
Effect of the Biodegradable Component Addition to the Molding Sand on the Microstructure and Properties of Ductile Iron Castings

 ,
,  ,
,
Abstract
:1. Introduction
- −
- The selection of the chemical composition of the casting;
- −
- The proper selection of mold and core technology;
- −
- The preparation, smelting and refining of the liquid alloy (modifiers);
- −
- The post-casting treatment, i.e., removal of gating systems, treatment heat, finishing (polishing, shot blasting) of the raw surface of castings;
- −
- The quality control of the finished product.
2. Materials and Methods
3. Results and Discussion
3.1. Experimental Castings Microstructure
3.2. Results of the Standard Tensile Test
4. Conclusions
- The microstructural effects in the tested castings were revealed in two zones, depending on the area of observation: in the surface layer (casting skin) and in the zone approximately 10 mm from the surface of the casting. These effects manifested themselves through changes in the phase composition of the metal matrix and the shape of graphite spheroids. The effects of the superficial zone on mechanical properties can be considered in two aspects, related to a. Material and b. Cast part.
- a.
- Material effects result from the diffusive exchange of elements at the metal/form interface. The resulting concentration gradient of individual components in the liquid alloy affects the final image of the microstructure of the material. This impact concerns both the matrix composition and graphite morphology, and then the observed differentiation of properties (Table 2 and Table 3).
- b.
- Different ranges of superficial zone of different matrix and graphite morphology observed in the examined cast parts can influence on useful properties of cast parts during specific exploitation conditions.
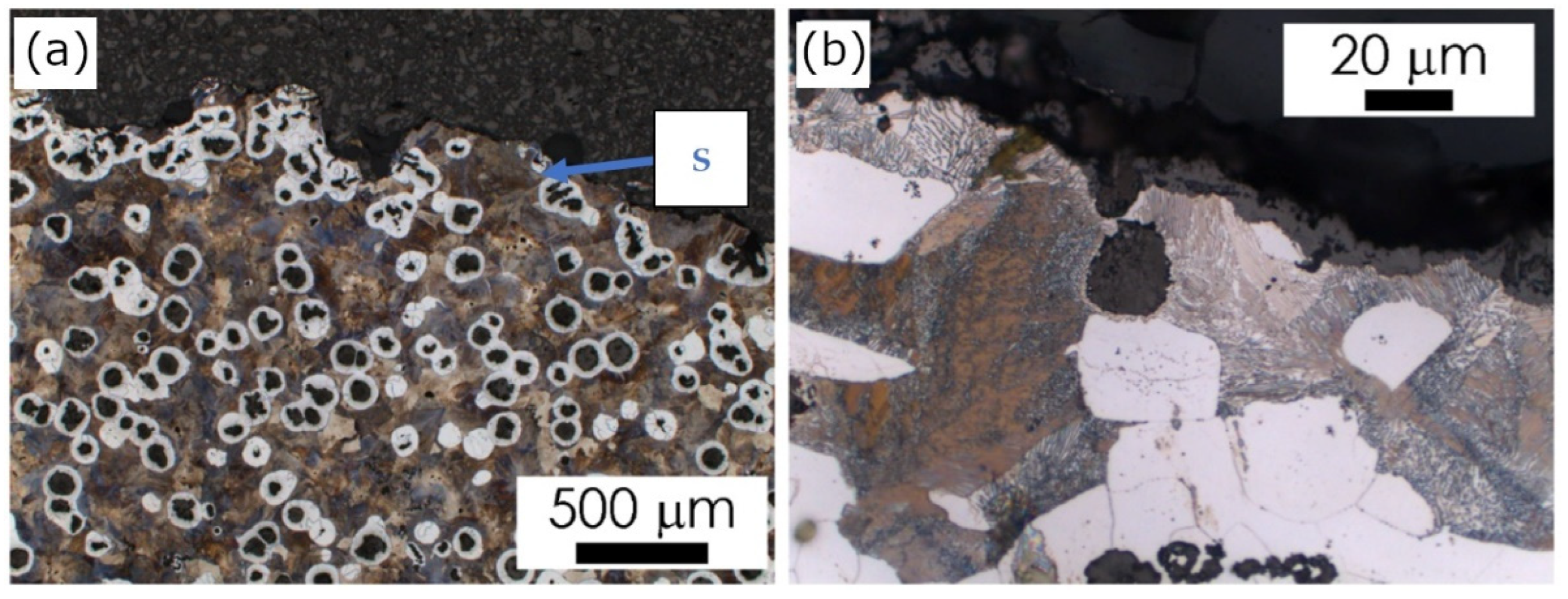
- Experimental castings were characterized by a different thickness and microstructure of the surface layer. The microstructural effects in the superficial layer, such as the pearlite rim observed for acidic mold sand, the ferritic rim for alkaline, and graphite spheroids degeneration, especially spectacular for acidic mold with PCL addition, may point to the interference of the chemical interactions between liquid alloy and components released from mold sand, such as sulfur and oxygen.
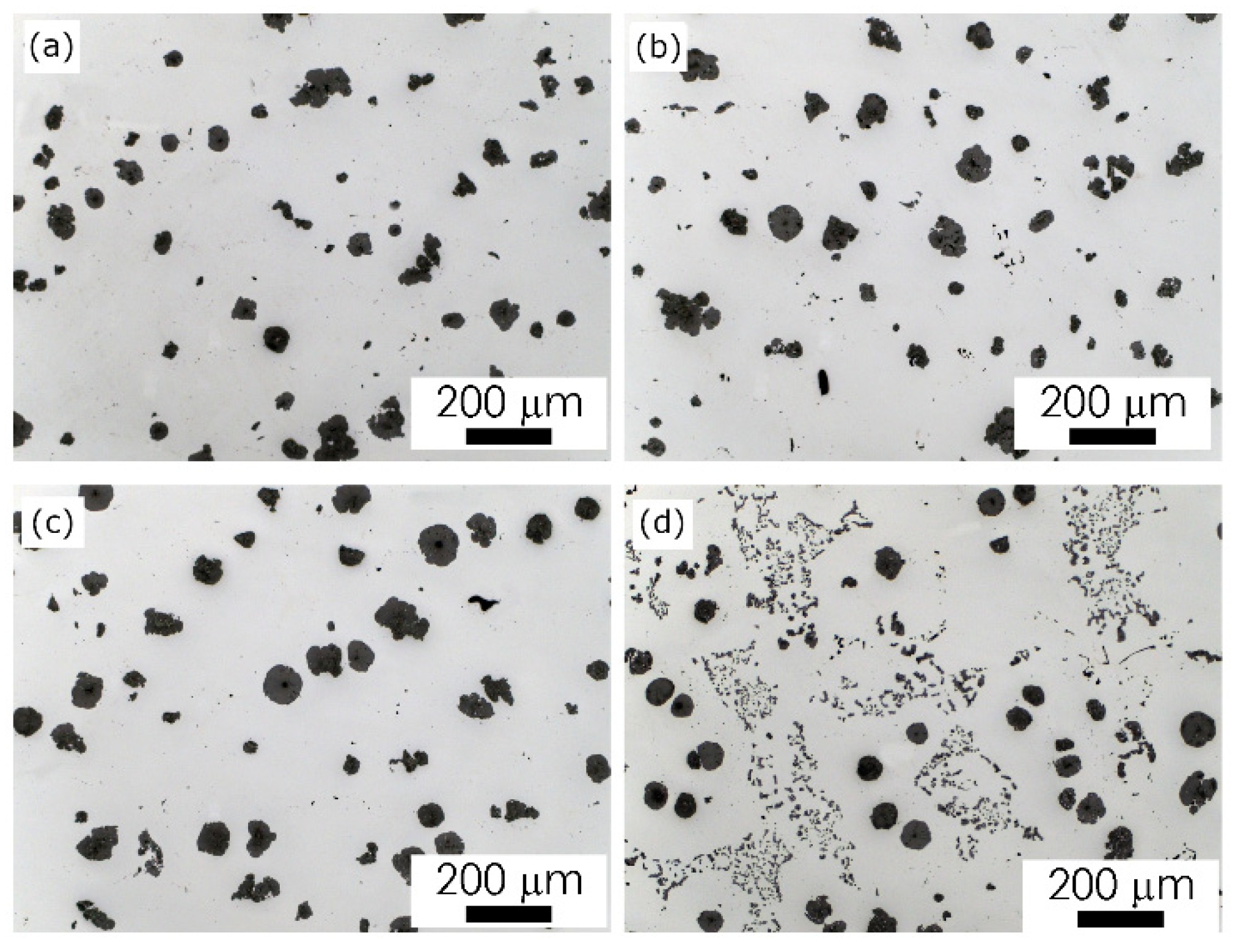
- The microstructural effects observed on the cross-section of the examined castings, in 10 mm from the surface, such as a change in the volume fraction of ferrite in metal matrix and changes in the morphological characteristics of graphite spheroids, indicate the possibility of a long-term, indirect influence of the used mold materials, modified by adding various binders and hardener fractions to silica sand (Table 1).
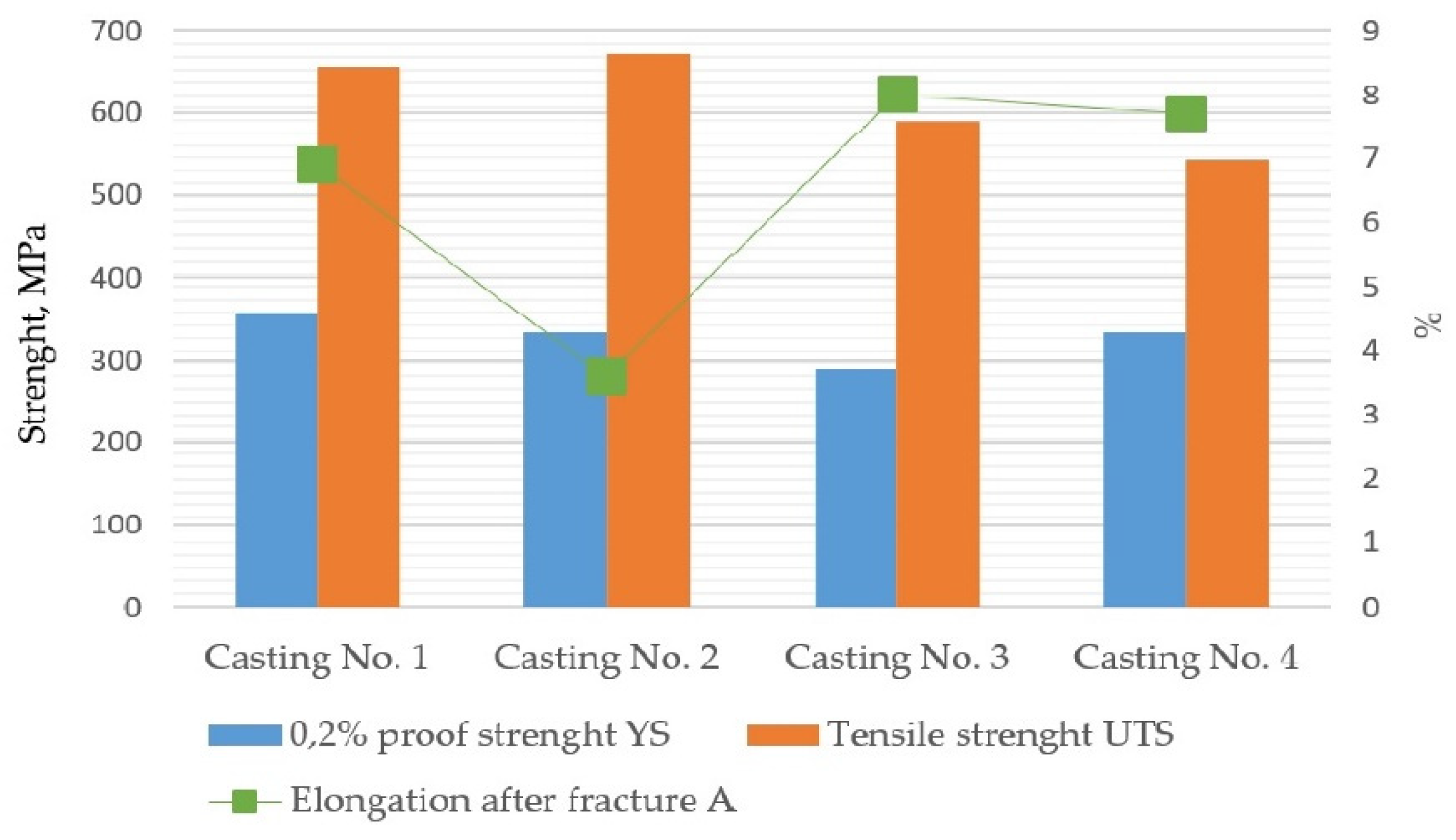
- Two types of material effects can be indicated: 1. increased material strength in castings No. 1 and 2 made in molds with an acid hardener compared to that obtained in castings No. 3 and 4, made in molds based on alkali resins, and 2. increased ductility of the material in castings No. 3 and 4. The obtained results indicate the possibility of optimizing the composition of the mold material, i.e., the selection of additives used as binders and hardeners to control the mechanical properties of the casting.
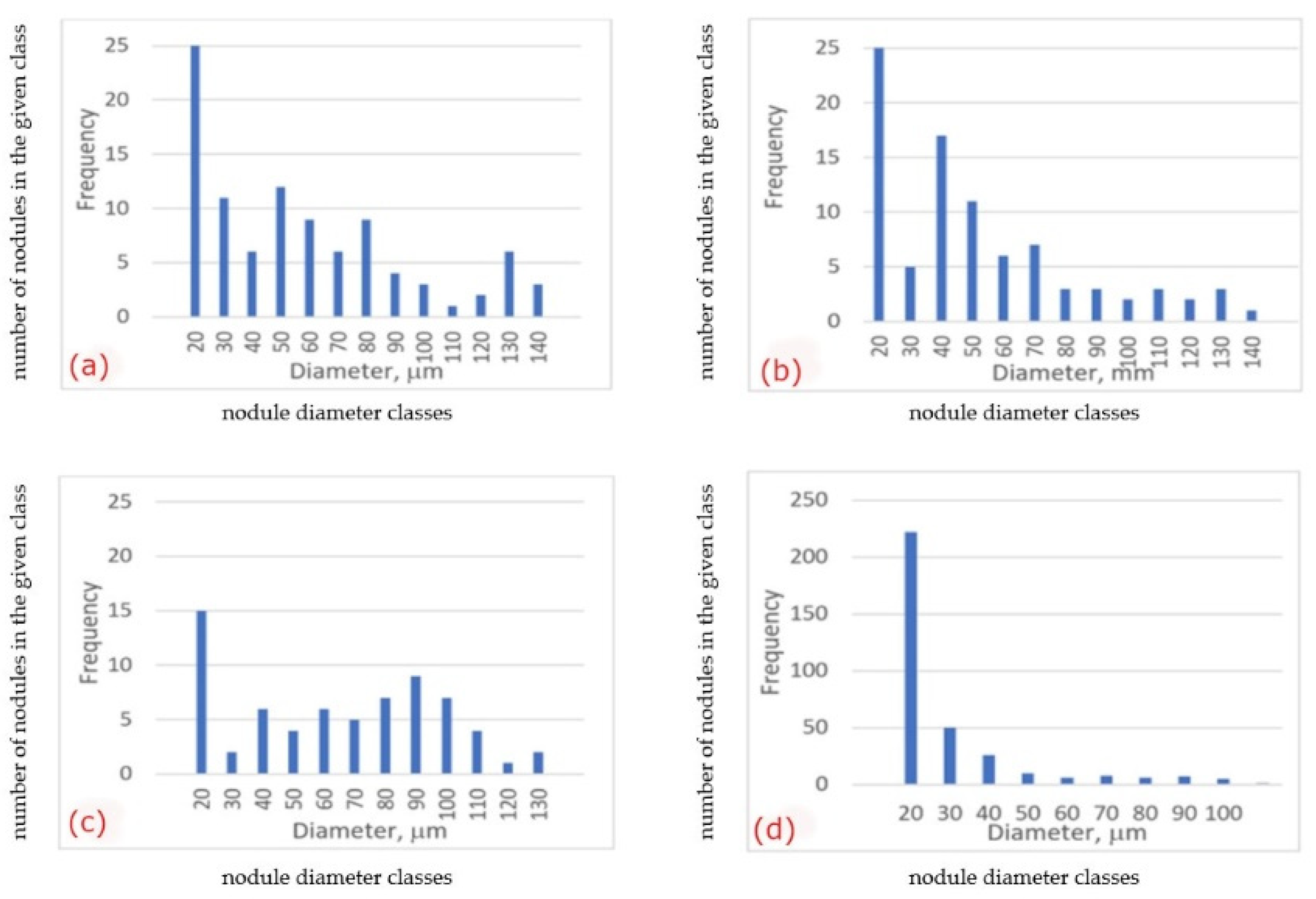
- Quantitative image analysis revealed some differences in graphite morphology, not always accounted for in the visual analysis results. From a comparison of the histograms in Figure 9b, it follows that the spheroidal size distribution is bimodal, i.e., there are probably two sets of nodules: in sample 2 (Figure 9b) the first with a diameter of 120–140 mm and the second with a diameter of 30–50 mm, while in sample 3 (Figure 9c)—the first with a diameter of 90–100 mm and the second, probably not very numerous, with a diameter of about 130 mm. This difference in the size distribution of spheroids can be considered a factor of the synergy effect of both components of the microstructure, i.e., graphite and matrix, on the mechanical properties (Table 3).
- At this stage of the research, it can be assumed that the difference in the matrix microstructure results indirectly from:
- a.
- Direct diffusion interactions at the metal/mold interface, which are influenced by the composition of the molding sand,
- b.
- The temperature field occurring in the casting at the subsequent stages of solidification, when the microstructure is formed, is determined by the thermophysical properties of the mold depending on the components used. As these presented results concern of initial stage of research, these phenomena are still under examination.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Major-Gabryś, K. Odlewnicze Masy Formierskie i Rdzeniowe Przyjazne dla Środowiska; Archives of Foundry Engineering Publisher: Katowice-Gliwice, Poland, 2016. (In Polish) [Google Scholar]
- Major-Gabryś, K.; Hosadyna-Kondracka, M.; Stachurek, I. Determination of Mass Loss in Samples of Post-Regeneration Dust from Moulding Sands with and without PCL Subjected to Biodegradation Processes in a Water Environment. J. Appl. Mater. Eng. 2021, 60, 3. [Google Scholar] [CrossRef]
- Holtzer, M.; Bobrowski, A.; Drożyński, D.; Makselon, J.; Isendorf, B. Investigations of Properties of Molding Sands with Resins Applied in the Alphaset Technology. Arch. Foundry Eng. 2013, 13, 31–37. [Google Scholar]
- Baier, J.; Koppen, M. Manual of Casting Defects. Incidence and Avoidance of Defects Attributable to Molding Sands; IKO-Erbsloh Publisher: Marl, Germany, 1994. [Google Scholar]
- Hosadyna, M.; Dobosz, S.M.; Major-Gabryś, K. Influence of the hardener type on the sulfur diffusion from molding sand to the casting surface. Arch. Foundry Eng. 2011, 11, 87–92. [Google Scholar]
- Riposan, I.; Chisamera, M.; Stan, S.; Skaland, T. Surface Graphite Degeneration in Ductile Iron Cast for Resin Molds. Tsinghua Sci. Technol. 2008, 13, 157–163. [Google Scholar] [CrossRef]
- Stefanescu, D.; Wills, S.; Massone, J. Quantification of Casting Skin in Ductile and Compacted Graphite Irons and Its Effect on Tensile Properties. Int. J. Met. 2008, 2, 7–28. [Google Scholar] [CrossRef]
- Chisamera, I.N.; Riposan, M. Mold Coatings to Reduce Graphite Degeneration in the Surface Layer of Ductile Iron Castings. Int. J. Met. 2012, 6, 61–70. [Google Scholar] [CrossRef]
- Dańko, R.; Holtzer, M.; Górny, M.; Żymankowska-Kumon, S. Effect of Reclamation on the Skin Layer of Ductile Iron Cast in Furan Molds. J. Mater. Eng. Perform. 2013, 22, 3592–3600. [Google Scholar] [CrossRef] [Green Version]
- Nwaogu, U. Metallurgical Coating to Reduce Graphite Degeneration at the Surface Zone of Compacted Graphite Iron. FOSECO Publ. 2017, 23–30. [Google Scholar]
- Psimenos, A.; Scheitz, W.; Eder, G. Die Schwefel reduction beim Nobake Verfahren. Giess.-Rundchau 2009, 56, 2–6. [Google Scholar]
- Linke, T.; Sluis, J.R. The influence of coatings on the graphite structure in the rim-zone of ductile iron castings. In Proceedings of the 60th World Foundry Congress, Hague, The Netherlands, 26 September–1 October 1993. [Google Scholar]
- Dańko, R.; Holtzer, M.; Dańko, J. Characteristics of Dust from Mechanical Reclamation of Moulding Sand with Furan Cold-Setting Resins—Impact on Environment. In Proceedings of the 2015 WFO International Forum on Moulding Materials and Casting Technologies, Changsha, China, 25–28 September 2015; pp. 38–46. [Google Scholar]
- Eastman, J. Protein-Based Binder Update: Performance Put to the Test. Mod. Cast. 2000, 90, 32–34. [Google Scholar]
- Kramářová, D.; Brandštetr, J.; Rusín, K.; Henzlová, P. Biogenní polymerní materiály jako pojiva slévárenských forem a jader. Slévárenství 2003, 60, 71–73. [Google Scholar]
- Grabowska, B.; Holtzer, M.; Dańko, R.; Górny, M.; Bobrowski, A.; Olejnik, E. New BioCo Binders Containing Biopolymers for Foundry Industry. Metalurgija 2013, 52, 47–50. [Google Scholar]
- Grabowska, B.; Szucki, M.; Suchy, J.S.; Eichholz, S.; Hodor, K. Thermal degradation behavior of cellulose-based material for gating systems in iron casting production. Polimery 2013, 58, 39–44. [Google Scholar] [CrossRef]
- Choi, E.-J.; Park, J.-K. Study on biodegradability of PCL/SAN blend using composting method. Polym. Degrad. Stab. 1996, 52, 321–326. [Google Scholar] [CrossRef]
- Scott, G. Environmentally degradable polyolefins: When, why and how. In Proceedings of the Expert Group Meeting on Environmentally Degradable Plastics, Present Status and Perspectives, Trieste: ICS-UNIDO, Trieste, Italy, 16–17 November 2000; pp. 37–48. [Google Scholar]
- Scott, G. Green Polymers. Polym. Degrad. Stab. 2000, 68, 1–7. [Google Scholar] [CrossRef]
- Wiles, D.M.; Scott, G. Polyolefins with Controlled Environmental Biodegradability. Polym. Degrad. Stab. 2006, 91, 1581–1592. [Google Scholar] [CrossRef]
- Shah, A.A.; Hasan, F.; Hameed, A.; Ahmed, S. Biological Degradation of Plastics: A Comprehensive Review. Biotechnol. Adv. 2008, 26, 246–265. [Google Scholar] [CrossRef]
- Iwamoto, A.; Tokiwa, Y. Enzymatic degradation of plastics containing polycaprolactone. Polym. Degrad. Stab. 1994, 45, 205–213. [Google Scholar] [CrossRef]
- PN-EN ISO 6892-1:2016-09; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. Polish Standardization Committee: Warsaw, Poland, 2016.
- PN-EN 1563:2018-10; Founding—Spheroidal Graphite Cast Irons. Polish Standardization Committee: Warsaw, Poland, 2018.
- PN-EN ISO 945-1:2019-09; Iron Microstructure—Part 1: Classification of Graphite Precipitates Based on Visual Analysis. Polish Standardization Committee: Warsaw, Poland, 2019.
- González-Martínez, R.; de la Torre, U.; Ebel, A.; Lacaze, J.; Sertucha, J. Effects of high silicon contents on graphite morphology and room temperature mechanical properties of as-cast ferritic ductile cast irons. Part II—Mechanical properties. Mater. Sci. Eng. 2018, 712, 803–811. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Li, Y.; Xing, J.; Wang, S.; Zheng, B.; Tao, D.; Li, W. Effect of graphite morphology on the tensile strength and thermal conductivity of cast iron. Mater. Charact. 2018, 144, 155–165. [Google Scholar] [CrossRef]
- Nicoletto, G.; Collini, L.R.; Konečná, R.; Riva, E. Analysis of Nodular Cast Iron Microstructures for Micromechanical Model Development. Strain 2006, 42, 89–96. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Molding sand No. 1 | silica sand | 100 parts by mass | |
| furfuryl-resole resin | 1.1 parts by mass | ||
| hardener-a mixture of sulfuric acids in an aqueous solution | 0.55 parts by mass | ||
| Molding sand No. 2 | silica sand | 100 parts by mass | |
| furfuryl-resole resin | 1.1 parts by mass | 95% | |
| PCL polycaprolactone | 5% | ||
| hardener-a mixture of sulfuric acids in an aqueous solution | 0.523 parts by mass | ||
| Molding sand No. 3 | silica sand | 100 parts by mass | |
| alkyd resin | 1.1 parts by mass | ||
| hardener-catalyst based on isocyanates | 0.275 parts by mass | ||
| Molding sand No. 4 | silica sand | 100 parts by mass | |
| alkaline phenolic resin | 1.1 parts by mass | ||
| hardener-esters | 0.22 parts by mass | ||
| Specimen No. 1 | Specimen No. 2 | Specimen No. 3 | Specimen No. 4 | |
|---|---|---|---|---|
| Microstructure effects in the superficial layer | Despheroidization, Pearlite skin | Despheroidization | Decarburization, Ferrite skin-local despheroidization | Decarburization, Ferrite skin depleted in graphite |
| Fraction of spheroids of roundness > 0.5 | 0.2 | 0.1 | 0.3 | - |
| VvF | 0.1 | 0.3 | 0.7 | 1.0 |
| Microstructure in casting | Pearlite and ferrite | Pearlite and ferrite | Pearlite and ferrite | Pearlite and ferrite |
| VvF | 0.2 | 0.1 | 0.2 | 0.8 |
| ECD, µm | 132 | 140 | 126 | 103 |
| max FD, µm | 187 | 192 | 166 | 132 |
| Fraction of spheroids of roundness > 0.5 | 0.6 | 0.6 | 0.6 | 0.5 |
| 0.2% Proof Strenght YS, MPa | Tensile Strenght UTS, MPa | Elongation after Fracture A, % | |
|---|---|---|---|
| Casting No. 1 | 356 (SD = 17) | 656 (SD = 15) | 6.9 (SD = 1.6) |
| Casting No. 2 | 333 (SD = 6) | 672 (SD = 18) | 3.6 (SD = 1.2) |
| Casting No. 3 | 290 (SD = 4) | 589 (SD = 24) | 8.0 (SD = 2.1) |
| Casting No. 4 | 334 (SD = 5) | 542 (SD = 9) | 7.7 (SD = 2.7) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Major-Gabryś, K.; Hosadyna-Kondracka, M.; Polkowska, A.; Warmuzek, M. Effect of the Biodegradable Component Addition to the Molding Sand on the Microstructure and Properties of Ductile Iron Castings. Materials 2022, 15, 1552. https://doi.org/10.3390/ma15041552
Major-Gabryś K, Hosadyna-Kondracka M, Polkowska A, Warmuzek M. Effect of the Biodegradable Component Addition to the Molding Sand on the Microstructure and Properties of Ductile Iron Castings. Materials. 2022; 15(4):1552. https://doi.org/10.3390/ma15041552
Chicago/Turabian StyleMajor-Gabryś, Katarzyna, Małgorzata Hosadyna-Kondracka, Adelajda Polkowska, and Małgorzata Warmuzek. 2022. "Effect of the Biodegradable Component Addition to the Molding Sand on the Microstructure and Properties of Ductile Iron Castings" Materials 15, no. 4: 1552. https://doi.org/10.3390/ma15041552