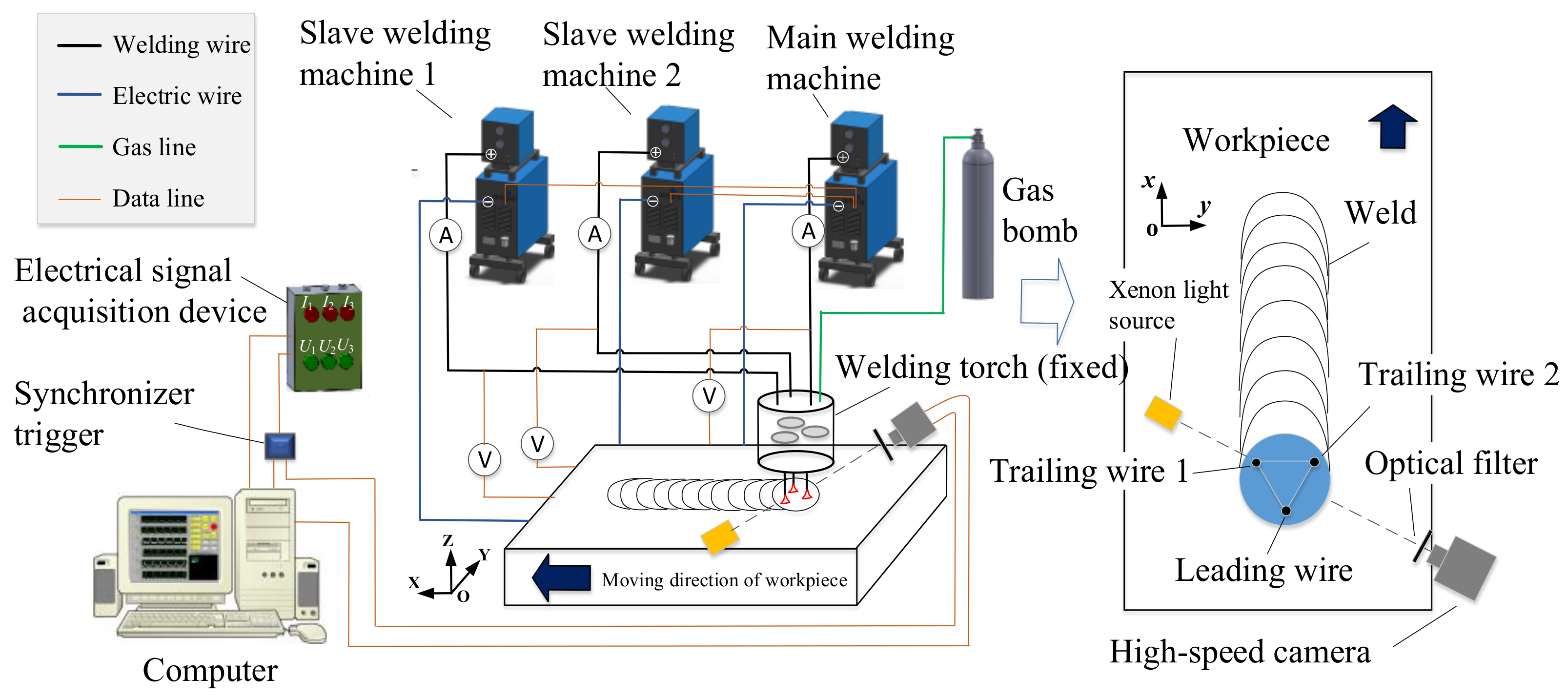
2.1. Experimental Setup and Materials
2.2. Experimental Procedure
3. Results
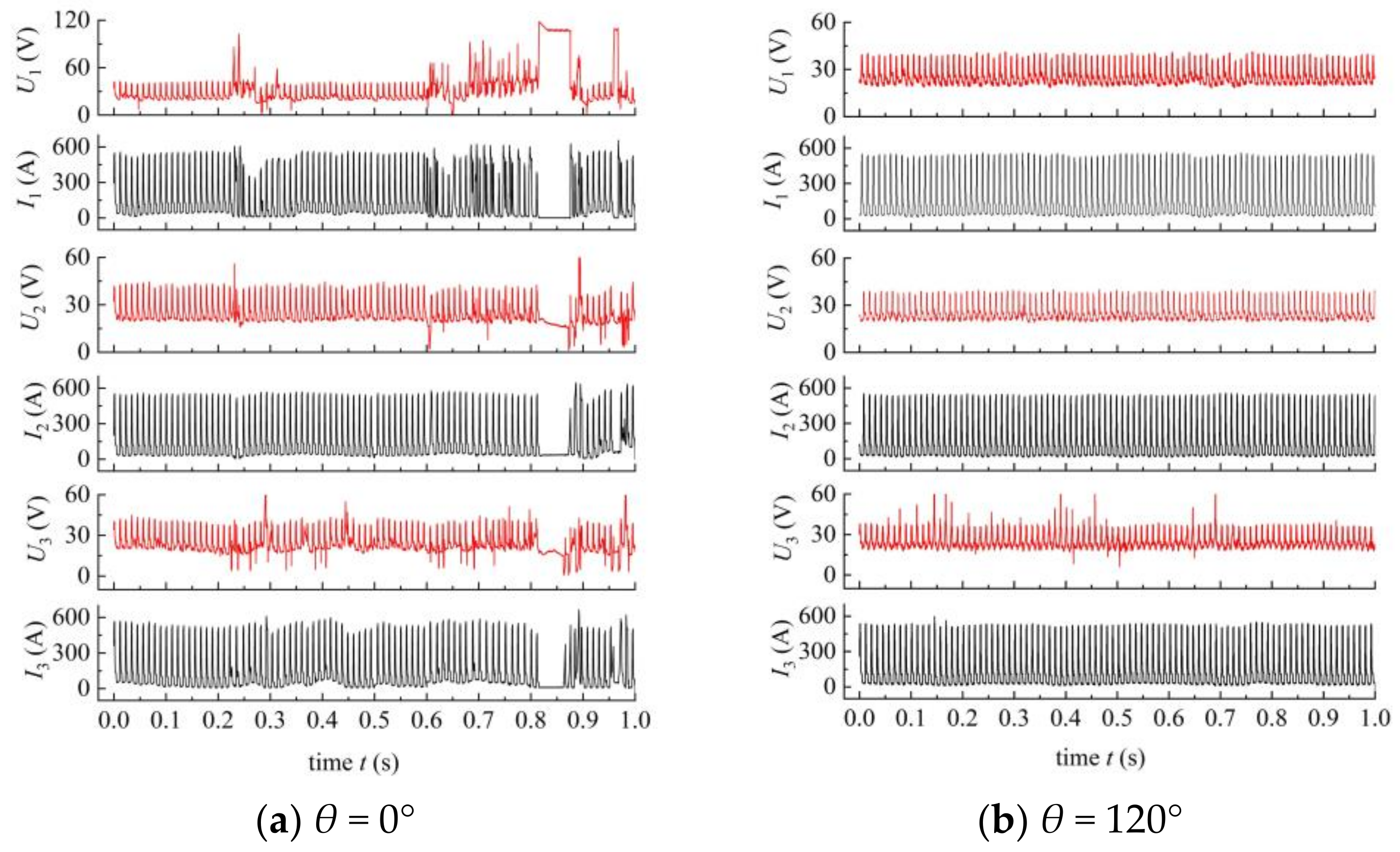
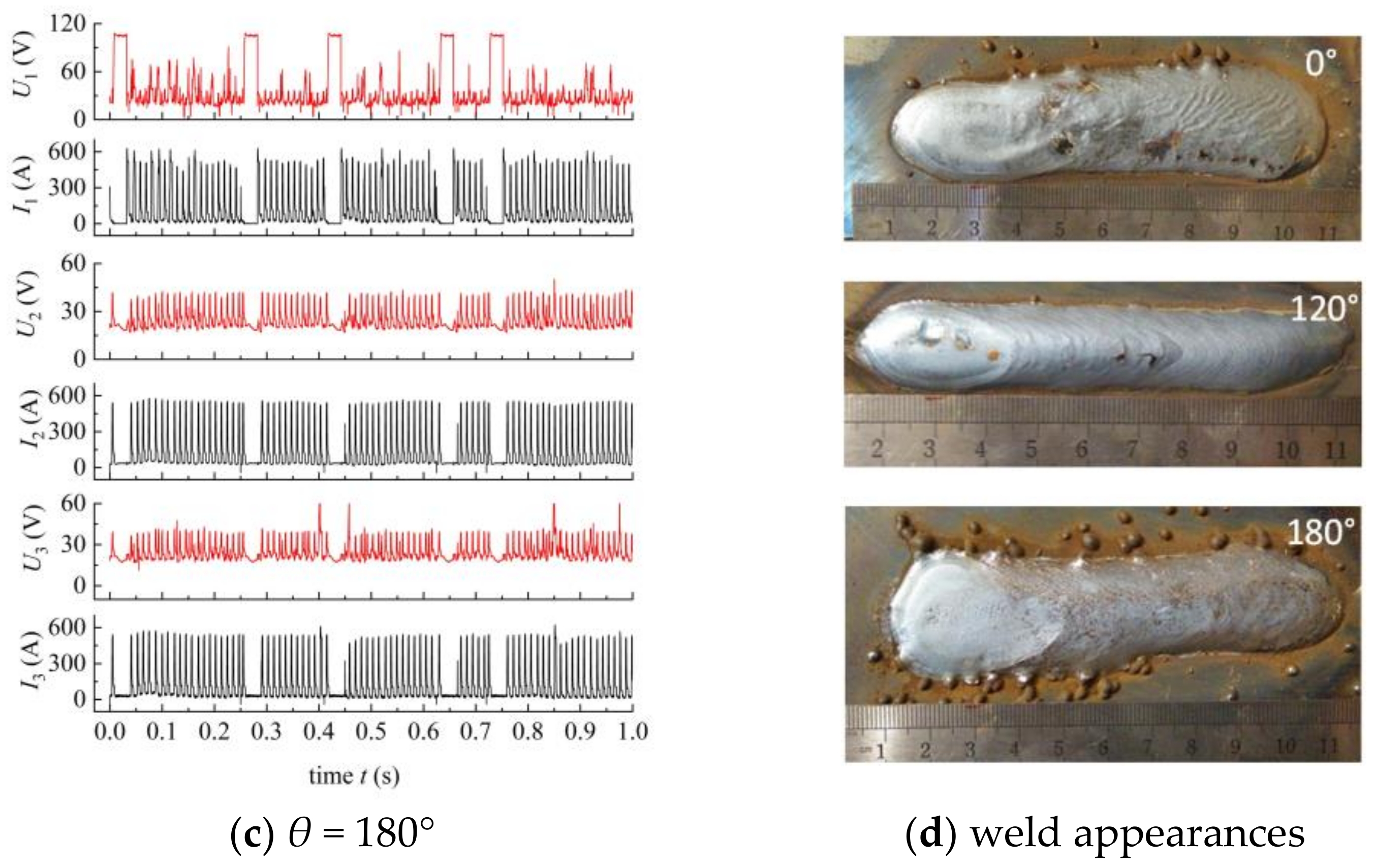
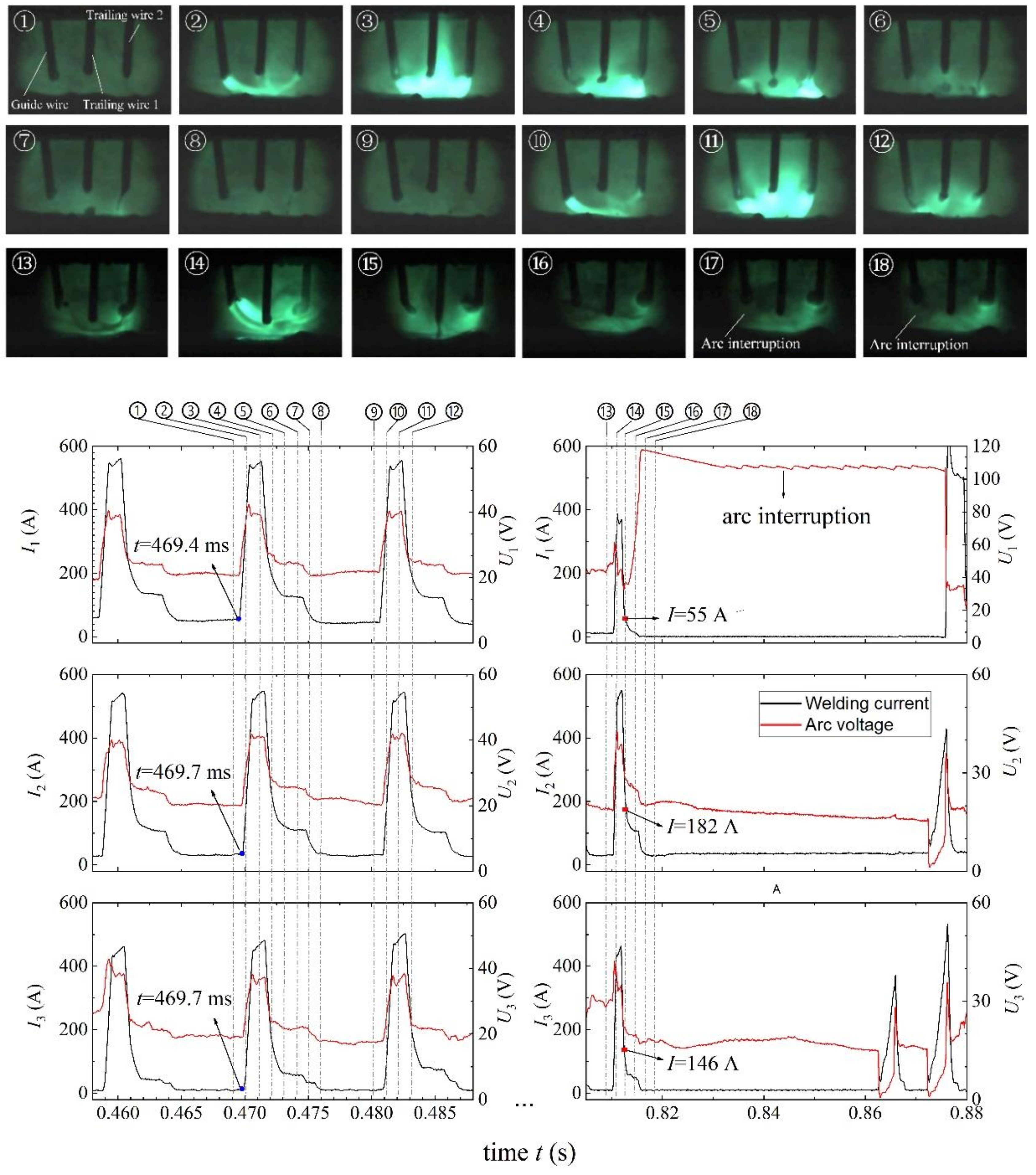
3.1. Influence of Pulse Phase Angle on Arc Stability
3.2. Influence of Heat Input on the Microstructure and Mechanical Properties of the Welded Joints
4. Discussion
5. Conclusions
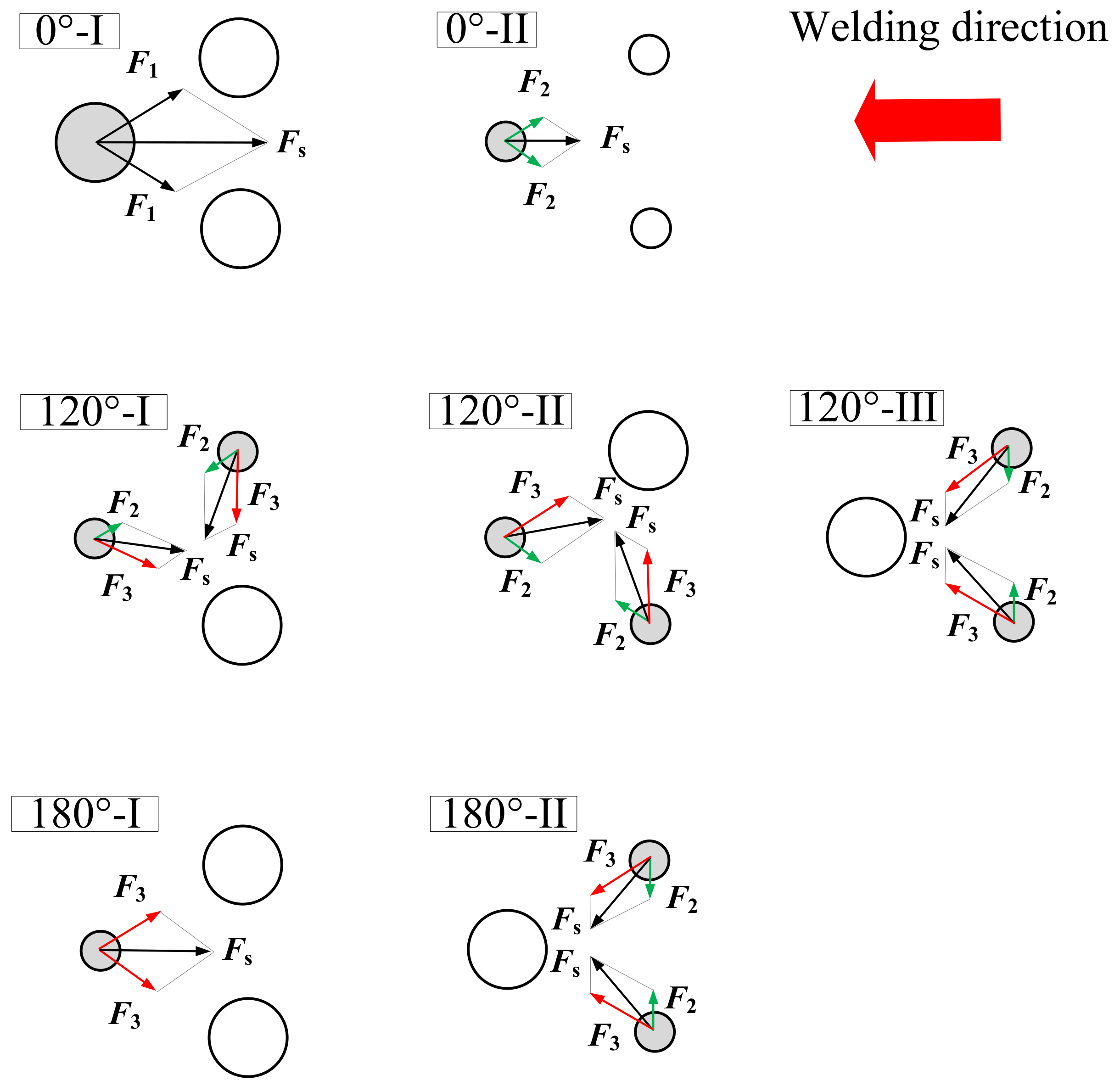
- For the three phase angles, the arc stability from bad to good was as follows: 180°, 0°, 120°. When the phase angle was 180°, its arc stability was the worst, because the guide wire arc was easy to break in the base current stage due to the strong electromagnetic action of the two pulse trailing wire arcs; when the phase angle was 0°, the guide wire arc also occasionally broke in the current fall transition stage because its current was weaker than that on the two trailing wires due to pulse delay, so the arc stability was still not ideal; when the phase angle was 120°, its arc stability and weld appearance was the best and ideal.
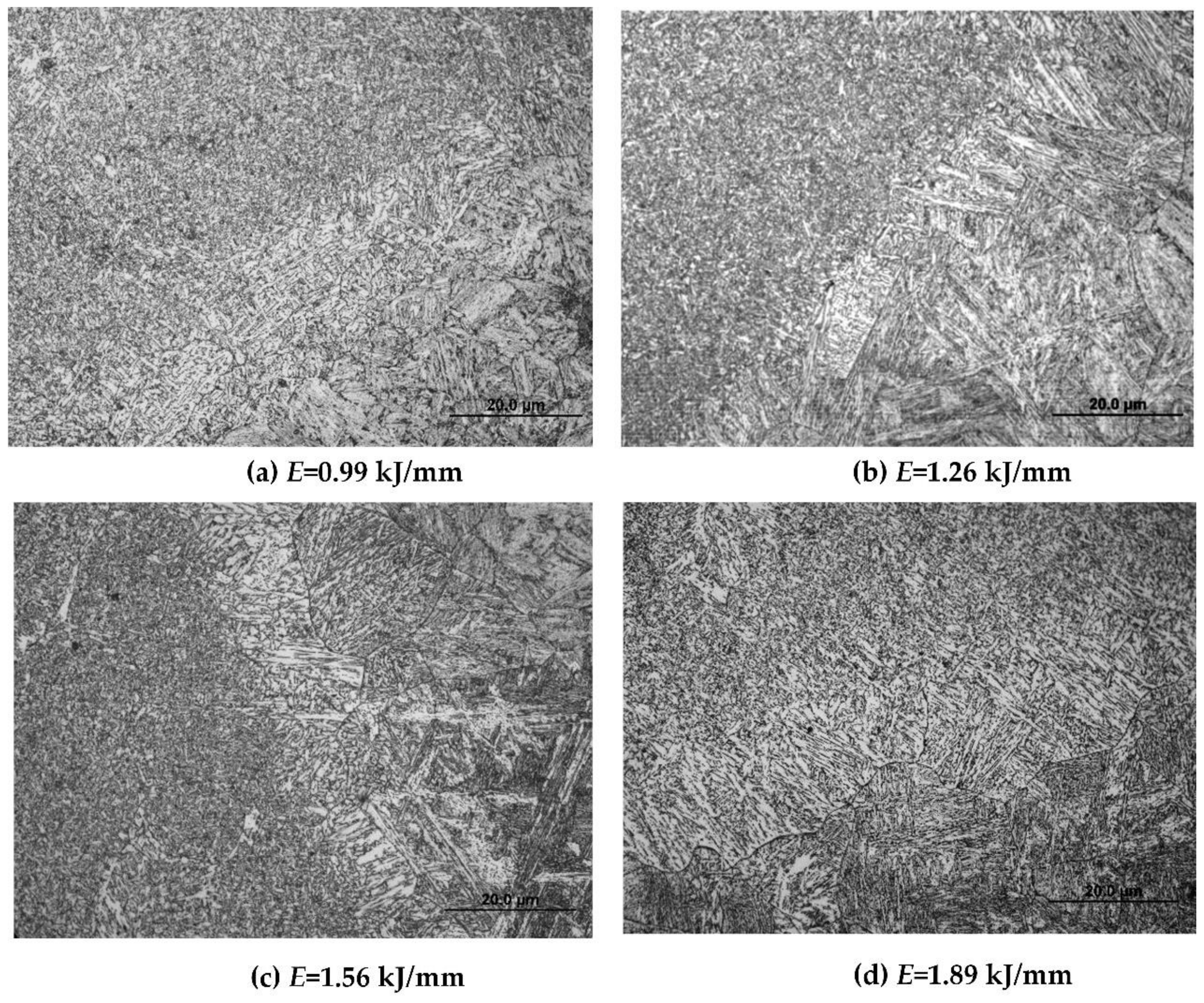
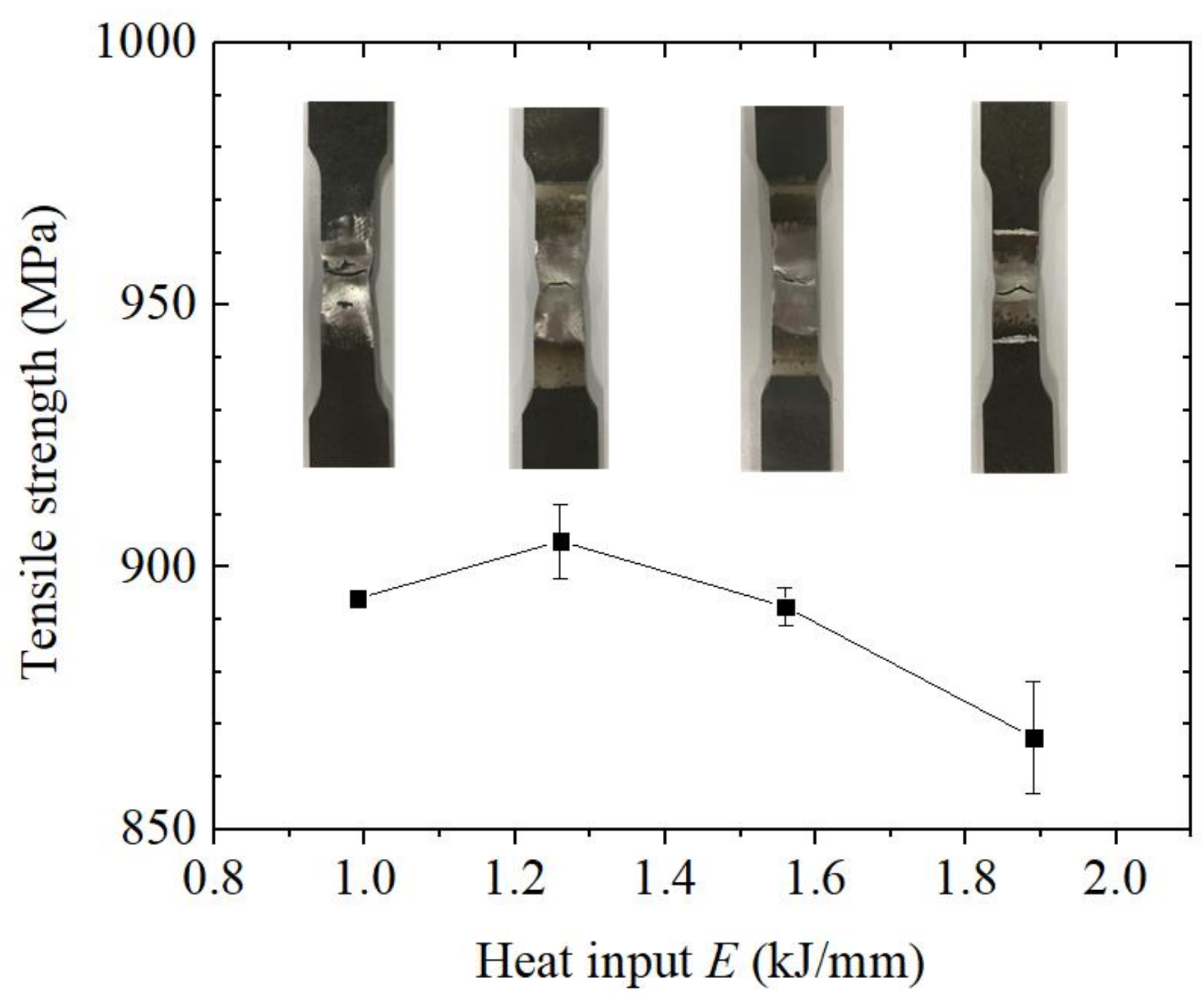
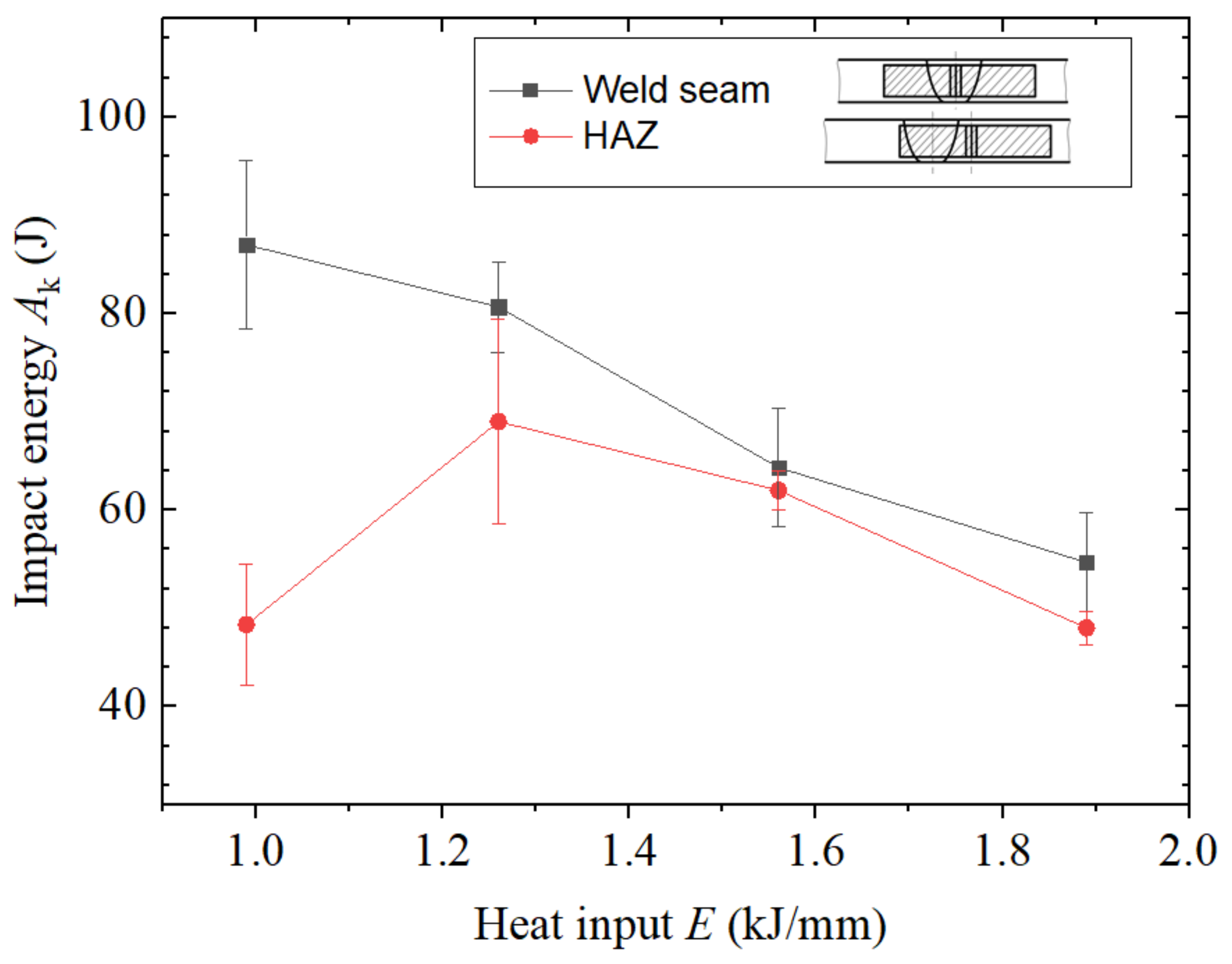
- In the heat input range of 0.99–1.89 kJ/mm, the weld zone of the welded joint was dominated by acicular ferrite, which was mixed with a small amount of ferrite side plate. With the increase of heat input, the needle blade size of the acicular ferrite increased, and the content of the ferrite side plate in the weld increased. With the increase of heat input, the microstructure of the heat-affected zone transformed from lath martensite to a mixed structure of lath martensite and lath bainite and then to lath bainite. The tensile strength of the welded joint showed a decreasing trend, and the impact toughness of the weld zone decreased with the increase of heat input, while the impact toughness of the heat-affected zone increased first and then decreased.
- When the preheating temperature was 100–120 °C, the welding heat input was controlled at 1.26–1.56 kJ/mm, the groove angle was 60°, the weld zone was dominated by acicular ferrite, and the coarse-grained zone of the heat-affected zone was a mixed structure of lath martensite and lath bainite. The tensile strength of the welded joint reached 85% of the base metal, and the impact toughness was above 62 J, which can meet the requirements of construction machinery for joint performance. This indicates the usability of the triple-wire welding in construction machinery.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Weman, K. Welding Processes Handbook; Woodhead Publishing Ltd.; CRC Press LLC: Cambridge, UK, 2003. [Google Scholar]
- Norrish, J. Advanced Welding Processes: Technologies and Process Control, 2nd ed.; Woodhead Publishing; Maney Publishing: Cambridge, UK, 2006. [Google Scholar]
- Robert, W.; Messler, J. Principles of Welding: Processes, Physcis, Chemistry and Metallurgy, 2nd ed.; WILEY-VCH Verlag Gmbh & Co. KGaA: Weinheim, Germany, 2004. [Google Scholar]
- Chen, Y. New development of high-efficiency MIG/MAG welding (1). Mod. Weld. 2008, 12, 4–8. [Google Scholar]
- Tusek, J. Mathematical modelling of melting rate in arc welding with a triple-wire electrode. J. Mater. Process. Technol. 2004, 146, 415–423. [Google Scholar] [CrossRef]
- Sharma, A.; Arora, N.; Mishra, B.K. A practical approach towards mathematical modeling of deposition rate during twin-wire submerged arc welding. Int. J. Adv. Manuf. Technol. 2006, 36, 463–474. [Google Scholar] [CrossRef]
- Pellerin, N.; Zielinska, S.; Pellerin, S.; Valensi, F.; Izarra, C.D.; Musiol, K.; Briand, F.; Richard, F. Experimental in-vestigations of the arc MIG-MAG welding. AIP Conf. Proc. 2006, 812, 80. [Google Scholar]
- Zielinska, S.; Valensi, F.; Pellerin, N.; Musioł, K.; De Izarra, C.; Briand, F.; Pellerin, S. Microstructural analysis of the anode in gas metal arc welding (GMAW). J. Mater. Process. Technol. 2009, 209, 3581–3591. [Google Scholar] [CrossRef]
- Assunção, P.D.C.; Ribeiro, R.A.; Dos Santos, E.B.F.; Braga, E.M.; Gerlich, A.P. Comparing CW-GMAW in direct current electrode positive (DCEP) and direct current electrode negative (DCEN). Int. J. Adv. Manuf. Technol. 2019, 104, 2899–2910. [Google Scholar] [CrossRef]
- Yin, S.; Xu, L.; Ding, J. Research on the high efficiency GMAW process. Weld. Tech. 2000, 12, 4–7. [Google Scholar] [CrossRef]
- Fan, H.G.; Kovacevic, R. Droplet formation, detachment, and impingement on the molten pool in gas metal arc welding. Met. Mater. Trans. A 1999, 30, 791–801. [Google Scholar] [CrossRef]
- Cai, X.Y.; Fan, C.L.; Lin, S.; Yang, C.L.; Bai, J.Y. Molten pool behaviors and weld forming characteristics of all-position tandem narrow gap GMAW. Int. J. Adv. Manuf. Technol. 2016, 87, 2437–2444. [Google Scholar] [CrossRef]
- Fang, C.-F.; Meng, X.-H.; Hu, Q.-X.; Wang, F.-J.; Ren, H.; Wang, H.-S.; Guo, Y.; Mao, M. TANDEM and GMAW Twin Wire Welding of Q690 Steel Used in Hydraulic Support. J. Iron Steel Res. Int. 2012, 19, 79–85. [Google Scholar] [CrossRef]
- Arita, H.; Morimoto, T.; Nagaoka, S.; Nakano, T. Development of Advanced 3-Electrode MAG High-Speed Horizontal Fillet Welding Process. Weld. World 2009, 53, 35–43. [Google Scholar] [CrossRef]
- Yokota, Y.; Shimizu, H.; Nagaoka, S.; Ito, K.; Arita, H. Development and Application of the 3-Electrode MAG High-Speed Horizontal Fillet Welding Process. Weld. World 2012, 56, 43–47. [Google Scholar] [CrossRef]
- Hua, X.; Ma, X.; Lin, H.; Wang, F.; Wu, Y.; Oniki, Y.; Kamifuji, S.; Shi, J. Three-wire MAG high speed welding process. Trans. China Weld. Ins. 2008, 29, 109–112. [Google Scholar]
- Harrison, L. Research of Triple-Wire High Speed GMAW Welding Technology on Ship Plates; Shanghai Jiaotong University: Shanghai, China, 2009. [Google Scholar]
- Lv, Y. Triple-Wire High Speed GMAW Butt Joint Welding Process of Marine E Grade Steel; Shanghai Jiaotong University: Shanghai, China, 2012. [Google Scholar]
- Ye, D.; Hua, X.; Zhang, J.; Wu, Y.; Bai, Y.; Lv, Y. Analysis of arc interference and welding stability in twin wire GMA welding. Int. J. Adv. Manuf. Technol. 2015, 81, 627–633. [Google Scholar] [CrossRef]
- Hua, X.; Wang, F.; Ma, X.; Wu, Y. Research on arc interruption of triple-wire GMAW. J. Shanghai Jiaotong Univ. 2010, 44, 442–446. [Google Scholar]
- Gu, Y.; Hua, X.; Ye, D.; Li, F.; Ma, X.; Xu, C. Numerical simulation of hump suppression in high-speed triple-wire GMAW. Int. J. Adv. Manuf. Technol. 2017, 89, 727–734. [Google Scholar] [CrossRef]
- Xu, C.; Hua, X.; Ye, D.; Ma, X.; Wu, D.; Gu, Y. An improved simulation model for three-wire gas metal arc welding. Int. J. Adv. Manuf. Technol. 2016, 90, 1447–1456. [Google Scholar] [CrossRef]
- Yang, Z.; Fang, C.; Wu, M.; Qi, K.; Chen, Y.; Zhang, Z. A study on the mechanisms of the CWW SAW process. Int. J. Adv. Manuf. Technol. 2017, 94, 1161–1169. [Google Scholar] [CrossRef]
- Fang, D.; Li, C. Analysis of process parameter effects during narrow-gap triple-wire gas indirect arc welding. Int. J. Adv. Manuf. Technol. 2016, 88, 2717–2725. [Google Scholar] [CrossRef]
- Liu, L.; Fang, D.; Song, G. Experimental Investigation of Wire Arrangements for Narrow-Gap Triple-Wire Gas Indirect Arc Welding. Mater. Manuf. Process. 2016, 31, 2136–2142. [Google Scholar] [CrossRef]
- Xiang, T.; Li, H.; Gao, Y.; Zhao, S.Y.; Lou, L.Y.; Wang, H. Effects of pulse phase difference on metal transfer process and weld formation in the integrated circular triple-electrode GMAW. Int. J. Adv. Manuf. Technol. 2019, 102, 857–866. [Google Scholar] [CrossRef]
- Liu, Y. The Arc Behavior and Characteristics in Triple-Wire Gas Metal Arc Welding Process; Tianjin University: Tianjin, China, 2015. [Google Scholar]
- Xiao, Q.; Xiang, S.; Nong, D. Test research on the effect of fuel consumption by excavator work device Iightweight. Equip. Manuf. Technol. 2016, 1, 37–39. [Google Scholar]
- Andersen, J.; Ekenberg, D.; Willner, K.; Erlandsson, L. Methods to calculate and declare fuel consumption for heavy non road mobile machinery part II: Literature and simulation study. Measurement 2011, 3, 1–26. [Google Scholar]
- XU, Z.; FANG, J. Study on MAG weldability of Q960E quenched and tempered steel thick plate and mechanical properties of joint. Hot Work. Technol. 2017, 46, 82–85. [Google Scholar] [CrossRef]
- Chen, W.; Yan, Q.; Zhang, Y. Study on welding test of Q960E high strength steel for engineering machinery. Wide Heavy Plate 2018, 24, 7–9. [Google Scholar] [CrossRef]
- Xiang, T.; Li, H.; Huang, C.Q.; Wei, H.L.; Li, J.; Gao, Y. The metal transfer behavior and the effect of arcing mode on metal transfer process in twin-arc integrated cold wire hybrid welding. Int. J. Adv. Manuf. Technol. 2017, 90, 1043–1050. [Google Scholar] [CrossRef]
- Yao, P.; Xue, J.; Zhou, K.; Wang, X.; Zhu, Q. Symmetrical transition waveform control on double-wire MIG welding. J. Mater. Process. Technol. 2016, 229, 111–120. [Google Scholar] [CrossRef] [Green Version]
- Arif, N.; Lee, J.H.; Yoo, C.D. Force–displacement model for analysis of pulsed-GMAW. J. Phys. D Appl. Phys. 2009, 42, 035504. [Google Scholar] [CrossRef]
- Siewert, E.; Schein, J.; Forster, G. Determination of enthalpy, temperature, surface tension and geometry of the material transfer in PGMAW for the system argon–iron. J. Phys. D Appl. Phys. 2013, 46, 345–351. [Google Scholar] [CrossRef]
- International Organization for Standardization. Metallic Materials—Tensile Testing at Ambient Temperature; ISO 6892:1998; International Organization for Standardization: Geneva, Switzerland, 1998. [Google Scholar]
- International Organization for Standardization. Impact Test Methods on Welded Joints; ISO 9016: 2001; International Organization for Standardization: Geneva, Switzerland, 2001. [Google Scholar]
- Ueyama, T.; Uezono, T.; Era, T.; Tanaka, M.; Nakata, K. Solution to problems of arc interruption and arc length control in tandem pulsed gas metal arc welding. Sci. Technol. Weld. Join. 2009, 14, 305–314. [Google Scholar] [CrossRef]
- Ueyama, T.; Ohnawa, T.; Tanaka, M.; Nakata, K. Occurrence of arc interaction in tandem pulsed gas metal arc welding. Sci. Technol. Weld. Join. 2007, 12, 523–529. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Electrical Parameters | Values |
|---|---|
| Peak current Ip, A | 540 |
| Transition current It, A | 110 |
| Base current Ib, A | 40 |
| Peak time tp, ms | 2.2 |
| Transition time tt, ms | 3.8 |
| C | Mn | Si | P | S | Cr | Ni | Mo | Ti | Cu | Nb | Ni | Fe | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Q960E | 0.16 | 1.24 | 0.31 | 0.014 | 0.003 | 0.39 | 0.61 | 0.47 | 0.021 | 0.02 | 0.019 | 0.61 | Bal. |
| THQ80-1 | ≤0.10 | 1.50–1.80 | 0.40–0.80 | ≤0.02 | ≤0.02 | 0.20–0.40 | 1.30–1.60 | 0.25–0.50 | Bal. |
| Welding Parameters | Values |
|---|---|
| Preset current Iset, A | 140 |
| Preset voltage Uset, V | 24.0 |
| Welding speed v, m/min | 0.8 |
| Shielding gas | 82%Ar-18%CO2 |
| Gas flow, L/min | 30 |
| Phase differences | 0°, 120°, 180° |
| Test Number | Preset Current Iset/A | Preset Voltage Uset/V | Welding Speed v/mm/s | Heat Input E/(kJ/mm) | Weld Pass |
|---|---|---|---|---|---|
| 1 | 120 | 22 | 8 | 0.99 | 3 |
| 2 | 140 | 24 | 8 | 1.26 | 2 |
| 3 | 160 | 26 | 8 | 1.56 | 2 |
| 4 | 180 | 28 | 8 | 1.89 | 2 |
| Arc State | Current | Pressure Difference, PML | Electromagnetic Resultant Force, Fs | Arc Displacement, LS |
|---|---|---|---|---|
| 0°-I | 540-540-540 A | 5402·k | 315.7·402·m | 1.732·n |
| 0°-II | 40-40-40 A | 402·k | 1.732·402·m | 1.732·n |
| 120°-I | 40-540-40 A | 402·k | 14.0·402·m | 14.0·n |
| 120°-II | 40-40-540 A | 402·k | 14.0·402·m | 14.0·n |
| 120°-III | 540-40-40 A | 402·k | 14.0·402·m | 14.0·n |
| 180°-I | 40-540-540 A | 402·k | 23.4·402·m | 23.4·n |
| 180°-II | 540-40-40 A | 402·k | 14.0·402·m | 14.0·n |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, K.; Wang, F.; Duan, D.; Zhang, T.; Luo, C.; Cressault, Y.; Yu, Z.; Yang, L.; Li, H. Experimental Investigation of Integrated Circular Triple-Wire Pulse GMAW of Q960E High-Strength Steel for Construction Machinery. Materials 2021, 14, 375. https://doi.org/10.3390/ma14020375
Yang K, Wang F, Duan D, Zhang T, Luo C, Cressault Y, Yu Z, Yang L, Li H. Experimental Investigation of Integrated Circular Triple-Wire Pulse GMAW of Q960E High-Strength Steel for Construction Machinery. Materials. 2021; 14(2):375. https://doi.org/10.3390/ma14020375
Chicago/Turabian StyleYang, Ke, Fei Wang, Dingshan Duan, Tianli Zhang, Chuanguang Luo, Yann Cressault, Zhishui Yu, Lijun Yang, and Huan Li. 2021. "Experimental Investigation of Integrated Circular Triple-Wire Pulse GMAW of Q960E High-Strength Steel for Construction Machinery" Materials 14, no. 2: 375. https://doi.org/10.3390/ma14020375