Sheet metal forming is one of the most widely used manufacturing process in the industry, with applications ranging from automotive to aerospace industries. The formability of sheets in the conventional sheet metal-forming process depends on a number of factors, such as material properties, blank holding force, material flow during forming and die design, to mention a few [
1]. However, the major limitations include low formability, uneven thickness variations due to a nonuniform distribution of forces, high spring-back and higher wrinkling of the material [
2]. The electromagnetic forming process has the advantage of contact-free application of force, environmental friendly, better process control, reduced rework, reduced tooling cost, reduced spring-back and improved formability [
2].
In the electromagnetic forming process, the workpiece material achieves forming velocity ranging between 100 m/s and 300 m/s [
3]. The workpiece deforms due to transient magnetic pressure. At very high speed, the formability of a deforming workpiece increases while the spring-back effect minimizes [
2]. Due to the complexity of the electromagnetic forming process involving multiple process parameters and its effects on sheet deformation such as magnetic pressure (Lorentz force), electrical conductivity of the material and behaviour of the material under high strain rate, many researchers have developed numerical models to investigate these effects. Takatsu et al. [
4] used a spiral coil for free bulging of the aluminium workpiece and validated the experimental results with a numerical model. Nonuniform distribution of radial magnetic force was observed, which led to uneven deformation of the blank in free bulging. The Lorentz forces acted only on the annular region, while the central region of the workpiece deformed due to inertial force. Fenton and Daehn developed a 2D Arbitrary Langrangian–Eulerian (ALE) model to analyse the magnetic force distribution and sheet morphology during deformation. The model evaluated the magnetic force on every time step and the corresponding motion of the workpiece during deformation. Due to complexity, the model was limited to 2D free bulging. Oliveria et al. [
5] used a loose coupling model to investigate the deformation of the workpiece material during magnetic forming, and commercial software LS DYNA was used. The magnetic pressure was first estimated and then applied to the workpiece. ABAQUS/Explicit commercial code was used by Correia et al. [
6] to estimate the maximum deformation of the workpiece. The model was uncoupled, hence easy to develop and converge, but relatively exaggerated Lorentz force results were approximated that resulted in the overestimation of sheet deformation as compared to experimental deformation results. A sequentially coupled model was developed by Haiping et al. [
7] for magnetic pulse forming of thin tubes as the workpiece. In the model, the change in the magnetic field due to the moving workpiece was ignored. The model was good for a 2D axisymmetric workpiece but not suitable for complex geometries or unsymmetric shapes. The adaptive remeshing technique was used by Cui et al. [
8] in a loosely coupled model to remesh the air domain in the surroundings. The model gave better results for 2D axisymmetric deformation as compared to experimental results. Another uncoupled numerical model was developed by Li et al. [
9] using ANSYS/EMAG to evaluate the magnetic pressure on the workpiece for all time steps, and the calculated magnetic pressure was then applied on the workpiece using ABAQUS/Explicit software for 3D deformation. The results obtained were satisfactory with reduced computational time as compared to previous studies. Cao et al. [
10] developed a fully coupled numerical model using COMSOL Multiphysics to validate the experimental results of Takatsu et al. [
4] for free-forming axisymmetric sheet deformation. The change in the induced current due to changing the sheet morphology was also considered. The results obtained were very accurate; however, the model is time-consuming and is difficult to implement on 3D models. Yu et al. [
11] analysed circular hole flanging using the conventional method and electromagnetic forming process. The results were compared, and much better formability was observed in the electromagnetic forming process due to consistent radial force and inertial forces on the workpiece as compared to the conventional method in which localised elongation occurred. Noh et al. [
12] developed an uncoupled model for unsymmetric 3D magnetic forming of the aluminium alloy. The results obtained were good but with some errors. A sequentially coupled numerical model was adopted to analyse the input parameters of pulsed forming. The effect of the changing morphology of the workpiece on Lorentz’s force was not considered. The results were satisfactory [
13]. A loosely coupled numerical model was developed by [
14] to analyse the deformation of the corrugated and ribbed workpieces. The ribbed sheet showed better deformation and magnetic pressure due to the higher value of the skin depth. Huang et al. [
15] developed a pulsed magnetic forming setup to control the magnetic pressure and blank holding force. Edge wrinkling phenomena were reduced in the final workpiece, and the formability was increased. Ning Lui et al. [
16] varied the coil parameters to analyse the Lorentz force distribution on the workpiece by changing the diameter of the spiral coil. It was observed that, by changing the coil parameters, the Lorentz force distribution and workpiece velocity can be altered, and consequently, its final deformed shape may vary accordingly. Zarak Khan et al. [
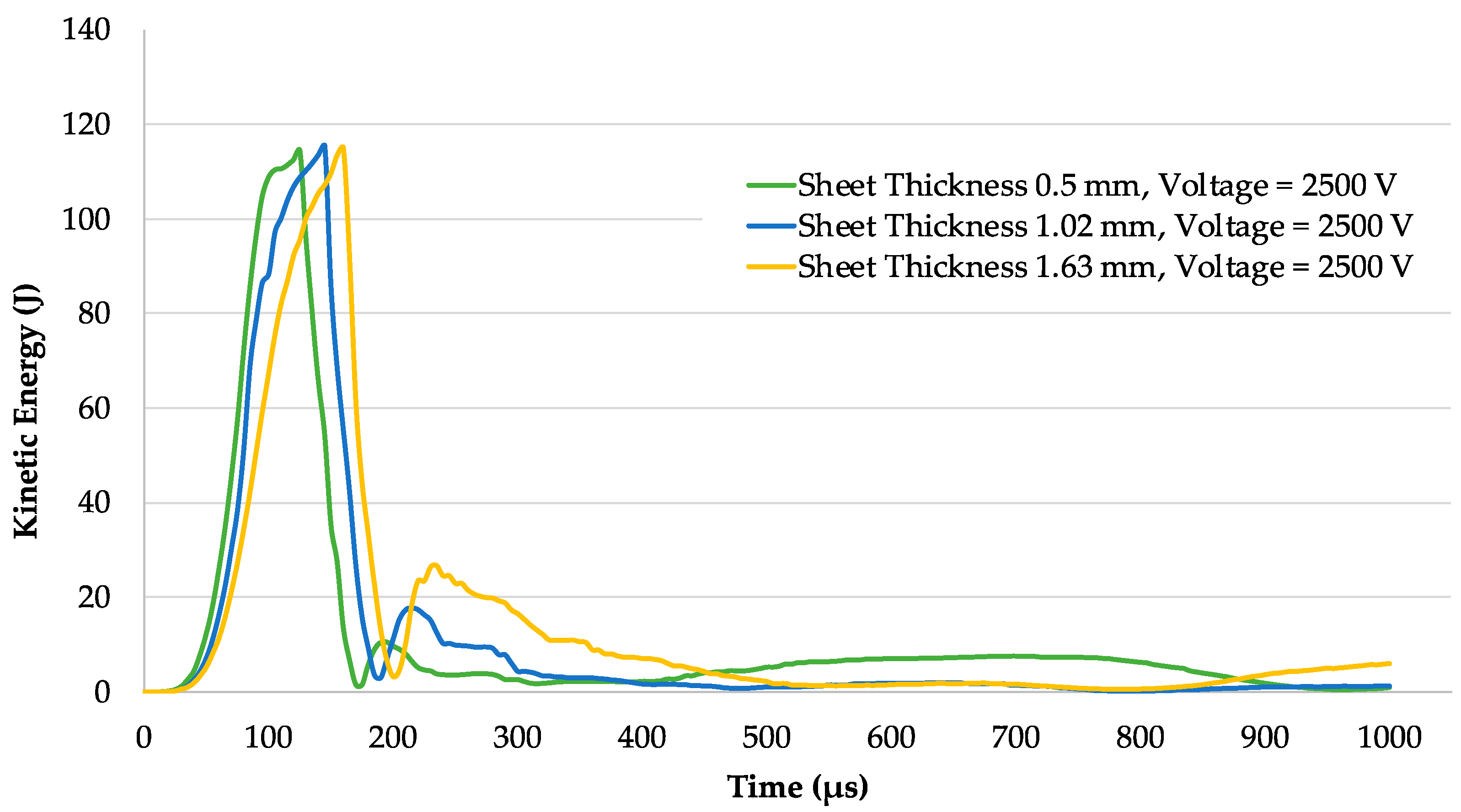
17] analysed three important process parameters for closed die aluminium alloy forming. It was observed that the most important process parameters in electromagnetic sheet metal forming are the input voltage and workpiece thickness. The coil parameters play smaller roles as compared to voltage and sheet thickness. Ductile failure is a common phenomenon in the sheet metal-forming process due to excessive tensile stresses, resulting in failure of the workpiece [
18]. Considerable effort has been made to predict the ductile failure of various materials using a modelling approach. A combination of a forming-limiting diagram, ductile fracture criterion and shear stress criterion has been used to predict the fracture strain of steel and aluminium alloys [
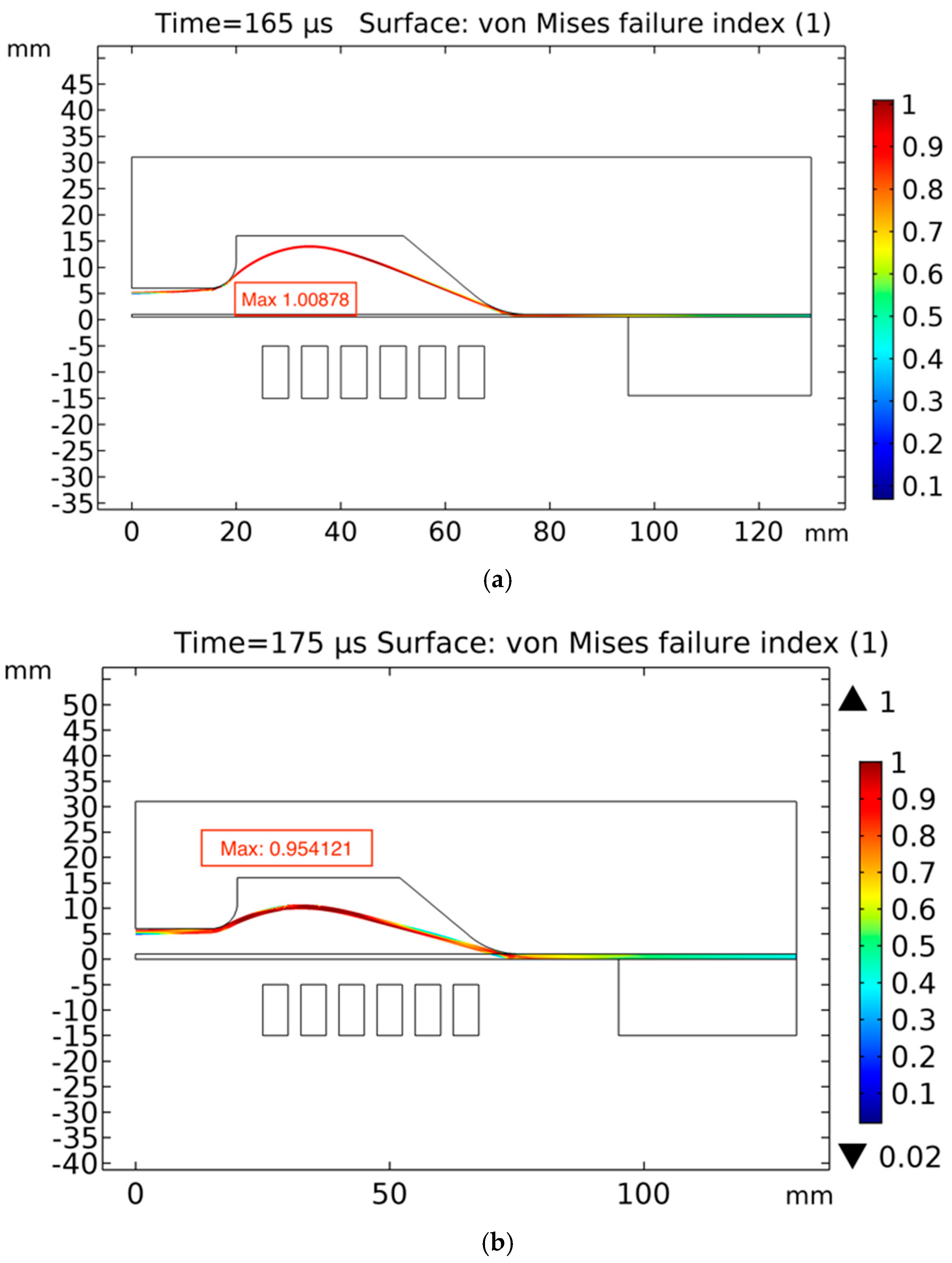
19]; however, a generalised model has not been developed for different materials. In the current research, the von Mises yielding criterion is used incorporated with the failure index [
20] to predict failure during electromagnetic sheet metal forming.
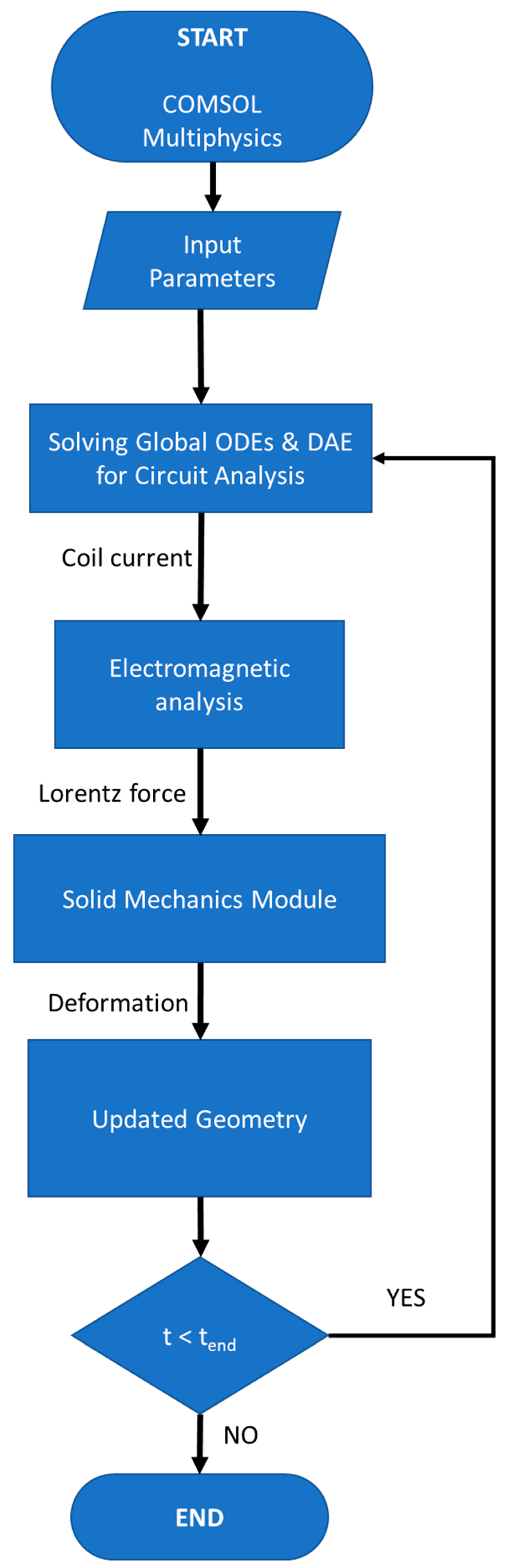
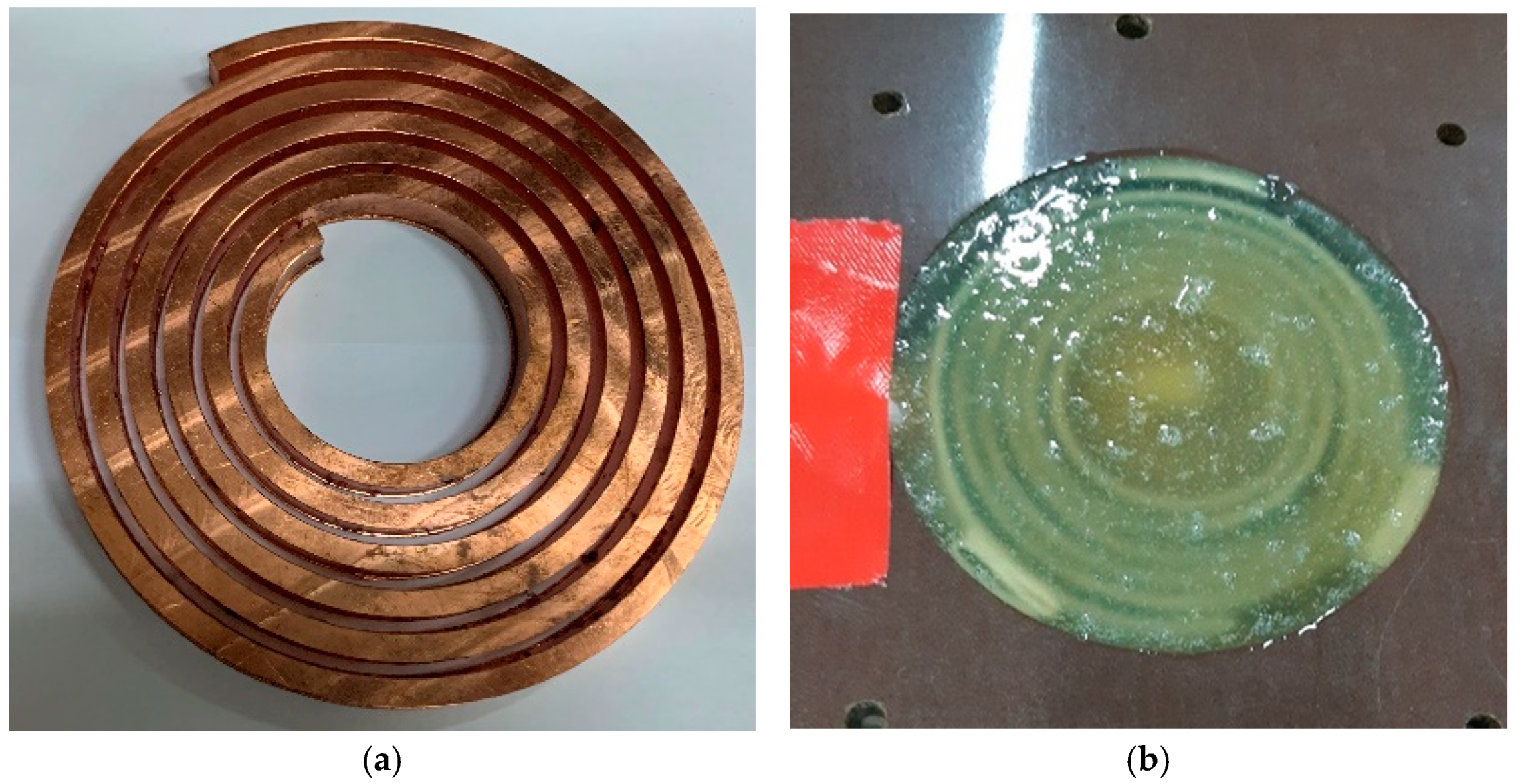
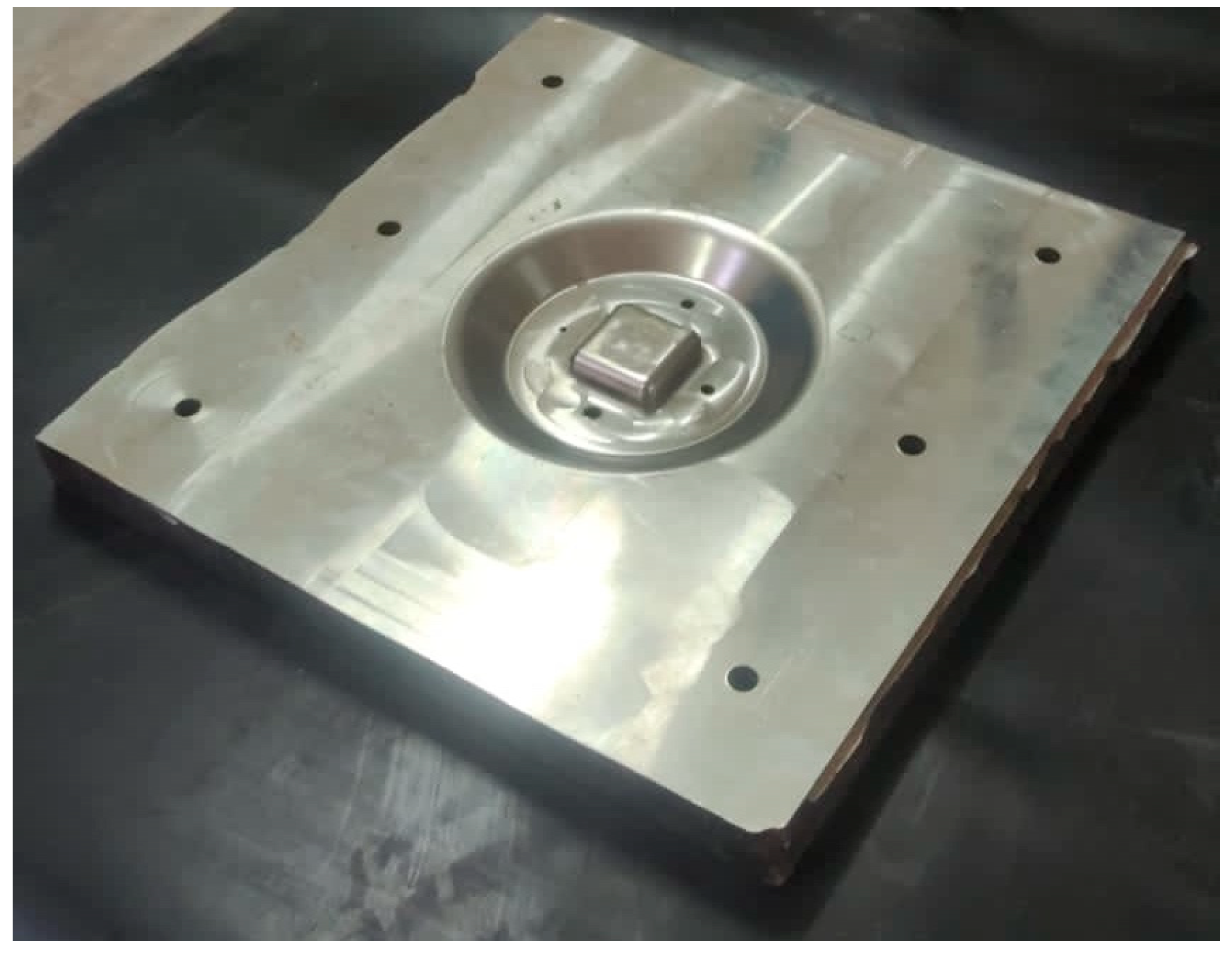
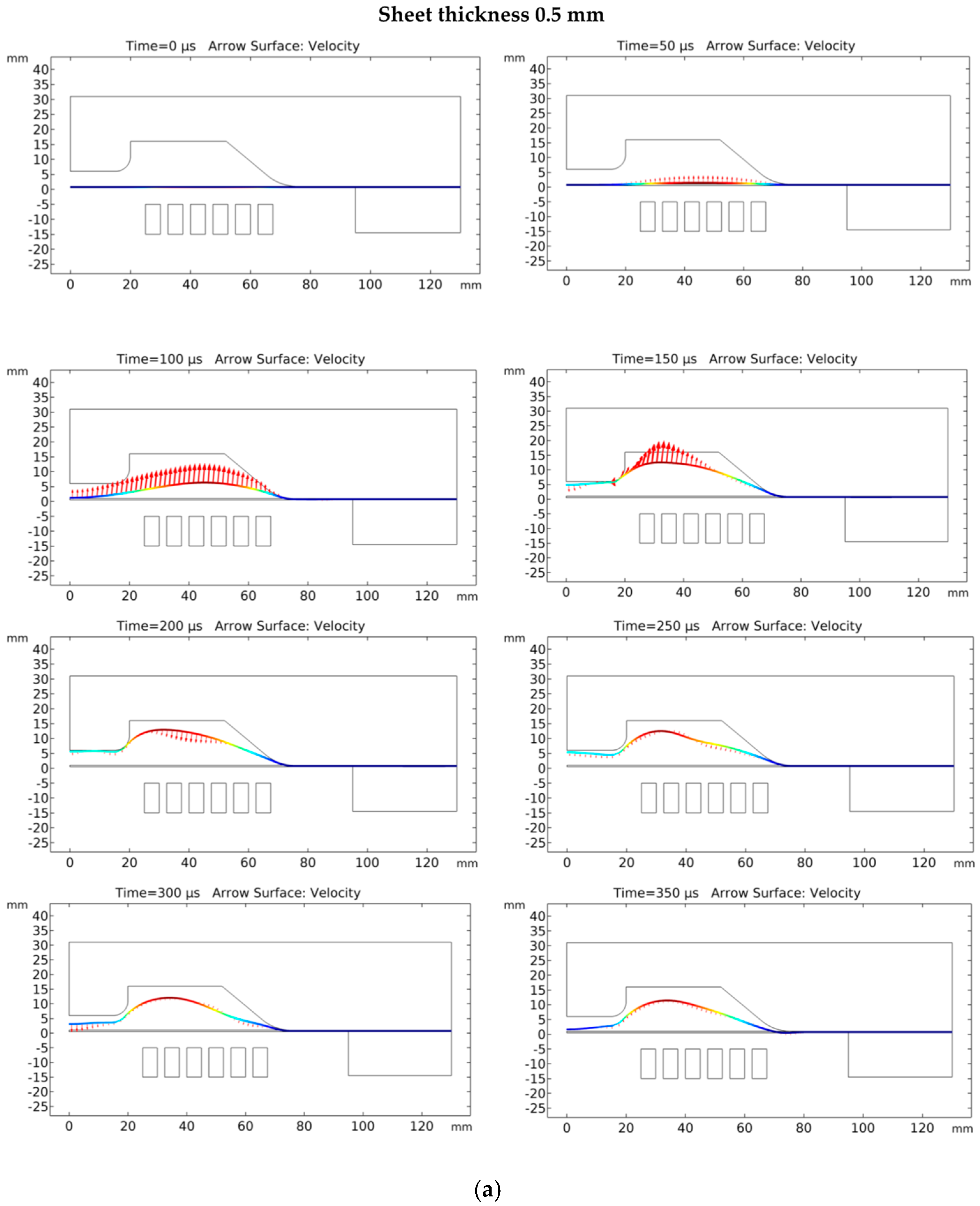
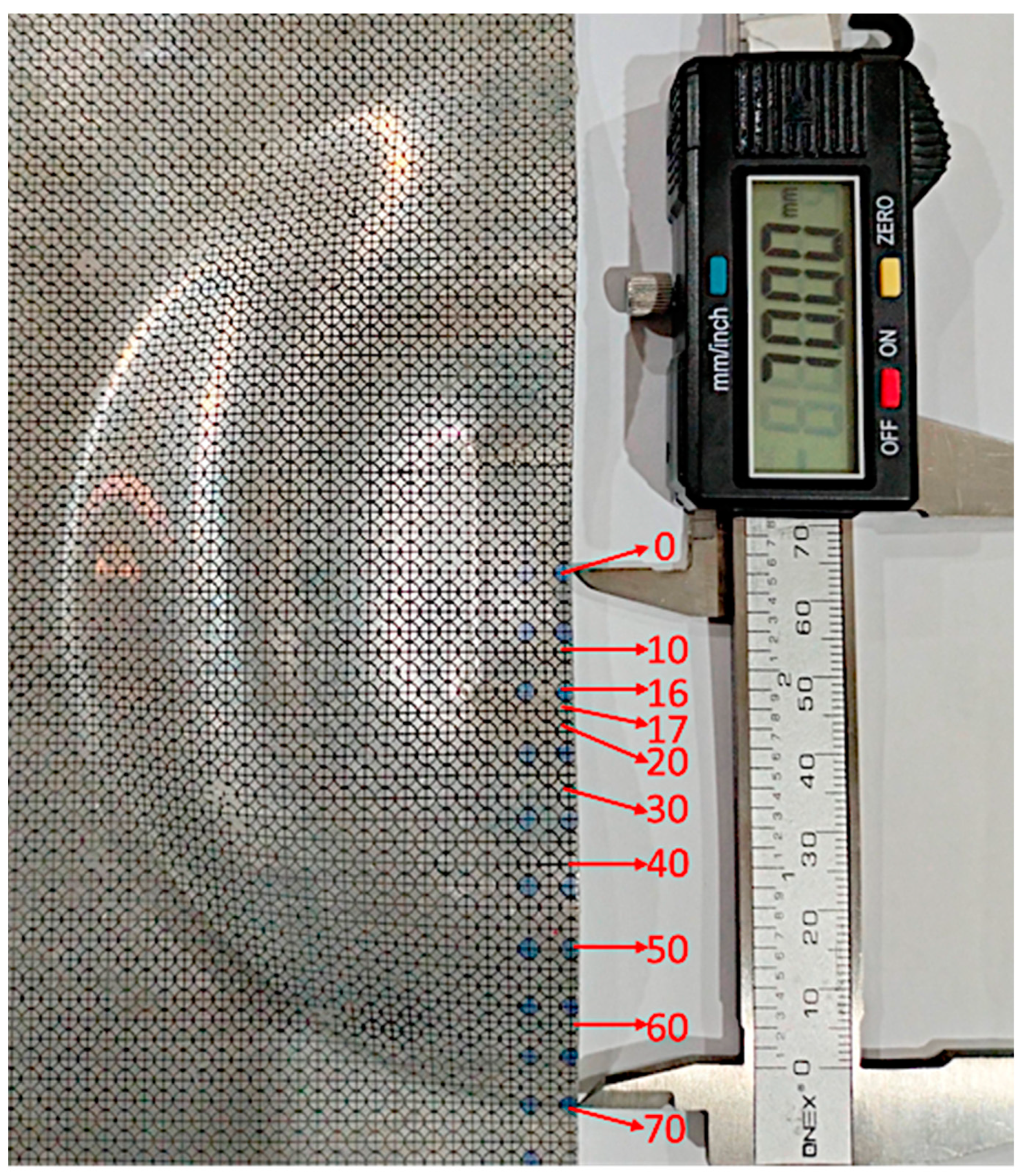
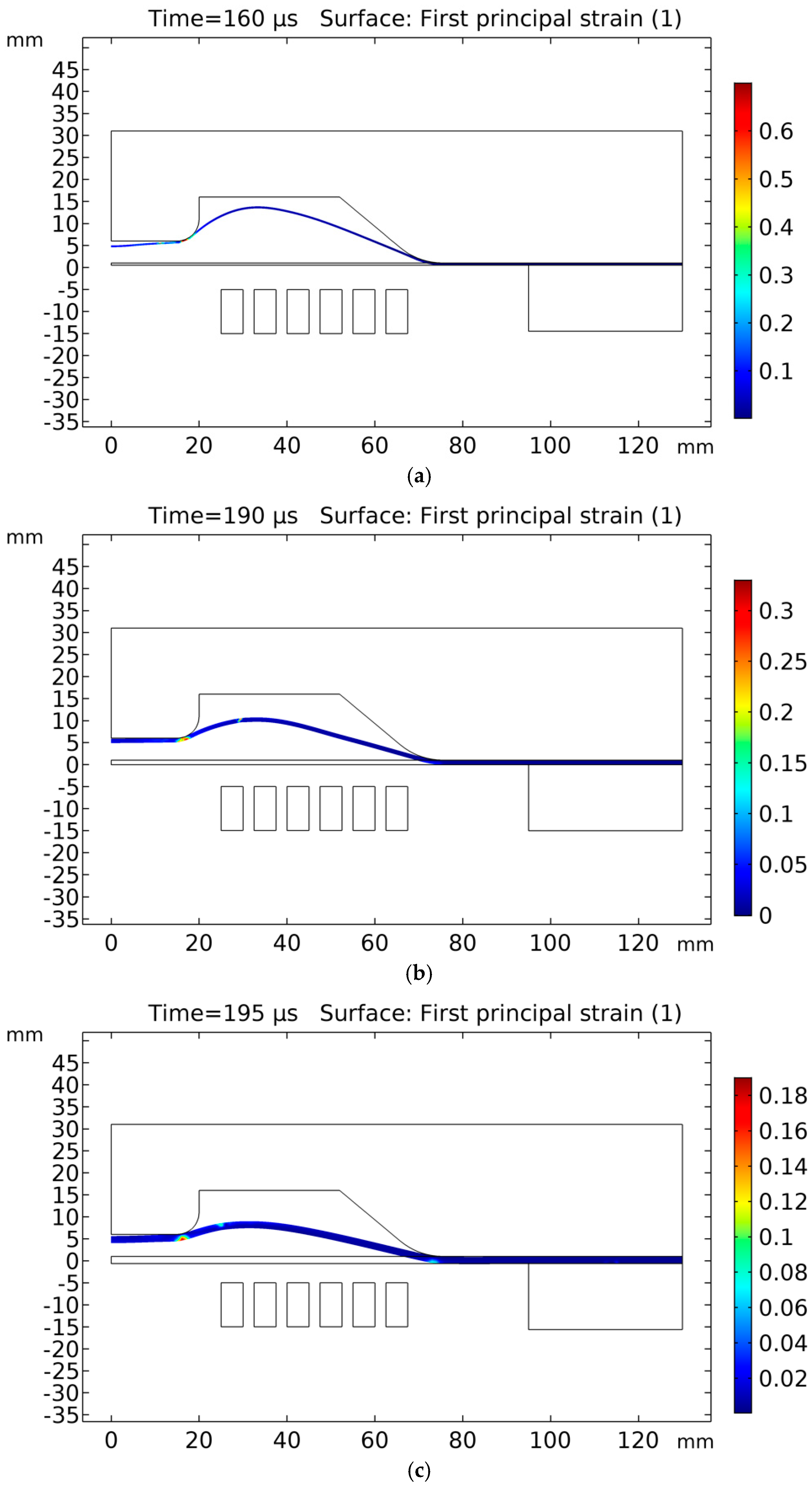
In the current research, a 3D fully coupled numerical model was developed to investigate the dynamic behaviour of electromagnetic sheet forming to predict the deformation and failure. Electrical circuits coupled with magnetic field and solid mechanics were used to model the electromagnetic forming process. Experimentation was performed on aluminium alloy AA6061-T6 of varying sheet thicknesses. The sheet failure and deformation predicted by the numerical model were validated using experimentation.

 ,
, 













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}