
Roles of Low Temperature Sputtered Indium Tin Oxide for Solar Photovoltaic Technology

 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Role of ITO as Effective N-Layer in a n-p Silicon Heterojunction Photocell
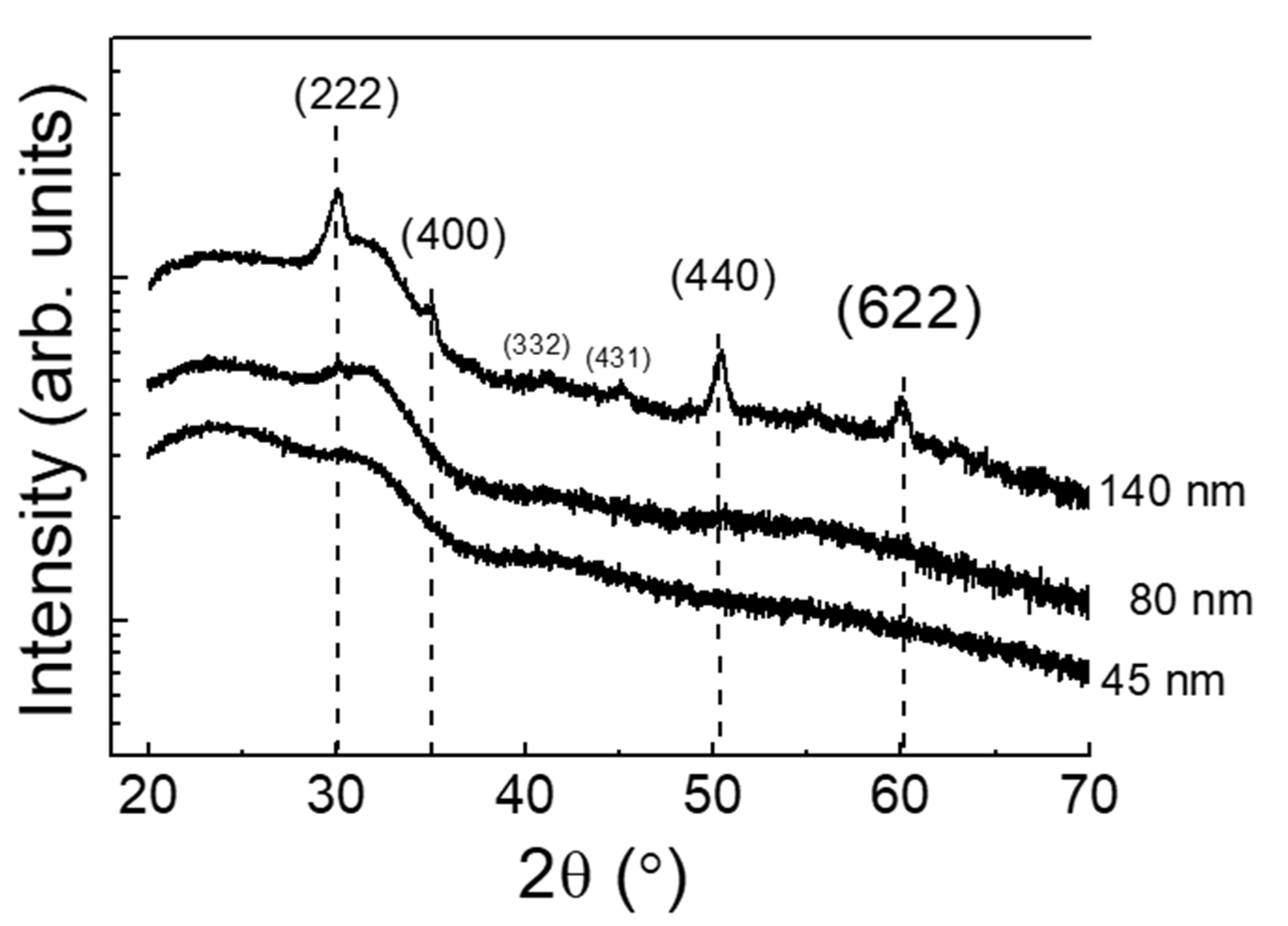
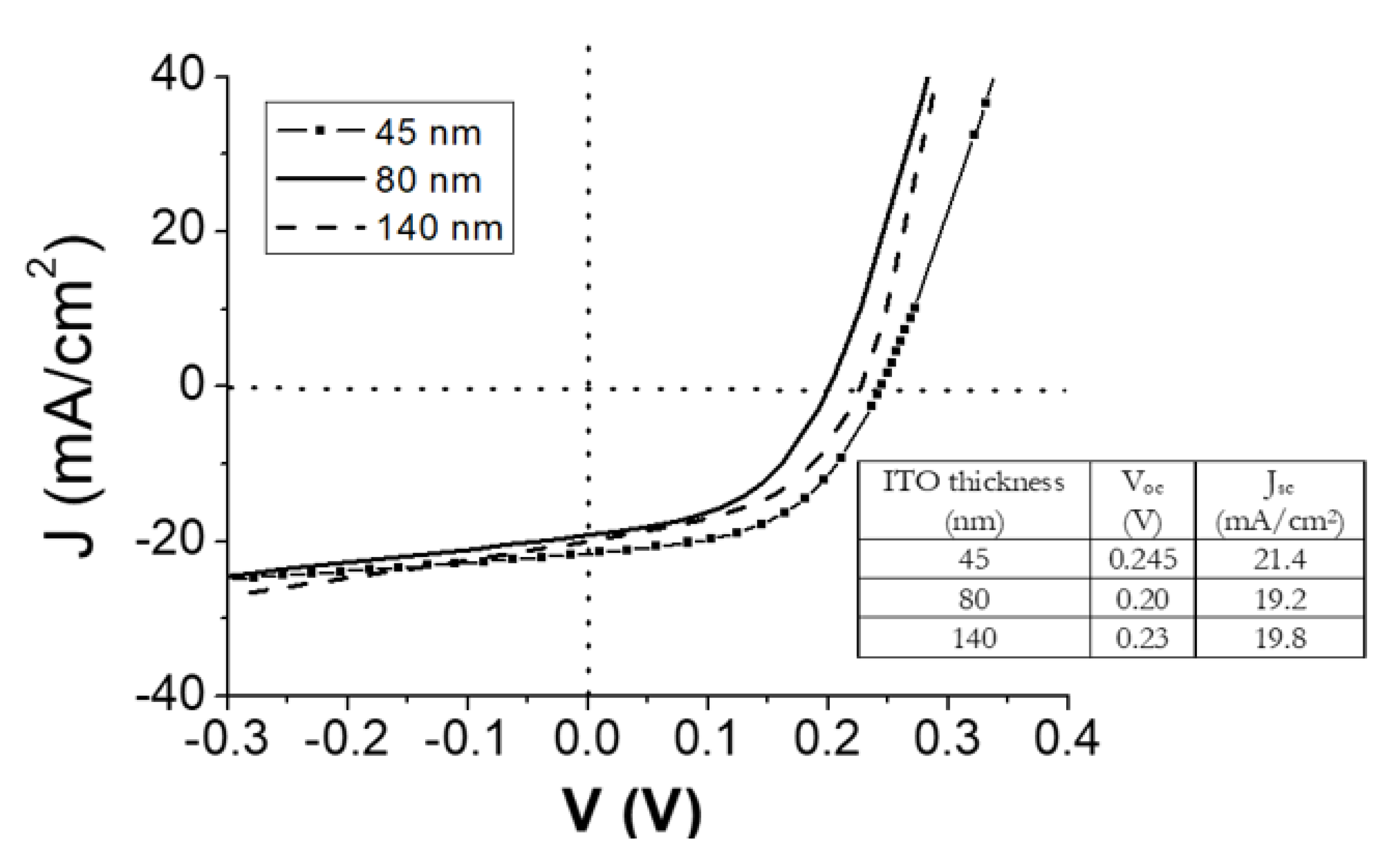
3.1.1. Effect of ITO Thickness and Film Nature
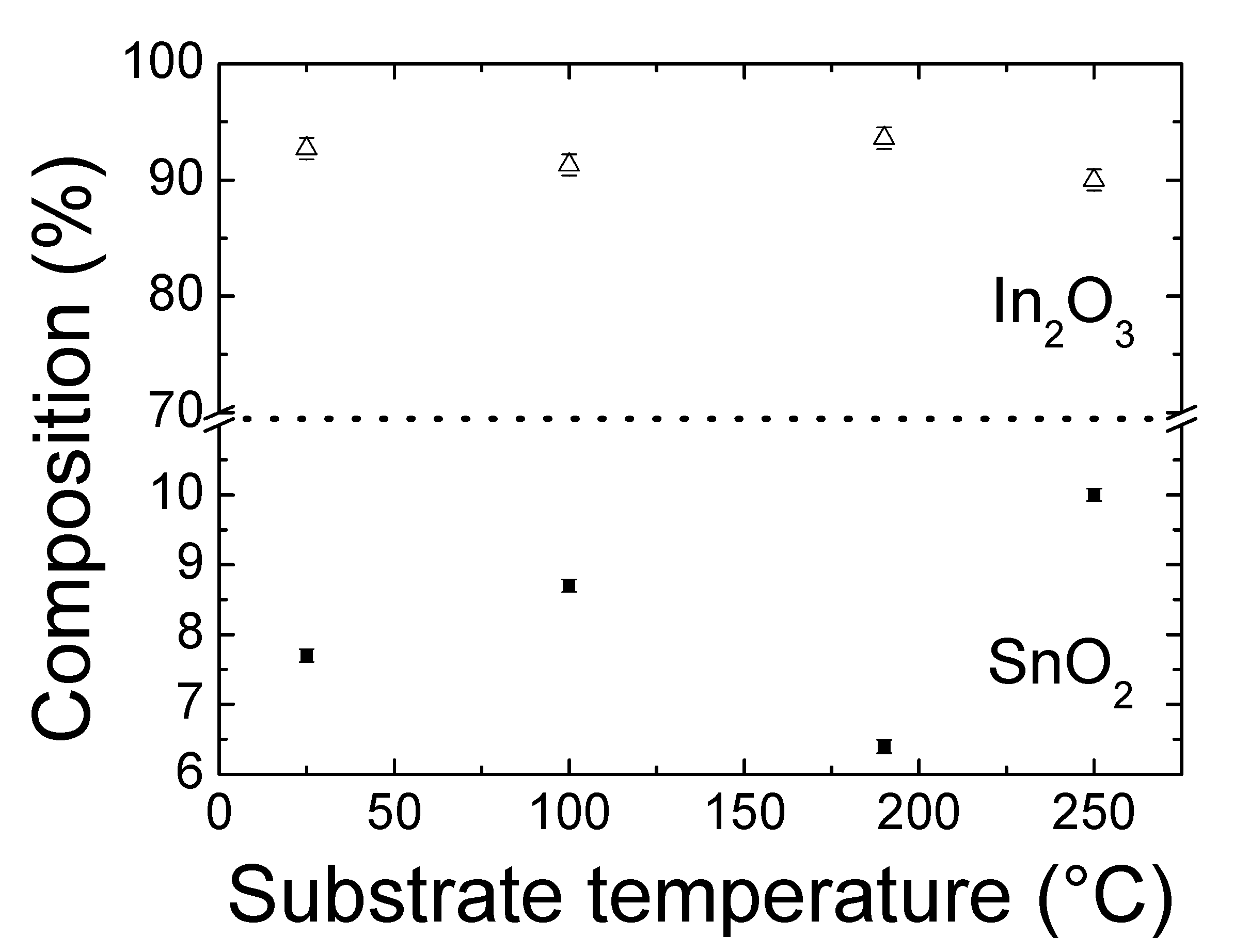
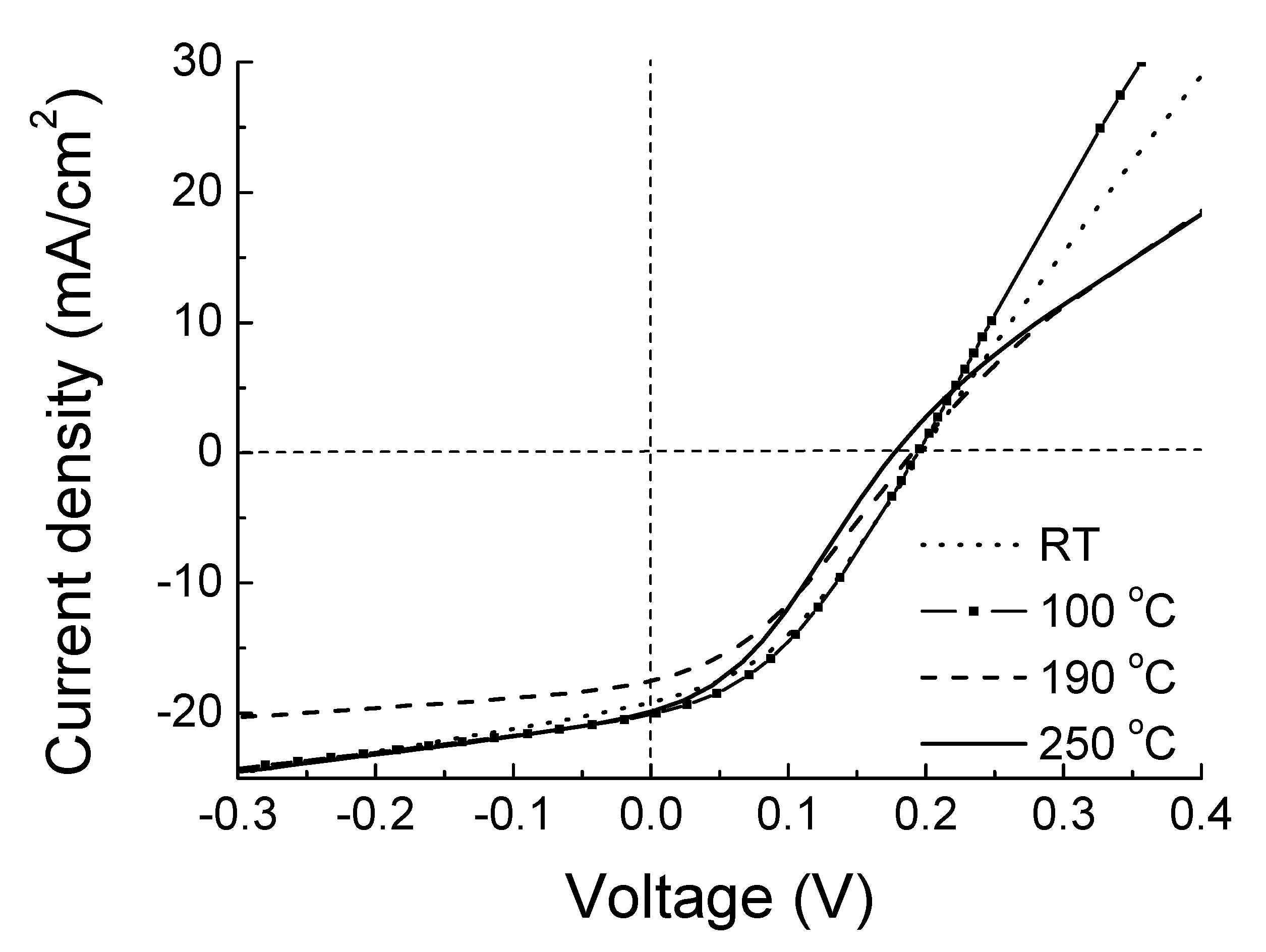
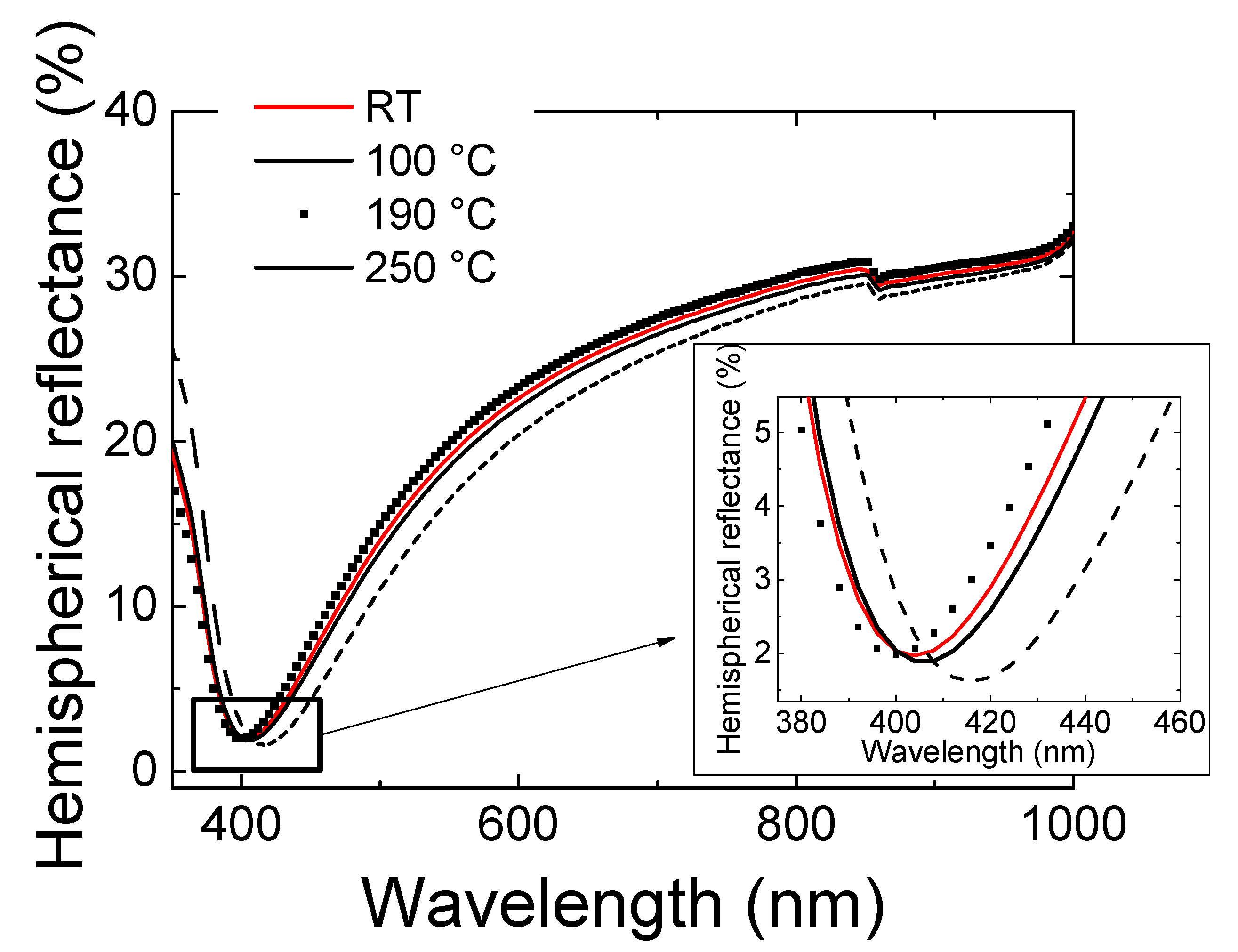
3.1.2. Effect of Substrate Temperature
3.2. Indium-Saving Multicomponent Materials to Replace Conventional TCOs in Different Photovoltaic Technologies
3.2.1. Zn as Dopant in ITO Matrix
3.2.2. Ti as Dopant in ITO Matrix
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, Z.; Chen, C.; Wu, K.; Chong, H.; Ye, H. Transparent conductive oxides and their applications in near infrared plasmonics. Phys. Stat. Sol. 2019, 216, 1700794. [Google Scholar] [CrossRef]
- Rakesh, A.A.; Nallin, S.; Maheshwar, S.; Madhuri, S. Transparent Conducting Oxide Films for Various Applications: A Review. Rev. Adv. Mater. Sci. 2018, 53, 79–89. [Google Scholar] [CrossRef]
- Lee, N.; Bang, J.H.; Kim, H.W.; Jeon, H. New approach to SnO2-based transparent conducting oxides incorporating synergistic effects of Au nano particles and microwave irradiation. Ceram. Int. 2021, 47, 10628–10634. [Google Scholar] [CrossRef]
- Jayathilake, D.S.Y.; Nirmal Peiris, T.A. Overview on Transparent Conducting Oxides and State of the Art of Low-cost Doped ZnO Systems. SF J. Mater. Chem. Eng. 2018, 1, 1004. [Google Scholar]
- Ikhmayies, S.J. Transparent Conducting Oxides for Solar Cell Applications (Chapter 70). In Mediterranean Green Buildings & Renewable Energy; Springer International Publishing: Cham, Switzerland, 2017. [Google Scholar] [CrossRef]
- Brunin, G.; Ricci, F.; Ha, V.A.; Rignanese, G.M.; Hautier, G. Transparent conducting materials discovery using high-throughput computing. NPJ Comput. Mater. 2019, 5, 63. [Google Scholar] [CrossRef] [Green Version]
- Fortunato, E.; Ginley, D.; Hosono, H.; Paine, D.C. Transparent Conducting Oxides for Photovoltaics. MRS Bull. 2007, 32, 242–247. [Google Scholar] [CrossRef] [Green Version]
- Tyagi, V.V.; Rahim, N.A.A.; Rahim, N.A.; Seraj, A.; Selvaraj, L. Progress in solar PV technology: Research and achievement. Renew. Sust. Ener. Rev. 2013, 20, 443–461. [Google Scholar] [CrossRef]
- Luo, D.; Yang, W.; Wang, Z.; Sadhanala, A.; Hu, Q.; Su, R.; Shivanna, R.; Trindade, G.F.; Watts, J.F.; Xu, Z.; et al. Enhanced photovoltage for inverted planar heterojunction perovskite solar cells. Science 2018, 360, 1442–1446. [Google Scholar] [CrossRef] [Green Version]
- Becerril-Romero, I.; Sylla, D.; Placidi, M.; Sánchez, Y.; Andrade-Arvizu, J.; Izquierdo-Roca, V.; Guc, M.; Pérez-Rodríguez, A.; Grini, S.; Vines, L.; et al. Transition-Metal Oxides for Kesterite Solar Cells Developed on Transparent Substrates. ACS Appl. Mater. Interfaces 2020, 12, 33656–33669. [Google Scholar] [CrossRef]
- Txintxurreta, J.; Berasategui, E.G.; Ortiz, R.; Hernández, O.; Mendizábal, L.; Barriga, J. Indium Tin Oxide Thin Film Deposition by Magnetron Sputtering at Room Temperature for the Manufacturing of Efficient Transparent Heaters. Coatings 2021, 11, 92. [Google Scholar] [CrossRef]
- Winnicki, M.; Wiatrowski, A.; Mazur, M. High Power Impulse Magnetron Sputtering of In2O3/Sn Cold Sprayed Composite Target. Materials 2021, 14, 1228. [Google Scholar] [CrossRef]
- Ahmeda, N.M.; Sabah, F.A.; Abdulgafour, H.I.; Alsadig, A.; Suliemane, A.; Alkhoaryef, M. The effect of post annealing temperature on grain size of indium-tin-oxide for optical and electrical properties improvement. Results Phys. 2019, 13, 102159. [Google Scholar] [CrossRef]
- Sousa, M.G.; Da Cunha, A.F. Optimization of low temperature RF-magnetron sputtering of indium tin oxide films for solar cell applications. Appl. Surf. Sci. 2019, 484, 257–264. [Google Scholar] [CrossRef]
- Fernández, S.; González, J.P.; Grandal, J.; Braña, A.F.; García, F.; Borlaf, F.; Gómez-Mancebo, M.B. Non-treated low temperature indium tin oxide fabricated in oxygen-free environment to low-cost silicon-based solar technology. Vacuum 2021, 184, 109783. [Google Scholar] [CrossRef]
- Lim, J.-W.; Na, S.-I.; Kim, H.-K. Anatase TiO2 and ITO co-sputtered films for an indium-saving multicomponent electrode in organic solar cells. Sol. Energy Mater. Sol. Cells 2012, 98, 409–416. [Google Scholar] [CrossRef]
- Fernández, S.; Borlaf, F.; García-Pérez, F.; Gómez-Mancebo, M.B.; Naranjo, F.B.; Braña, A.F.; García-Hernández, M.; Munuera, C. Tailored amorphous ITAZO transparent conductive electrodes. Mater. Sci. Semicond. Process. 2019, 90, 252–258. [Google Scholar] [CrossRef]
- Way, A.; Luke, J.; Evans, A.D.; Li, Z.; Kim, J.-S.; Durrant, J.R.; Hin Lee, H.K.; Tsoi, W.C. Fluorine doped tin oxide as an alternative of indium tin oxide for bottom electrode of semi-transparent organic photovoltaic devices. AIP Adv. 2019, 9, 085220. [Google Scholar] [CrossRef]
- Yao, Z.; Duan, W.; Steuter, P.; Hüpkes, J.; Lambertz, A.; Bittkau, K.; Pomaska, M.; Qiu, D.; Qiu, K.; Wu, Z.; et al. Influence of Oxygen on Sputtered Titanium-Doped Indium Oxide Thin Films and Their Application in Silicon Heterojunction Solar Cells. Sol. RRL 2021, 5, 2000501. [Google Scholar] [CrossRef]
- Jung, D.H.; Oh, Y.-J.; Lim, S.-H.; Kim, H.-K.; Lee, H. The optical and electrical properties of amorphous gallium/titanium co-doped indium oxide films based on oxygen flow dependence. J. Appl. Phys. 2021, 129, 125301. [Google Scholar] [CrossRef]
- Ciacci, L.; Werner, T.T.; Vassura, I.; Passarini, F. Backlighting the European indium recycling potentials. J. Ind. Ecol. 2019, 23, 426–437. [Google Scholar] [CrossRef] [Green Version]
- Palitzsch, W. Implementation of A Circular Economy Based on Recycled, Reused and Recovered Indium, Silicon and Silver Materials for Photovoltaic and Other Applications-Latest News from CABRISS (EU Collaborative Project); European Commission: Brussels, Belgium, 2018; pp. 2462–2464. Available online: https://cordis.europa.eu/project/id/641972/es (accessed on 9 December 2021).
- Hutchins, M. The Weekend Read: A Lead-Free Future for Solar PV. PV Mag 2019. Available online: https://www.pv-magazine.com/2019/10/26/the-weekend-read-a-lead-free-future-for-solar-pv/ (accessed on 9 December 2021).
- Horcas, I.; Fernández, R.; Gomez-Rodriguez, J.M.; Colchero, J.; Gómez-Herrero, J.; Baro, A.M. WSXM: A software for scanning probe microscopy and a tool for nanotechnology. Rev. Sci. Instrum. 2007, 78, 01370. [Google Scholar] [CrossRef] [PubMed]
- Tauc, J.; Grigorovici, R.; Vancu, A. Optical properties and electronic structure of Germanium. Phys. Stat. Sol. 1966, 15, 627–637. [Google Scholar] [CrossRef]
- Gao, M.; Job, R.; De-Sheng, X.; Fahrner, W.R. Thickness dependence of resistivity and optical reflectance of ITO films. Chin. Phys. Let. 2008, 25, 1380. [Google Scholar] [CrossRef]
- Prepelita, P.; Filipescu, M.; Stavarache, I.; Garoi, F.; Craciun, D. Transparent thin films of indium tin oxide: Morphology-optical investigations, inter dependence analyses. Appl. Surf. Sci. 2017, 424, 368–373. [Google Scholar] [CrossRef]
- Steinecke, M.; Naran, T.A.; Christian, K.; Behrens, P.; Jensen, L.; Jupé, M.; Ristau, D. Electrical and optical properties linked to laser damage behaviour in conductive thin film materials. Opt. Mater. Express 2021, 11, 35–47. [Google Scholar] [CrossRef]
- Zhang, K.; Zhu, F.; Huan, C.H.A.; Wee, A.T.S. Indium tin oxide prepared by radio frequency magnetron sputtering method at a low processing temperature. Thin Solid Films 2000, 376, 255–263. [Google Scholar] [CrossRef]
- Benoy, M.D.; Mohammed, E.M.; Suresh Babu, M.; Binu, P.J.; Pradeep, B. Thickness dependence of the properties of indium tin oxide (ITO) FILMS prepared by activated reactive evaporation. Braz. J. Phys. 2009, 39, 629–632. [Google Scholar] [CrossRef] [Green Version]
- Saeed, U.; Abdel-Wahab, M.S.H.; Sajith, V.K.; Ansari, M.S.; Ali, A.M.; Al-Turaif, H.A. Characterization of an amorphous indium tin oxide (ITO) film on a polylactic acid (PLA) substrate. Bull. Mater. Sci. 2019, 42, 175. [Google Scholar] [CrossRef] [Green Version]
- Mudryi, A.V.; Ivaniukovich, A.V.; Ulyashin, A.G. Deposition by magnetron sputtering and characterization of indium tin oxide thin films. Thin Solid Films 2007, 515, 6489–6492. [Google Scholar] [CrossRef]
- Isiyaku, A.K.; Ali, A.H.; Ahmad, R.A.; Bhari, B.Z. Optoelectronic simulation properties of transparent conducting indium tin oxide for solar cell application. J. Sci. Tech. 2017, 9, 49–54. [Google Scholar]
- Oh, W.-K.; Hussain, S.Q.; Lee, Y.-J.; Lee, Y.; Ahn, S.; Yi, J. Study on the ITO work function and hole injection barrier at the interface of ITO/a-Si:H(p) in amorphous/crystalline silicon heterojunction solar cells. Mater. Res. Bull. 2012, 47, 3032–3035. [Google Scholar] [CrossRef]
- Klein, A.; Körber, C.; Wachau, A.; Säuberlich, F.; Gassenbauer, Y.; Harvey, S.P.; Proffit, D.E.; Mason, T.O. Transparent conducting oxides for photovoltaics: Manipulation of fermi level, work function and energy band alignment. Materials 2010, 3, 4892–4914. [Google Scholar] [CrossRef] [Green Version]
- Wu, C.-C.; Diao, C.-C. Effects of substrate temperature on the properties of the indium tin oxide thin films deposited by sputtering method. In Proceedings of the 13th MATEC Web of Conferences, Warsaw, Poland, 5–7 October 2018; Volume 185, p. 6. [Google Scholar] [CrossRef] [Green Version]
- Louwen, A.; Van Sark, W.; Schropp, R.; Faaij, A. A cost roadmap for silicon heterojunction solar cells. Sol. Energy Mater. Sol. Cells 2016, 147, 295–314. [Google Scholar] [CrossRef] [Green Version]
- Minemoto, T.; Mizuta, T.; Takakura, H.; Hamakawa, Y. Antireflective coating fabricated by chemical deposition of ZnO for spherical Si solar cells. Sol. Energy Mater. Sol. Cells 2007, 91, 191–194. [Google Scholar] [CrossRef]
- Le, A.H.T.; Dao, V.A.; Pham, D.P.; Kim, S.; Dutta, S.; Thi Nguyen, C.P.; Lee, Y.; Kim, Y.; Yi, J. Damage to passivation contact in silicon heterojunction solar cells by ITO sputtering under various plasma excitation modes. Sol. Energy Mater. Sol. Cells 2019, 192, 36–43. [Google Scholar] [CrossRef]
- Meza, D.; Cruz, A.; Morales-Vilches, A.B.; Korte, L.; Stannowski, B. Aluminum-Doped Zinc Oxide as Front Electrode for Rear Emitter Silicon Heterojunction Solar Cells with High Efficiency. Appl. Sci. 2019, 9, 862. [Google Scholar] [CrossRef] [Green Version]
- Fernández, S.; Bosca, A.; Pedros, J.; Ines, A.; Fernández, M.; Arnedo, I.; González, J.P.; de la Cruz, M.; Sanz, D.; Molinero, A.; et al. Advanced Graphene-Based Transparent Conductive Electrodes for Photovoltaic Applications. Micromachines 2019, 10, 402. [Google Scholar] [CrossRef] [Green Version]
- Fernández, S.; García-Pérez Borlaf, F.; Gómez-Mancebo, M.B.; Braña, A.F.; Naranjo, F.B.; García-Hernández, M.; Munuera, C. Amorphous ITAZO films as advanced coatings for cost-effective silicon based photovoltaic device technology. Mater. Today Proc. 2018, 5, 13694–13702. [Google Scholar] [CrossRef]
- Taylor, M.P.; Readey, D.W.; Van Hest, M.F.A.M.; Teplin, C.W.; Alleman, J.L.; Dabney, M.S.; Gedvilas, L.M.; Keyes, B.M.; To, B.; Perkins, J.D.; et al. The Remarkable Thermal Stability of Amorphous In-Zn-O Transparent Conductors. Adv. Funct. Mater. 2008, 18, 3169–3178. [Google Scholar] [CrossRef]
- Hashimoto, R.; Abe, Y.; Nakada, T. High Mobility Titanium-Doped In2O3 Thin Films Prepared by Sputtering/Post-Annealing Technique. Appl. Phys. Express 2008, 1, 015002. [Google Scholar] [CrossRef]
- Bowers, J.W.; Upadhyaya, H.M.; Nakada, T.; Tiwari, A.N. Effects of surface treatments on high mobility ITiO coated glass substrates for dye sensitized solar cells and their tandem solar cell applications. Sol. Energy Mater. Sol. Cell 2010, 94, 691–696. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ITO Thickness (nm) | Film Nature | I(222)/I(400) | n (1020 cm−3) | μ (cm2/V·s) | Rsh (Ω/sqr) | ρ (Ω·cm) |
|---|---|---|---|---|---|---|
| 45 | Amorphous | - | 6.20 | 20.2 | 260 | 1.2 × 10−3 |
| 80 | Transition amorphous to polycrystalline | - | 7.20 | 16.0 | 85 | 6.8 × 10−4 |
| 140 | Polycrystalline | 2.17 | 4.20 | 25.5 | 55 | 7.7 × 10−4 |
| ITO Thickness (nm) | TVIS (%) | TNIR (%) | EGAP (eV) | Film Nature |
|---|---|---|---|---|
| 45 | 85.0 | 89.8 | 3.64 | Amorphous |
| 80 | 78.4 | 79.0 | 3.75 | Transition amorphous to polycrystalline |
| 140 | 79.6 | 69.8 | 3.98 | Polycrystalline |
| Tsubstrate (°C) | Film Nature | n × 1020 (cm−3) | μ (cm2/V·s) | Rsh (Ω/sqr) | ρ (Ω·cm) | VOC (V) |
|---|---|---|---|---|---|---|
| RT | Amorphous | 6.2 | 20.2 | 260 | 1.2 × 10−3 | 0.197 |
| 100 | Transition amorphous to polycrystalline | 5.8 | 15.0 | 200 | 9.0 × 10−4 | 0.194 |
| 190 | Polycrystalline | 6.0 | 18.6 | 180 | 8.1 × 10−4 | 0.190 |
| 250 | Polycrystalline | 5.9 | 16.0 | 170 | 7.6 × 10−4 | 0.177 |
| Tsubstrate (°C) | Film Nature | TVIS (%) | RHem (%) | JSC (mA/cm2) |
|---|---|---|---|---|
| RT | Amorphous | 85.0 | 23.3 | 19.2 |
| 100 | Transition amorphous to polycrystalline | 86.0 | 22.9 | 20.1 |
| 190 | Polycrystalline | 84.5 | 23.9 | 17.6 |
| 250 | Polycrystalline | 87.5 | 21.8 | 19.8 |
| ITO DC Power (W) | AZO RF Power (W) | Film Nature | In2O3 (wt%) | ZnO (wt%) | Al2O3 (wt%) | SnO2 (wt%) |
|---|---|---|---|---|---|---|
| 25 | 250 | Polycrystalline | 67 | 19 | 11 | 3.5 |
| 75 | 250 | Amorphous | 86 | 5.4 | 4.2 | 4.2 |
| 150 | 250 | Amorphous | 90 | 1.8 | 0.7 | 7.9 |
| 300 | 250 | Amorphous | 94 | 3.6 | - | 2.4 |
| 25 & RT (#1) [15] | 0 | Amorphous | 93 | 7.0 | - | - |
| 75 & 190 °C (#2) [15] | 0 | Polycrystalline | 93.4 | 6.6 | - | - |
| 0 | 250 & 190 °C (#3) [41,42] | Polycrystalline | - | - | 2.0 | 98 |
| ITO DCP/AZO RFP | In2O3 (wt%)/ in-Saving (%) | FOM × 10−3 (Ω−1) | AR Capability (%) |
|---|---|---|---|
| 25/250 | 67/28 | 0.35 | 11.5 |
| 75/250 | 86/7.5 | 2.23 | 8.9 |
| 150/250 | 90/3.2 | 2.22 | 13.8 |
| 300/250 | 94/- | 0.27 | 11.3 |
| 25/-(#1) | 93/- | 1.03 | 11.9 |
| 75/-(#2) | 93.4/- | 0.37 | 12.5 |
| 0/250 (#3) | 0/100 | 1.84 | 13.0 |
| ITO DC Power (W) | TiO2 RF Power (W) | Film Nature | I(222)/I(400) | In2O3 (wt%) | TiO2 (wt%) | SnO2 (wt%) |
|---|---|---|---|---|---|---|
| 50 | 0 | Polycrystalline | 3.2 | 92.7 | - | 7.3 |
| 50 | 25 | Polycrystalline | 2.9 | 92.2 | 0.5 | 7.3 |
| 50 | 50 | Polycrystalline | 2.0 | 91.7 | 1.1 | 7.2 |
| ITO DCP (W) /TiO2 RFP (W) | In2O3 (wt%)/ in-Saving (%) | FOM × 10−3 (Ω−1) | TVIS (%) | TNIR (%) | ρ × 10−4 (Ω·cm) |
|---|---|---|---|---|---|
| 0/50 | 92.7/- | 2.45 | 78.5 | 43.8 | 2.38 |
| 50/25 | 92.2/0.5 | 4.30 | 85.0 | 72.9 | 2.65 |
| 50/50 | 91.7/1.1 | 8.47 | 89.0 | 83.5 | 1.62 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fernández, S.; González, J.P.; Grandal, J.; Braña, A.F.; Gómez-Mancebo, M.B.; Gandía, J.J. Roles of Low Temperature Sputtered Indium Tin Oxide for Solar Photovoltaic Technology. Materials 2021, 14, 7758. https://doi.org/10.3390/ma14247758
Fernández S, González JP, Grandal J, Braña AF, Gómez-Mancebo MB, Gandía JJ. Roles of Low Temperature Sputtered Indium Tin Oxide for Solar Photovoltaic Technology. Materials. 2021; 14(24):7758. https://doi.org/10.3390/ma14247758
Chicago/Turabian StyleFernández, Susana, José Pablo González, Javier Grandal, Alejandro F. Braña, María Belén Gómez-Mancebo, and José Javier Gandía. 2021. "Roles of Low Temperature Sputtered Indium Tin Oxide for Solar Photovoltaic Technology" Materials 14, no. 24: 7758. https://doi.org/10.3390/ma14247758