
Comparative Research of Microstructure and Mechanical Properties of Stainless and Structural Steel Dissimilar Welds


 ,
,  ,
,  and
and 
Abstract
:
1. Introduction
2. Experimental Procedure
3. Results and Discussion
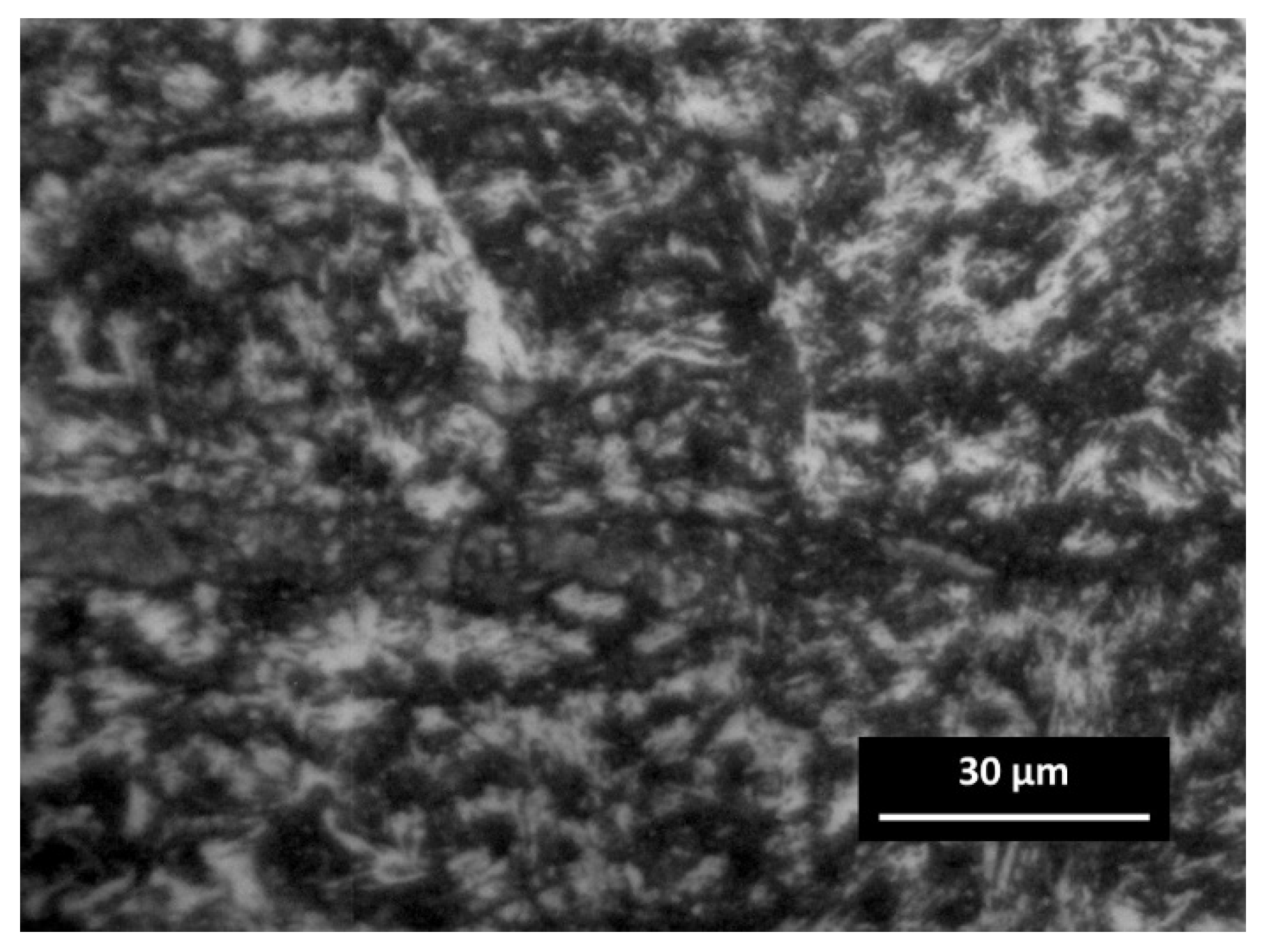
3.1. The Analysis of Welds’ Microstructure
3.2. Mechanical Tests
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lippold, J.C.; Kotecki, D.J. Welding Metallurgy and Weldability of Stainless Steels; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2005; ISBN 978-0-471-47379-4. [Google Scholar]
- Singh, D.K.; Sharma, V.; Basu, R.; Eskandari, M. Understanding the effect of weld parameters on the microstructures and mechanical properties in dissimilar steel welds. Procedia Manuf. 2019, 35, 986–991. [Google Scholar] [CrossRef]
- Wang, J.; Lu, M.; Zhang, L.; Chang, W.; Xu, L.; Hu, L. Effect of welding process on the microstructure and properties of dissimilar weld joints between low alloy steel and duplex stainless steel. Int. J. Miner. Metall. Mater. 2012, 19, 518–524. [Google Scholar] [CrossRef]
- Kah, P.; Shrestha, M.; Martikainen, J. Trends in Joining Dissimilar Metals by Welding. Appl. Mech. Mater. 2013, 440, 269–276. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.M.; Kumar, P. Effect of post weld heat treatments on fracture frontier and type IV cracking nature of the crept P91 welded sample. Mater. Sci. Eng. A 2018, 731, 249–265. [Google Scholar] [CrossRef]
- Thakare, J.G.; Pandey, C.; Mahapatra, M.M.; Mulik, R.S. An assessment for mechanical and microstructure behavior of dissimilar material welded joint between nuclear grade martensitic P91 and austenitic SS304 L steel. J. Manuf. Process. 2019, 48, 249–259. [Google Scholar] [CrossRef]
- Paventhan, R.; Lakshminarayanan, P.R.; Balasubramanian, V. Fatigue behaviour of friction welded medium carbon steel and austenitic stainless steel dissimilar joints. Mater. Des. 2011, 32, 1888–1894. [Google Scholar] [CrossRef]
- Chepil, R.; Vira, V.; Kharchenko, Y.; Kulyk, V.; Duriagina, Z. The peculiarities of fatigue process zone formation of structural materials. Diagnostyka 2018, 19, 27–32. [Google Scholar] [CrossRef]
- Lenkovskiy, T.M.; Kulyk, V.V.; Duriagina, Z.A.; Kovalchuk, R.A.; Topilnytskyy, V.G.; Vira, V.V.; Tepla, T.L.; Bilash, O.V.; Lishchynska, K.I. An effective crack tip region finite element sub-model for fracture mechanics analysis. Arch. Mater. Sci. Eng. 2017, 2, 56–65. [Google Scholar] [CrossRef]
- Bettahar, K.; Bouabdallah, M.; Badji, R.; Gaceb, M.; Kahloun, C.; Bacroix, B. Microstructure and mechanical behavior in dissimilar 13Cr/2205 stainless steel welded pipes. Mater. Des. 2015, 85, 221–229. [Google Scholar] [CrossRef]
- Ul-Hamid, A.; Tawancy, H.M.; Abbas, N.M. Failure of weld joints between carbon steel pipe and 304 stainless steel elbows. Eng. Fail. Anal. 2005, 12, 181–191. [Google Scholar] [CrossRef]
- Rowe, M.D.; Nelson, T.W.; Lippold, J.C. Hydrogen-Induced Cracking Along the Fusion Boundary of Dissimilar Metal Welds. Weld. J. 1999, 78, 31-s–37-s. [Google Scholar]
- Wang, S.; Ma, Q.; Li, Y. Characterization of microstructure, mechanical properties and corrosion resistance of dissimilar welded joint between 2205 duplex stainless steel and 16MnR. Mater. Des. 2011, 32, 831–837. [Google Scholar] [CrossRef]
- Baghjari, S.H.; Akbari Mousavi, S.A.A. Effects of pulsed Nd: YAG laser welding parameters and subsequent post-weld heat treatment on microstructure and hardness of AISI 420 stainless steel. Mater. Des. 2013, 43, 1–9. [Google Scholar] [CrossRef]
- Samih, Y.; Marcos, G.; Stein, N.; Allain, N.; Fleury, E.; Dong, C.; Grosdidier, T. Microstructure modifications and associated hardness and corrosion improvements in the AISI 420 martensitic stainless steel treated by high current pulsed electron beam (HCPEB). Surf. Coat. Technol. 2014, 259, 737–745. [Google Scholar] [CrossRef]
- Baskutis, S.; Baskutiene, J.; Bendikiene, R.; Ciuplys, A. Effect of weld parameters on mechanical properties and tensile behavior of tungsten inert gas welded AW6082-T6 aluminium alloy. J. Mech. Sci. Technol. 2019, 33, 765–772. [Google Scholar] [CrossRef]
- Eghlimi, A.; Shamanian, M.; Eskandarian, M.; Zabolian, A.; Nezakat, M.; Szpunar, J.A. Evaluation of microstructure and texture across the welded interface of super duplex stainless steel and high strength low alloy steel. Surf. Coat. Technol. 2015, 264, 150–162. [Google Scholar] [CrossRef]
- Pan, C.; Zhang, Z. Morphologies of the transition region in dissimilar austenitic-ferritic welds. Mater. Charact. 1996, 36, 5–10. [Google Scholar] [CrossRef]
- Pouraliakbar, H.; Hamedi, M.; Kokabi, A.H.; Nazari, A. Designing of CK45 carbon steel and aisi 304 stainless steel dissimilar welds. Mater. Res. 2014, 17, 106–114. [Google Scholar] [CrossRef] [Green Version]
- Lippold, J.C. Welding Metallurgy and Weldability; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2015; ISBN 978-1-118-23070-1. [Google Scholar]
- Xi, W.; Jiao, Z.; Hao, K. Research on Mechanism of Internal Cracking of Welds Caused by Carbon Migration of Welding Joints. In Proceedings of the IOP Conference Series: Earth and Environmental Science, 4th Int. Conf. on Environmental Science and Material Application (ESMA 2018), Xi’an, China, 15–16 December 2018; IOP Publishing: Bristol, UK, 2019; Volume 252. [Google Scholar] [CrossRef]
- You, Y.-Y.; Shiue, R.-K.; Shiue, R.-H.; Chen, C. The study of carbon migration in dissimilar welding of the modified 9Cr-1Mo steel. J. Mater. Sci. Lett. 2001, 20, 1429–1432. [Google Scholar] [CrossRef]
- Kaneko, K.; Fukunaga, T.; Yamada, K.; Nakada, N.; Kikuchi, M.; Saghi, Z.; Barnard, J.S.; Midgley, P.A. Formation of M23C6-type precipitates and chromium-depleted zones in austenite stainless steel. Scr. Mater. 2011, 65, 509–512. [Google Scholar] [CrossRef]
- Loder, D.; Michelic, S.; Bernhard, C. Acicular Ferrite Formation and Its Influencing Factors—A Review. J. Mater. Sci. Res. 2017, 6, 24–43. [Google Scholar] [CrossRef] [Green Version]
- Capdevila, C.; Caballero, F.G.; De Andrés, C.G. Austenite grain size effects on isothermal allotriomorphic ferrite formation in 0.37C-1.45Mn-0.11V microalloyed steel. Mater. Trans. 2003, 44, 1087–1095. [Google Scholar] [CrossRef] [Green Version]
- Folkhard, E. Welding Metallurgy of Stainless Steels; Springer-Verlag: Vienna, Austria, 1988; ISBN 978-3-7091-8967-2. [Google Scholar] [CrossRef]
- Krauss, G. Deformation and Fracture of Martensite before and after Tempering. In Reference Module in Materials Science and Materials Engineering; Elsevier: Amsterdam, Netherlands, 2016; ISBN 9780128035818. [Google Scholar] [CrossRef]
- Brayshaw, W.J.; Roy, M.J.; Sun, T.; Akrivos, V.; Sherry, A.H. Iterative mesh-based hardness mapping. Sci. Technol. Weld. Join. 2017, 22, 404–411. [Google Scholar] [CrossRef]
- Dunne, D.P.; Pang, W. Displaced hardness peak phenomenon in heat-affected zone of welded quenched and tempered EM812 steel. Weld. World 2017, 61, 57–67. [Google Scholar] [CrossRef] [Green Version]
- Abson, D.J.; Rothwell, J.S. Review of type IV cracking of weldments in 9–12%Cr creep strength enhanced ferritic steels. Int. Mater. Rev. 2013, 58, 437–473. [Google Scholar] [CrossRef]
- Abe, F.; Kern, T.-U.; Viswanathan, R. (Eds.) Creep-Resistant Steels, 1st ed.; Woodhead Publishing Limited: Cambridge, UK, 2008; ISBN 9781845691783. [Google Scholar] [CrossRef]
- Sun, X. (Ed.) Failure Mechanisms of Advanced Welding Processes; Woodhead Publishing Limited: Cambridge, UK, 2010; ISBN 9781845695361. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Grade | Chemical Composition (%) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| C | Mn | Si | P | S | Cr | Ni | Cu | N | Mo | |
| AISI 304 | 0.027 | 1.780 | 0.320 | 0.030 | 0.0010 | 18.05 | 8.05 | - | 0.660 | - |
| AISI 314 | 0.056 | 1.520 | 1.810 | 0.022 | 0.0010 | 24.19 | 19.06 | 0.180 | 0.051 | - |
| AISI 316L | 0.020 | 1.210 | 0.570 | 0.031 | 0.0010 | 16.80 | 10.10 | - | - | 2.10 |
| AISI 420 | 0.441 | 0.280 | 0.360 | 0.027 | 0.0013 | 13.68 | - | - | 0.040 | - |
| S355MC | 0.049 | 0.789 | 0.012 | 0.015 | 0.0080 | - | - | - | - | - |
| ER 308LSi * | 0.017 | 1.890 | 0.740 | 0.017 | 0.0110 | 19.67 | 10.20 | 0.120 | 0.074 | 0.16 |
| Fe–balance | ||||||||||
| Grade | Mechanical Properties | |||||
|---|---|---|---|---|---|---|
| Yield Point Rp (0.2) (MPa) | Yield Point Rp (1) (MPa) | Tensile Strength Rm (MPa) | Elongation (%) | Young’s Modulus (GPa) | Hardness (HV) | |
| AISI 304 | 288 | 333 | 609 | 59.3 | 190–203 | 167 |
| AISI 314 | 309 | 360 | 609 | 56 | 200 | 176 |
| AISI 316L | 286 | 290 | 608 | 57.5 | 190–205 | 163 |
| AISI 420 | 345 | 345 | 636 | 26 | 200 | 180 |
| S355MC | 392 | 392 | 452 | 41 | 190–210 | 155–195 |
| ER 308LSi * | ≥320 | ≥510 | ≥25 | 160 | ||
| Welding Mode | MIG Current (A) | MIG Voltage (V) | Wire Feed Speed (m/s) | Pulse Duration during Welding (s) | Heat Input (J/mm) |
|---|---|---|---|---|---|
| SuperPuls (max) | 74 | 19.5 | 7.2 | 0.15 (74A) | 230.88 |
| SuperPuls (min) | 40 | 16.2 | 4.0 | 0.20 (40A) | 103.68 |
| Impulse | 74 | 19.5 | 7.2 | - | 230.88 |
| Travel speed 5.0 mm/s Factor of thermal efficiency (MIG) 0.8 | |||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Baskutis, S.; Baskutiene, J.; Bendikiene, R.; Ciuplys, A.; Dutkus, K. Comparative Research of Microstructure and Mechanical Properties of Stainless and Structural Steel Dissimilar Welds. Materials 2021, 14, 6180. https://doi.org/10.3390/ma14206180
Baskutis S, Baskutiene J, Bendikiene R, Ciuplys A, Dutkus K. Comparative Research of Microstructure and Mechanical Properties of Stainless and Structural Steel Dissimilar Welds. Materials. 2021; 14(20):6180. https://doi.org/10.3390/ma14206180
Chicago/Turabian StyleBaskutis, Saulius, Jolanta Baskutiene, Regita Bendikiene, Antanas Ciuplys, and Karolis Dutkus. 2021. "Comparative Research of Microstructure and Mechanical Properties of Stainless and Structural Steel Dissimilar Welds" Materials 14, no. 20: 6180. https://doi.org/10.3390/ma14206180