
The Effect of Welding Current and Electrode Force on the Heat Input, Weld Diameter, and Physical and Mechanical Properties of SS316L/Ti6Al4V Dissimilar Resistance Spot Welding with Aluminum Interlayer

 ,
,  , and
, and
Abstract
:1. Introduction
2. Materials and Method
3. Results and Discussion
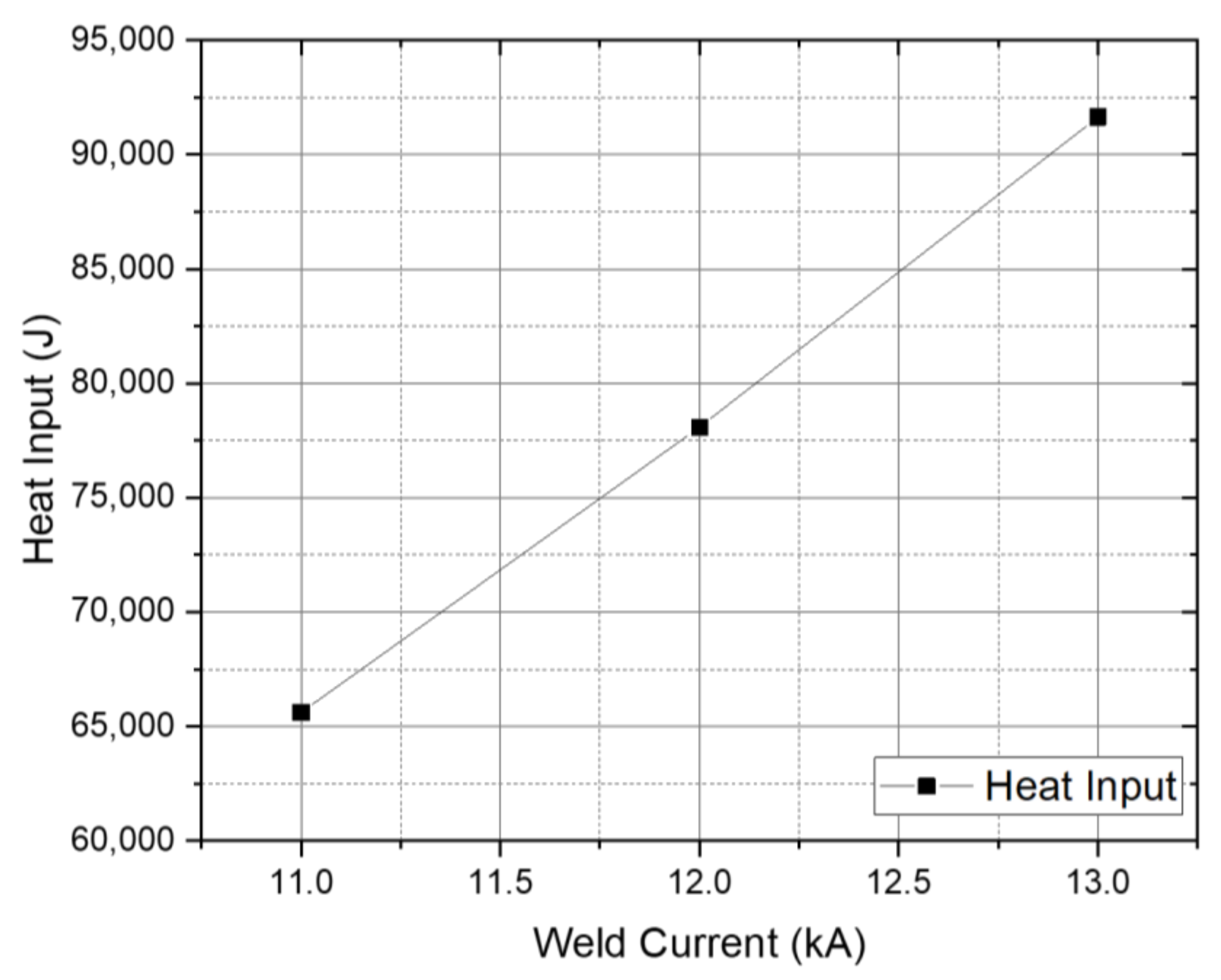
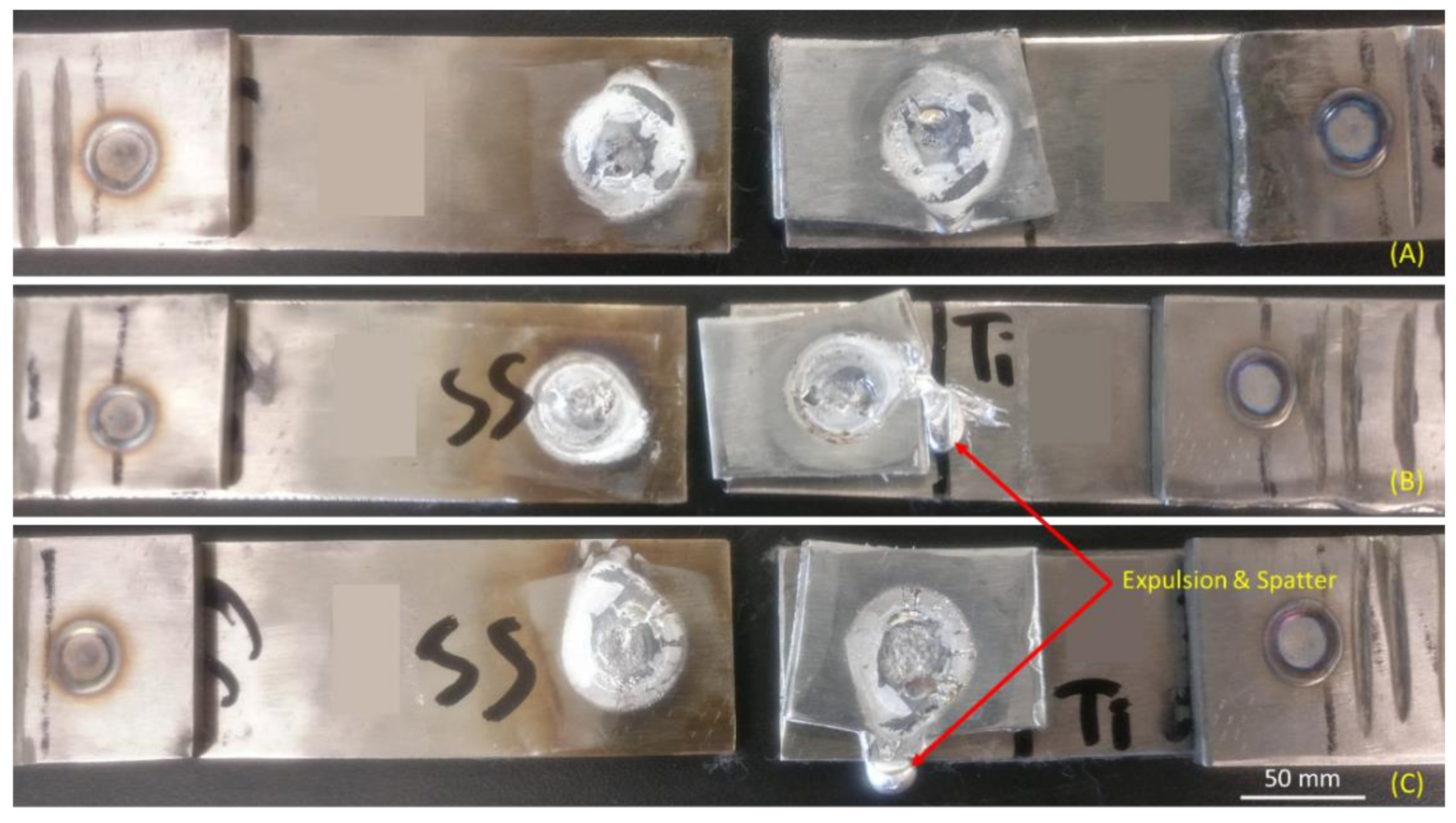
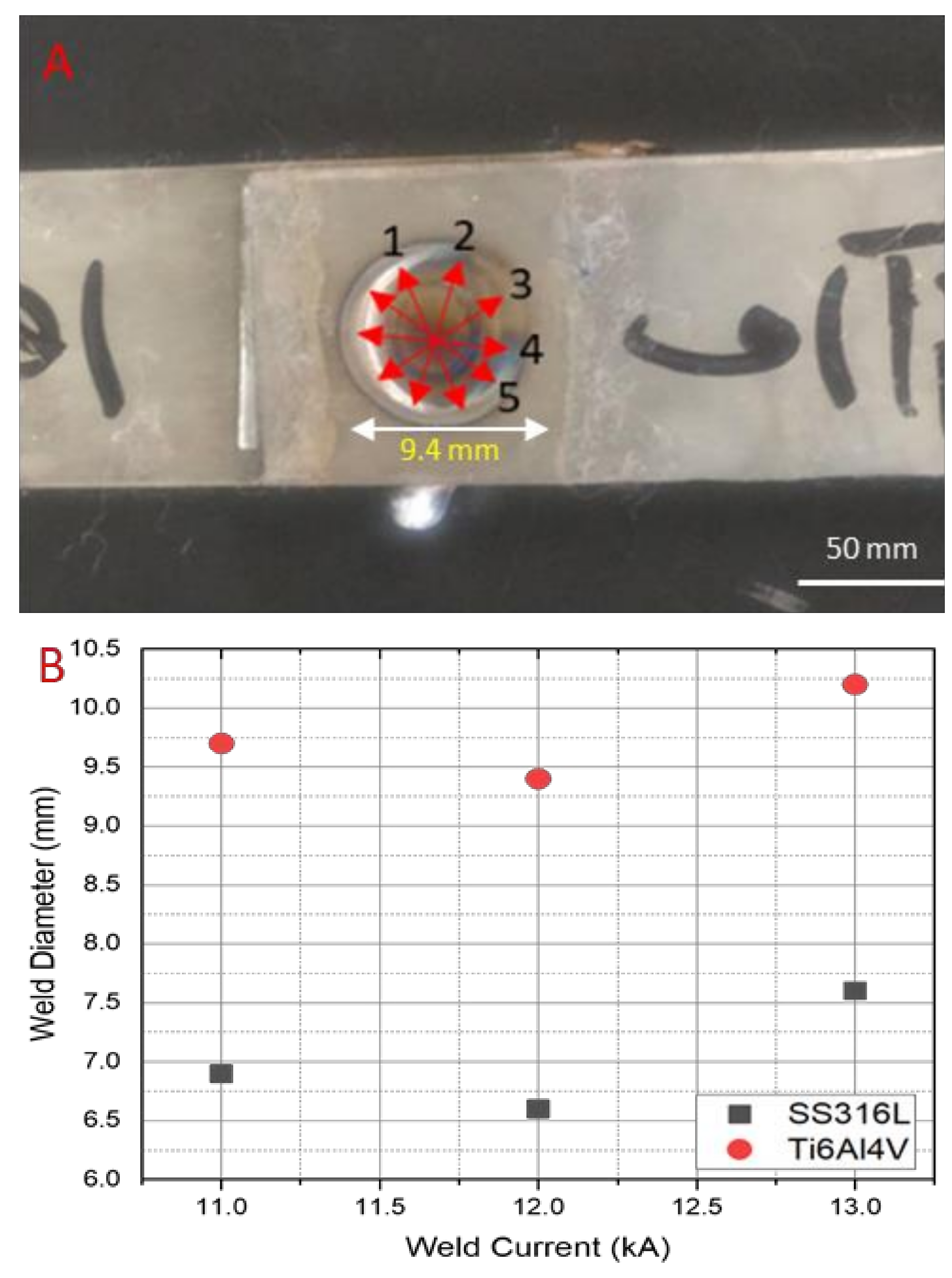
3.1. Heat Input and Physical Properties Analysis
3.2. Tensile-Shear Test
3.3. Welded Joint Morphology
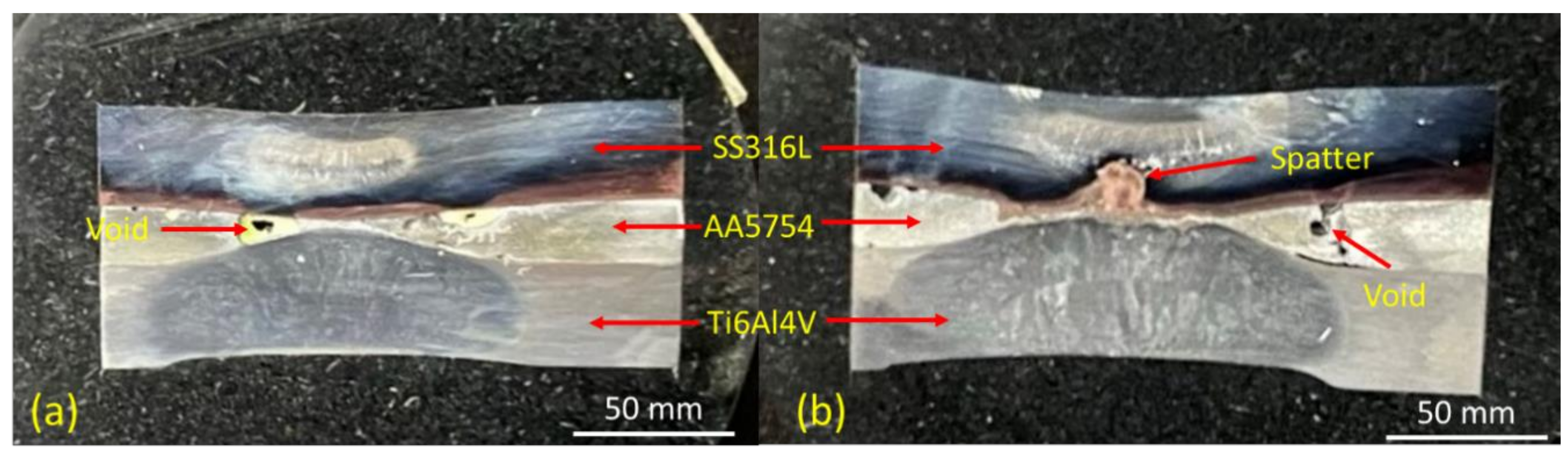
3.3.1. Cross-Sectional Morphology
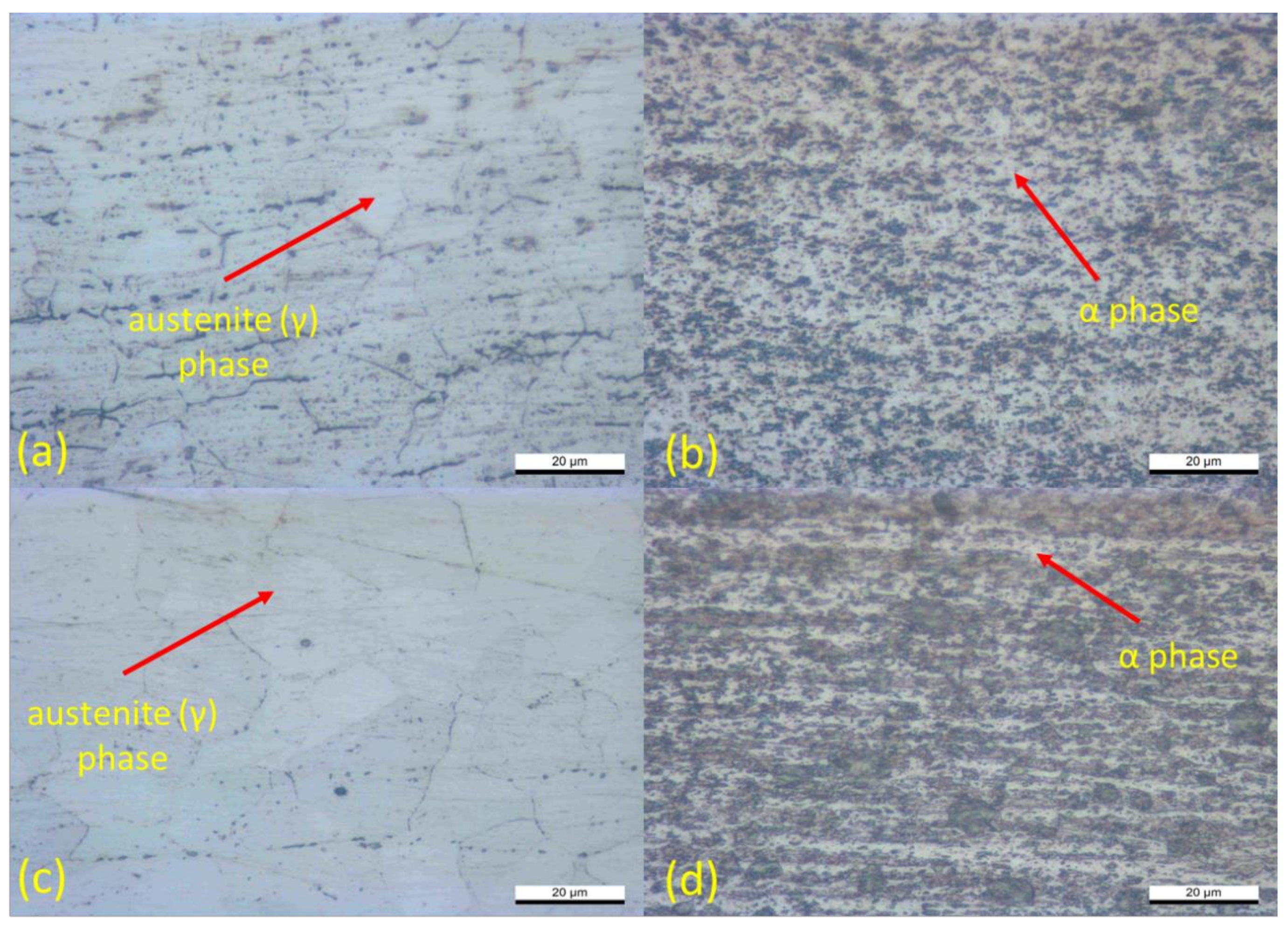
3.3.2. Microstructure Examination
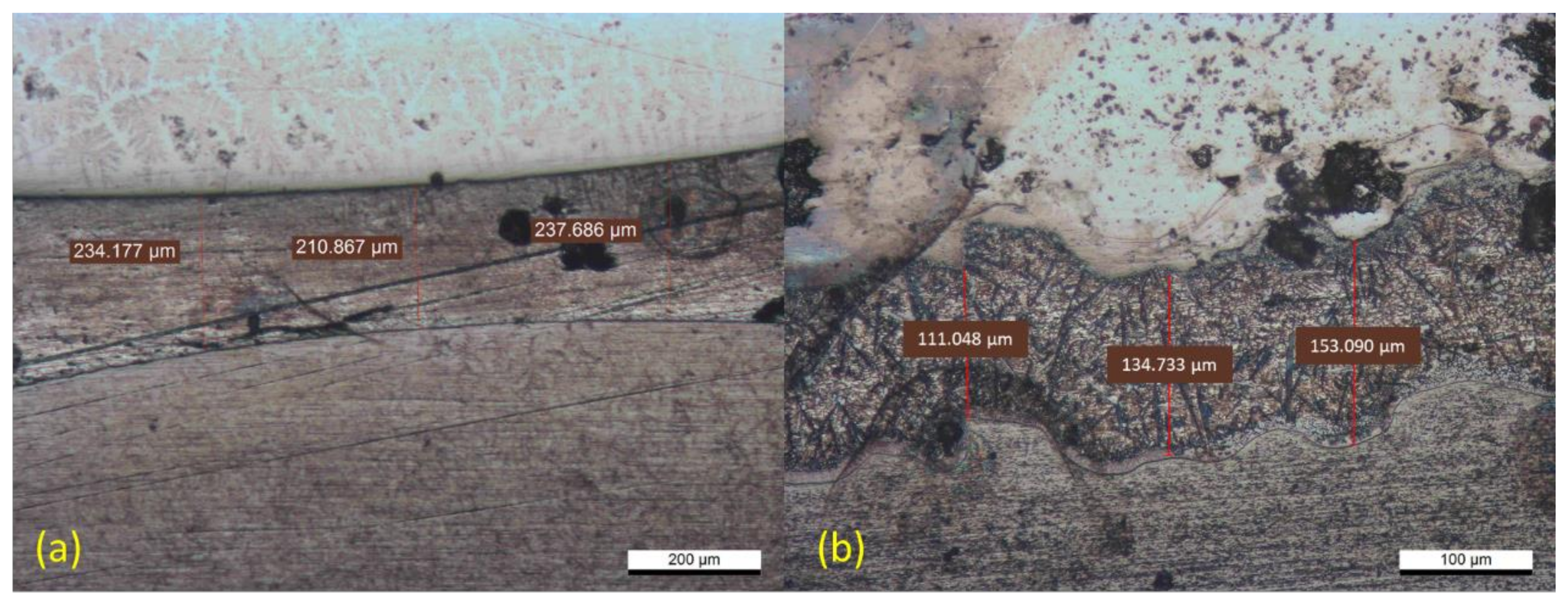
3.3.3. The Effect of Welding Parameters on the Interlayer
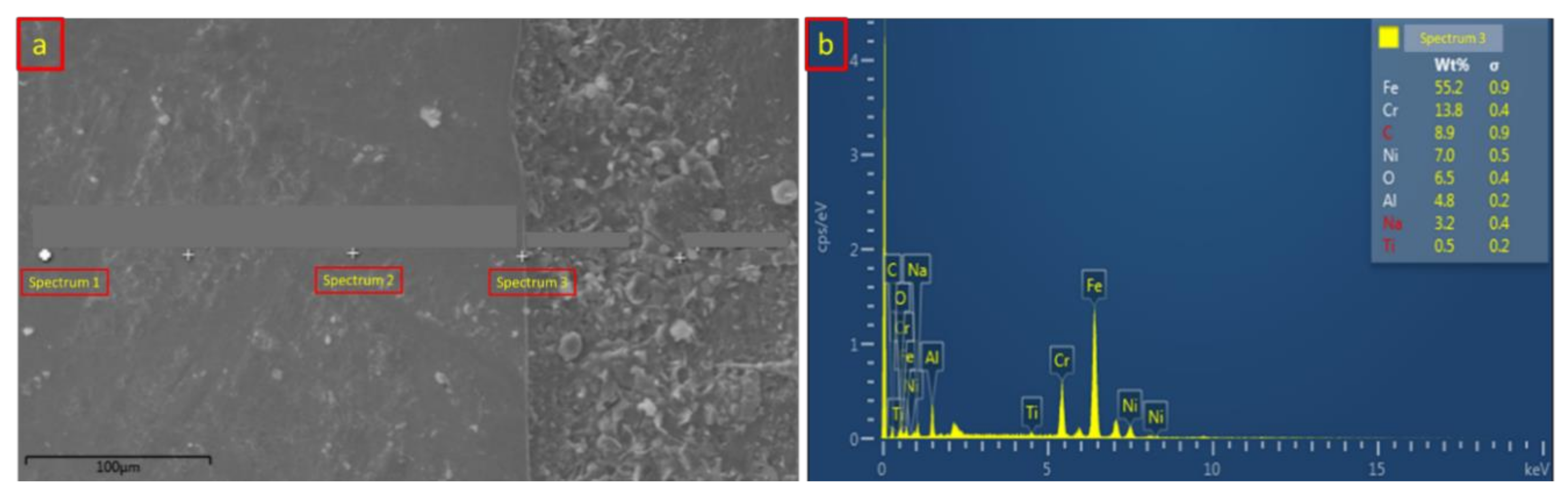
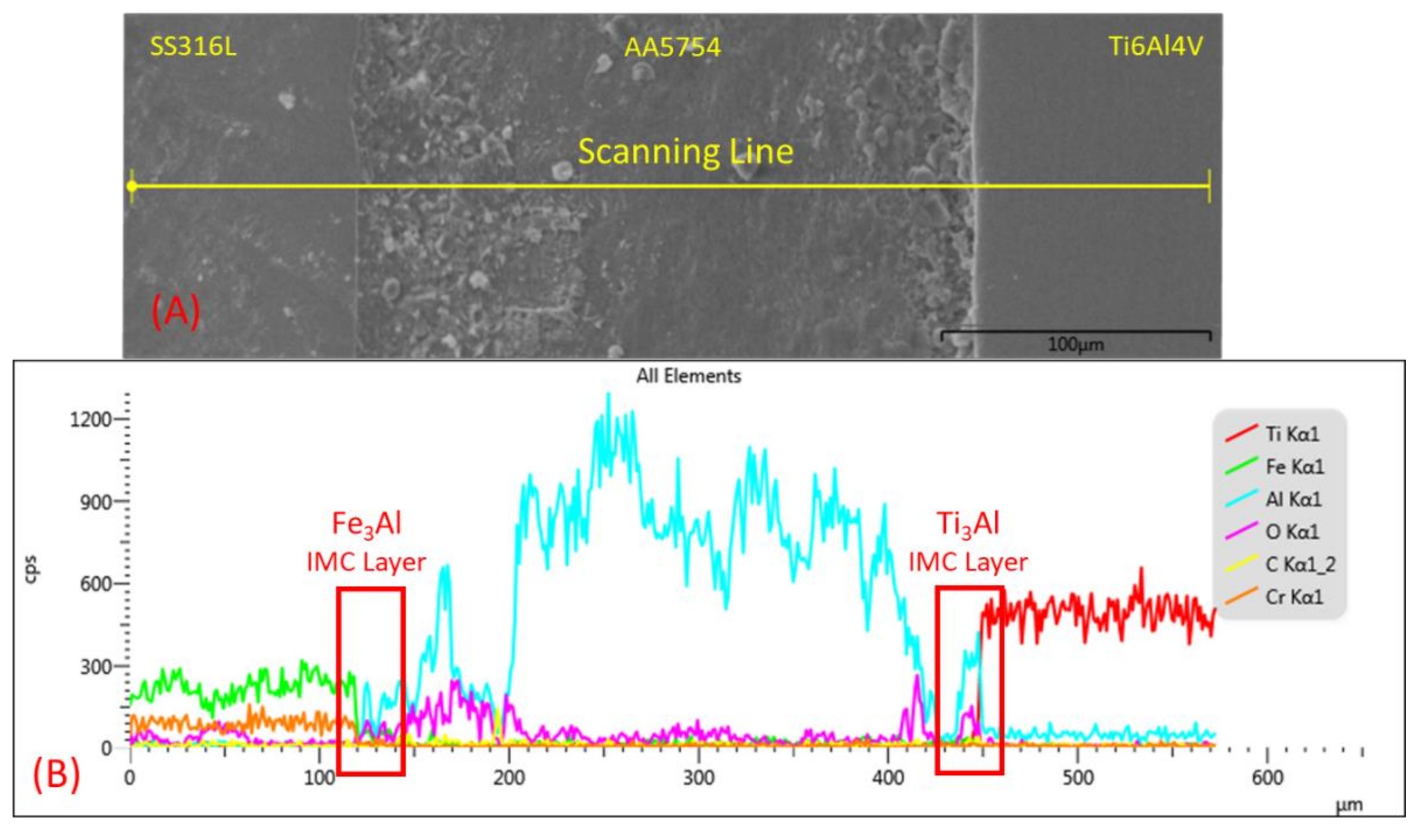
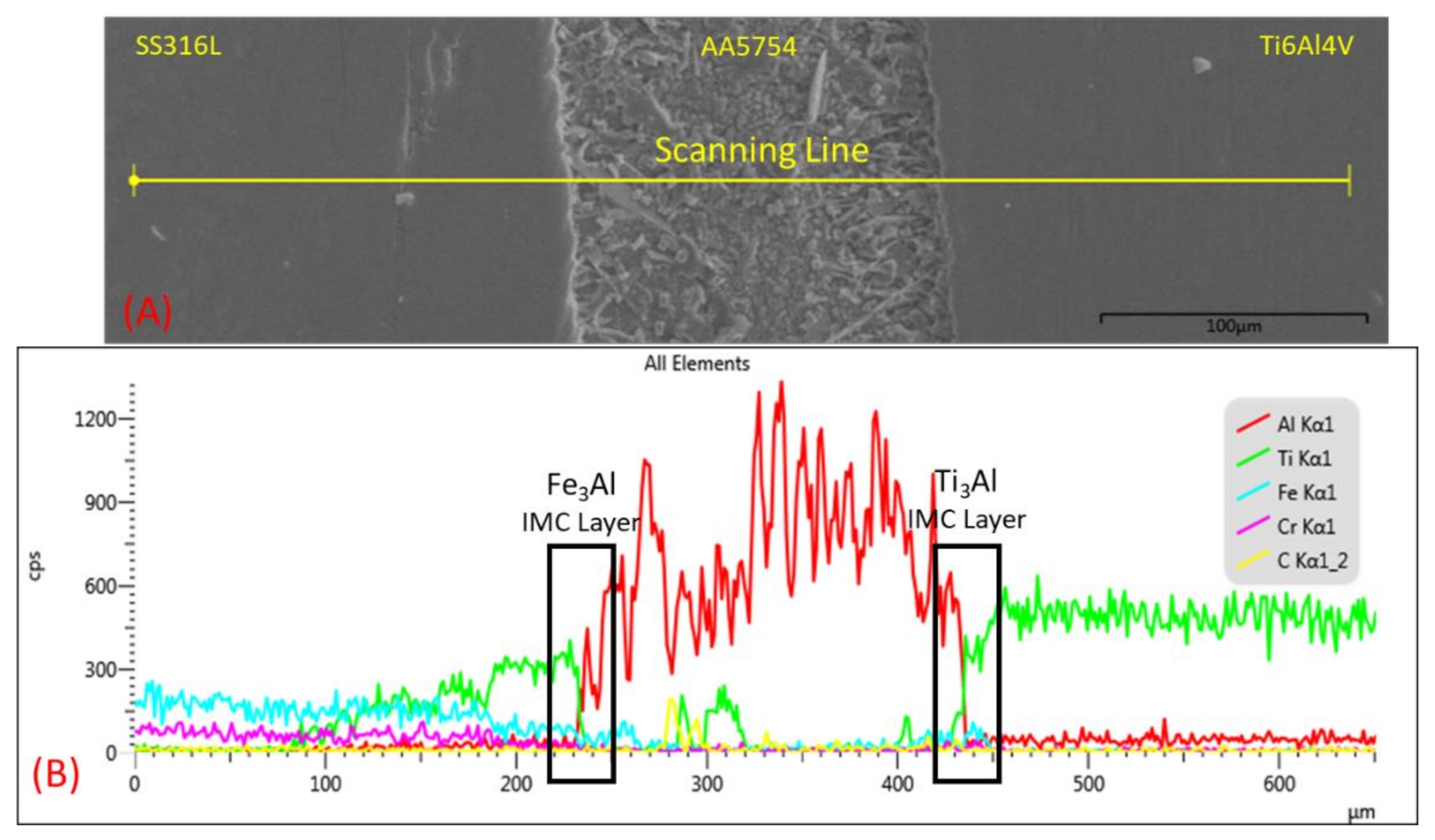
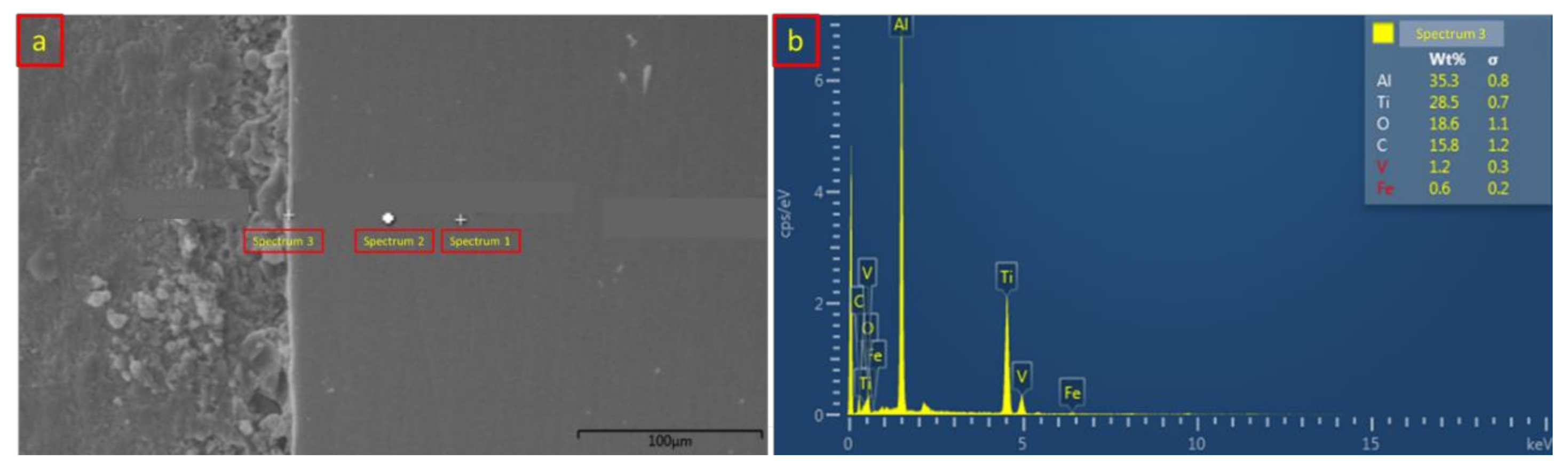
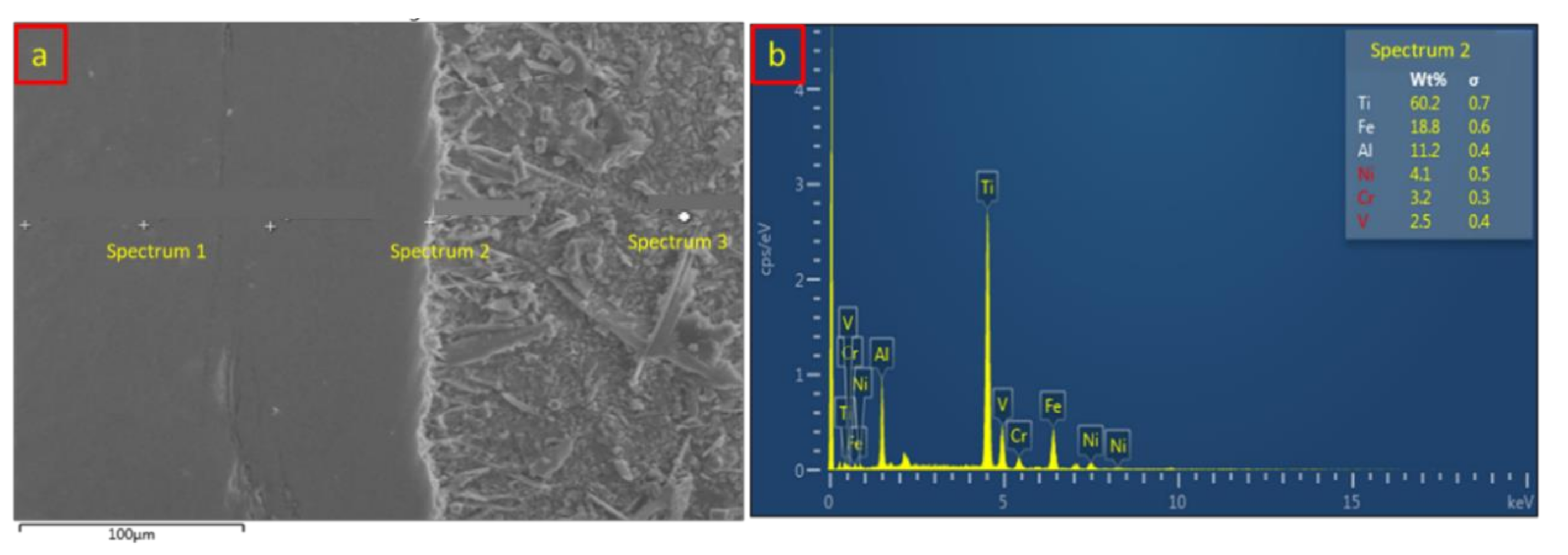
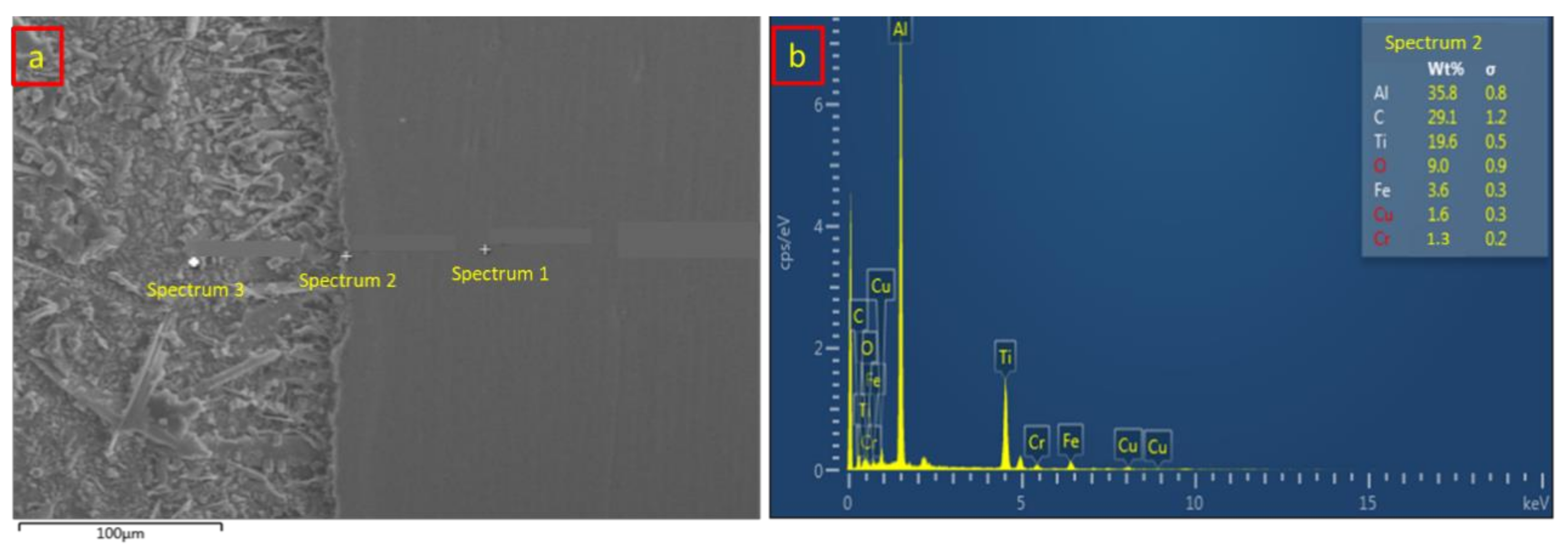
3.4. Chemical Composition Analysis
3.5. Microhardness Test
4. Conclusions
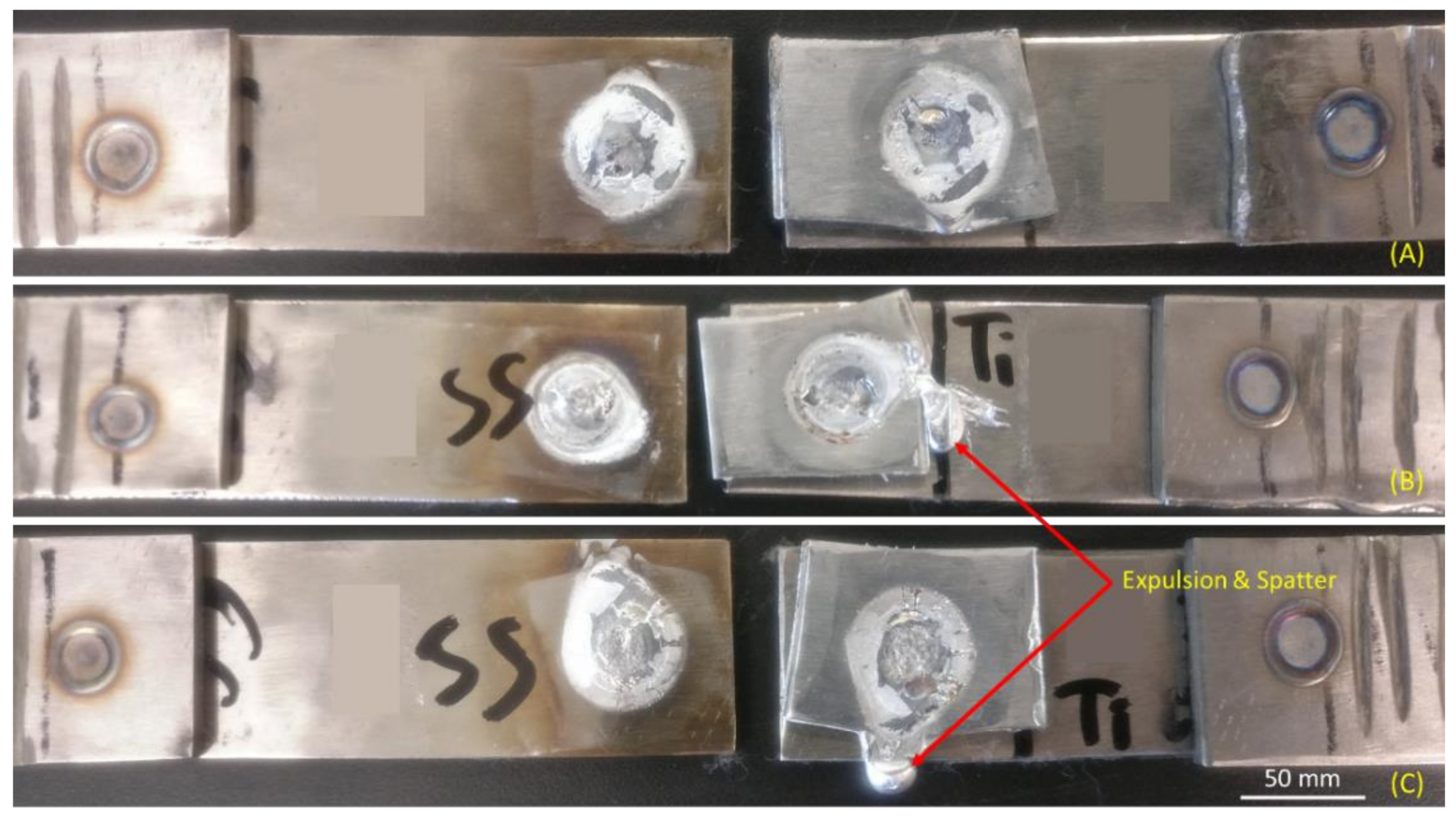
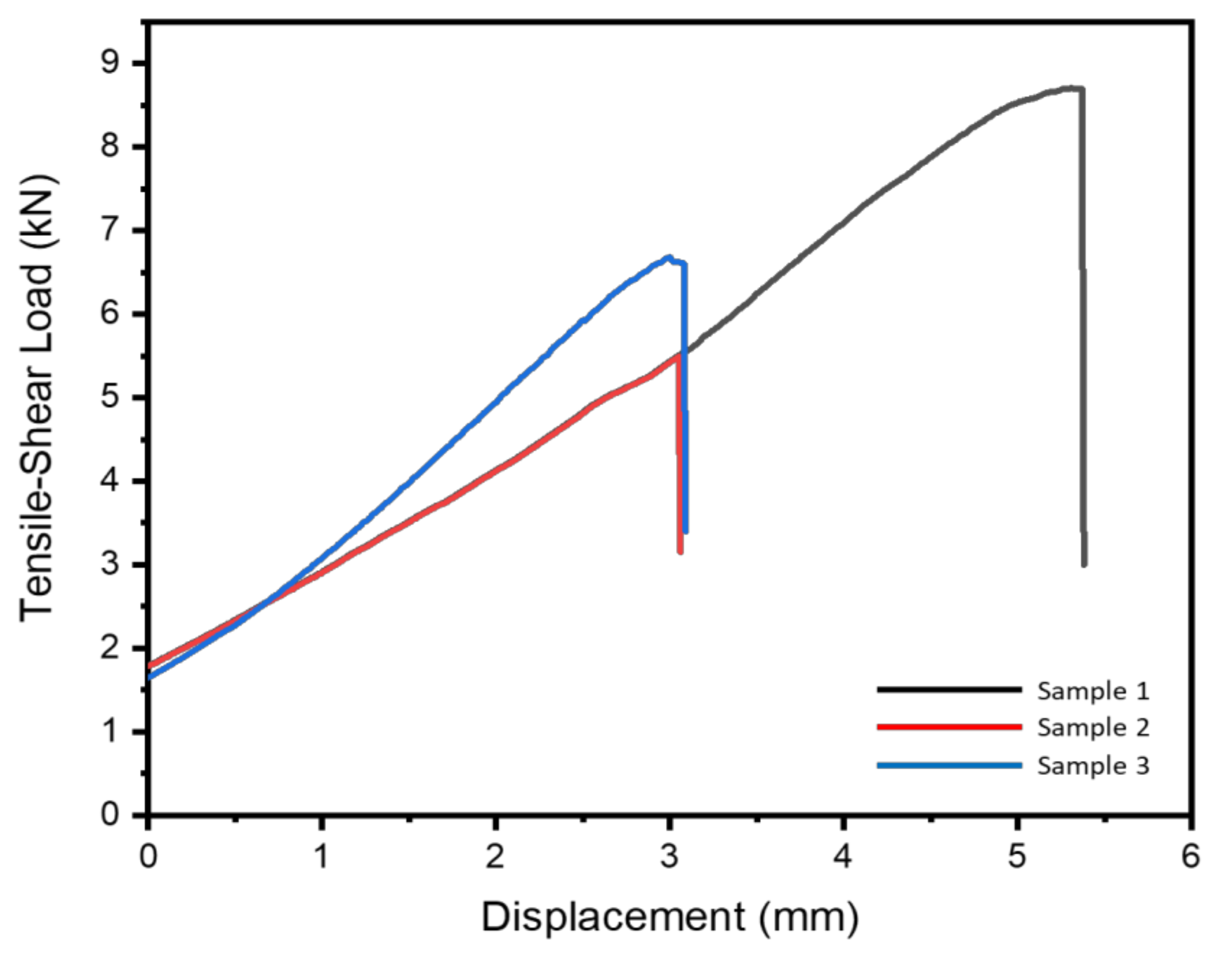
- As the welding current and the electrode force increased, the generated heat input on the resistance spot welded samples also increased. The effect of a higher generated heat input affected several joint qualities, such as a greater weld nugget diameter, massive spatter and expulsion on the highest heat input, microhardness value, and the microstructure and chemical composition of the entire joint morphology. Meanwhile, the highest joint strength of 8.71 kN was achieved at the lowest heat input of the 11 kA welding current, 3 kN electrode force, and 30 cycles of welding time and holding time.
- High welding current and electrode force also affected the microstructure morphology. The lathy and acicular delta-ferrite (δ) phases were found in the low heat input sample at the stainless steel interface. Meanwhile, the dendritic delta-ferrite (δ) phase was found to be more dominant at the high heat input of the stainless steel interface. The titanium morphology consisted of acicular α’ martensite and a dominant β phase transformation, which is the primary cause of the increase of the microhardness value. Meanwhile, the interlayer thickness significantly decreased due to the applied high welding current and high electrode force. The higher heat input caused the over-melted aluminum interlayer, and the higher electrode force convincingly suppressed the interlayer to the smaller thickness. These factors lead to a decrease in joint strength and joint quality.
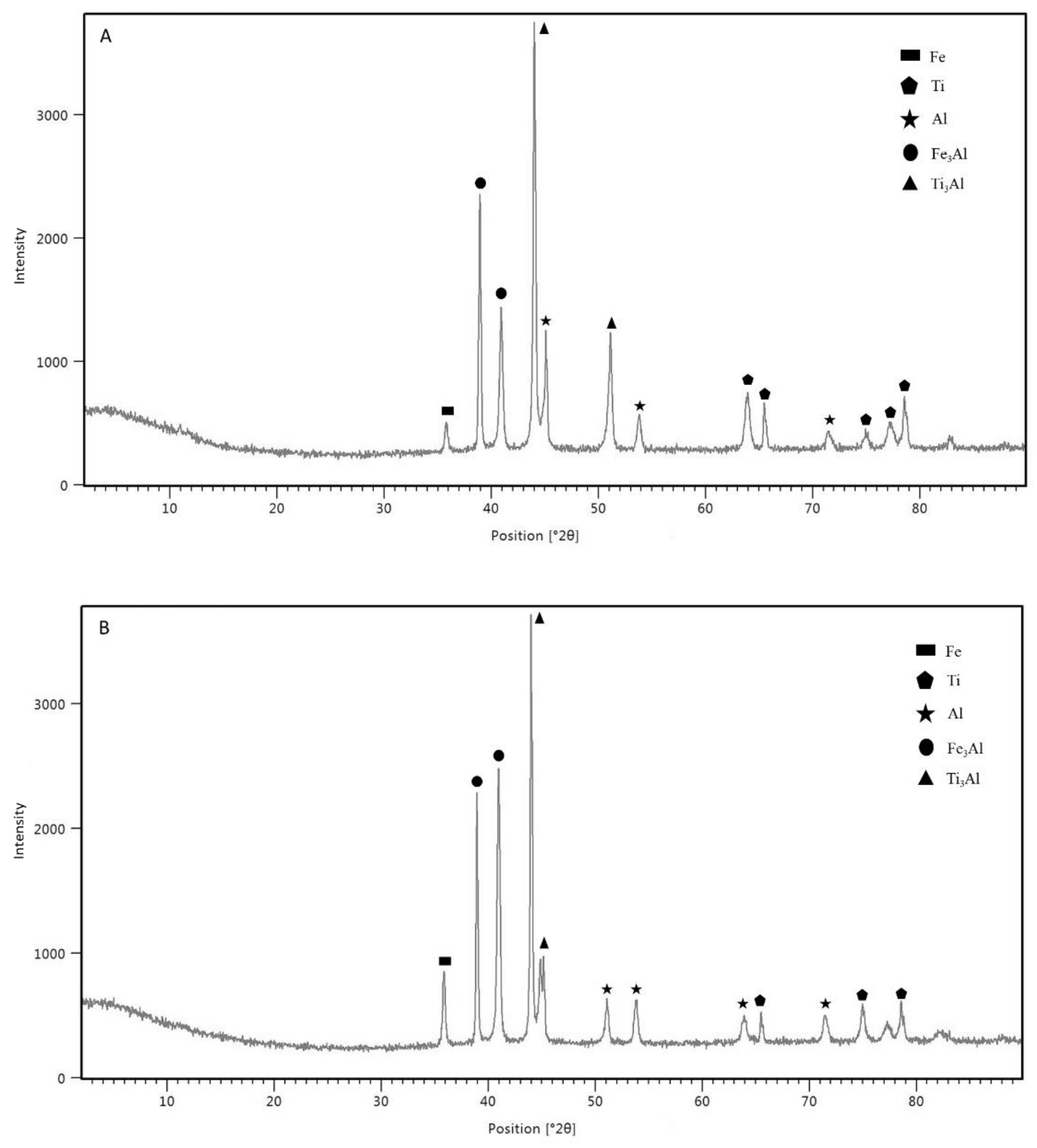
- The chemical composition analysis showed that the higher welding current and electrode force are prone to produce better diffusion-reaction between the base metals and the interlayer. The formation of Fe3Al and Ti3Al were successfully exhibited at the intermetallic compound layer of the SS/Al and Ti/Al interfaces for both samples. Additionally, the diffusion-reaction rate at sample 3, which was welded with the highest welding current and highest electrode force, was found to be significantly higher than that of the samples welded with low welding current and electrode force.
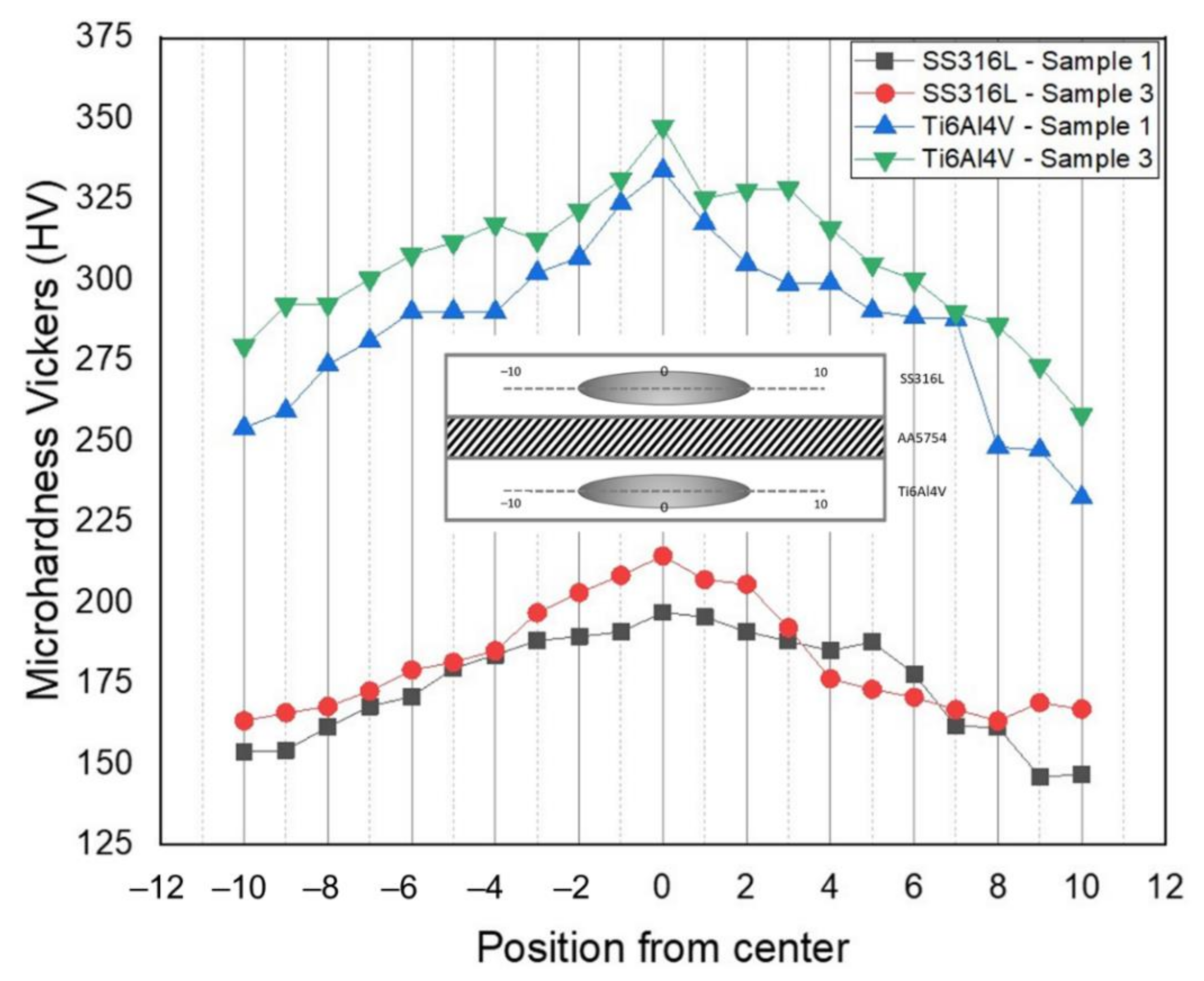
- The microhardness value was found to be relatively higher at the sample which implemented the highest welding current and electrode force. The excessive generated heat input and rapid cooling temperature, that caused microstructural transformation, led to the increase of the microhardness value. The highest microhardness value in this study was recorded at 214.5 HV of the stainless steel side and 347.5 HV of the titanium alloy side.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Briskham, P.; Blundell, N.; Han, L.; Hewitt, R.; Young, K.; Boomer, D. Comparison of Self-Pierce Riveting, Resistance Spot Welding and Spot Friction Joining for Aluminium Automotive Sheet; SAE International: Warrendale, PA, USA, 2006. [Google Scholar] [CrossRef] [Green Version]
- Kim, K.-Y.; Sim, J.; Jannat, N.-E.; Ahmed, F.; Ameri, S. Challenges in Riveting Quality Prediction: A Literature Survey. Procedia Manuf. 2019, 38, 1143–1150. [Google Scholar] [CrossRef]
- Vijay, S.; Rajanarayanan, S.; Ganeshan, G.N. Analysis on Mechanical Properties of Gas Tungsten Arc Welded Dissimilar Aluminium Alloy (Al2024 & Al6063). Mater. Today: Proc. 2020, 21, 384–391. [Google Scholar] [CrossRef]
- Costanza, G.; Tata, M.E.; Cioccari, D. Explosion Welding: Process Evolution and Parameters Optimization. MSF 2018, 941, 1558–1564. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, Y.; Bi, J.; Luo, Z. Impact of Electromagnetic Stirring upon Weld Quality of Al/Ti Dissimilar Materials Resistance Spot Welding. Mater. Des. 2015, 83, 577–586. [Google Scholar] [CrossRef]
- Zedan, M.J.; Doos, Q.M. New Method of Resistance Spot Welding for Dissimilar 1008 Low Carbon Steel-5052 Aluminum Alloy. Procedia Struct. Integr. 2018, 9, 37–46. [Google Scholar] [CrossRef]
- Shokati, A.A.; Zhou, N.Y.; Wen, J.Z. Dissimilar Joining of Carbon/Carbon Composites to Ti6Al4V Using Reactive Resistance Spot Welding. J. Alloy. Compd. 2019, 772, 418–428. [Google Scholar] [CrossRef]
- Mousavi Anijdan, S.H.; Sabzi, M.; Ghobeiti-Hasab, M.; Roshan-Ghiyas, A. Optimization of Spot Welding Process Parameters in Dissimilar Joint of Dual Phase Steel DP600 and AISI 304 Stainless Steel to Achieve the Highest Level of Shear-Tensile Strength. Mater. Sci. Eng.: A 2018, 726, 120–125. [Google Scholar] [CrossRef]
- Luz, F.S.d.; Pinheiro, W.A.; Monteiro, S.N.; Candido, V.S.; Silva, A.C.R.d. Mechanical Properties and Microstructural Characterization of a Novel 316L Austenitic Stainless Steel Coating on A516 Grade 70 Carbon Steel Weld. J. Mater. Res. Technol. 2020, 9, 636–640. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, J.; Chen, F.; Yang, Z.; He, J. Characteristics of Resistance Spot Welded Ti6Al4V Titanium Alloy Sheets. Metals 2017, 7, 424. [Google Scholar] [CrossRef] [Green Version]
- Mansor, M.S.M.; Yusof, F.; Ariga, T.; Miyashita, Y. Microstructure and Mechanical Properties of Micro-Resistance Spot Welding between Stainless Steel 316L and Ti-6Al-4V. Int. J. Adv. Manuf. Technol. 2018, 96, 2567–2581. [Google Scholar] [CrossRef]
- Tomashchuk, I.; Sallamand, P. Metallurgical Strategies for the Joining of Titanium Alloys with Steels. Adv. Eng. Mater. 2018, 20, 1700764. [Google Scholar] [CrossRef]
- Dey, H.C.; Ashfaq, M.; Bhaduri, A.K.; Rao, K.P. Joining of Titanium to 304L Stainless Steel by Friction Welding. J. Mater. Process. Technol. 2009, 209, 5862–5870. [Google Scholar] [CrossRef]
- Shanmugarajan, B.; Padmanabham, G. Fusion Welding Studies Using Laser on Ti–SS Dissimilar Combination. Opt. Lasers Eng. 2012, 50, 1621–1627. [Google Scholar] [CrossRef]
- Mo, D.; Song, T.; Fang, Y.; Jiang, X.; Luo, C.Q.; Simpson, M.D.; Luo, Z. A Review on Diffusion Bonding between Titanium Alloys and Stainless Steels. Adv. Mater. Sci. Eng. 2018, 2018, 1–15. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Sun, D.; Gu, X.; Li, H. A Hybrid Joint Based on Two Kinds of Bonding Mechanisms for Titanium Alloy and Stainless Steel by Pulsed Laser Welding. Mater. Lett. 2016, 185, 152–155. [Google Scholar] [CrossRef]
- Houa, L.; Qiub, R.; Cui, L.; Shen, Z.; Li, Q. Microstructure and Mechanical Property of Resistance Spot Welded Joint between Pure Titanium and Stainless Steel with Interlayer of Nb. In Proceedings of the 5th International Conference on Advanced Design and Manufacturing Engineering, Shenzhen, China, 19–20 September 2015; Volume 6. [Google Scholar] [CrossRef] [Green Version]
- Tu, Y.M.; Qiu, R.F.; Shi, H.X.; Zhang, X.; Zhang, K.K. Resistance Spot Welding between Titanium and Stainless Steel with an Aluminum Alloy Insert. AMR 2011, 291–294, 964–967. [Google Scholar] [CrossRef]
- Winnicki, M.; Małachowska, A.; Korzeniowski, M.; Jasiorski, M.; Baszczuk, A. Aluminium to Steel Resistance Spot Welding with Cold Sprayed Interlayer. Surf. Eng. 2018, 34, 235–242. [Google Scholar] [CrossRef]
- ASTM D1002-10(2019), Standard Test Method for Apparent Shear Strength of Single-Lap-Joint Adhesively Bonded Metal Specimens by Tension Loading (Metal-to-Metal); ASTM International: West Conshohocken, PA, USA, 2019.
- Hayat, F. The Effects of the Welding Current on Heat Input, Nugget Geometry, and the Mechanical and Fractural Properties of Resistance Spot Welding on Mg/Al Dissimilar Materials. Mater. Des. 2011, 32, 2476–2484. [Google Scholar] [CrossRef]
- AISI Type 316L Stainless Steel, Annealed Plate. Available online: http://www.matweb.com/search/DataSheet.aspx?MatGUID=530144e2752b47709a58ca8fe0849969&ckck=1 (accessed on 29 January 2021).
- 5754-H22 Aluminum. Available online: http://www.matweb.com/search/DataSheet.aspx?MatGUID=bb191b05a9424da5bdef4be5cad33182 (accessed on 29 January 2021).
- Titanium Ti-6Al-4V (Grade 5), Annealed. Available online: http://www.matweb.com/search/DataSheet.aspx?MatGUID=a0655d261898456b958e5f825ae85390 (accessed on 29 January 2021).
- Kocabekir, B.; Kaçar, R.; Gündüz, S.; Hayat, F. An Effect of Heat Input, Weld Atmosphere and Weld Cooling Conditions on the Resistance Spot Weldability of 316L Austenitic Stainless Steel. J. Mater. Process. Technol. 2008, 195, 327–335. [Google Scholar] [CrossRef]
- Zhang, X.; Yao, F.; Ren, Z.; Yu, H. Effect of Welding Current on Weld Formation, Microstructure, and Mechanical Properties in Resistance Spot Welding of CR590T/340Y Galvanized Dual Phase Steel. Materials 2018, 11, 2310. [Google Scholar] [CrossRef] [Green Version]
- Chen, F.; Sun, S.; Ma, Z.; Tong, G.; Huang, X. Effect of Weld Nugget Size on Failure Mode and Mechanical Properties of Microscale Resistance Spot Welds on Ti–1Al–1Mn Ultrathin Foils. Adv. Mech. Eng. 2018, 10, 168781401878528. [Google Scholar] [CrossRef]
- Karcı, F.; Kaçar, R.; Gündüz, S. The Effect of Process Parameter on the Properties of Spot Welded Cold Deformed AISI304 Grade Austenitic Stainless Steel. J. Mater. Process. Technol. 2009, 209, 4011–4019. [Google Scholar] [CrossRef]
- Wang, Y.; Tao, W.; Yang, S. A Method for Improving Joint Strength of Resistance Spot Welds of AA 5182-O Aluminum Alloy. J. Manuf. Process. 2019, 45, 661–669. [Google Scholar] [CrossRef]
- Rajarajan, C.; Sivaraj, P.; Seeman, M.; Balasubramanian, V. Influence of Electrode Force on Metallurgical Studies and Mechanical Properties of Resistance Spot Welded Dual Phase (DP800) Steel Joints. Mater. Today: Proc. 2019. [Google Scholar] [CrossRef]
- Jagadeesha, T. Experimental Studies in Weld Nugget Strength of Resistance Spot-Welded 316L Austenitic Stainless Steel Sheet. Int J Adv Manuf Technol 2017, 93, 505–513. [Google Scholar] [CrossRef]
- Jagadeesha, T.; Jothi, T.J.S. Studies on the Influence of Process Parameters on the AISI 316L Resistance Spot-Welded Specimens. Int J Adv Manuf Technol 2017, 93, 73–88. [Google Scholar] [CrossRef]
- Bina, M.H.; Jamali, M.; Shamanian, M.; Sabet, H. Effect of Welding Time in the Resistance Spot Welded Dissimilar Stainless Steels. Trans Indian Inst Met 2015, 68, 247–255. [Google Scholar] [CrossRef]
- Khuenkaew; Kanlayasiri Resistance Spot Welding of SUS316L Austenitic/SUS425 Ferritic Stainless Steels: Weldment Characteristics, Mechanical Properties, Phase Transformation and Solidification. Metals 2019, 9, 710. [CrossRef] [Green Version]
- Chen, X.; Li, J.; Cheng, X.; He, B.; Wang, H.; Huang, Z. Microstructure and Mechanical Properties of the Austenitic Stainless Steel 316L Fabricated by Gas Metal Arc Additive Manufacturing. Mater. Sci. Eng.: A 2017, 703, 567–577. [Google Scholar] [CrossRef]
- Thomas, S.L.; Patala, S. Vacancy Diffusion in Multi-Principal Element Alloys: The Role of Chemical Disorder in the Ordered Lattice. Acta Mater. 2020, 196, 144–153. [Google Scholar] [CrossRef]
- Sun, X.; Zhang, Q.; Wang, S.; Han, X.; Li, Y.; David, S.A. Effect of Adhesive Sealant on Resistance Spot Welding of 301L Stainless Steel. J. Manuf. Process. 2020, 51, 62–72. [Google Scholar] [CrossRef]
- Zhao, Y.; Li, J.; Qiu, R.; Shi, H. Growth Characterization of Intermetallic Compound at the Ti/Al Solid State Interface. Materials 2019, 12, 472. [Google Scholar] [CrossRef] [PubMed] [Green Version]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cr | Ni | Mn | Mo | Fe | Al | Ti | V | C | O | N | Mg |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| SS316L | 17.68 | 12.6 | 1.53 | 2.38 | Bal. | 0.018 | 0.021 | 0.663 | 0.016 | - | - | - |
| Ti6Al4V | - | - | - | - | 0.4 | 6.75 | Bal. | 4.5 | 0.08 | 0.02 | 0.05 | - |
| AA5754 | 0.3 | - | 0.5 | - | 0.4 | 93.6 | 0.15 | - | - | - | - | 3.6 |
| Welding Parameter | Weld Current (kA) | Welding Time (Cycles) | Holding Time (Cycles) | Electrode Force (kN) |
|---|---|---|---|---|
| Sample 1 | 11 | 30 | 30 | 3 |
| Sample 2 | 12 | 4 | ||
| Sample 3 | 13 | 5 |
| Spectrum | Composition (wt %) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Fe | Cr | Ni | O | C | Al | Na | Cu | Ti | |
| 1 | 70.1 | 17.8 | 10.7 | 1.4 | - | - | - | - | - |
| 2 | 40.6 | 12.2 | 5.8 | 13.6 | 9.7 | - | 9.3 | 8.8 | - |
| 3 | 55.2 | 13.8 | 7.0 | 6.5 | 8.9 | 4.8 | 3.2 | - | 0.5 |
| Spectrum | Composition (wt %) | |||||
|---|---|---|---|---|---|---|
| Ti | Al | V | C | O | Fe | |
| 1 | 91.0 | 5.4 | 3.6 | - | - | - |
| 2 | 87.5 | 5.6 | 3.6 | 3.3 | - | - |
| 3 | 28.5 | 35.3 | 1.2 | 15.8 | 18.6 | 0.6 |
| Spectrum | Composition (wt %) | ||||||
|---|---|---|---|---|---|---|---|
| Fe | Ti | Cr | Ni | C | Al | V | |
| 1 | 55.2 | 14.2 | 14.2 | 8.8 | 6.2 | 1.4 | - |
| 2 | 18.8 | 60.2 | 3.2 | 4.1 | - | 11.2 | 2.5 |
| 3 | 4.3 | - | 1.5 | - | 13.8 | 80.4 | - |
| Spectrum | Composition (wt %) | |||||||
|---|---|---|---|---|---|---|---|---|
| Ti | Al | V | C | O | Fe | Cu | Cr | |
| 1 | 87.4 | 5.5 | 4.1 | 3.0 | - | - | - | - |
| 2 | 19.6 | 35.8 | - | 29.1 | 9.0 | 3.6 | 1.6 | 1.3 |
| 3 | 0.6 | 76.6 | - | 18.3 | 2.7 | 1.8 | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Taufiqurrahman, I.; Ahmad, A.; Mustapha, M.; Lenggo Ginta, T.; Ady Farizan Haryoko, L.; Ahmed Shozib, I. The Effect of Welding Current and Electrode Force on the Heat Input, Weld Diameter, and Physical and Mechanical Properties of SS316L/Ti6Al4V Dissimilar Resistance Spot Welding with Aluminum Interlayer. Materials 2021, 14, 1129. https://doi.org/10.3390/ma14051129
Taufiqurrahman I, Ahmad A, Mustapha M, Lenggo Ginta T, Ady Farizan Haryoko L, Ahmed Shozib I. The Effect of Welding Current and Electrode Force on the Heat Input, Weld Diameter, and Physical and Mechanical Properties of SS316L/Ti6Al4V Dissimilar Resistance Spot Welding with Aluminum Interlayer. Materials. 2021; 14(5):1129. https://doi.org/10.3390/ma14051129
Chicago/Turabian StyleTaufiqurrahman, Iqbal, Azlan Ahmad, Mazli Mustapha, Turnad Lenggo Ginta, Luthfi Ady Farizan Haryoko, and Imtiaz Ahmed Shozib. 2021. "The Effect of Welding Current and Electrode Force on the Heat Input, Weld Diameter, and Physical and Mechanical Properties of SS316L/Ti6Al4V Dissimilar Resistance Spot Welding with Aluminum Interlayer" Materials 14, no. 5: 1129. https://doi.org/10.3390/ma14051129