
Suitability of Laser Engineered Net Shaping Technology for Inconel 625 Based Parts Repair Process

 ,
,  , , and
, , and
Abstract
:1. Introduction
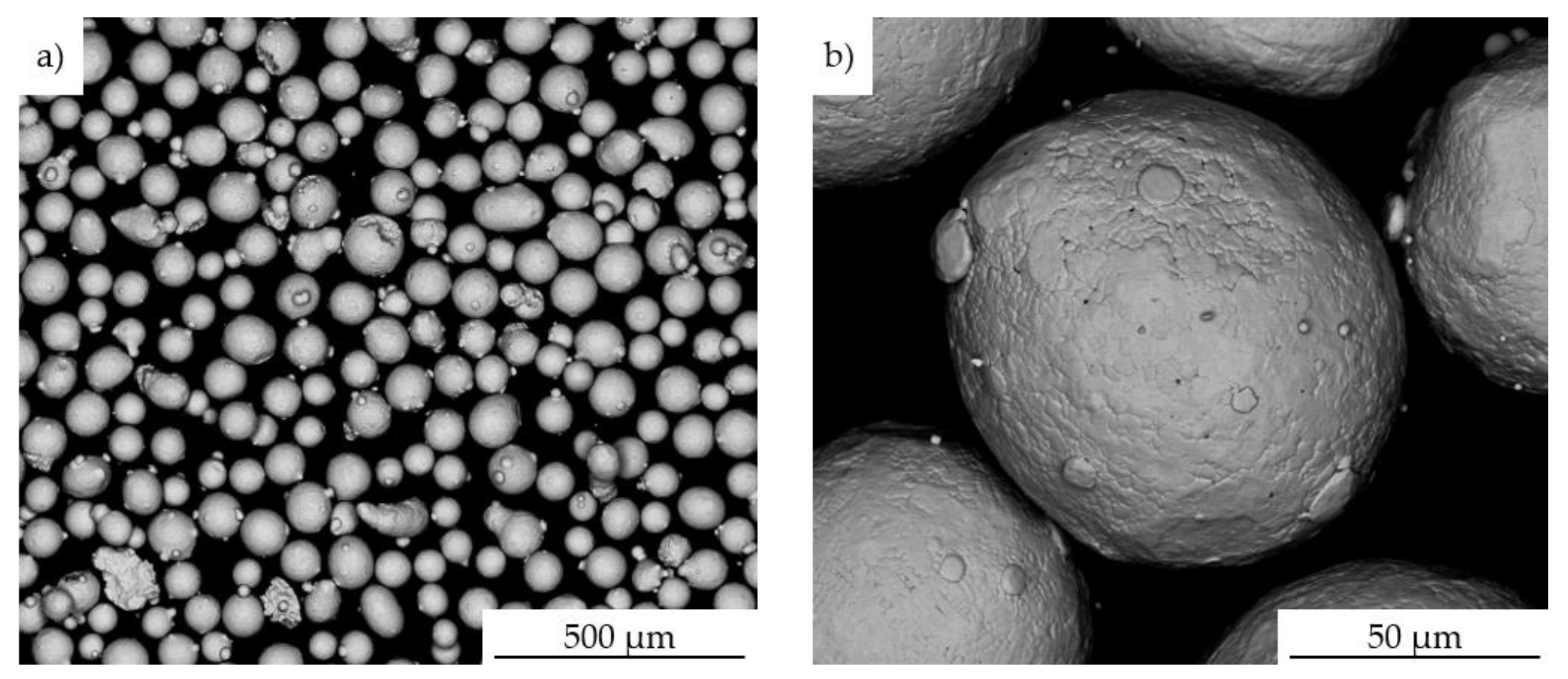
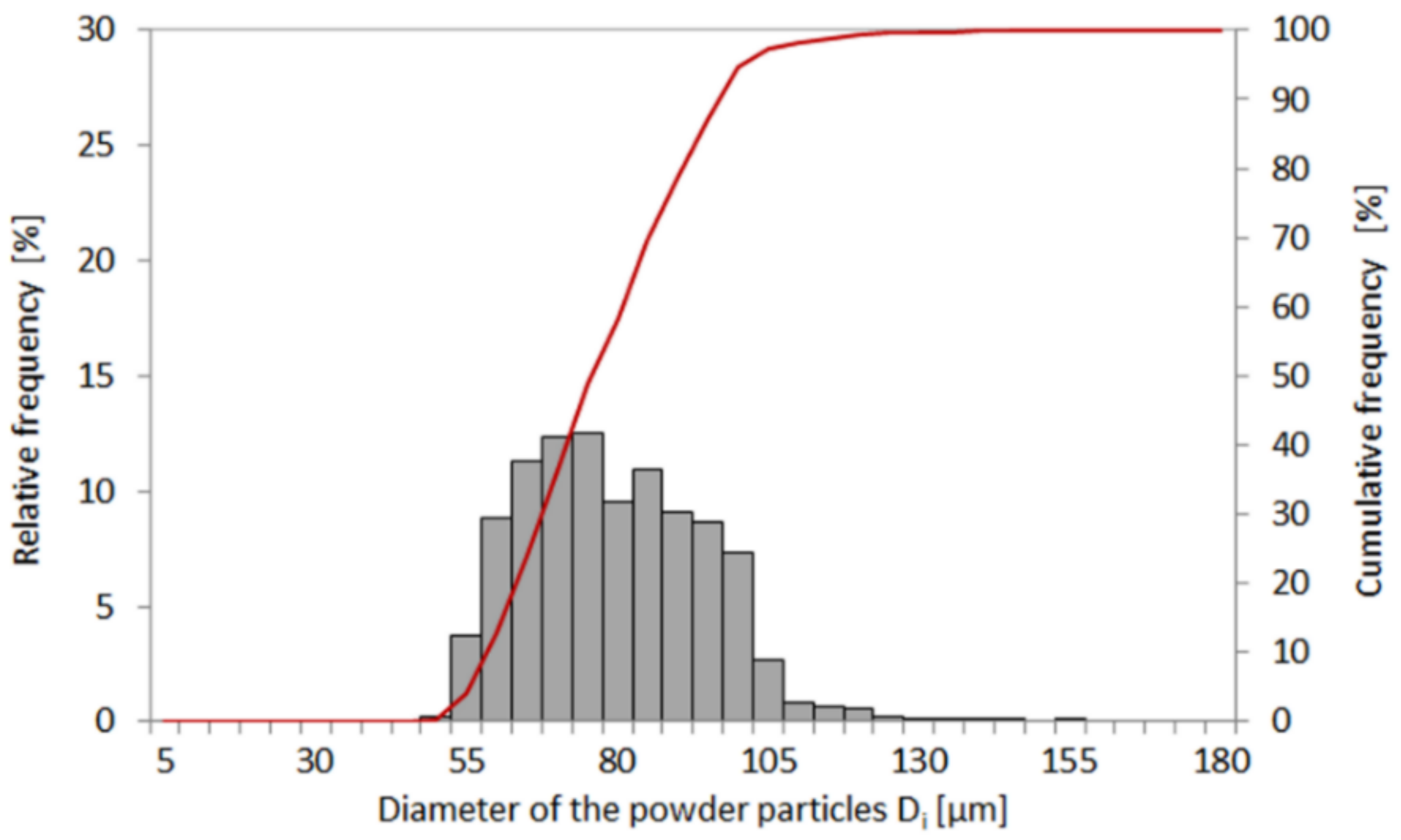
2. Materials and Methods
3. Results and Discussion
3.1. Optimization of Process Parameters
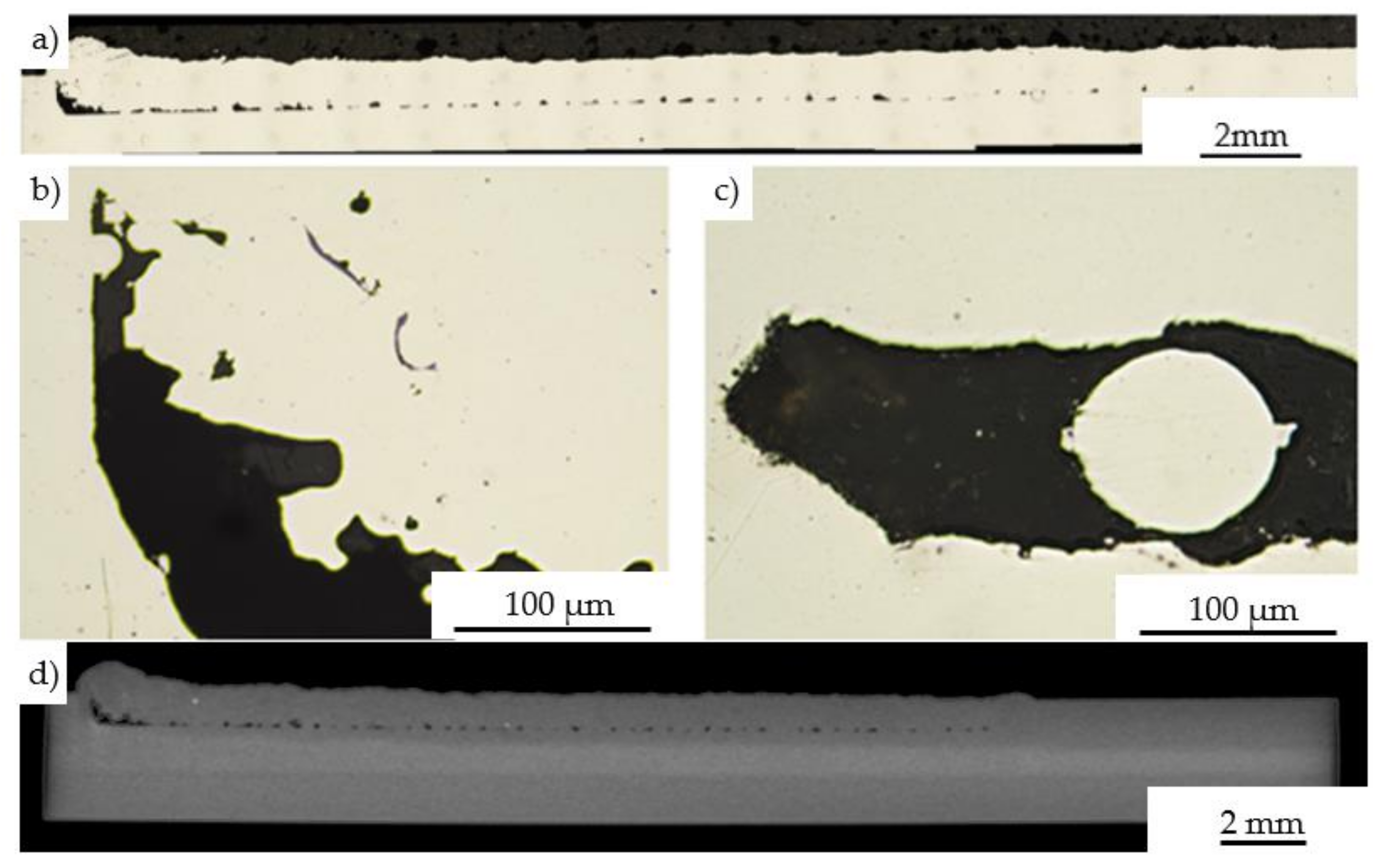
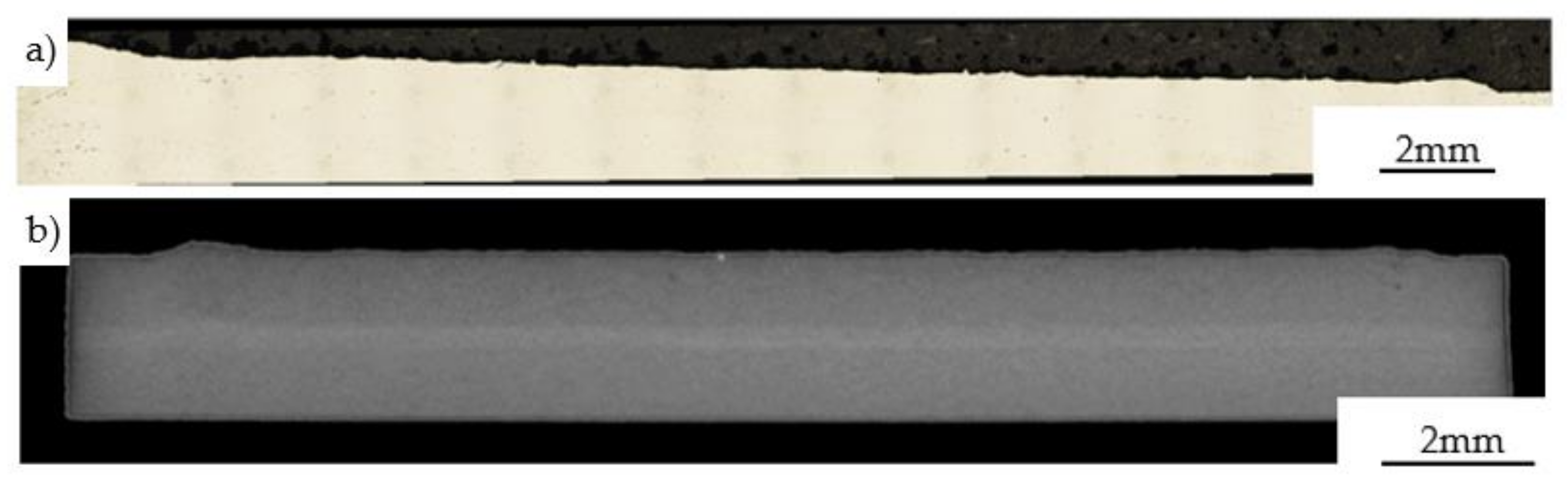
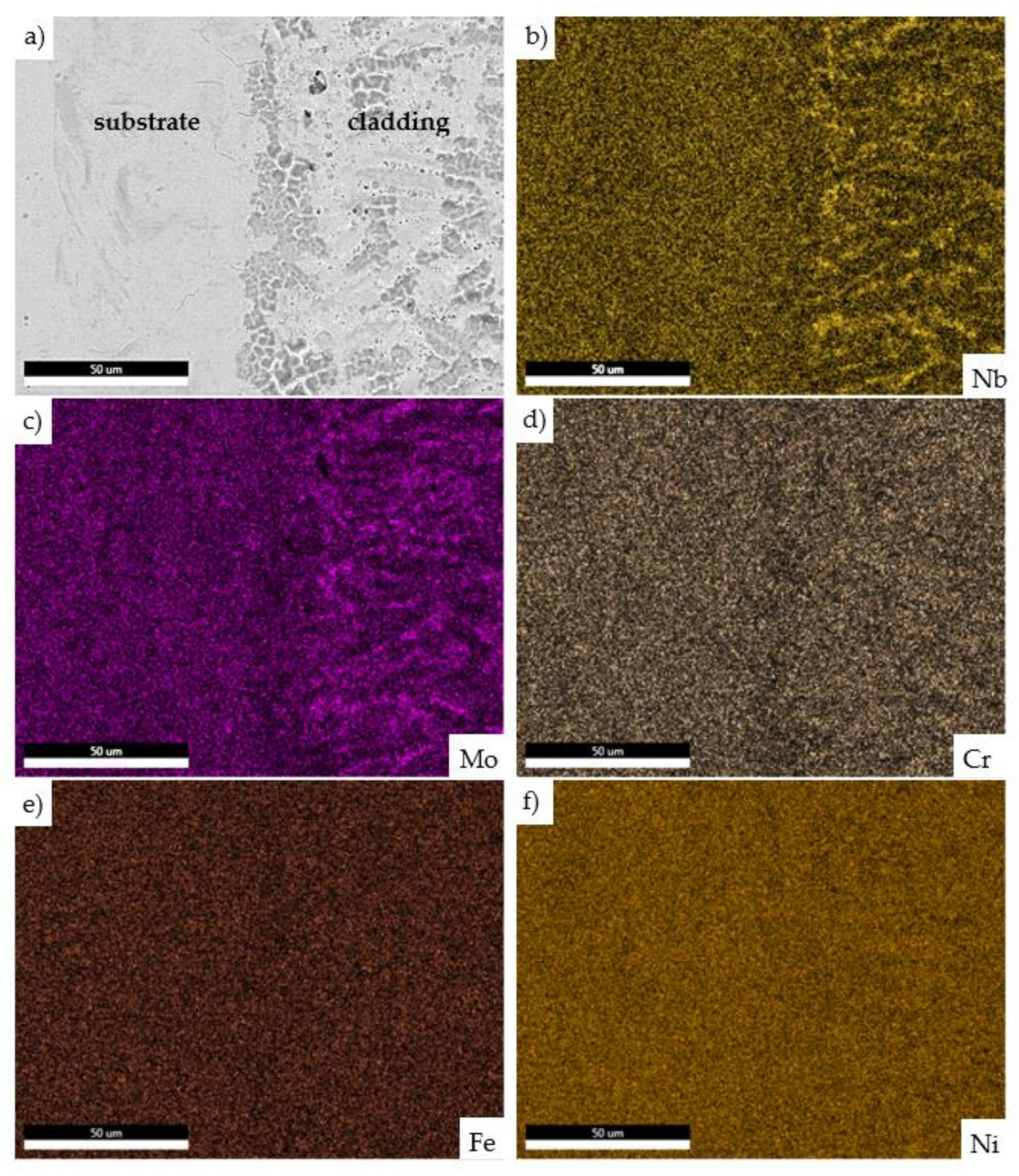
3.2. Characterization of Laser Cladded Microstructure
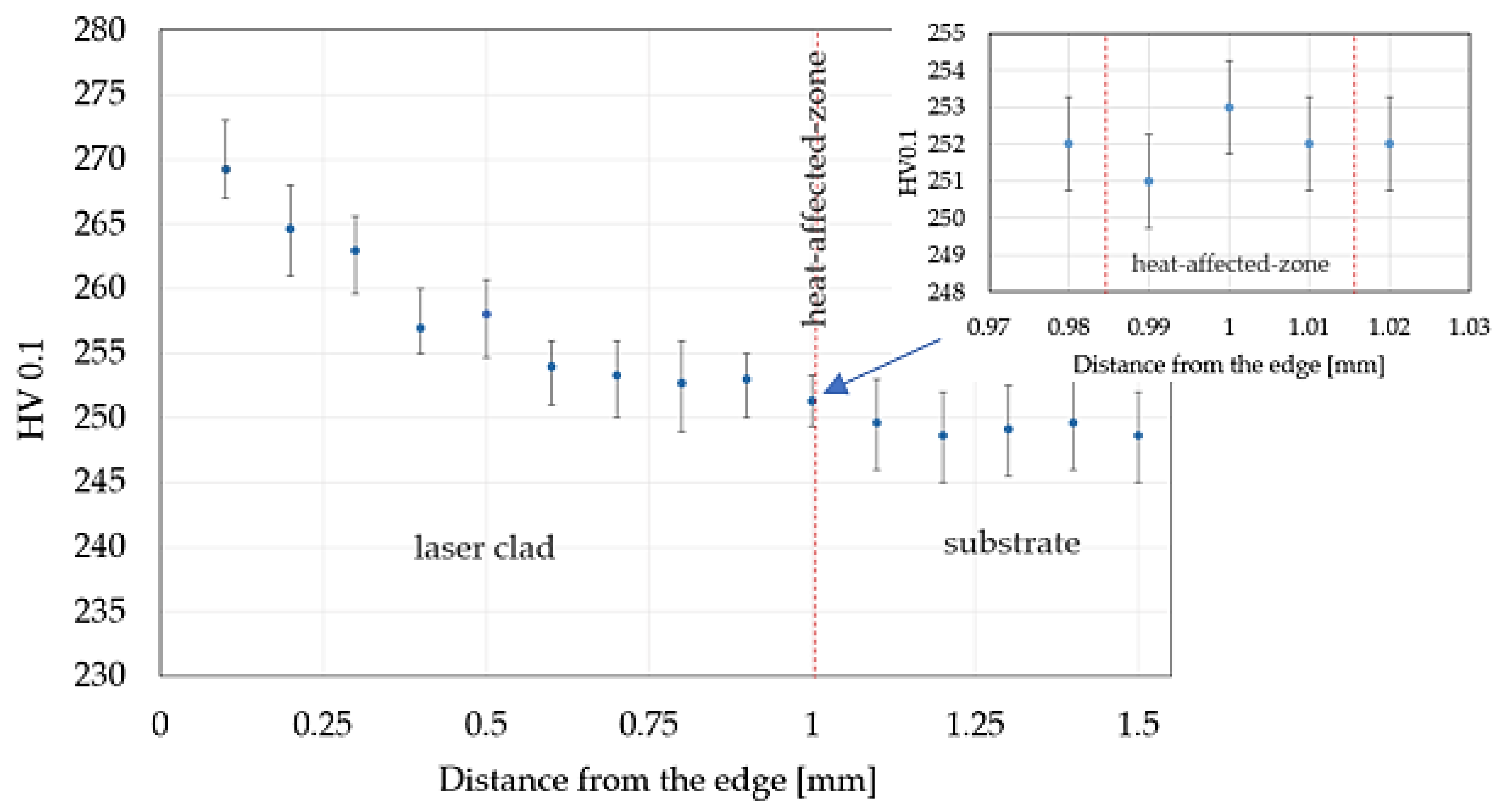
3.3. Microhardness Profile
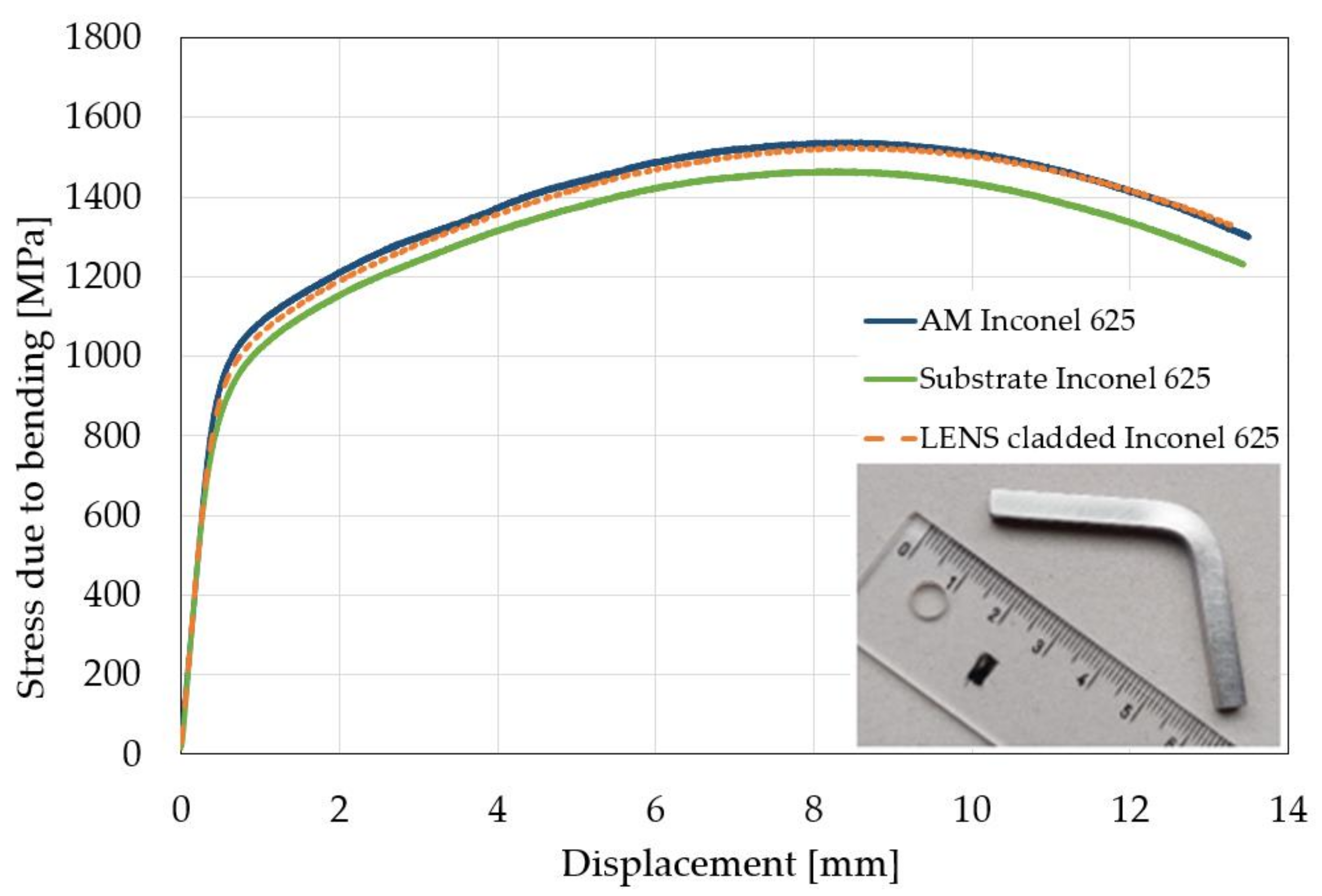
3.4. Three-Point Bending Tests Supported by Digital Image Correlation Technique
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Evans, R. 2—Selection and testing of metalworking fluids. In Woodhead Publishing Series in Metals and Surface Engineering. Metalworking Fluids (MWFs) for Cutting and Grinding; Woodhead Publishing: Sawston, UK, 2012; pp. 23–78. ISBN 9780857090614. [Google Scholar]
- Carvill, J. Engineering materials. In Mechanical Engineer’s Data Handbook; Butterworth-Heinemann: Oxford, UK, 1993; pp. 218–266. ISBN 9780080511351. [Google Scholar]
- Sharma, S.; Sharma, Y. Mass loss study at elevated temperature of Inconel 625 alloy in various mediums. Mater. Today Proc. 2021. [Google Scholar] [CrossRef]
- Torims, T. The Application of Laser Cladding to Mechanical Component Repair, Renovation and Regeneration. In International Scientific Book; DAAAM International: Vienna, Austria, 2013; pp. 587–608. ISBN 978-3-901509-94-0. [Google Scholar] [CrossRef]
- Bian, L.; Shamsaei, N.; Usher, J.M. Laser-Based Additive Manufacturing of Metal Parts: Modeling, Optimization, and Control of Mechanical Properties; CRC Press: New York, NY, USA, 2018. [Google Scholar]
- Vardavoulias, M.; Economou, S.; Papapanos, G. Industrial Component Restoration Using Thermal Spray Technologies in Surface Modification Technologies XVIII; Sudarshan, T.S., Jeandin, M., Eds.; ASM International: Materials Park, OH, USA; IOM Communications Ltd.: London, UK, 2005. [Google Scholar]
- David, S.; Babu, S.; Vitek, J. Welding. Encyclopedia of Materials: Science and Technology; Elsevier: Amsterdam, The Netherlands, 2003; pp. 1–9. ISBN 9780080431529. [Google Scholar]
- Singh, R. 3—Welding and Joining Processes. In Applied Welding Engineering, 3rd ed.; Butterworth-Heinemann: Oxford, UK, 2020; pp. 157–186. ISBN 9780128213483. [Google Scholar]
- Smith, P. CHAPTER 6—Fabrication. Assembly. and Erection. In The Fundamentals of Piping Design; Gulf Publishing Company: Houston, TX, USA, 2007; pp. 171–189. ISBN 9781933762043. [Google Scholar]
- Sonar, T.; Balasubramanian, V.; Malarvizhi, S.; Venkateswaran, T.; Sivakumar, D. Influence of magnetically constricted arc traverse speed (MCATS) on tensile properties and microstructural characteristics of welded Inconel 718 alloy sheets. Def. Technol. 2021, 17, 1395–1413. [Google Scholar] [CrossRef]
- Tejedor, T.Á.; Singh, R.; Pilidis, P. 13—Maintenance and repair of gas turbine components. In Woodhead Publishing Series in Energy. Modern Gas Turbine Systems; Woodhead Publishing: Sawston, UK, 2013; pp. 565–634. ISBN 9781845697280. [Google Scholar]
- Napadłek, W.; Durejko, T.; Chrzanowski, W.; Garyga, P. 3D laser technologies revitalization LP degree blades of steam turbines in the power sector - technological and diagnostic problems. Bad. Nieniszcz. Diagn. 2017, 2, 7–11. [Google Scholar]
- Xiang, K.; Chen, L.-Y.; Chai, L.; Guo, N.; Wang, H. Microstructural characteristics and properties of CoCrFeNiNbx high-entropy alloy coatings on pure titanium substrate by pulsed laser cladding. Appl. Surf. Sci. 2020, 517, 146214. [Google Scholar] [CrossRef]
- Hong, C.; Gu, D.; Dai, D.; Alkhayat, M.; Urban, W.; Yuan, P.; Cao, S.; Gasser, A.; Weisheit, A.; Kelbassa, I.; et al. Laser additive manufacturing of ultrafine TiC particle reinforced Inconel 625 based composite parts: Tailored microstructures and enhanced performance. Mater. Sci. Eng. A 2015, 635, 118–128. [Google Scholar] [CrossRef]
- Weng, F.; Liu, Y.; Chew, Y.; Wang, L.; Lee, B.Y.; Bi, G. Repair feasibility of SS416 stainless steel via laser aided additive manufacturing with SS410/Inconel625 powders. IOP Conf. Ser. Mater. Sci. Eng. 2020, 744, 012031. [Google Scholar] [CrossRef]
- Avila, J.; Bose, S.; Bandyopadhyay, A. Additive manufacturing of titanium and titanium alloys for biomedical applications. In Woodhead Publishing Series in Biomaterials. Titanium in Medical and Dental Applications; Woodhead Publishing: Sawston, UK, 2018; pp. 325–343. [Google Scholar]
- Fiebig, J.; Bakan, E.; Kalfhaus, T.; Mauer, G.; Guillon, O.; Vaßen, R. Thermal Spray Processes for the Repair of Gas Turbine Components. Adv. Eng. Mater. 2020, 22, 1901237. [Google Scholar] [CrossRef] [Green Version]
- Durejko, T.; Łazińska, M.; Dworecka-Wójcik, J.; Lipiński, S.; Varin, R.A.; Czujko, T. The Tribaloy T-800 Coatings Deposited by Laser Engineered Net Shaping (LENSTM). Materials 2019, 12, 1366. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mudge, R.; Wald, N. Laser Engineered Net Shaping Advances Additive Manufacturing and Repair. Weld. J. 2007, 86, 44–48. [Google Scholar]
- De Camargo, I.L.; Lovo, J.F.P.; Erbereli, R.; Coelho, R.T.; Da Silva, I.B.; Fortulan, C.A. An Overview of Laser Engineered Net Shaping of Ceramics. Matéria (Rio de Janeiro) 2020, 25, 1517–7076. [Google Scholar] [CrossRef] [Green Version]
- Petrzak, P.; Kowalski, K.; Blicharski, M. Analysis of Phase Transformations in Inconel 625 Alloy during Annealing. Acta Phys. Pol. A 2016, 130, 1041–1044. [Google Scholar] [CrossRef]
- Gradl, P.R.; Protz, C.S.; Wammen, T. Additive Manufacturing and Hot-fire Testing of Liquid Rocket Channel Wall Nozzles Using Blown Powder Directed Energy Deposition Inconel 625 and JBK-75 Alloys. In Proceedings of the AIAA Propulsion and Energy 2019 Forum, Indianapolis, IN, USA, 19–22 August 2019. [Google Scholar]
- Kumar, L.J.; Nair, C.K. Laser metal deposition repair applications for Inconel 718 alloy. Mater. Today Proc. 2017, 4, 11068–11077. [Google Scholar] [CrossRef]
- Petrat, T.; Graf, B.; Gumenyuk, A.; Rethmeier, M. Laser Metal Deposition as Repair Technology for a Gas Turbine Burner Made of Inconel 718. Phys. Procedia 2016, 83, 761–768. [Google Scholar] [CrossRef]
- Lugan, A.A.; Hilton, P.A.; Melton, G.B.; Rinaldi, C. Qualification of Nd:YAG Laser Direct Metal Deposition Techniques for Repair of Nickel Superalloy Components. In Proceedings of the 25th International Congress on Applications of Lasers & Electro-Optics (ICALEO 2006), Scottsdale, AZ, USA, 30 October–2 November 2006. [Google Scholar]
- Liu, D.; Lippold, J.C.; Li, J.; Rohklin, S.R.; Vollbrecht, J.; Grylls, R. Laser Engineered Net Shape (LENS) Technology for the Repair of Ni-Base Superalloy Turbine Components. Metall. Mater. Trans. A 2014, 45, 4454–4469. [Google Scholar] [CrossRef]
- Zhang, Q.; Zhang, J.; Zhuang, Y.; Lu, J.; Yao, J. Hot Corrosion and Mechanical Performance of Repaired Inconel 718 Components via Laser Additive Manufacturing. Materials 2020, 13, 2128. [Google Scholar] [CrossRef]
- Vemanaboina, H.; Gundabattini, E.; Akella, S.; Rao, A.; Buddu, R.; Ferro, P.; Berto, F. Mechanical and Metallurgical Properties of CO2 Laser Beam INCONEL 625 Welded Joints. Appl. Sci. 2021, 11, 7002. [Google Scholar] [CrossRef]
- Yang, K.; Xie, H.; Sun, C.; Zhao, X.; Li, F. Influence of Vanadium on the Microstructure of IN718 Alloy by Laser Cladding. Materials 2019, 12, 3839. [Google Scholar] [CrossRef] [Green Version]
- Abioye, T.; McCartney, D.; Clare, A. Laser cladding of Inconel 625 wire for corrosion protection. J. Mater. Process. Technol. 2015, 217, 232–240. [Google Scholar] [CrossRef] [Green Version]
- Verdi, D.; Garrido, M.; Múnez, C.; Poza, P. Mechanical properties of Inconel 625 laser cladded coatings: Depth sensing indentation analysis. Mater. Sci. Eng. A 2014, 598, 15–21. [Google Scholar] [CrossRef]
- Wei, Y.; Le, G.; Xu, Q.; Yang, L.; Li, R.; Wang, W. The Interface Microstructures and Mechanical Properties of Laser Additive Repaired Inconel 625 Alloy. Materials 2020, 13, 4416. [Google Scholar] [CrossRef]
- Sui, S.; Chen, J.; Zhang, R.; Ming, X.; Liu, F.; Lin, X. The tensile deformation behavior of laser repaired Inconel 718 with a non-uniform microstructure. Mater. Sci. Eng. A 2017, 688, 480–487. [Google Scholar] [CrossRef]
- Sui, S.; Tan, H.; Chen, J.; Zhong, C.; Li, Z.; Fan, W.; Gasser, A.; Huang, W. The influence of Laves phases on the room temperature tensile properties of Inconel 718 fabricated by powder feeding laser additive manufacturing. Acta Mater. 2019, 164, 413–427. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | O | Fe | Ni | Al | Si | Zr | Nb | Mo | Cr | Mn |
|---|---|---|---|---|---|---|---|---|---|---|
| %wt. | 2.18 | 5.10 | 55.87 | 0.38 | 0.34 | 0.48 | 3.83 | 9.03 | 22.53 | 0.27 |
| No. | Laser Power [W] | Feed Rate [mm/s] | Powder Flow Rate [g/min] | Laser On/Off Wait [ms] | Substrate Temperature [°C] |
|---|---|---|---|---|---|
| 1 | 550 | 10.5 | 9.9 | - | 23 |
| 2 | 550 | 10.5 | 13.2 | - | 23 |
| 3 | 550 | 10.5 | 16.6 | - | 23 |
| 4 | 550 | 10.5 | 18.3 | - | 23 |
| 5 | 550 | 10.5 | 19.9 | - | 23 |
| 6 | 550 | 9 | 19.9 | 1 | 23 |
| 7 | 550 | 9 | 19.9 | 1 | 23 |
| 8 | 550 | 9 | 19.9 | 1 | 23 |
| 9 | 550 | 9 | 19.9 | 50 | 23 |
| 10 | 550 | 9 | 19.9 | 100 | 23 |
| 11 | 550 | 10.5 | 19.9 | 200 | 23 |
| 12 | 550 | 12 | 19.9 | 400 | 23 |
| 13 | 550 | 12 | 19.9 | 400 | 23 |
| Laser Power [W] | Feed rate [mm/s] | Powder Flow Rate [g/min] | Laser On/Off Wait [ms] | Substrate Temperature [°C] |
|---|---|---|---|---|
| 550 | 12 | 19.9 | 400 | 300 |
| Substrate Inconel 625 | LENS Cladded Inconel 625 | AM Inconel 625 | |
|---|---|---|---|
| Bending strength Rg [MPa] | 1460 ± 10 | 1520 ± 35 | 1535 ± 40 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Barwinska, I.; Kopec, M.; Łazińska, M.; Brodecki, A.; Durejko, T.; Kowalewski, Z.L. Suitability of Laser Engineered Net Shaping Technology for Inconel 625 Based Parts Repair Process. Materials 2021, 14, 7302. https://doi.org/10.3390/ma14237302
Barwinska I, Kopec M, Łazińska M, Brodecki A, Durejko T, Kowalewski ZL. Suitability of Laser Engineered Net Shaping Technology for Inconel 625 Based Parts Repair Process. Materials. 2021; 14(23):7302. https://doi.org/10.3390/ma14237302
Chicago/Turabian StyleBarwinska, Izabela, Mateusz Kopec, Magdalena Łazińska, Adam Brodecki, Tomasz Durejko, and Zbigniew L. Kowalewski. 2021. "Suitability of Laser Engineered Net Shaping Technology for Inconel 625 Based Parts Repair Process" Materials 14, no. 23: 7302. https://doi.org/10.3390/ma14237302