
Determination of Heat Transfer Coefficient for Air-Atomized Water Spray Cooling and Its Application in Modeling of Thermomechanical Controlled Processing of Die Forgings


Abstract
:1. Introduction
2. Models and Assumptions
2.1. Experimental Procedure
2.2. Solution of the Inverse Heat Conduction Problem
2.3. Assumptions and Boundary Conditions in FEM Modeling
3. Results
3.1. Flow Simulation
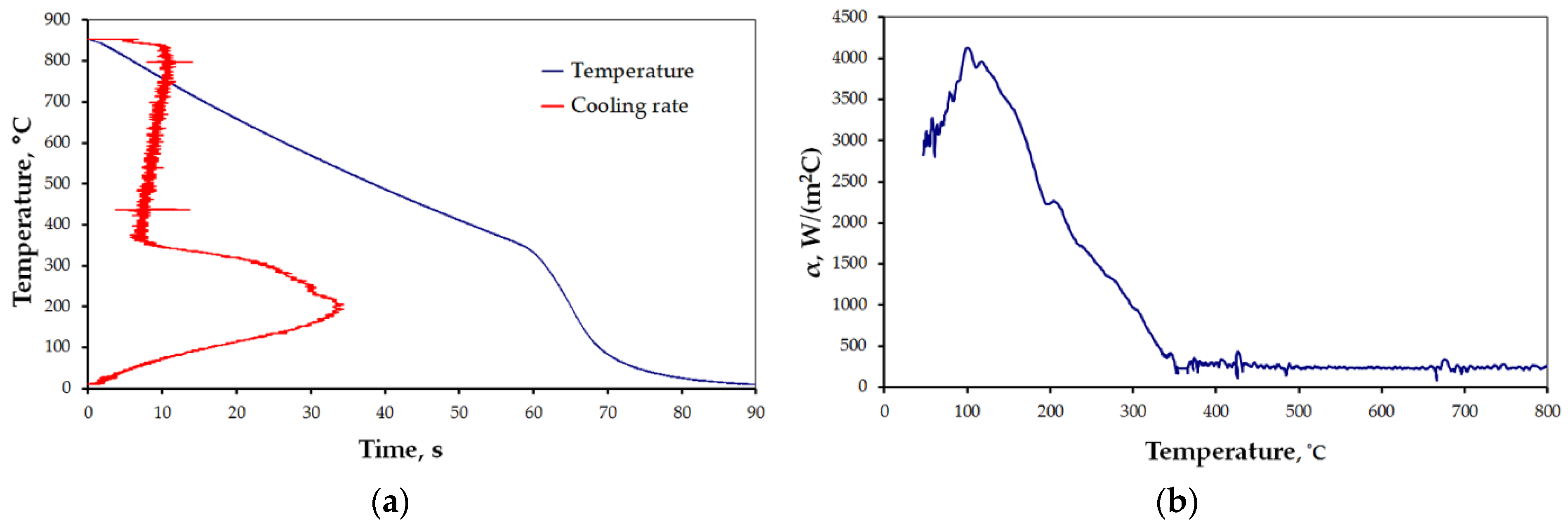
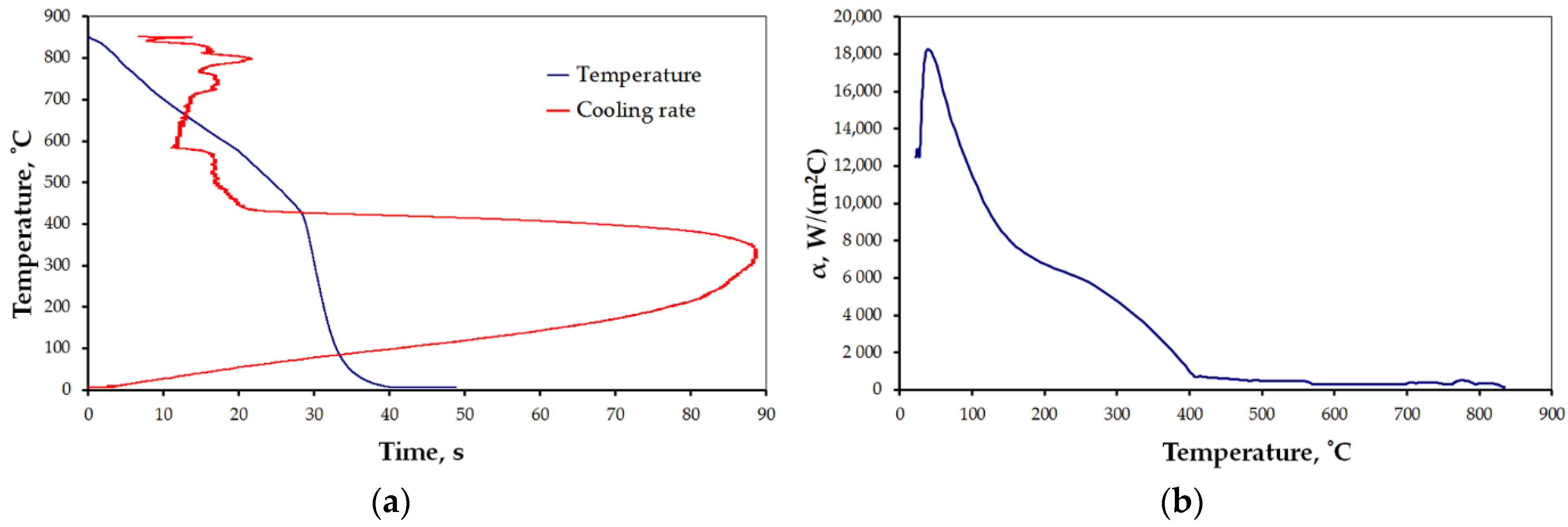
3.2. Heat Transfer Coefficient
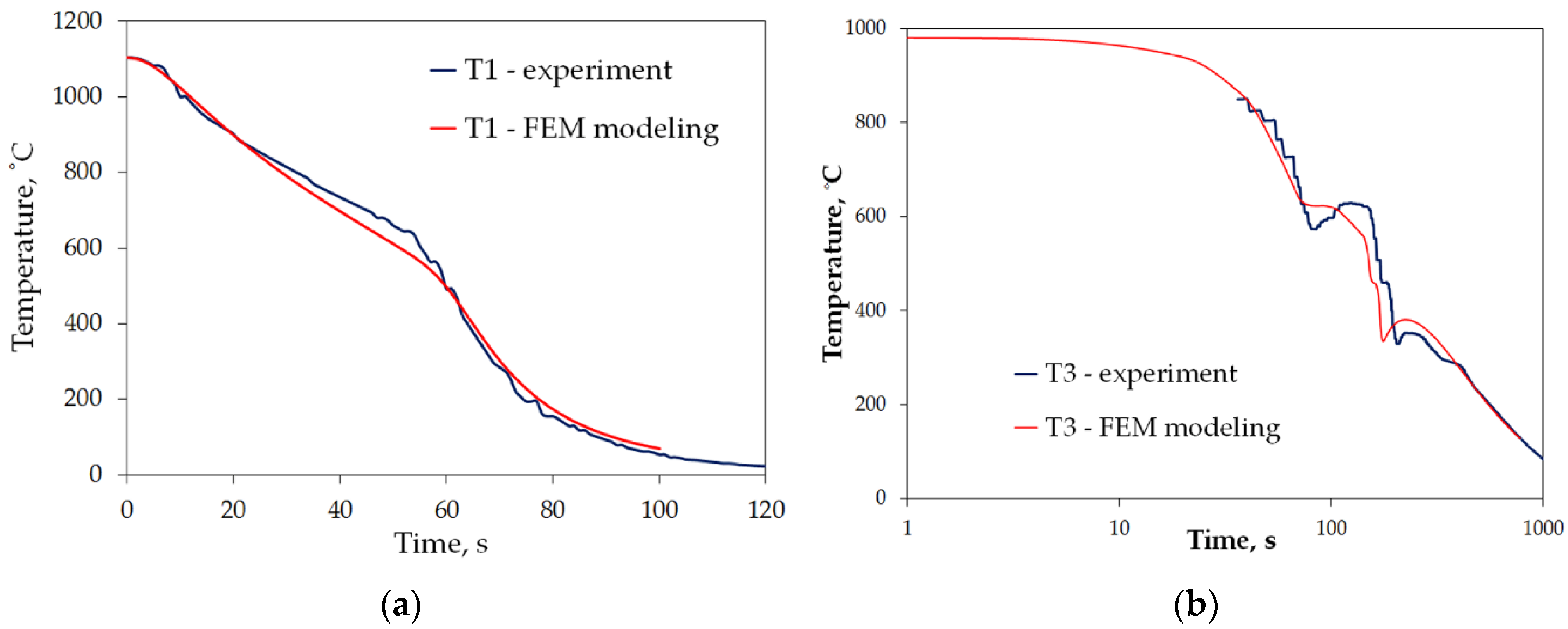
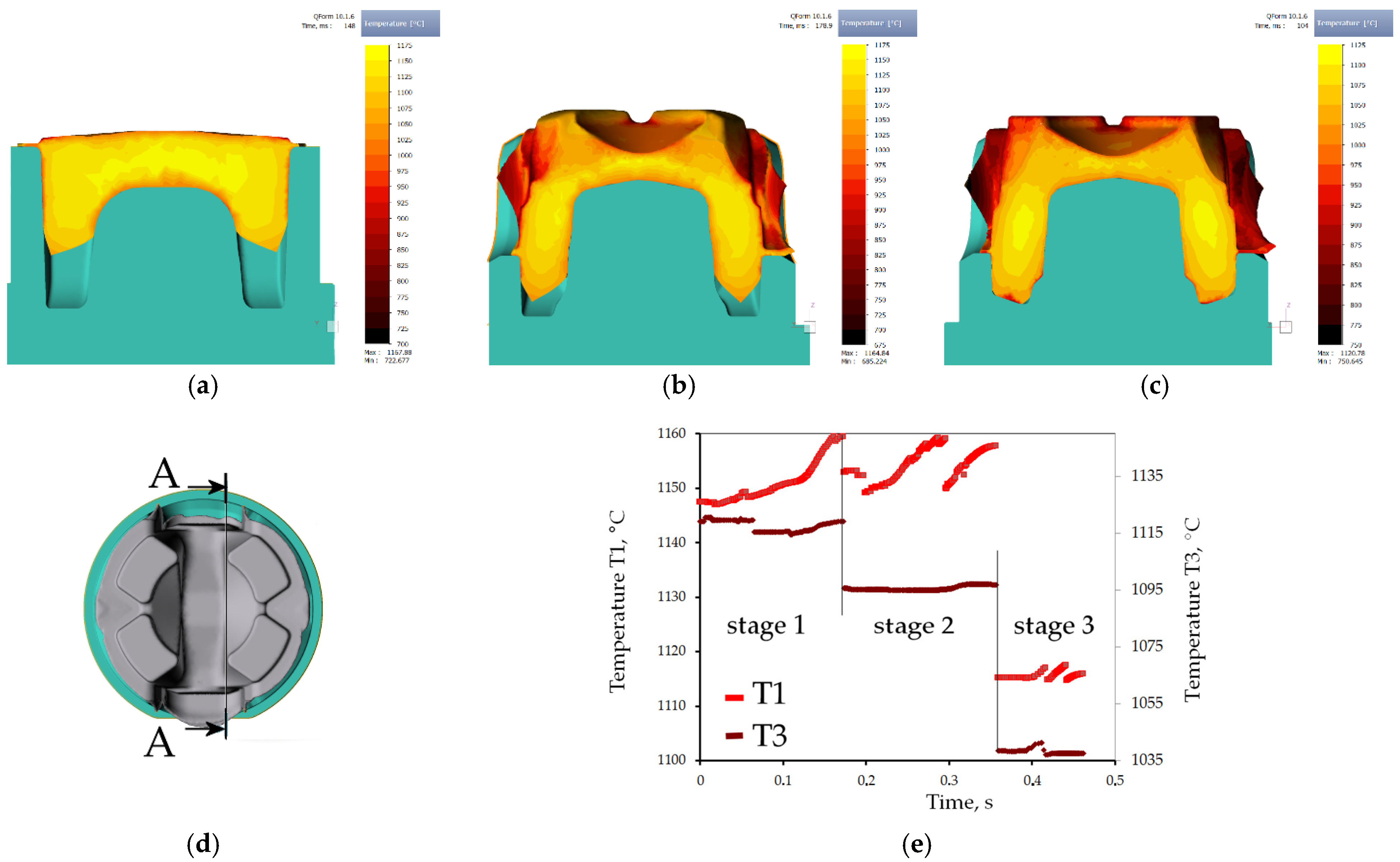
3.3. Analysis of Temperature Evolution during Forging—FEM Modeling
3.4. Optimization of the Conditions of Direct Cooling—Case Study
3.4.1. Physical Modeling
3.4.2. FEM Modeling
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| a | thermal diffusion coefficient |
| A | Hensel-Spittel equation coefficient |
| cp | specific heat |
| d | diameter of test probe |
| e | Euler’s number |
| K | number of time steps |
| m | Hensel-Spittel equation coefficients |
| np | number of grid space |
| q | heat flux |
| r | distance from the axis of the specimen |
| R | radius of test probe |
| R2 | correlation coefficient |
| T | temperature |
| t | time |
| TAB | the transition temperature from stage A to stage B |
| Tmeasured | measured temperature |
| Tp | surface temperature |
| v | cooling rate |
| vA | cooling rate in stage A |
| Subscripts: | |
| i | index of space point |
| max | maximum value |
| Superscripts: | |
| k | index of time point |
| Greek symbols: | |
| α | heat transfer coefficient |
| β | non-negative coefficient |
| ε | strain |
| strain rate | |
| Δt | time interval |
| Δr | radius interval |
| λ | thermal conductivity |
| ρ | density |
| σp | flow stress |
| τ | time |
References
- Anisiuba, V.; Ma, H.; Silaen, A.; Zhou, C. Computational Studies of Air-Mist Spray Cooling in Continuous Casting. Energies 2021, 14, 7339. [Google Scholar] [CrossRef]
- Frissching, U. Spray Simulation: Modeling and Numerical Simulation of Sprayforming Metals; Cambridge University Press: New York, NY, USA, 2004; pp. 6–272. [Google Scholar]
- Sengupta, J.; Thomas, B.G.; Wells, M.A. The Use of Water Cooling during the Continuous Casting of Steel and Aluminium Alloys. Metall. Mater. Trans. 2005, 36, 187–204. [Google Scholar] [CrossRef] [Green Version]
- Baker, T.N. Microalloyed steels, Ironmaking & Steelmaking Processes. Prod. Appl. 2016, 43, 264–307. [Google Scholar]
- Li, Y.; Crowther, D.N.; Mitchell, P.S.; Baker, T.N. The evolution of microstructure during thin slab direct rolling processing in vanadium microalloyed steels. ISIJ Int. 2002, 42, 636–644. [Google Scholar] [CrossRef]
- Puschmann, F.; Specht, E. Atomized spray quenching as an alternative quenching method for defined adjustment of heat transfer. Steel Res. Int. 2004, 75, 283–288. [Google Scholar] [CrossRef]
- Yazheng, L. Experimental Investigation of the Mechanical Properties of Quenched Rails for Different Quenching Conditions Using the Temperature Directly from Rolling Heating. J. Mater. Processing Technol. 1997, 63, 542–545. [Google Scholar] [CrossRef]
- Vervynckt, S.; Verbeken, K.; Lopez, B.; Jonas, J.J. Modern HSLA steels and role of non-recrystallization temperature. Int. Mater. Rev. 2012, 57, 187–207. [Google Scholar] [CrossRef]
- Pola, A.; Gelfi, M.; La Vecchia, G.M. Simulation and validation of spray quenching applied to heavy forgings. J. Mater. Processing Technol. 2013, 213, 2247–2253. [Google Scholar] [CrossRef]
- Mascarenhas, N.; Mudawar, I. Analytical and computational methodology for modeling spray quenching of solid alloy cylinders. Int. J. Heat Mass Transf. 2012, 53, 5871–5883. [Google Scholar] [CrossRef]
- Alam, U.; Krol, J.; Specht, E.; Schmidt, J. Enhancement and local regulation of metal quenching using atomized spray. J. ASTM Int. 2008, 5, 1–10. [Google Scholar]
- Skubisz, P. Results of Thermomechanical Treatment Implementation in Hammer Drop Forging Industrial Process. Metalurgija 2021, 60, 71–74. [Google Scholar]
- Harvey, R.F. Development, principles and applications of interrupted quench hardening. J. Franklin I. 1953, 255, 93–99. [Google Scholar] [CrossRef]
- Morelli, R.T.; Semiatin, S.L. Heat Treatment Practices. In Forging Handbook; Byrer, T.G., Semiatin, S.L., Vollmer, D.C., Eds.; Chapter 4; Forging Industry Association, American Society of Metals: Cleveland, OH, USA, 1985. [Google Scholar]
- Dolzhenko, A.; Yanushkevich, Z.; Nikulin, S.A.; Belyakov, A.; Kaibyshev, R. Impact toughness of an S700MC-type steel: Tempforming vs ausforming. Mater. Sci. Eng. A 2018, 723, 259–268. [Google Scholar] [CrossRef] [Green Version]
- Gladman, T. Precipitation hardening in metals. Mater. Sci. Technol. 1999, 15, 30–36. [Google Scholar] [CrossRef]
- Grajcar, A. Thermodynamic analysis of precipitation processes in Nb–Ti microalloyed Si–Al TRIP steel. J. Therm. Anal. Calorim. 2014, 118, 1011–1020. [Google Scholar] [CrossRef]
- Bu, F.Z.; Wang, X.M.; Chen, L.; Yang, S.W.; Shang, C.J.; Misra, R.D.K. Influence of cooling rate on the precipitation behavior in Ti–Nb–Mo microalloyed steels during continuous cooling and relationship to strength. Mater. Charact. 2015, 102, 146–155. [Google Scholar] [CrossRef]
- Opiela, M. Thermodynamic Analysis of Precipitation Process of MX-type Phases in High Strength Low Alloy Steels. Adv. Sci. Technol. Res. J. 2021, 15, 90–100. [Google Scholar] [CrossRef]
- Adrian, H. Thermodynamic model for precipitation of carbonitrides in high strength low alloy steels containing up to three microalloying elements with or without additions of aluminium. Mater. Sci. Technol. 1992, 8, 406–420. [Google Scholar] [CrossRef]
- Fang, Y.; Woche, H.; Specht, E. Influence of surface roughness on heat transfer during quenching hot metals with different nozzles. Heat Mass Transf. 2020, 56, 2355–2365. [Google Scholar] [CrossRef]
- Elwekeel, F.N.M.; Abdala, A.M.M. Effects of mist and jest cross-section on heat transfer for a confined air jet impinging on a flat plate. Int. J. Therm. Sci. 2016, 108, 174–184. [Google Scholar] [CrossRef]
- Chester, N.L.; Wells, M.A.; Prodanovic, V. Effect of inclination angle and flow rate on the heat transfer during bottom jet cooling of a steel plate. J. Heat Transfer. 2012, 134, 122–201. [Google Scholar] [CrossRef]
- Kashyap, D. Heat Transfer during Run-Out Table Bottom Jet Cooling of Steel. Ph.D. Thesis, The University of British Columbia, Vancouver, BC, Canada, 2018. [Google Scholar]
- Ravikumar, S.V.; Jha, J.M.; Sarkar, I.; Pal, S.K.; Chakraborty, S. Mixed-surfant additives for enhancement of air-atomized spray cooling of a hot plate. Exp. Therm. Fluid Sci. 2014, 55, 210–220. [Google Scholar] [CrossRef]
- Hou, L.; Chenga, H.; Li, J.; Li, Z.; Shao, B.; Hou, J. Study on the cooling capacity of different quenchant. Procedia Eng. 2012, 31, 515–519. [Google Scholar] [CrossRef] [Green Version]
- Malinowski, Z.; Cebo-Rudnicka, A.; Telejko, T.; Hadała, B.; Szajding, A. Inverse method implementation to heat transfer coefficient determination over the plate cooled by water spray. Inverse Probl. Sci. Eng. 2015, 23, 518–556. [Google Scholar] [CrossRef]
- Timm, W.; Weinzierl, K.; Leipertz, A.; Zieger, H.; Zouhar, G. Modelling of heat transfer in hot strip mill runout table cooling. Steel Res. 2002, 73, 97–104. [Google Scholar] [CrossRef]
- Cebo-Rudnicka, A.; Malinowski, Z.; Buczek, A. The influence of selected parameters of spray cooling and thermal conductivity on heat transfer coefficient. Int. J. Therm. Sci. 2016, 110, 52–64. [Google Scholar] [CrossRef]
- Mendiguren, J.; Ortubay, R.; De Argandona, E.S.; Galdos, L. Experimental characterization of the heat transfer coefficient under different close loop controlled pressures and die temperatures. Appl. Therm. Eng. 2016, 99, 813–824. [Google Scholar] [CrossRef]
- Skubisz, P.; Adrian, H. Estimation of heat transfer coefficient of forced-air cooling and its experimental validation in controlled processing of forgings. Numer. Heat Transf. Part A Appl. 2018, 73, 163–176. [Google Scholar] [CrossRef]
- Weber, C.F. Analysis and solution of the ill-posed inverse heat conduction problem. Int. J. Heat Mass Transf. 1981, 24, 1783–1792. [Google Scholar] [CrossRef] [Green Version]
- Adrian, H.; Augustyn-Pieniążek, J.; Franek, J.; Osika, M.; Marynowski, P. Analysis of the heat transfer coefficient of selected quenching oils. Metallurgist 2013, 80, 267–273. [Google Scholar]
- Al-Khalidy, N. On the solution of parabolic and hiperbolic inverse heat conduction problems. Int. J. Heat Mass Transf. 1998, 41, 3731–3740. [Google Scholar] [CrossRef]
- Al-Khalidy, N. Analysis of boundary inverse heat conduction problem using space marching with Sawitzky-Gollay digital filter. Int. Comm. Heat Mass Transf. 1999, 26, 199–208. [Google Scholar] [CrossRef]
- Cancemi, S.A.; Lo Frano, R. Preliminary study of the effects of ageing on the long-term performance of NPP pipe. Prog. Nucl. Energy 2020, 131, 103573. [Google Scholar] [CrossRef]
- Alimov, A.; Zabelyan, D.; Burlakov, I.; Korotkov, I.; Gladkov, Y. Simulation of Deformation Behavior and Microstructure Evolution during Hot Forging of TC11 Titanium Alloy. Defect Diffus. Forum 2018, 385, 449–454. [Google Scholar] [CrossRef]
- Biba, N.V.; Stebunov, S.A.; Ovchinnikov, A.V.; Shmelev, V.P. Experience in simulation for predicting the structure of die forgings. Met. Sci. Heat Treat. 2006, 48, 7–8. [Google Scholar] [CrossRef]
- Skubisz, P.; Sińczak, J. Properties of direct-quenched aircraft forged component made of ultrahigh-strength steel 300 M. Aircr. Eng. Aerosp. Technol. 2018, 90, 713–719. [Google Scholar] [CrossRef]
- Łukaszek-Sołek, A.; Bednarek, S.; Lisiecki, Ł.; Skubisz, P. The Numerical Analysis of Selected Defects in Forging Processes. Comput. Methods Mater. Sci. 2019, 19, 89–99. [Google Scholar] [CrossRef]
- Levanov, A.N. Improvement of metal forming processes by means of useful effects of plastic friction. J. Mater. Process. Technol. 1997, 72, 314. [Google Scholar] [CrossRef]
- Skubisz, P.; Krawczyk, J.; Sińczak, J. Tool life enhancement in warm forging of CV joint with utilization of the divided flow method. Steel Research International, Metal Forming 2012. In Proceedings of the 14th international Conference on Metal Forming, Krakow, Poland, 16–19 September 2012; pp. 235–238. [Google Scholar]
- Biba, N.V.; Stebunov, S.A.; Lishny, A. The Model for Coupled Simulation of Thin Profile Extrusion. Key Eng. Mat. 2012, 504, 505–510. [Google Scholar] [CrossRef]
- Skubisz, P.; Micek, P.; Sińczak, J.; Tumidajewicz, M. Automated determination and on-line correction of emissivity coefficient in controlled cooling of drop forgings. Part B Solid State Phenom. 2011, 177, 76–83. [Google Scholar] [CrossRef]
- Totten, G.E.; Bates, C.E.; Clinton, N.A. Handbook of Quenchant and Quenching Technology; ASM International: Geauga County, OH, USA, 1992. [Google Scholar]
- Chabicovsky, M.; Kotrbacek, P.; Bellerova, H.; Kominek, J.; Raudensky, M. Spray Cooling Heat Transfer above Leidenfrost Temperature. Metals 2020, 10, 1270. [Google Scholar] [CrossRef]
- Wolfson Heat Treatment Centre Engineering Group. Laboratory Test for Assessing the Cooling Characteristics of Industrial Quenching Media; University of Aston in Birmingham: Birmingham, UK, 1982. [Google Scholar]
- Wrożyna, A.; Kuziak, R. Development of technology for manufacturing of carbon and medium-alloy steel forgings for the automotive industry using controlled thermoplastic treatment and accelerated-controlled cooling after forging. Prace IMŻ 2012, 3, 7–27. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Designation | Cooling Media | Location of Atomizers | Conveyor Speed, m/min | Flow Efficiency | Configuration Scheme | |
|---|---|---|---|---|---|---|
| Air, m/s | Water, Bar | |||||
| settings 1 | spray | 1 | off | - | 1.8–1.95 |  |
| settings 2 | spray | 1 + 3 | off | - | 1.8–1.95 | |
| settings 3 | spray + air | 1 | off | 18 | 1.96 | |
| settings 4 | spray + air | 2 + 2 | off | 18 | 1.75 | |
| settings 5 | spray + air | 1 → 2 | 0.4 | 25 | 2.08 | |
| Test | Cooling Media | Air Rate, m/s | Conveyor Speed |
|---|---|---|---|
| m/min | |||
| test 1 | Fan-accelerated air only | 45 | 0.4 |
| test 2 | Fan-acc. air + water spray | 12–15 | 0.4 |
| test 3 | Fan-acc. air (T3/T4) 1, water spray (T1/T2) 1 | 12–15 | 0.6 |
| Parameter | A | m1 | m2 | m3 | m4 | m5 | m7 | m8 | m9 |
|---|---|---|---|---|---|---|---|---|---|
| Value | 5209.8 | −0.0031 | 0.4236 | −0.015 | 0.00043 | −0.0006 | −0.3316 | 0.00014 | 0.0 |
| Designation | TAB | vA | vmax | Tmax | αmax |
|---|---|---|---|---|---|
| °C | °C/s | °C/s | °C | W/(m2 °C) | |
| settings 1 | 480 | 14 ÷ 16 | 48.3 | 350 | 4750 |
| settings 2 | 463 | 10 ÷ 12.8 | 39 | 305 | 3500 |
| settings 3 | 360 | 7 ÷ 11 | 33.5 | 200 | 4116 |
| settings 4 | 445 | 13.8 ÷ 15.8 | 56.5 | 346 | 6050 |
| settings 5 | 440 | 12 ÷ 21 | 88.3 | 330.5 | 18,062 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Apostoł, M.; Skubisz, P.; Adrian, H. Determination of Heat Transfer Coefficient for Air-Atomized Water Spray Cooling and Its Application in Modeling of Thermomechanical Controlled Processing of Die Forgings. Materials 2022, 15, 2366. https://doi.org/10.3390/ma15072366
Apostoł M, Skubisz P, Adrian H. Determination of Heat Transfer Coefficient for Air-Atomized Water Spray Cooling and Its Application in Modeling of Thermomechanical Controlled Processing of Die Forgings. Materials. 2022; 15(7):2366. https://doi.org/10.3390/ma15072366
Chicago/Turabian StyleApostoł, Marcin, Piotr Skubisz, and Henryk Adrian. 2022. "Determination of Heat Transfer Coefficient for Air-Atomized Water Spray Cooling and Its Application in Modeling of Thermomechanical Controlled Processing of Die Forgings" Materials 15, no. 7: 2366. https://doi.org/10.3390/ma15072366