
Improvement of Pitting-Corrosion Resistance of Ultrafine-Grained 7475 Al Alloy by Aging


Faculty of Materials Science and Technology, Warsaw University of Technology, ul. Wołoska 141, 02-747 Warsaw, Poland
Materials 2022, 15(1), 360; https://doi.org/10.3390/ma15010360
Submission received: 5 November 2021
/
Revised: 20 December 2021
/
Accepted: 22 December 2021
/
Published: 4 January 2022
(This article belongs to the Topic Metallurgical and Materials Engineering)
Abstract
:The effect of aging on the resistance to pitting corrosion of ultrafine-grained 7475 aluminium (Al) alloy processed by hydrostatic extrusion (HE) is studied. Differences in the microstructure were investigated using secondary electron (SEM) and transmission electron microscopy (TEM). Corrosion tests were performed in 0.1 M NaCl, and characterization of corroded surface was performed. The results of this work show that the pitting susceptibility of ultra-fine grained 7475Al is related to the distribution of MgZn2 precipitates. After HE, the formation of An ultrafine-grained microstructure at the grain boundaries of ultrafine grains is observed, while subsequent aging results in the formation of MgZn2 precipitates in the grain interior. Grain refinement increases susceptibility to localized attack, while the subsequent aging improves the overall corrosion resistance and limits the propagation of corrosion attack.
1. Introduction
Severe plastic deformation (SPD) techniques by the creation of nano- and ultrafine-grained, nonporous, metallic materials are methods of grain-size refinement leading to improvement of their mechanical properties [1,2] The most common SPD methods are equal-channel angular pressing (ECAP) [3] and high-pressure torsion (HPT) [4]. Other methods, such as calibre rolling [5] or hydrostatic extrusion (HE) [6] are also efficient in terms of microstructure refinement and enhancement of mechanical properties. The main advantage of HE is the ability to produce nano- and ultrafine-grained bulk products of brittle or hard-to-deform materials [7], such as age hardenable 7000 series Al alloys. Their high mechanical strength is a result of precipitation hardening occurring during aging [8], and their maximum strength can be obtained by artificial aging to peak strength (T6 temper) [9]. The 7475 Al alloy owes its attractiveness to high strength, fracture toughness, and fatigue-crack-propagation resistance in air and destructive environments. Nevertheless, due to its chemical composition (Al-Zn-Mg-Cu), 7475 is prone to corrosion [10]. Therefore, new possibilities concerning improvement of its corrosion resistance by optimal selection of SPD parameters and post-processing variables are still being investigated. The effect of grain refinement resulting from SPD processing on the corrosion resistance for different Al alloys is still unclear. Generally, grain-size reduction results in a significant increase in volume fraction of the intracrystalline regions, such as grain boundaries and triple junctions [11,12], which are more chemically active than grain interiors [13,14,15,16]. This leads to the accelerated formation of passive films [17]. However, under conditions where the material undergoes active dissolution, a higher share of intercrystalline regions may enhance the corrosion rate of Al alloys [18,19]. SPD methods also lead to fragmentation and a more uniform distribution of intermetallic particles in Al alloys with heterogeneous microstructures [20,21,22]. The galvanic coupling of intermetallic particles with the surrounding matrix leads to the initiation of pitting [23,24]. The fragmentation of intermetallic particles is often related to the improvement of corrosion resistance of Al alloys due to the formation of a more continuous passive film and reduction in micro-galvanic currents [25,26,27,28]. However, it has also been reported that the multiplication of pit initiation sites led to decreased resistance to pitting corrosion of ECAP-processed Al alloys [29,30,31]. The other microstructural features influencing corrosion behaviour of Al alloys are related to the different processing conditions, whereby various factors may change the corrosion susceptibility of Al alloys in a significant way. As shown by Nickel et al. [32], corrosion attack can be affected by strain localization accumulated during single-step ECAP processing. Similar observations were made by Ly et al. [33] for the 6061 Al alloy after seven ECAP passes. A statistical analysis of the pitting susceptibility of the ultrafine-grained 1050 Al alloy according to the number of ECAP passes was performed by Quartiermeister et al. [34]. The authors stated that pitting-corrosion resistance was improved after eight ECAP passes. Aging heat treatment has a crucial impact on the corrosion susceptibility of 7000 series Al alloys. Al-Zn-Mg-Cu alloy usually obtains the highest strength after peak-aged T6 heat treatment. However, this heat treatment leads to severe intergranular corrosion (IGC) due to stable η-MgZn2 precipitates formed continuously along grain boundaries [35,36]. SPD processing alters the precipitation mechanism in age-hardenable alloys [37,38,39,40]. For cryo-rolled Al-4Zn-2Mg alloy, a significant improvement in resistance to IGC was reported [41].
The necessity of increased strength and corrosion resistance of Al alloy leads to the search for ever-new solutions to control the microstructure of alloys by selection of optimal post-processing techniques. It was revealed that further enhancement of mechanical strength can be obtained by combining grain refinement with subsequent aging. However, the effect of aging on resistance to localized attack of ultrafine-grained 7000 series Al alloys is not yet defined. Therefore, the present study reveals the effect of aging on the corrosion resistance of ultrafine-grained 7475 Al alloy. The influence of various microstructural factors on pitting susceptibility of 7475 Al alloy is investigated in terms of various post-processing routes. Three variously processed materials were examined: (1) coarse-grained, precipitation-strengthened, (2) ultrafine-grained directly after HE, and (3) ultrafine-grained, precipitation-strengthened (aged after HE).
2. Materials and Methods
2.1. Materials
The material used in this study was commercially available 7475 Al alloy (Al-Zn-Mg-Cu) with the chemical composition given in Table 1.
The material was delivered in the form of extruded rods. First, the material was annealed to homogenize the microstructure. The billets cut from these rods were subjected to HE in a multi-step process. The hydrostatic extrusion process was carried out at the Institute of High Pressure Physics, Polish Academy of Sciences, Warsaw, Poland.
In this study, three types of samples were investigated, namely:
- CG_T6—coarse-grained, precipitation-strengthened: coarse-grained sample after solution annealing at 470 °C for 2 h, water quenching, and peak aging;
- HE—ultrafine-grained, naturally aged: ultrafine-grained sample after solution annealing at 470 °C for 2 h, water quenching, and hydrostatic extrusion in three consecutive passes from the initial diameter of 20 mm to the final diameter of 3 mm, which corresponds to a total true strain of about 4;
The microhardness of the materials after proposed post-processing was found to be HV0.2 = 180 for the CG_T6 alloy, HV0.2 = 180 for the HE material, and HV0.2 = 198 for the HT alloy [42]. The microhardness values indicate that the post-processing method of the alloy was properly chosen, and during additional annealing precipitation, strengthening took place.
The microscopic observations and electrochemical measurements were performed on cross-sections of the rods, perpendicular to the HE direction.
2.2. Microstructural Observations
A transmission electron microscope (TEM, JOEL, JEM-1200EX, Tokyo, Japan) operating at 120 kV was utilized to observe the refined microstructures of the alloys. To approach this, the thin films were prepared using a Gatan Model 656 Dimple Grinder and Gatan Model 691 Precision Ion Polishing System (PIPS, Ametek GmbH, Unterschleissheim, Germany).
The microstructural observations of CG-T6 sample and post-corrosion morphology were performed using a field emission scanning electron microscope (FE-SEM, Hitachi SU-70, Hitachi, Tokyo, Japan). An energy-dispersive spectrometer (EDS) was used to perform chemical analyses of intermetallic phases.
2.3. Electrochemical Testing
Electrochemical measurements were performed in a naturally aerated quiescent 0.1 M NaCl solution using Autolab PGSTAT302N potentiostat/galvanostat (Metrohm, Herisau, Switzerland). A standard three-electrode setup with a platinum sheet as a counter electrode (CE), a silver chloride electrode (Ag|AgCl|Cl−) as a reference electrode (RE), and a sample as a working electrode (WE) was used. An open-circuit potential (EOCP) was recorded during 45 h of immersion in the solution. Potentiodynamic polarization was carried out after 30 min of immersion, started at 0.25 V below EOCP with a 1 mV/s scan rate, and stopped when the potential reached a value of 0 V/Ref. Tafel extrapolation was used to obtain the characteristic parameters of the polarization curve (±10 mV around Ecorr). Prior to microscopic observations and electrochemical testing, the samples were ground to 2500# SiC papers and then polished with a diamond suspension from 3 to 1 µm with water-free lubricant. Finally, samples were ultrasonically cleaned in ethanol. Each measurement was repeated at least 3 times to ensure the reproducibility of the results.
3. Results
3.1. Microstructure Characterization
3.1.1. Grain Size and Strengthening Precipitates
The microstructure of the CG_T6 sample consisted of equiaxed grains with an average diameter of about 40 µm (Figure 1a). As is usual in the 7000 Al series, η-MgZn2 precipitates were located at grain boundaries, surrounded by the precipitation-free zone (PFZ) [35]. Additionally, fine η’-MgZn2 precipitates were homogeneously distributed in grain interiors (insert in Figure 1b) [37,43].
HE resulted in a significant grain refinement, with high inhomogeneity in grain size (Figure 1c). Regions with well-developed grains with a diameter of about 70 nm and the areas with a less advanced stage of grain refinement (larger grain of about 1 µm in diameter with a relatively high density of dislocations inside) were observed. After natural aging, the precipitates of η-MgZn2 were observed at grain boundaries and triple points of well-developed grains (shown in the inset in Figure 1c) [37]. The grain interiors were free of precipitates. After artificial aging (Figure 1d), small precipitates in the grain interiors and extensive precipitation at grain boundaries were noticeable. At grain boundaries, the η-MgZn2 phase was precipitated, whilst in the grain interiors, η’-MgZn2 was created [37]. The precipitates formed at the grain boundaries were noticeably larger than those observed in the grain interiors.
3.1.2. Intermetallic Particles
As shown in Figure 2, two types of coarse intermetallic particles were found: bright Al-Cu-Fe particles (Figure 2b) and dark Mg2Si particles (Figure 2c). Their chemical composition is given in Table 2. In the coarse-grained sample (Figure 2a), Al-Cu-Fe particles had an average diameter of 1.4 µm and exhibited a great diversity in size, as quantified by the coefficient of variation, CV (the ratio of the standard deviation to the mean value), which was 0.6. The exemplary image of intermetallic particles of Mg2Si is shown in Figure 2c.
Intermetallic particles were distributed uniformly in all samples, as illustrated in Figure 2a,d. Our previous studies revealed that after HE, the average size of Al-Cu-Fe particles decreased to 1.2 µm, and their size distribution became narrower (the CV parameter was reduced to 0.3) [43]. Intermetallic particles are not affected by aging [44].
3.2. Corrosion Resistance
3.2.1. Corrosion under Open-Circuit Conditions
The changes of EOCP recorded during 45 h immersion in naturally aerated 0.1 M NaCl are shown in Figure 3. For the CG_T6 sample, EOCP increased during the initial 5 h, and the oscillations of EOCP were noticeable. After 5 h, the potential had gradually decreased and finally achieved a value of about −0.75 V/Ref. For the sample after HE, EOCP was stable over the entire time of the immersion and was oscillating around −0.67 V/Ref. The oscillations were about ±0.05 V/Ref, higher than those observed for the CG_T6 sample. These observations are in contradiction to data obtained for pure Al [25,45], where the fluctuations of EOCP were attenuated for the fine-grained Al and related to the grain-size-reduction-induced transition from pitting to uniform corrosion. The subsequent aging shifted the EOCP of the HT sample to more noble values; however, during the entire immersion, a stable decrease in EOCP was indicated.
3.2.2. Potentiodynamic Polarization
The potentiodynamic polarization curves, recorded after 0.5 h stabilization at EOCP for CG_T6, HE, and HT samples, are plotted in Figure 4. The cathodic ranges of potentiodynamic curves recorded for CG_T6 and HE alloys were overlapped at the same current values, indicating that cathodic reactions were similar. A slight shift of the cathodic part of the curve towards higher current values was observed for the HT 7475 Al alloy. The shape of the anodic curves was similar for all the samples: a rapid increase in current density indicates that 7475 Al alloy was prone to localized attack and pitting occurred immediately after Ecorr was reached. Table 3 shows the corrosion potential (Ecorr) and pitting potentials (Epit) for all of the samples. Epit is marked with arrows in Figure 4. Neither of the alloys showed the typical passivation behaviour; however, even a slight difference between Ecorr and Epit can give a specific information about pitting susceptibility. In the case of the tested materials, the differences were small, with the highest value of 6 mV calculated for the HT 7475 Al alloy, suggesting that in all polarization tests, the alloys pitted as soon as they were placed into solution, showing a very short passive region and hence a very narrow safety margin. Nevertheless, the greater the difference between free and pitting potentials, the higher the resistance to pitting corrosion [46,47,48]. These findings indicate that additional aging limits the pitting tendency of the HT 7475 Al alloy.
3.3. Post-Corrosion Morphology
The morphology of the corrosion attack after potentiodynamic polarization is shown in Figure 5. Dissolution of the matrix adjacent to the Al-Cu-Fe particles and IGC was observed on the surface of the CG_T6 sample. Due to the presence of copper, the Al-Cu-Fe intermetallic particles are cathodic, leading to galvanic coupling with the anodic matrix. The corrosion attack propagated around 110 μm in depth of the material, and this was typical IGC along the grain boundaries (Figure 5d). Similar peripherical corrosion around Al-Cu-Fe particles occurred on the surface of the HE sample (Figure 5b). Additionally, a dissolution of the matrix in random areas, where no large Cu- and Fe-rich particles were observed, also occurred. The corrosion depth was similar to that of the CG_T6 sample (Figure 5e), but the morphology of the corrosion attack was different. The corrosion propagation paths appeared as thin, straight lines arranged in bands, and they were formed along the direction of HE. A corrosion attack around the intermetallic particles was also observed on the surface of the HT sample (Figure 5c). Compared to the other samples, the main difference was that a large area of the matrix also dissolved, which indicates that the corrosion attack spread more in the latter. Cross-sectional observations show that in-depth corrosion propagation was shallower than for HE and CG_T6 samples (Figure 5f). The corrosion attack also propagated along the extrusion direction, but it appeared that the dissolution of the material spread more in the latter than in depth.
4. Discussion
In this work, the pitting susceptibility of three 7475 Al alloys was investigated. In the first alloy with coarse grains (CG_T6), precipitation of η-MgZn2 at grain boundaries surrounded by PFZs, and and η’-MgZn2 was mainly observed in the grain interiors. The second alloy was processed via HE, characterized by UFG microstructure and the presence of η-MgZn2, while the third alloy, marked as HT, was additionally aged with both η-MgZn2 and η’-MgZn2 precipitates. Al-Cu-Fe and Mg2Si particles existed in all tested materials. Regardless of the grain size, the corrosion attack observed on all the samples occurred at the interface between Cu- and Fe-rich particles and a matrix, leading to the dissolution of the matrix. The presence of a stable MgZn2 phase (η) along the grain boundaries and PFZ resulted in a localized attack propagating along grain boundaries [36,49,50,51]. For the deformed material (HE), microstructure refinement changed the distribution of the strengthening precipitates. In the 7475 Al alloy after HE, only nanoscale MgZn2 precipitates at the grain boundaries were present, but their density was relatively small compared to the reference CG_T6 alloy. The most negative EOCP recorded for the HE sample might be related to a higher concentration of Mg and Zn in the matrix, which tends to lower EOCP of Al alloys [52]. The subsequent aging leads to the formation of an intragranular metastable η’ phase, the presence of which shifts EOCP towards more positive values than for the HE and CG_T6 samples and lowers the corrosion current. EOCP of the refined material without subsequent aging was stable upon long exposure, while for the HT sample, it gradually decreased during immersion, similarly to the CG_T6 sample.
Pitting Susceptibility
The obvious differences in the post-corrosion observations revealed that corrosion of the alloys was strongly related to the utilized post-processing method. For the reference CG_T6 material, the corrosion attack propagated towards the depth of the material and along grain boundaries. In the HE 7475 Al and HT 7475 Al alloys, the corrosion attack propagated along the extrusion direction and was arranged in bundles of thin strings perpendicular to the surface. Generally, the typical microstructure of the extruded materials is composed of the elongated grains towards the extrusion direction, which resembles a fibrous grain structure [53]. The subsequent aging limited the corrosion propagation towards the bulk material, which may be related to the continuity of grain boundaries along the extrusion direction that might be disrupted due to coarsening of the stable η phase and thus stopping further dissolution along the grains. Therefore, material dissolved more in the latter condition.
5. Conclusions
Based on the results of this work, the following conclusions can be drawn:
- The HE7475 Al alloy developed an ultrafine-grained structure with inhomogeneous grain size, coarse intermetallic particles, and MgZn2 strengthening precipitates at grain boundaries.
- Subsequent aging resulted in coarsening of stable intergranular MgZn2 precipitates and formation of metastable MgZn2 in grain interiors. The lower number of strengthening particles shifted EOCP to less noble values as a higher amount of Mg and Zn was dissolved in the matrix. The aging improved the corrosion resistance as the EOCP was shifted to more noble values and the icorr was lower.
- The resulting HE microstructural changes significantly altered the morphology of the corrosion attack. The IGC was no longer observed for ultrafine-grained materials. The subsequent aging limited the propagation of the corrosion attack towards the depth of the bulk material.
- The subsequent aging seems to have had an impact on the pitting susceptibility of the ultrafine-grained 7475 Al alloy.
Funding
This research was funded by European Funds for Regional Development grant number POIG.01.03.01-00-015/08.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The author declares no conflict of interest.
References
- Valiev, R.Z.; Islamgaliev, R.K.; Alexandrov, I.V. Bulk nanostructured materials from severe plastic deformation. Prog. Mater. Sci. 2000, 45, 103–189. [Google Scholar] [CrossRef]
- Hansen, N. Hall-petch relation and boundary strengthening. Scr. Mater. 2004, 51, 801–806. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Langdon, T.G. Principles of equal-channel angular pressing as a processing tool for grain refinement. Prog. Mater. Sci. 2006, 51, 881–981. [Google Scholar] [CrossRef]
- Zhilyaev, A.P.; Langdon, T.G. Using high-pressure torsion for metal processing: Fundamentals and applications. Prog. Mater. Sci. 2008, 53, 893–979. [Google Scholar] [CrossRef]
- Lee, J.H.; Kwak, B.J.; Kong, T.; Park, S.H.; Lee, T. Improved tensile properties of AZ31 Mg alloy subjected to various caliber-rolling strains. J. Magnes. Alloy. 2019, 7, 381–387. [Google Scholar] [CrossRef]
- Lewandowska, M.; Kurzydlowski, K.J. Recent development in grain refinement by hydrostatic extrusion. J. Mater. Sci. 2008, 43, 7299–7306. [Google Scholar] [CrossRef]
- Lewandowska, M. Mechanism of Grain Refinement in Aluminium in the Process of Hydrostatic Extrusion. Solid State Phenom. 2006, 114, 109–116. [Google Scholar] [CrossRef]
- MacKenzie, D.S. Metallurgy of heat treatable aluminum alloys. In ASM Handbook Volume 4E: Heat Treating of Nonferrous Alloys; Anderson, K., Weritz, J., Kaufman, J.G., Mackenzie, D.S., Eds.; ASM International: Almere, The Netherlands, 2018; pp. 65–113. [Google Scholar] [CrossRef]
- Heat Treatment Practice of Age-Hardenable Aluminium Alloys. In ASM Handbook Volume 4E: Heat Treating of Nonferrous Alloys; Totten, G.E. (Ed.) ASM International: Almere, The Netherlands, 2016; pp. 245–273. [Google Scholar] [CrossRef]
- Emmanuel, A.O.; Fayomi, O.S.I.; Akande, I.G. Aluminium Alloys as Advanced Materials: A short communication. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1107, 012024. [Google Scholar] [CrossRef]
- Palumbo, G.; Aust, K.T.; Erb, U. Triple line defects in nanostructured materials. Mater. Sci. Forum. 1996, 225–227, 281–286. [Google Scholar] [CrossRef]
- Palumbo, G.; Thorpe, S.J.; Aust, K.T. On the contribution of triple junctions to the structure and properties of nanocrystalline materials. Scr. Metall. Mater. 1990, 24, 1347–1350. [Google Scholar] [CrossRef]
- Liao, J.; Hotta, M.; Yamamoto, N. Corrosion behavior of fine-grained AZ31B magnesium alloy. Corros. Sci. 2012, 61, 208–214. [Google Scholar] [CrossRef]
- Abdulstaar, M.; Mhaede, M.; Wagner, L.; Wollmann, M. Corrosion behaviour of Al 1050 severely deformed by rotary swaging. Mater. Des. 2014, 57, 325–329. [Google Scholar] [CrossRef]
- Wang, S.-S.; Yang, F.; Frankel, G.S. Effect of Altered Surface Layer on Localized Corrosion of Aluminum Alloy 2024. J. Electrochem. Soc. 2017, 164, C317–C323. [Google Scholar] [CrossRef] [Green Version]
- Dobkowska, A.; Castillo, M.D.H.; Turnbull, J.P.; Ramamurthy, S.; Zagidulin, D.; Moser, D.E.; Behazin, M.; Keech, P.G.; Shoesmith, D.W.; Noël, J.J. A comparison of the corrosion behaviour of copper materials in dilute nitric acid. Corros. Sci. 2021, 192, 109778. [Google Scholar] [CrossRef]
- Ralston, K.D.; Fabijanic, D.; Birbilis, N. Effect of grain size on corrosion of high purity aluminium. Electrochim. Acta 2011, 56, 1729–1736. [Google Scholar] [CrossRef]
- Ralston, K.D.; Birbilis, N.; Davies, C.H.J. Revealing the relationship between grain size and corrosion rate of metals. Scr. Mater. 2010, 63, 1201–1204. [Google Scholar] [CrossRef]
- Orlov, D.; Ralston, K.D.; Birbilis, N.; Estrin, Y. Enhanced corrosion resistance of Mg alloy ZK60 after processing by integrated extrusion and equal channel angular pressing. Acta Mater. 2011, 59, 6176–6186. [Google Scholar] [CrossRef]
- Adamczyk-Cieślak, B.; Mizera, J.; Kurzydłowski, K.J. Microstructures in the 6060 aluminium alloy after various severe plastic deformation treatments. Mater. Charact. 2011, 62, 327–332. [Google Scholar] [CrossRef]
- Crump, J.; Qiao, X.G.; Starink, M.J. The effect of high-pressure torsion on the behaviour of intermetallic particles present in Al-1Mg and Al-3Mg. J. Mater. Sci. 2012, 47, 1751–1757. [Google Scholar] [CrossRef] [Green Version]
- Shaterani, P.; Zarei-Hanzaki, A.; Fatemi-Varzaneh, S.M.; Hassas-Irani, S.B. The second phase particles and mechanical properties of 2124 aluminum alloy processed by accumulative back extrusion. Mater. Des. 2014, 58, 535–542. [Google Scholar] [CrossRef]
- Hughes, A.E.; Birbilis, N.; Mol, J.M.C.; Garcia, S.J.; Zhou, X.; Thompson, G.E. High Strength Al-Alloys: Microstructure, Corrosion and Principles of Protection. In Recent Trends in Processing and Degradation of Aluminium Alloys; BoD—Books on Demand: Norderstedt, Germany, 2011; pp. 223–262. [Google Scholar] [CrossRef] [Green Version]
- Birbilis, N.; Buchheit, R.G. Electrochemical Characteristics of Intermetallic Phases in Aluminum Alloys. J. Electrochem. Soc. 2005, 152, B140. [Google Scholar] [CrossRef] [Green Version]
- Jilani, O.; Njah, N.; Ponthiaux, P. Transition from intergranular to pitting corrosion in fine grained aluminum processed by equal channel angular pressing. Corros. Sci. 2014, 87, 259–264. [Google Scholar] [CrossRef]
- Sikora, E.; Wei, X.J.; Shaw, B.A. Corrosion behavior of nanocrystalline bulk Al-Mg-based alloys. Corrosion 2004, 60, 387–398. [Google Scholar] [CrossRef]
- Chung, M.K.; Choi, Y.S.; Kim, J.G.; Kim, Y.M.; Lee, J.C. Effect of the number of ECAP pass time on the electrochemical properties of 1050 Al alloys. Mater. Sci. Eng. A 2004, 366, 282–291. [Google Scholar] [CrossRef]
- Akiyama, E.; Zhang, Z.; Watanabe, Y.; Tsuzaki, K. Effects of severe plastic deformation on the corrosion behavior of aluminum alloys. J. Solid State Electrochem. 2009, 13, 277–282. [Google Scholar] [CrossRef]
- Korchef, A.; Kahoul, A. Corrosion Behavior of Commercial Aluminum Alloy Processed by Equal Channel Angular Pressing. Int. J. Corros. 2013, 2013, 983261. [Google Scholar] [CrossRef] [Green Version]
- Laurino, A.; Andrieu, E.; Harouard, J.-P.; Lacaze, J.; Lafont, M.-C.; Odemer, G.; Blanc, C. Corrosion Behavior of 6101 Aluminum Alloy Strands for Automotive Wires. J. Electrochem. Soc. 2013, 160, C569–C575. [Google Scholar] [CrossRef] [Green Version]
- Pisarek, M.; Kędzierzawski, P.; Janik-Czachor, M.; Kurzydłowski, K.J. Effect of hydrostatic extrusion on passivity breakdown on 303 austenitic stainless steel in chloride solution. J. Solid State Electrochem. 2009, 13, 283–291. [Google Scholar] [CrossRef]
- Nickel, D.; Dietrich, D.; Mehner, T.; Frint, P.; Spieler, D.; Lampke, T. Effect of strain localization on pitting corrosion of an AlMgSi0.5 alloy. Metals 2015, 5, 172–191. [Google Scholar] [CrossRef] [Green Version]
- Ly, R.; Hartwig, K.T.; Castaneda, H. Influence of dynamic recrystallization and shear banding on the localized corrosion of severely deformed Al–Mg–Si alloy. Materialia 2018, 4, 457–465. [Google Scholar] [CrossRef]
- Quartiermeister, M.V.; Magalhães, D.C.C.; Vacchi, G.S.; Braga, D.P.; Silva, R.; Kliauga, A.M.; Sordi, V.L.; Rovere, C.A.D. On the pitting corrosion behavior of ultrafine-grained aluminum processed by ECAP: A statistical analysis. Mater. Corros. 2020, 71, 1244–1256. [Google Scholar] [CrossRef]
- Ramgopal, T.; Gouma, P.I.; Frankel, G.S. Role of Grain-Boundary Precipitates and Solute-Depleted Zone on the Intergranular Corrosion of Aluminum Alloy 7150. Corrosion 2002, 58, 687–697. [Google Scholar] [CrossRef]
- Xu, D.K.; Birbilis, N.; Lashansky, D.; Rometsch, P.A.; Muddle, B.C. Effect of solution treatment on the corrosion behaviour of aluminium alloy AA7150: Optimisation for corrosion resistance. Corros. Sci. 2011, 53, 217–225. [Google Scholar] [CrossRef]
- Lewandowska, M.; Wawer, K.; Kozikowski, P.; Ohnuma, M.; Kurzydlowski, K.J. Precipitation in a nanograined 7475 aluminium alloy—Processing, properties and nanoanalysis. Adv. Eng. Mater. 2014, 16, 482–485. [Google Scholar] [CrossRef]
- Chrominski, W.; Wenner, S.; Marioara, C.D.; Holmestad, R.; Lewandowska, M. Strengthening mechanisms in ultrafine grained Al-Mg-Si alloy processed by hydrostatic extrusion—Influence of ageing temperature. Mater. Sci. Eng. A 2016, 669, 447–458. [Google Scholar] [CrossRef] [Green Version]
- Chrominski, W.; Lewandowska, M. Precipitation phenomena in ultrafine grained Al-Mg-Si alloy with heterogeneous microstructure. Acta Mater. 2016, 103, 547–557. [Google Scholar] [CrossRef]
- Deschamps, A.; De Geuser, F.; Horita, Z.; Lee, S.; Renou, G. Precipitation kinetics in a severely plastically deformed 7075 aluminium alloy. Acta Mater. 2014, 66, 105–117. [Google Scholar] [CrossRef] [Green Version]
- Gopala Krishna, K.; Sivaprasad, K.; Sankara Narayanan, T.S.N.; Hari Kumar, K.C. Localized corrosion of an ultrafine grained Al-4Zn-2Mg alloy produced by cryorolling. Corros. Sci. 2012, 60, 82–89. [Google Scholar] [CrossRef]
- Wawer, K.; Lewandowska, M.; Kurzydlowski, K.J. Precipitate strengthening of nanostructured aluminium alloy. J. Nanosci. Nanotechnol. 2012, 12, 8783–8786. [Google Scholar] [CrossRef]
- Wawer, K.; Lewandowska, M.; Kurzydlowski, K.J. The influence of hydrostatic extrusion on size, shape, and spatial distribution of intermetallic particles in 7475 aluminium alloy. Mater. Eng. 2007, 28, 486–490. (In Polish) [Google Scholar]
- Ayer, R.; Koo, J.Y.; Steeds, J.W.; Park, B.K. Microanalytical study of the heterogeneous phases in commercial Al-Zn-Mg-Cu alloys. Metall. Trans. A 1985, 16, 1925–1936. [Google Scholar] [CrossRef]
- Meng, G.; Wei, L.; Zhang, T.; Shao, Y.; Wang, F.; Dong, C.; Li, X. Effect of microcrystallization on pitting corrosion of pure aluminium. Corros. Sci. 2009, 51, 2151–2157. [Google Scholar] [CrossRef]
- Dobkowska, A.; Sotniczuk, A.; Bazarnik, P.; Mizera, J.; Garbacz, H. Corrosion behavior of cold-formed aa5754 alloy sheets. Materials 2021, 14, 394. [Google Scholar] [CrossRef] [PubMed]
- Moore, K.L.; Sykes, J.M.; Hogg, S.C.; Grant, P.S. Pitting corrosion of spray formed Al-Li-Mg alloys. Corros. Sci. 2008, 50, 3221–3226. [Google Scholar] [CrossRef]
- Benedetti, A.; Cirisano, F.; Delucchi, M.; Faimali, M.; Ferrari, M. Potentiodynamic study of Al-Mg alloy with superhydrophobic coating in photobiologically active/not active natural seawater. Colloids Surf. B Biointerfaces 2016, 137, 167–175. [Google Scholar] [CrossRef]
- Puiggali, M.; Zielinski, A.; Olive, J.M.; Renauld, E.; Desjardins, D.; Cid, M. Effect of microstructure on stress corrosion cracking of an Al-Zn-Mg-Cu alloy. Corros. Sci. 1998, 40, 805–819. [Google Scholar] [CrossRef]
- Knight, S.P.; Birbilis, N.; Muddle, B.C.; Trueman, A.R.; Lynch, S.P. Correlations between intergranular stress corrosion cracking, grain-boundary microchemistry, and grain-boundary electrochemistry for Al–Zn–Mg–Cu alloys. Corros. Sci. 2010, 52, 4073–4080. [Google Scholar] [CrossRef]
- Kairy, S.K.; Turk, S.; Birbilis, N.; Shekhter, A. The role of microstructure and microchemistry on intergranular corrosion of aluminium alloy AA7085-T7452. Corros. Sci. 2018, 143, 414–427. [Google Scholar] [CrossRef]
- Andreatta, F.; Terryn, H.; De Wit, J.H.W. Corrosion behaviour of different tempers of AA7075 aluminium alloy. Electrochim. Acta 2004, 49, 2851–2862. [Google Scholar] [CrossRef]
- Chromiński, W. Microstructural Heterogeneities and Their Influence on Precipitation Phenomena in a Severely Deformed 6082 Aluminium Alloy. Ph.D. Thesis, Warsaw University of Technology, Warsaw, Poland, 2016. [Google Scholar]
Figure 1.
Microstructure of the 7475 Al alloy: (a) SEM microstructure of the CG_T6 sample, (b) TEM microstructure of the CG_T6 sample, (c) TEM microstructure of the HE sample, (d) TEM microstructure of the HT sample.
Figure 1.
Microstructure of the 7475 Al alloy: (a) SEM microstructure of the CG_T6 sample, (b) TEM microstructure of the CG_T6 sample, (c) TEM microstructure of the HE sample, (d) TEM microstructure of the HT sample.
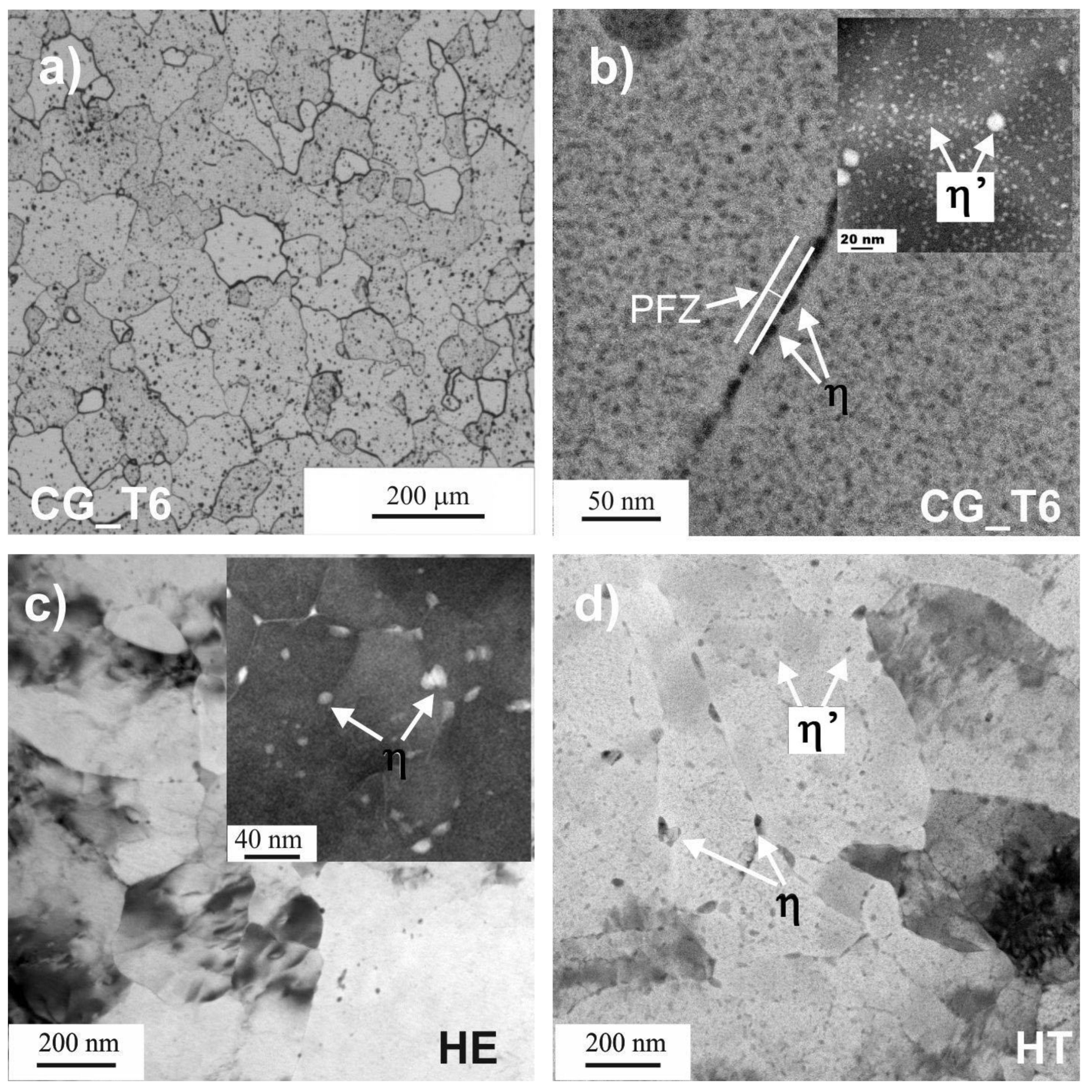
Figure 2.
SEM images of intermetallic particles in the 7475 Al alloy: (a) SEM image of the CG_T6 sample, (b) BSE image of the Al-Cu-Fe particle, (c) BSE image of the Mg2Si particle, (d) SEM image of the HE sample.
Figure 2.
SEM images of intermetallic particles in the 7475 Al alloy: (a) SEM image of the CG_T6 sample, (b) BSE image of the Al-Cu-Fe particle, (c) BSE image of the Mg2Si particle, (d) SEM image of the HE sample.
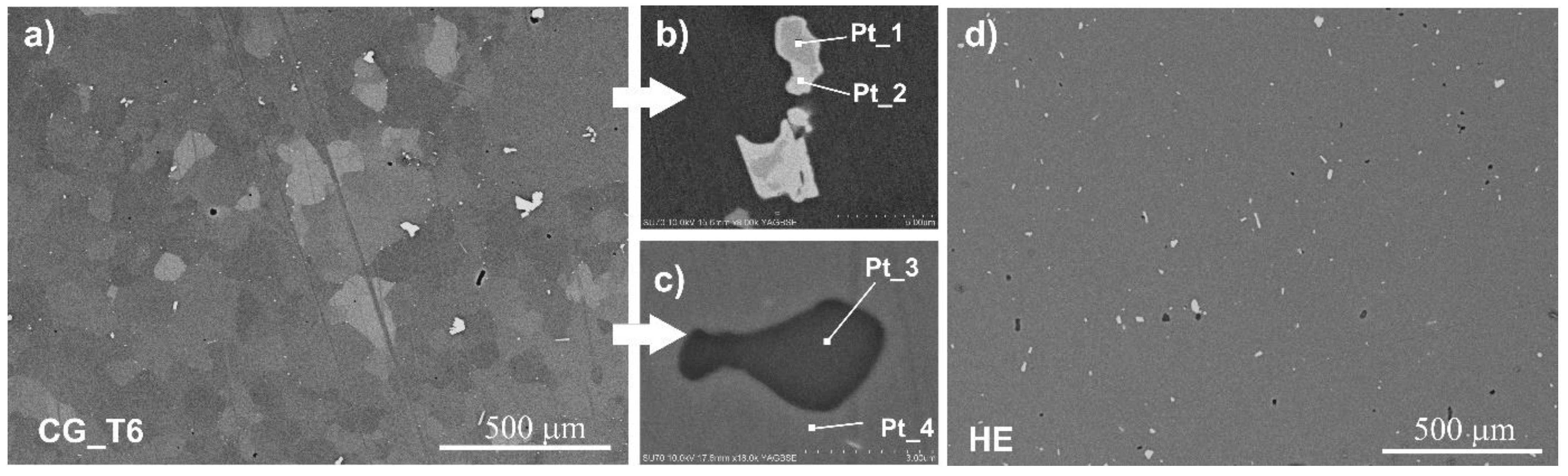
Figure 3.
EOCP vs. time recorded during 45 h immersion of CG_T6, HE and HT 7475 Al alloy in 0.1 M NaCl.
Figure 3.
EOCP vs. time recorded during 45 h immersion of CG_T6, HE and HT 7475 Al alloy in 0.1 M NaCl.
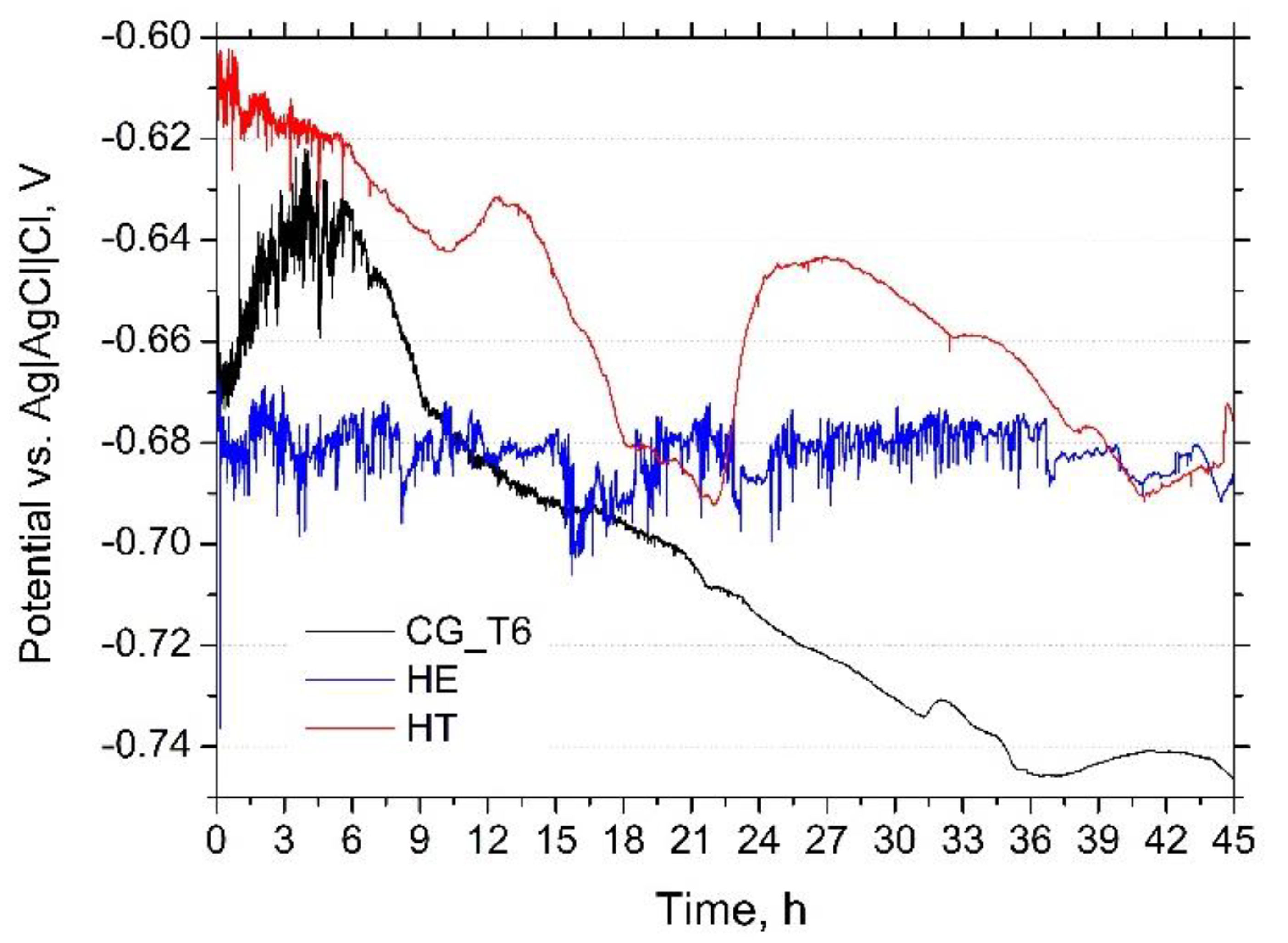
Figure 4.
Potentiodynamic polarization curves of the 7475 Al alloy in an aerated 0.1 M NaCl.

Figure 5.
Post-corrosion morphology on the surface (a–c) and on the cross sections (d–f) of CG_T6, HE, and HT 7475 Al alloys after potentiodynamic polarization in aerated 0.1M NaCl.
Figure 5.
Post-corrosion morphology on the surface (a–c) and on the cross sections (d–f) of CG_T6, HE, and HT 7475 Al alloys after potentiodynamic polarization in aerated 0.1M NaCl.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical composition of 7475 Al alloy (wt.%) [42].
Table 1.
Chemical composition of 7475 Al alloy (wt.%) [42].
| Alloy | Zn | Mg | Cu | Zr | Fe | Si | Ti | Mn |
|---|---|---|---|---|---|---|---|---|
| 7475 | 6.00 | 2.49 | 1.66 | 0.12 | 0.12 | 0.094 | 0.015 | 0.01 |
Table 2.
EDS analysis of the chemical composition of secondary phases present in the 7475 Al alloy (points 1–4 in Figure 3).
Table 2.
EDS analysis of the chemical composition of secondary phases present in the 7475 Al alloy (points 1–4 in Figure 3).
| % at. | Mg-K | Al-K | Si-K | Fe-L | Cu-L | Zn-L |
|---|---|---|---|---|---|---|
| Pt_1 | 0.4 ± 0.1 | 66.4 ± 0.2 | 2.5 ± 0.1 | 22.2 ± 0.1 | 8.5 ± 0.1 | - |
| Pt_2 | - | 61.0 ± 0.2 | - | 15.0 ± 0.2 | 24.0 ± 0.2 | - |
| Pt_3 | 60.2 ± 0.3 | 2.1 ± 0.1 | 37.8 ± 0.3 | - | - | - |
| Pt_4 | 2.8 ± 0.1 | 92.5 ± 0.4 | - | 0.2 ± 0.1 | 0.7 ± 0.1 | 3.8 ± 0.1 |
Table 3.
Average electrochemical parameters: corrosion potential (Ecorr), pitting potential (Epit), and corrosion current density (icorr) obtained from potentiodynamic curves.
Table 3.
Average electrochemical parameters: corrosion potential (Ecorr), pitting potential (Epit), and corrosion current density (icorr) obtained from potentiodynamic curves.
| Sample | Ecorr vs. Ag|AgCl|Cl−, V | Epit vs. Ag|AgCl|Cl−, V | icorr, µA/cm2 |
|---|---|---|---|
| CG_T6 | −0.629 ± 0.02 | −0.626 ± 0.2 | 1.0 ± 0.2 |
| HE | −0.672 ± 0.01 | −0.669 ± 0.1 | 3.4 ± 0.2 |
| HT | −0.610 ± 0.01 | −0.604 ± 0.1 | 1.4 ± 0.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Ura-Bińczyk, E. Improvement of Pitting-Corrosion Resistance of Ultrafine-Grained 7475 Al Alloy by Aging. Materials 2022, 15, 360. https://doi.org/10.3390/ma15010360
AMA Style
Ura-Bińczyk E. Improvement of Pitting-Corrosion Resistance of Ultrafine-Grained 7475 Al Alloy by Aging. Materials. 2022; 15(1):360. https://doi.org/10.3390/ma15010360
Chicago/Turabian StyleUra-Bińczyk, Ewa. 2022. "Improvement of Pitting-Corrosion Resistance of Ultrafine-Grained 7475 Al Alloy by Aging" Materials 15, no. 1: 360. https://doi.org/10.3390/ma15010360
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.