
Effect of Bonding Strength on Electromigration Failure in Cu–Cu Bumps



Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Fabrication
2.2. Test Vehicle of Resistance Measurement
2.3. Electromigration Test
3. Results and Discussion
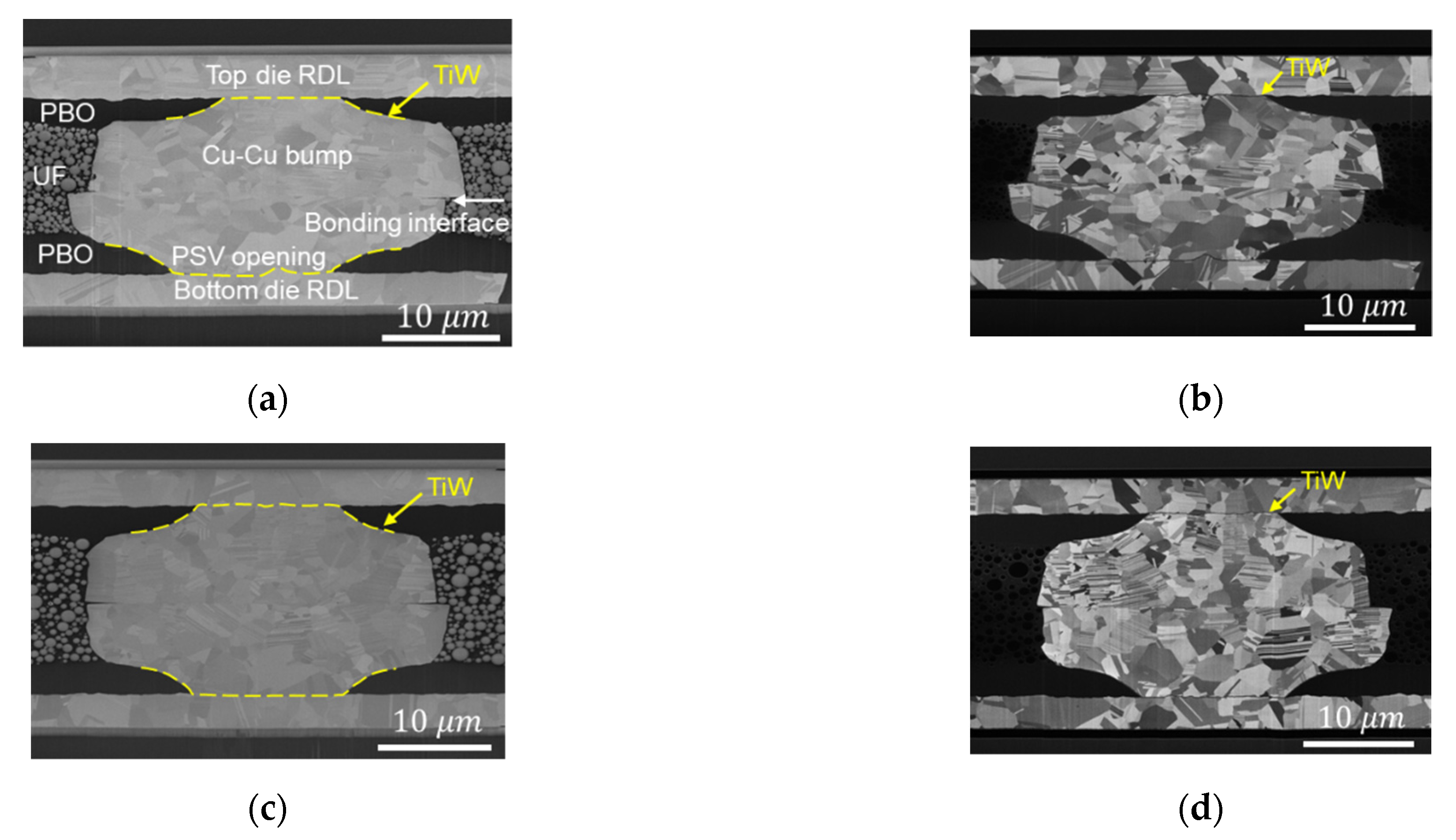
3.1. As-Prepared Sample
3.2. Electromigration Tests
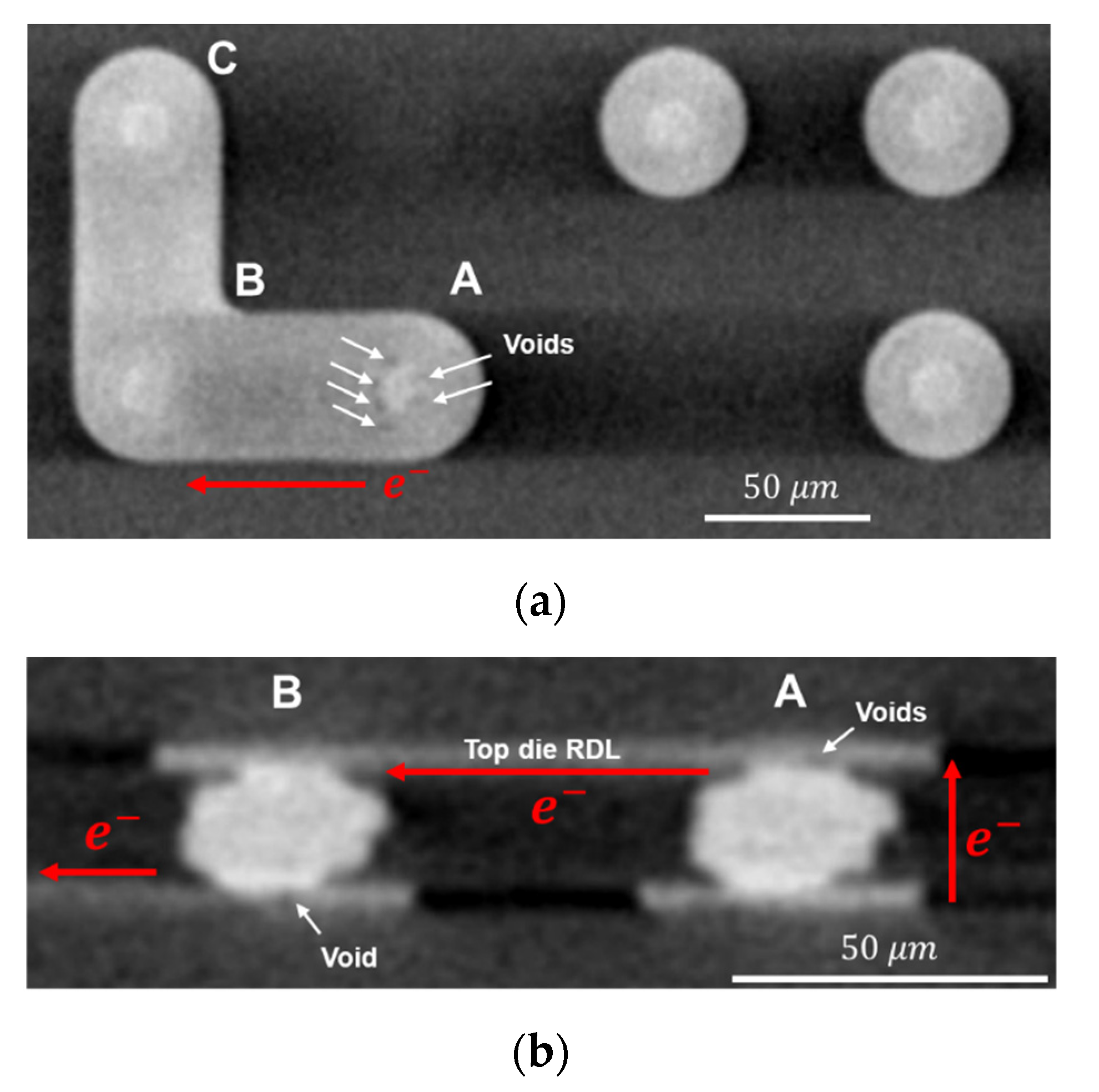
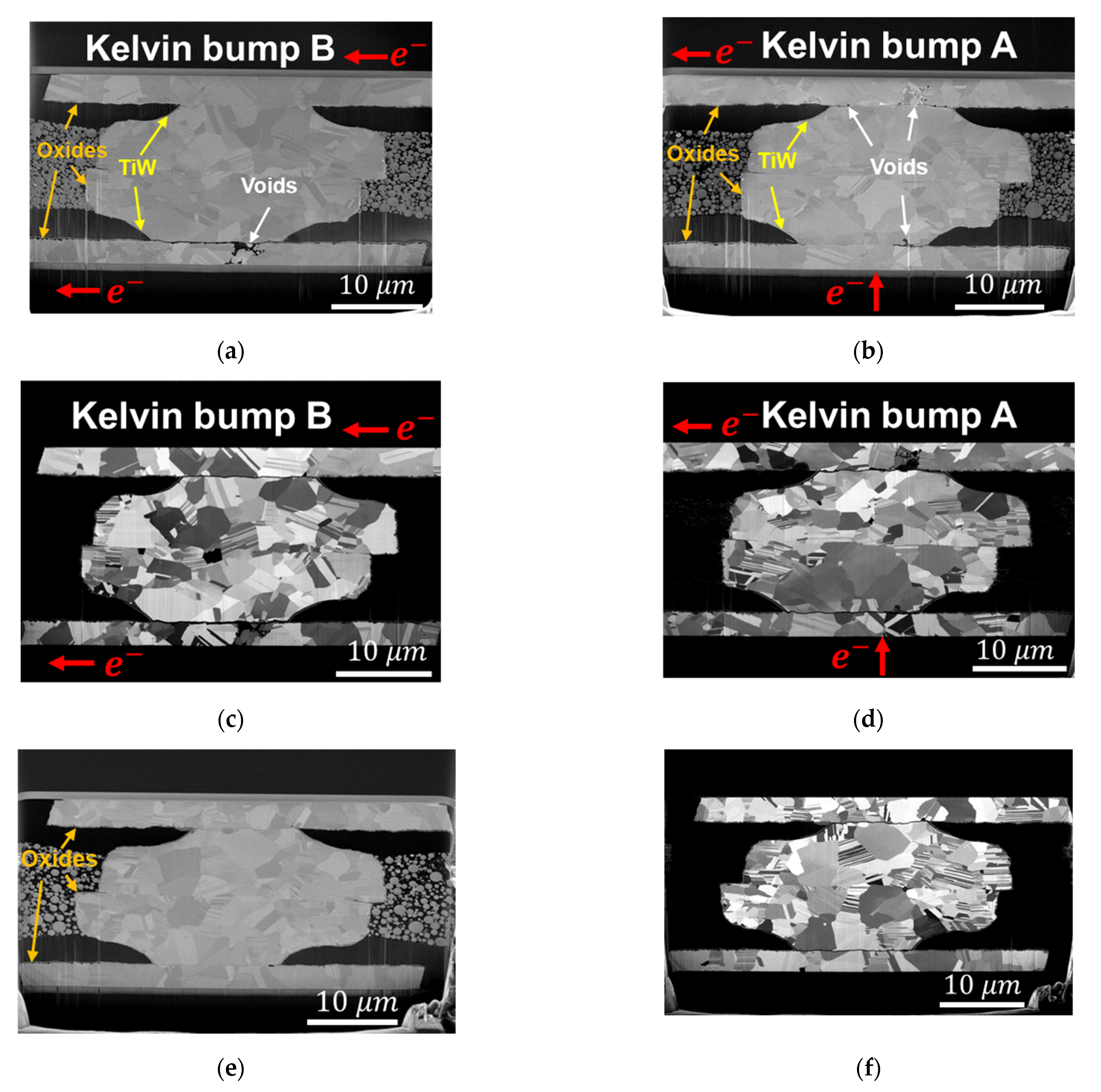
3.3. EM Failure at the Bonding Interface
3.4. EM Failure at the Passivation (PSV) Opening
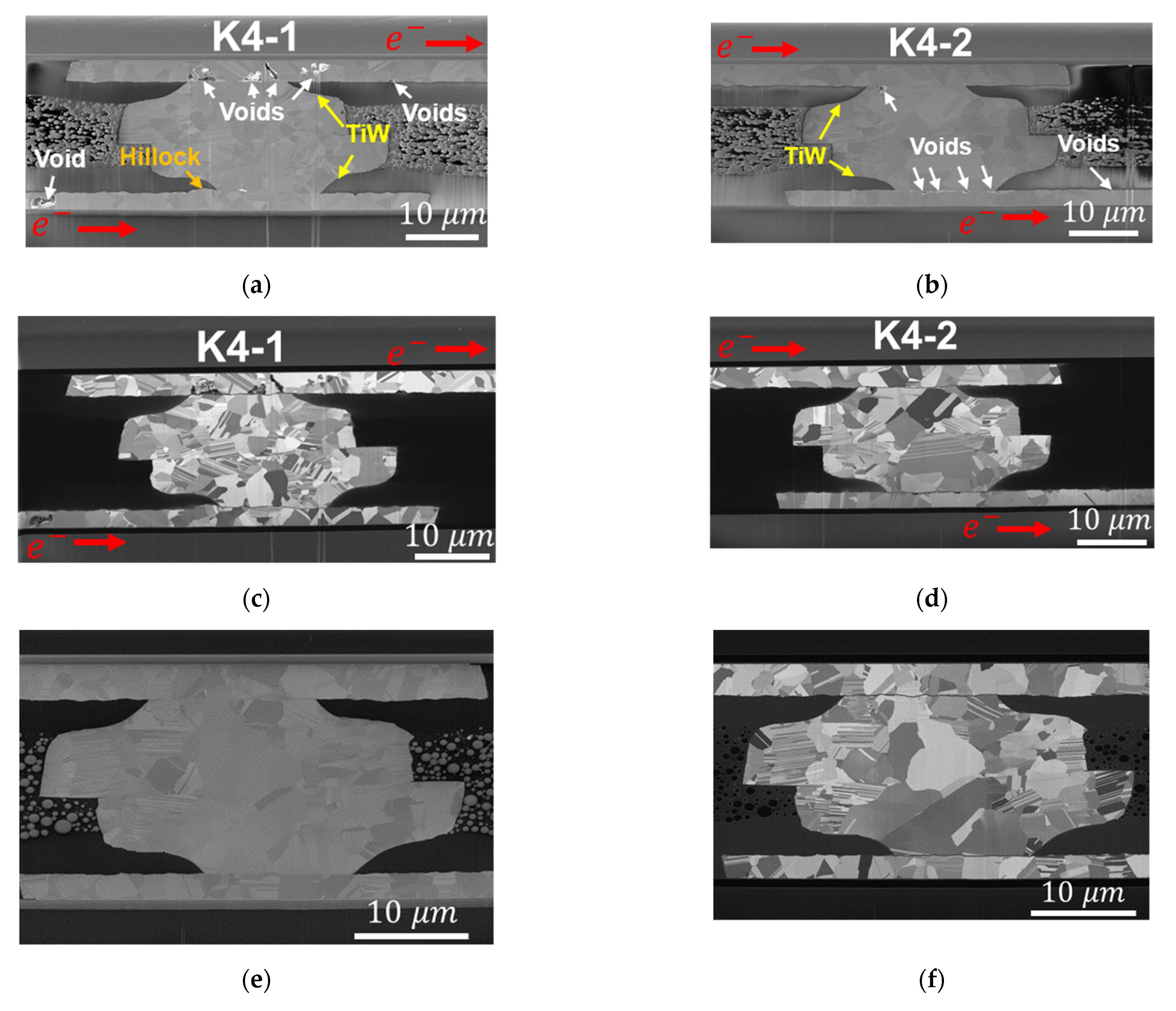
3.5. Much Slower EM Damage in Well-Bonded Samples
3.6. Finite Element Analysis of EM Tests
3.7. EM Failure Mechanisms in Cu-Cu Bonding
4. Summary
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, C.; Yu, D.; Chen, K.-N. Vertical interconnects of microbumps in 3D integration. MRS Bull. 2015, 40, 257–263. [Google Scholar] [CrossRef] [Green Version]
- Kagawa, Y.; Fujii, N.; Aoyagi, K.; Kobayashi, Y.; Nishi, S.; Todaka, N.; Takeshita, S.; Taura, J.; Takahashi, H.; Nishimura, Y.; et al. Novel stacked CMOS image sensor with advanced Cu2Cu hybrid bonding. In Proceedings of the 2016 IEEE International Electron Devices Meeting (IEDM), San Francisco, CA, USA, 3–7 December 2016; pp. 8.4.1–8.4.4. [Google Scholar]
- Hu, C.C.; Chen, M.F.; Chiou, W.C.; Yu, D.C.H. 3D Multi-chip Integration with System on Integrated Chips (SoIC™). In Proceedings of the 2019 Symposium on VLSI Technology, Kyoto, Japan, 9–14 June 2019; pp. T20–T21. [Google Scholar]
- Zeng, K.; Tu, K.N. Six cases of reliability study of Pb-free solder joints in electronic packaging technology. Mater. Sci. Eng. R Rep. 2002, 38, 55–105. [Google Scholar] [CrossRef]
- Tu, K.N.; Gusak, A.M.; Li, M. Physics and materials challenges for lead-free solders. J. Appl. Phys. 2003, 93, 1335–1353. [Google Scholar] [CrossRef]
- Tu, K.N. Reliability challenges in 3D IC packaging technology. Microelectron. Reliab. 2011, 51, 517–523. [Google Scholar] [CrossRef]
- Shen, Y.-A.; Chen, C. Effect of Sn grain orientation on formation of Cu6Sn5 intermetallic compounds during electromigration. Scr. Mater. 2017, 128, 6–9. [Google Scholar] [CrossRef]
- Liao, Y.-H.; Chen, C.-H.; Liang, C.-L.; Lin, K.-L.; Wu, A.T. A comprehensive study of electromigration in pure Sn: Effects on crystallinity, microstructure, and electrical property. Acta Mater. 2020, 200, 200–210. [Google Scholar] [CrossRef]
- Kelly, M.B.; Niverty, S.; Chawla, N. Four dimensional (4D) microstructural evolution of Cu6Sn5 intermetallic and voids under electromigration in bi-crystal pure Sn solder joints. Acta Mater. 2020, 189, 118–128. [Google Scholar] [CrossRef]
- Mo, C.C.; Tran, D.P.; Juang, J.Y.; Chen, C. Effect of Intermetallic Compound Bridging on the Cracking Resistance of Sn2.3Ag Microbumps with Different UBM Structures under Thermal Cycling. Metals 2021, 11, 1065. [Google Scholar] [CrossRef]
- Shigetou, A.; Itoh, T.; Sawada, K.; Suga, T. Bumpless Interconnect of 6-μm-Pitch Cu Electrodes at Room Temperature. IEEE Trans. Adv. Packag. 2008, 31, 473–478. [Google Scholar] [CrossRef]
- Made, R.I.; Gan, C.L.; Yan, L.; Kor, K.H.B.; Chia, H.L.; Pey, K.L.; Thompson, C.V. Experimental characterization and modeling of the mechanical properties of Cu–Cu thermocompression bonds for three-dimensional integrated circuits. Acta Mater. 2012, 60, 578–587. [Google Scholar] [CrossRef]
- Beyne, E.; Kim, S.; Peng, L.; Heylen, N.; Messemaeker, J.D.; Okudur, O.O.; Phommahaxay, A.; Kim, T.; Stucchi, M.; Velenis, D.; et al. Scalable, sub 2 μm pitch, Cu/SiCN to Cu/SiCN hybrid wafer-to-wafer bonding technology. In Proceedings of the 2017 IEEE International Electron Devices Meeting (IEDM), San Francisco, CA, USA, 2–6 December 2017; pp. 32.4.1–32.4.4. [Google Scholar]
- Panigrahy, A.K.; Chen, K.-N. Low Temperature Cu–Cu Bonding Technology in Three-Dimensional Integration: An Extensive Review. J. Electron. Packag. 2018, 140, 010801. [Google Scholar] [CrossRef] [Green Version]
- Liu, C.-M.; Lin, H.-W.; Huang, Y.-S.; Chu, Y.-C.; Chen, C.; Lyu, D.-R.; Chen, K.-N.; Tu, K.-N. Low-temperature direct copper-to-copper bonding enabled by creep on (111) surfaces of nanotwinned Cu. Sci. Rep. 2015, 5, 9734. [Google Scholar] [CrossRef] [Green Version]
- Kunimune, T.; Kuramoto, M.; Ogawa, S.; Sugahara, T.; Nagao, S.; Suganuma, K. Ultra thermal stability of LED die-attach achieved by pressureless Ag stress-migration bonding at low temperature. Acta Mater. 2015, 89, 133–140. [Google Scholar] [CrossRef]
- He, R.; Fujino, M.; Yamauchi, A.; Wang, Y.; Suga, T. Combined Surface Activated Bonding Technique for Low-Temperature Cu/Dielectric Hybrid Bonding. ECS J. Solid State Sci. Technol. 2016, 5, P419–P424. [Google Scholar] [CrossRef]
- Shie, K.-C.; Juang, J.-Y.; Chen, C. Instant Cu-to-Cu direct bonding enabled by <111>-oriented nanotwinned Cu bumps. Jpn. J. Appl. Phys. 2019, 59, SBBA03. [Google Scholar] [CrossRef]
- Chang, S.-Y.; Chu, Y.-C.; Tu, K.N.; Chen, C. Effect of anisotropic grain growth on improving the bonding strength of <111> oriented nanotwinned copper films. Mater. Sci. Eng. A 2021, 804, 140754. [Google Scholar] [CrossRef]
- Chou, T.C.; Huang, S.Y.; Chen, P.J.; Hu, H.W.; Liu, D.; Chang, C.W.; Ni, T.H.; Chen, C.J.; Lin, Y.M.; Chang, T.C.; et al. Electrical and Reliability Investigation of Cu-to-Cu Bonding With Silver Passivation Layer in 3-D Integration. IEEE Trans. Compon. Packag. Manuf. Technol. 2021, 11, 36–42. [Google Scholar] [CrossRef]
- Taïbi, R.; Cioccio, L.D.; Chappaz, C.; Francou, M.; Dechamp, J.; Larre, P.; Moreau, S.; Chapelon, L.; Fortunier, R. Investigation of stress induced voiding and electromigration phenomena on direct copper bonding interconnects for 3D integration. In Proceedings of the 2011 IEEE International Electron Devices Meeting (IEDM), Washington, DC, USA, 5–7 December 2011; pp. 6.5.1–6.5.4. [Google Scholar]
- Moreau, S.; Fraczkiewicz, A.; Bouchu, D.; Bleuet, P.; Cloetens, P.; Silva, J.C.D.; Manzanarez, H.; Lorut, F.; Lhostis, S. Correlation Between Electromigration-Related Void Volumes and Time-to-Failure by High Resolution X-Ray Tomography and Modeling. IEEE Electron Device Lett. 2019, 40, 1808–1811. [Google Scholar] [CrossRef]
- Tseng, I.H.; Hsu, P.-N.; Lu, T.-L.; Tu, K.N.; Chen, C. Electromigration failure mechanisms of <111>-oriented nanotwinned Cu redistribution lines with polyimide capping. Result. Phys. 2021, 24, 104154. [Google Scholar] [CrossRef]
- Shie, K.C.; Hsu, P.N.; Li, Y.J.; Tu, K.N.; Lin, B.T.H.; Chang, C.C.; Chen, C. Electromigration and Temperature Cycling Tests of Cu-Cu Joints Fabricated by Instant Copper Direct Bonding. In Proceedings of the 2021 IEEE 71st Electronic Components and Technology Conference (ECTC), San Diego, CA, USA, 1 June–4 July 2021; pp. 995–1000. [Google Scholar]
- Moreau, S.; Beilliard, Y.; Coudrain, P.; Bouchu, D.; Cioccio, L.D.; Arnaud, L. Electromigration in hybrid bonding interconnects for 3-D IC impact of the diffusion barrier. In Proceedings of the 2015 IEEE 17th Electronics Packaging and Technology Conference (EPTC), Singapore, 2–4 December 2015; pp. 1–6. [Google Scholar]
- Ho, P.S.; Kwok, T. Electromigration in metals. Rep. Prog. Phys. 1989, 52, 301–348. [Google Scholar] [CrossRef]
- Ogawa, E.T.; Ki-Don, L.; Blaschke, V.A.; Ho, P.S. Electromigration reliability issues in dual-damascene Cu interconnections. IEEE Trans. Reliab. 2002, 51, 403–419. [Google Scholar] [CrossRef]
- Li, B.; Sullivan, T.D.; Lee, T.C.; Badami, D. Reliability challenges for copper interconnects. Microelectron. Reliab. 2004, 44, 365–380. [Google Scholar] [CrossRef]
- Hau-Riege, C.S. An introduction to Cu electromigration. Microelectron. Reliab. 2004, 44, 195–205. [Google Scholar] [CrossRef]
- Tan, C.M.; Roy, A. Electromigration in ULSI interconnects. Mater. Sci. Eng. R Rep. 2007, 58, 1–75. [Google Scholar] [CrossRef]
- Shie, K.-C.; Hsu, P.-N.; Li, Y.-J.; Tran, D.-P.; Chen, C. Failure Mechanisms of Cu–Cu Bumps under Thermal Cycling. Materials 2021, 14, 5522. [Google Scholar] [CrossRef]
- Hsiao, H.-Y.; Liu, C.-M.; Lin, H.-w.; Liu, T.-C.; Lu, C.-L.; Huang, Y.-S.; Chen, C.; Tu, K.N. Unidirectional Growth of Microbumps on (111)-Oriented and Nanotwinned Copper. Science 2012, 336, 1007–1010. [Google Scholar] [CrossRef] [Green Version]
- Liu, T.-C.; Liu, C.-M.; Hsiao, H.-Y.; Lu, J.-L.; Huang, Y.-S.; Chen, C. Fabrication and Characterization of (111)-Oriented and Nanotwinned Cu by Dc Electrodeposition. Cryst. Growth Des. 2012, 12, 5012–5016. [Google Scholar] [CrossRef]
- Li, Y.-J.; Tu, K.-N.; Chen, C. Tensile Properties and Thermal Stability of Unidirectionally <111> Oriented Nanotwinned and <110> Oriented Microtwinned Copper. Materials 2020, 13, 1211. [Google Scholar] [CrossRef] [Green Version]
- Cheng, H.-Y.; Tran, D.-P.; Tu, K.; Chen, C. Effect of deposition temperature on mechanical properties of nanotwinned Cu fabricated by rotary electroplating. Mater. Sci. Eng. A 2021, 811, 141065. [Google Scholar] [CrossRef]
- Tran, D.-P.; Chen, K.-J.; Tu, K.; Chen, C.; Chen, Y.-T.; Chung, S. Electrodeposition of slanted nanotwinned Cu foils with high strength and ductility. Electrochim. Acta 2021, 389, 138640. [Google Scholar] [CrossRef]
- Hung, Y.-W.; Tran, D.-P.; Chen, C. Effect of Cu Ion Concentration on Microstructures and Mechanical Properties of Nanotwinned Cu Foils Fabricated by Rotary Electroplating. Nanomaterials 2021, 11, 2135. [Google Scholar] [CrossRef]
- Tu, K.N.; Liu, Y.; Li, M. Effect of Joule heating and current crowding on electromigration in mobile technology. Appl. Phys. Rev. 2017, 4, 011101. [Google Scholar] [CrossRef]
- He, J.; Suo, Z.; Marieb, T.N.; Maiz, J.A. Electromigration lifetime and critical void volume. Appl. Phys. Lett. 2004, 85, 4639. [Google Scholar] [CrossRef] [Green Version]
- Yeh, E.C.C.; Choi, W.J.; Tu, K.N.; Elenius, P.; Balkan, H. Current-crowding-induced electromigration failure in flip chip solder joints. Appl. Phys. Lett. 2002, 80, 580–582. [Google Scholar] [CrossRef]
- Hu, C.-K.; Rosenberg, R.; Lee, K.Y. Electromigration path in Cu thin-film lines. Appl. Phys. Lett. 1999, 74, 2945–2947. [Google Scholar] [CrossRef]
- Rebhan, B.; Svoboda, J.; Panholzer, M. A thermodynamic study of voiding phenomena in Cu–Cu thermo-compression wafer bonding. Microsyst. Technol. 2017, 24, 815–822. [Google Scholar] [CrossRef]
- Lu, T.-F.; Lai, T.-Y.; Chu, Y.Y.; Wu, Y.S. Effect of Nanotwin Boundary on the Cu-Cu Bonding. ECS J. Solid State Sci. Technol. 2021, 10, 074001. [Google Scholar] [CrossRef]
- Herring, C. Diffusional Viscosity of a Polycrystalline Solid. J. Appl. Phys. 1950, 21, 437–445. [Google Scholar] [CrossRef]
- Huntington, H.; Grone, A. Current-induced marker motion in gold wires. J. Phys. Chem. Solids 1961, 20, 76–87. [Google Scholar] [CrossRef]
- Blech, I.A.; Herring, C. Stress generation by electromigration. Appl. Phys. Lett. 1976, 29, 131–133. [Google Scholar] [CrossRef]
- Tu, K.N. Recent advances on electromigration in very-large-scale-integration of interconnects. J. Appl. Phys. 2003, 94, 5451–5473. [Google Scholar] [CrossRef]
- Blech, I.A. Electromigration in thin aluminum films on titanium nitride. J. Appl. Phys. 1976, 47, 1203–1208. [Google Scholar] [CrossRef]
- Frankovic, R.; Bernstein, G. Electromigration drift and threshold in Cu thin-film interconnects. IEEE Trans. Electron. Devices 1996, 43, 2233–2239. [Google Scholar] [CrossRef]
- Tu, K.N. Electromigration in stressed thin films. Phys. Rev. B 1992, 45, 1409–1413. [Google Scholar] [CrossRef]
- Liu, C.Y.; Chen, C.; Tu, K.N. Electromigration in Sn–Pb solder strips as a function of alloy composition. J. Appl. Phys. 2000, 88, 5703–5709. [Google Scholar] [CrossRef]
- Juang, J.-Y.; Lu, C.-L.; Li, Y.-J.; Hsu, P.-N.; Tsou, N.-T.; Tu, K.; Chen, C. A solid state process to obtain high mechanical strength in Cu-to-Cu joints by surface creep on (111)-oriented nanotwins Cu. J. Mater. Res. Technol. 2021, 14, 719–730. [Google Scholar] [CrossRef]
- Hu, C.-K.; Gignac, L.; Rosenberg, R.J.; Liniger, E.; Rubino, J.T.; Sambucetti, C.J.; Domenicucci, A.; Chen, X.; Stamper, A.K. Reduced electromigration of Cu wires by surface coating. Appl. Phys. Lett. 2002, 81, 1782–1784. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Bonding Condition | Bonding Pressure (MPa) |
|---|---|
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shie, K.-C.; Hsu, P.-N.; Li, Y.-J.; Tu, K.N.; Chen, C. Effect of Bonding Strength on Electromigration Failure in Cu–Cu Bumps. Materials 2021, 14, 6394. https://doi.org/10.3390/ma14216394
Shie K-C, Hsu P-N, Li Y-J, Tu KN, Chen C. Effect of Bonding Strength on Electromigration Failure in Cu–Cu Bumps. Materials. 2021; 14(21):6394. https://doi.org/10.3390/ma14216394
Chicago/Turabian StyleShie, Kai-Cheng, Po-Ning Hsu, Yu-Jin Li, K. N. Tu, and Chih Chen. 2021. "Effect of Bonding Strength on Electromigration Failure in Cu–Cu Bumps" Materials 14, no. 21: 6394. https://doi.org/10.3390/ma14216394
APA StyleShie, K.-C., Hsu, P.-N., Li, Y.-J., Tu, K. N., & Chen, C. (2021). Effect of Bonding Strength on Electromigration Failure in Cu–Cu Bumps. Materials, 14(21), 6394. https://doi.org/10.3390/ma14216394