
Mechanical, Microstructural and Drying Shrinkage Properties of NaOH-Pretreated Crumb Rubber Concrete: RSM-Based Modeling and Optimization

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
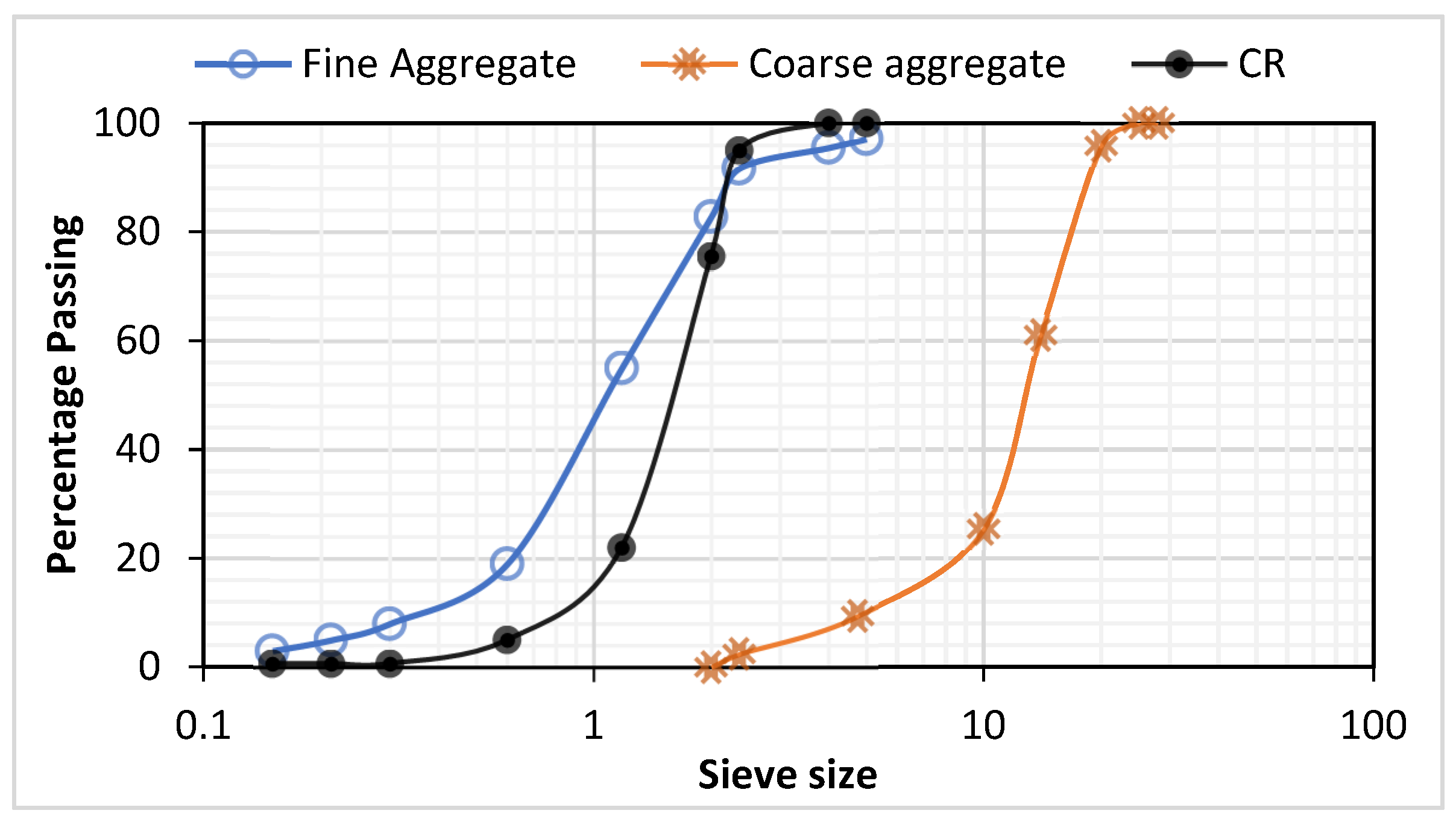
2.1. Materials
2.2. Crumb Rubber (CR)-NaOH Pretreatment
2.3. Response Surface Methodology (RSM) Design and Mix Proportion
2.4. Concrete Mixing and Samples Preparation
2.5. Sample Testing
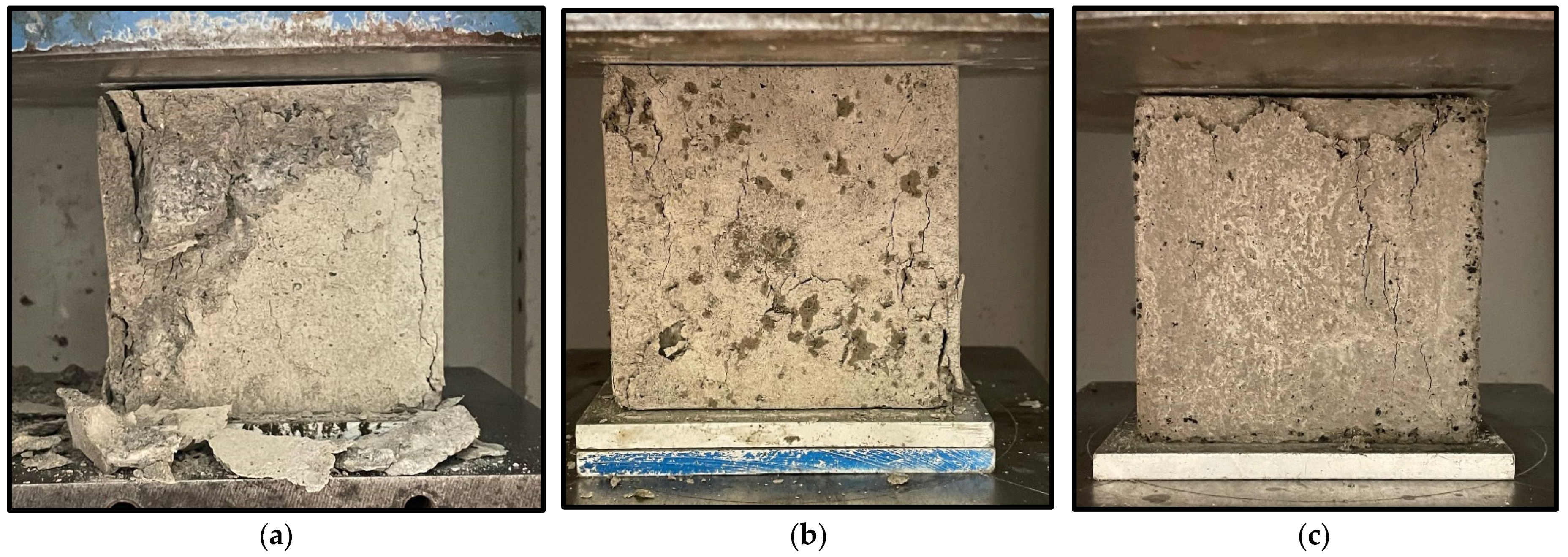
2.5.1. Compressive Strength
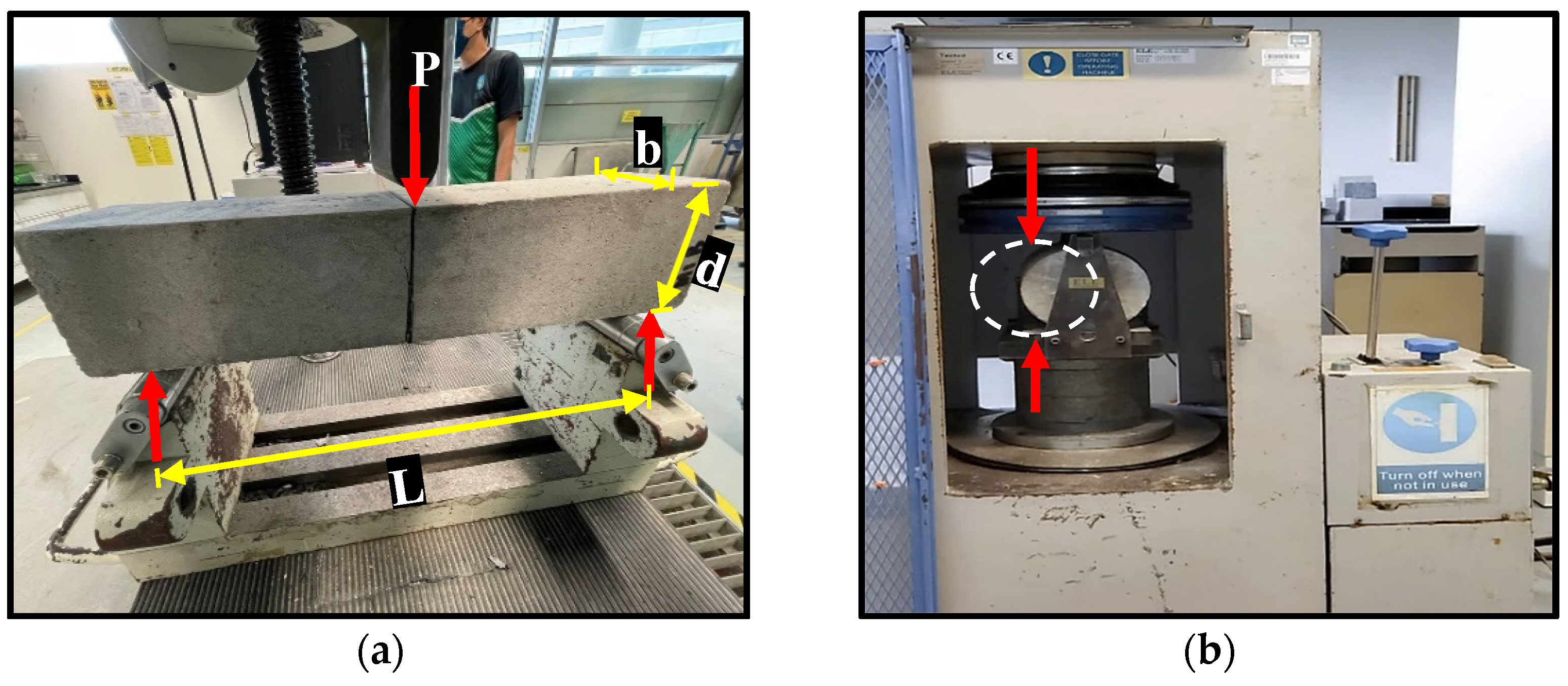
2.5.2. Flexural Properties Test
2.5.3. Tensile Properties Test
2.5.4. Shrinkage Measurement
2.5.5. Field-Emission Scanning Electron Microscopy (FESEM)
3. Results and Discussion
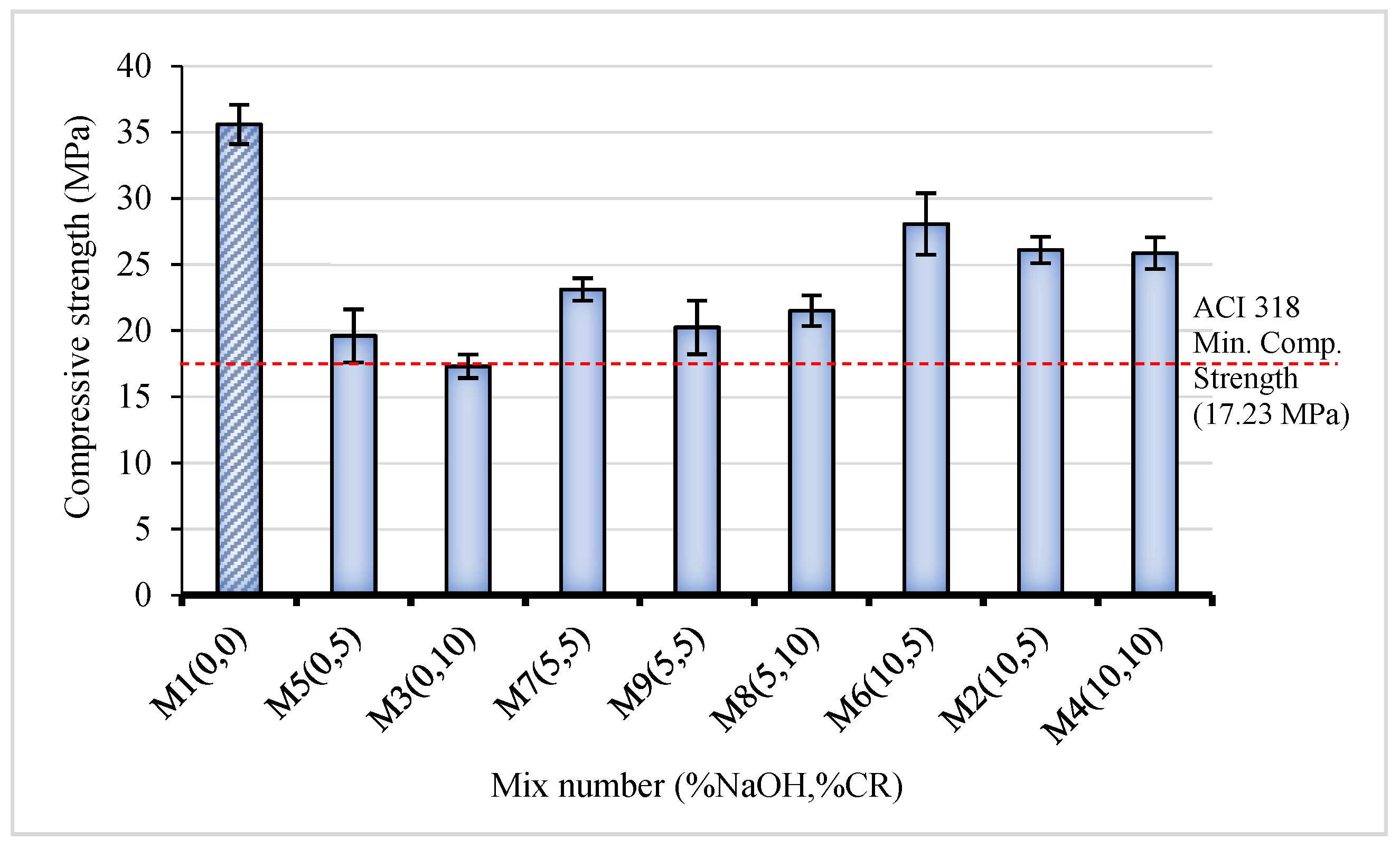
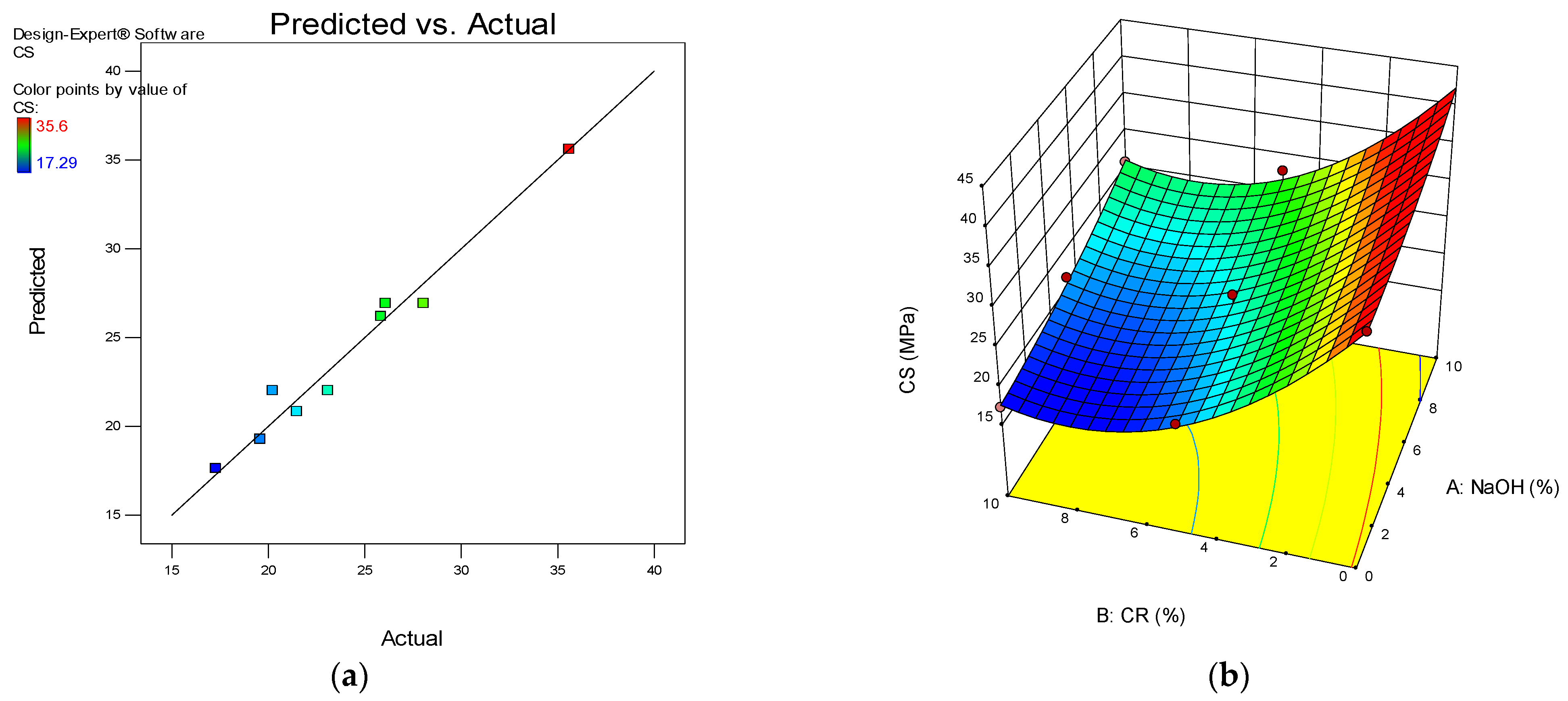
3.1. Compressive Strength (CS)
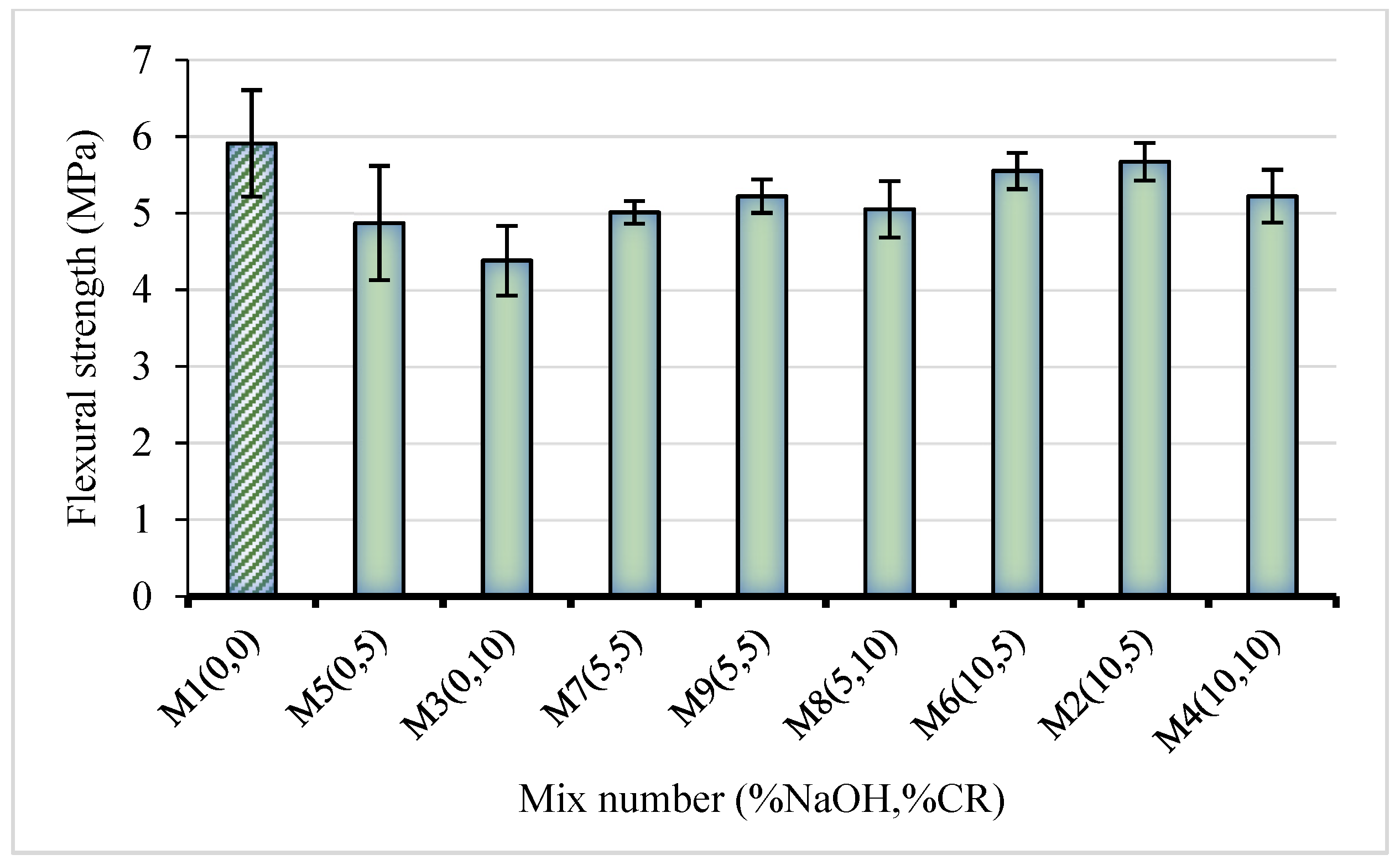
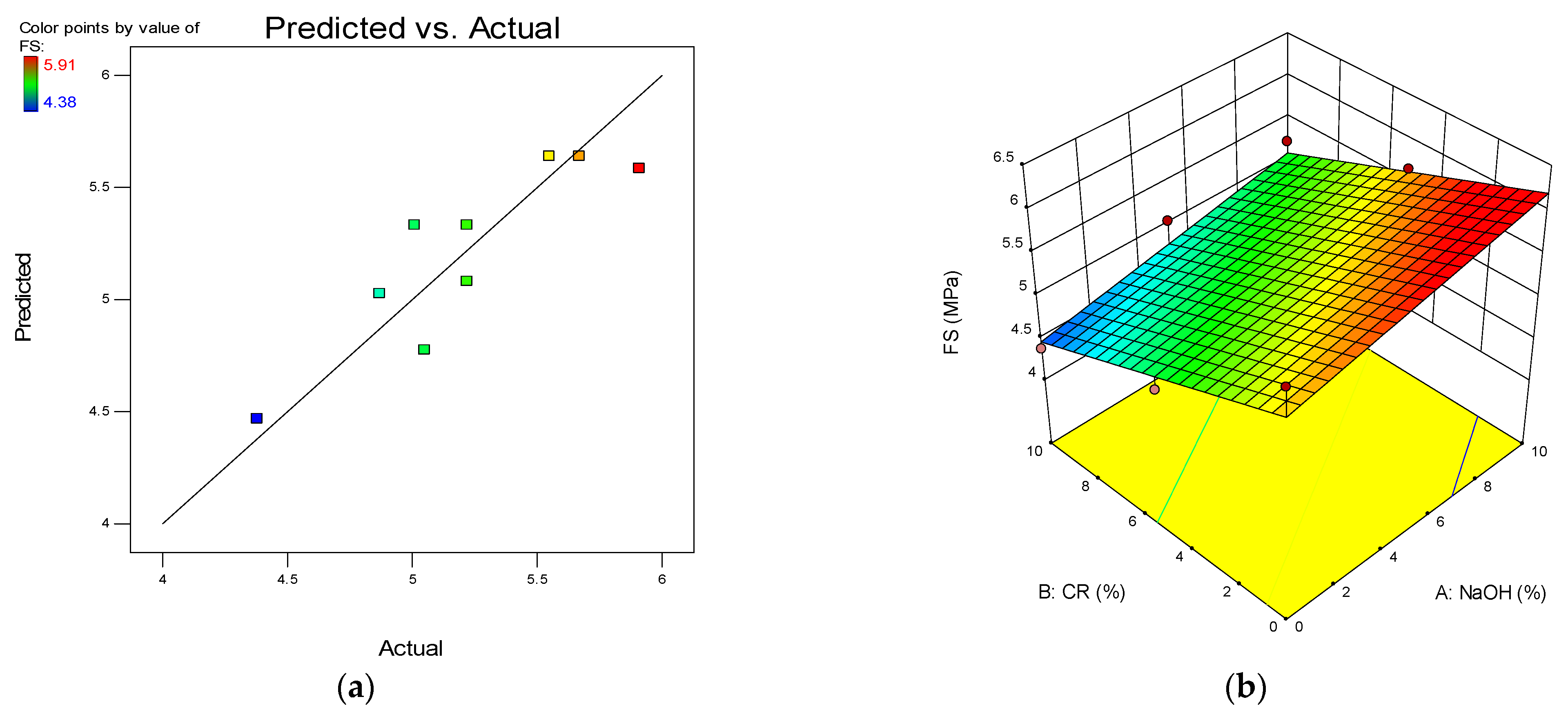
3.2. Flexural Behavior
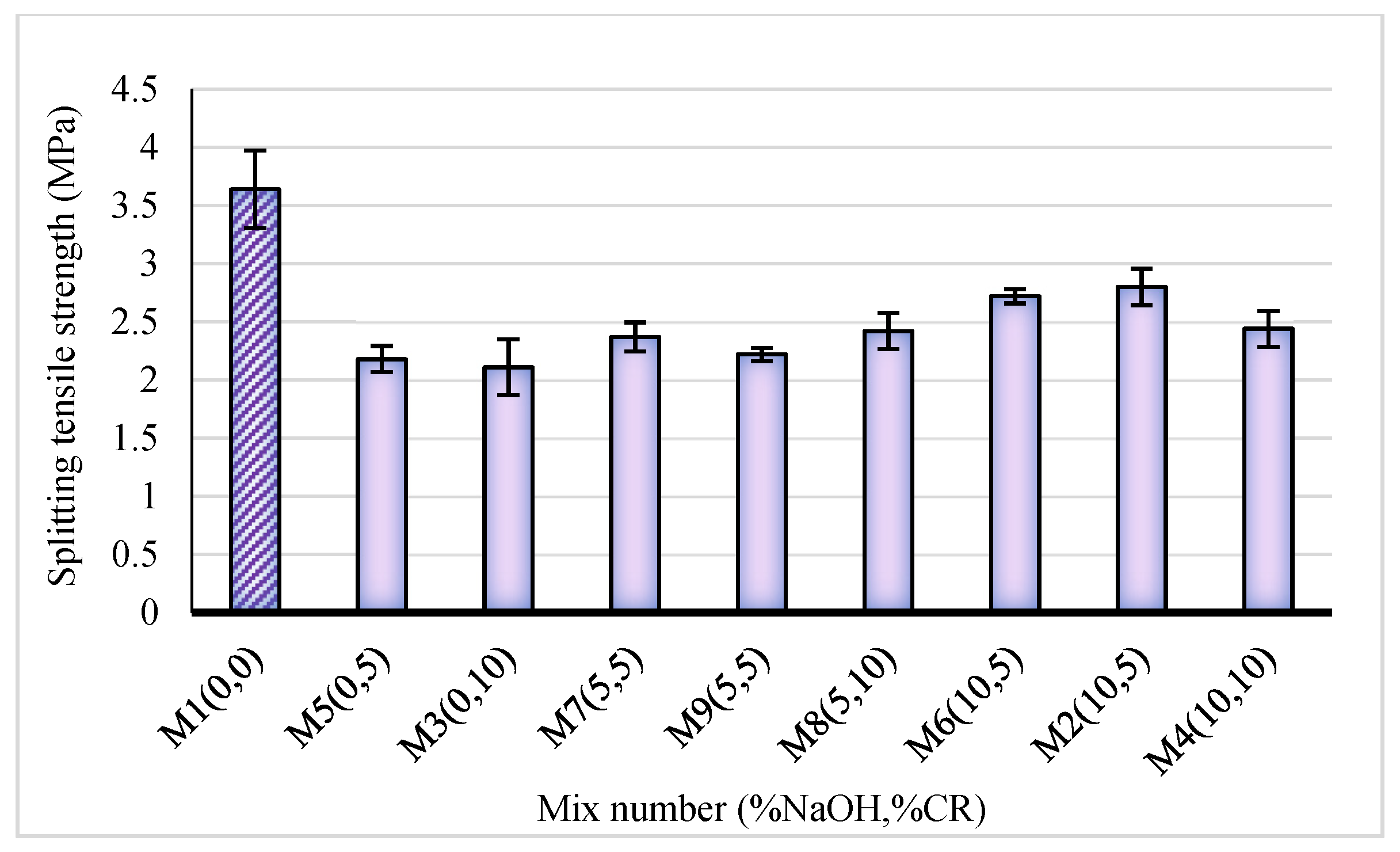
3.3. Splitting Tensile Strength (TS)
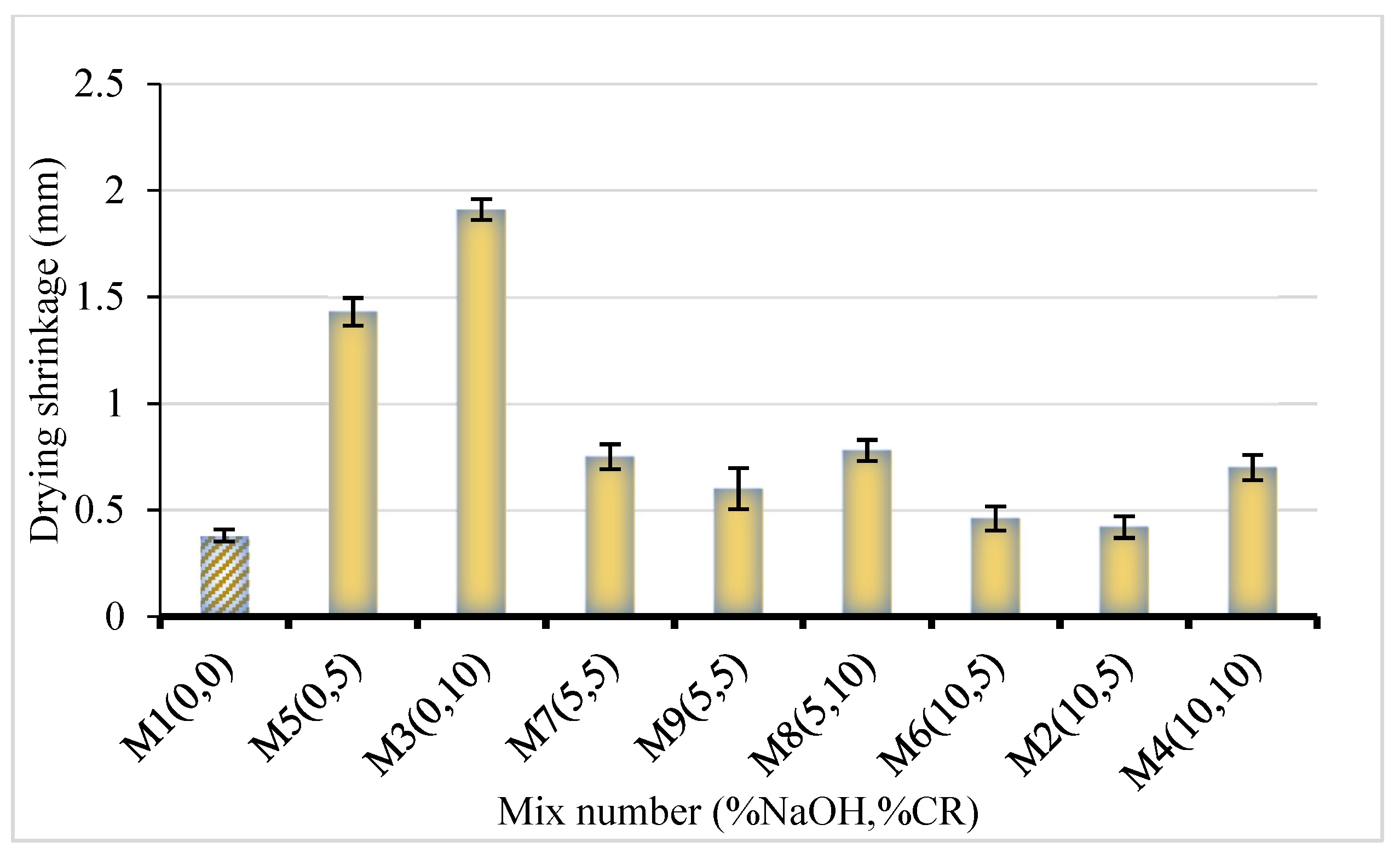
3.4. Shrinkage
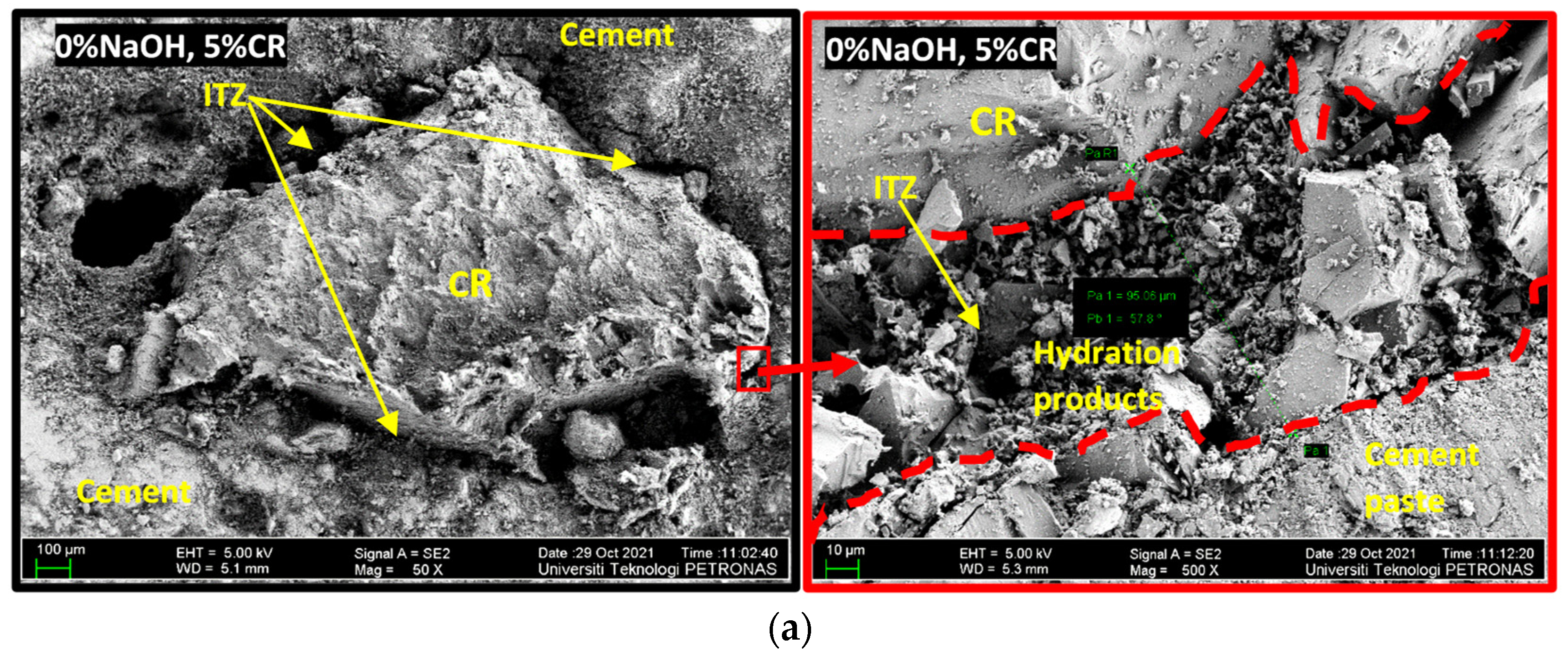
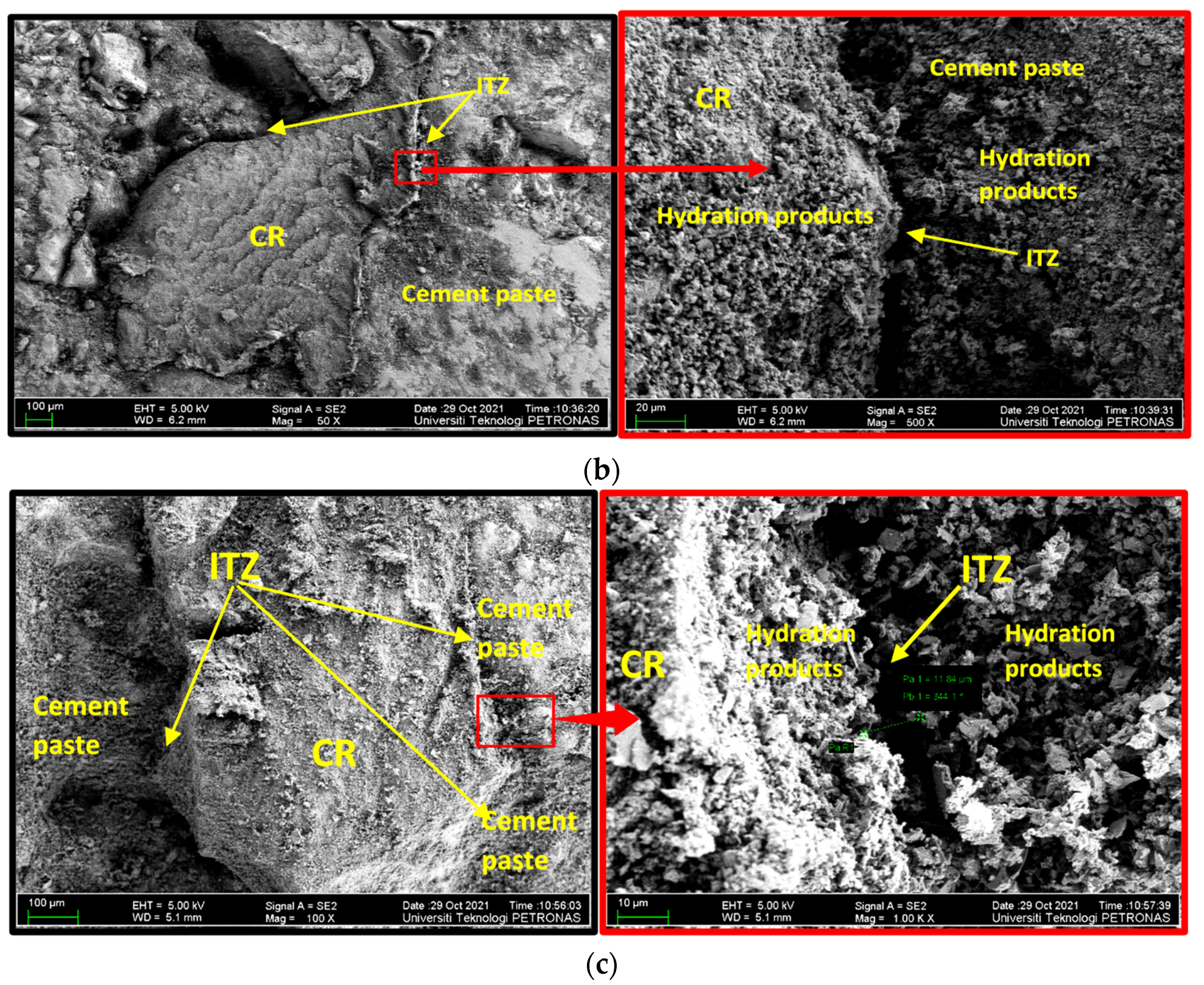
3.5. Field-Emission Scanning Electron Microscopy (FESEM) Analysis
4. RSM Analyses
4.1. Response Surface Models and Analysis of Variance (ANOVA)
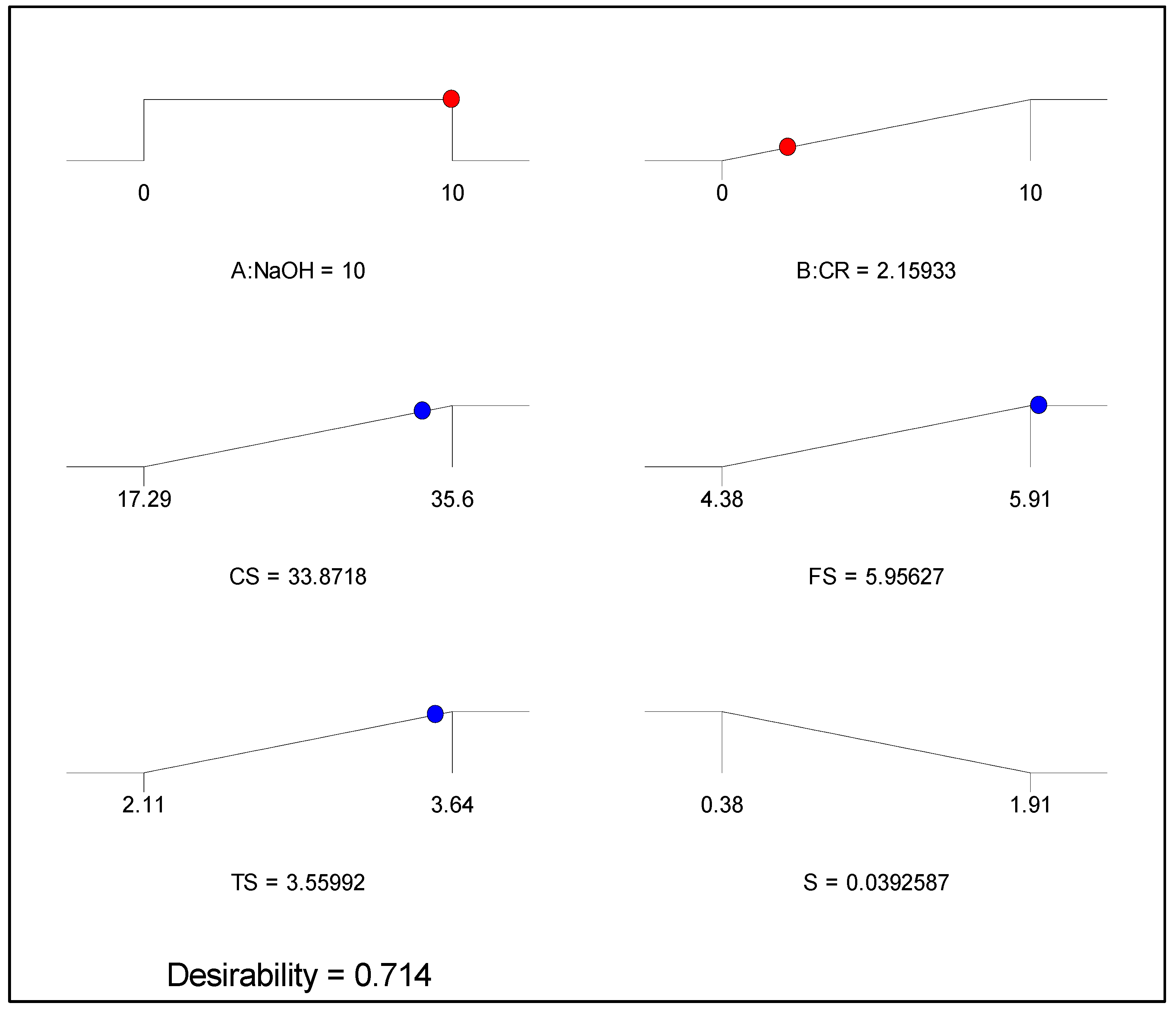
4.2. Multi-Objective Optimization
4.3. Experimental Validation
5. Conclusions
- It was found that an increase in CR replacement of fine aggregate adversely affects the CS, FS, TS, and S of the NaOH-CRC. However, the rate of strength loss is significantly reduced with NaOH pretreatment. Increases in NaOH pretreatment concentration resulted in a 22%, 44%, and 43% decrease in strength loss for CS, FS, and TS, respectively.
- The pretreatment significantly reduced the shrinkage. A 63% decrease was reported between a mix containing 10% untreated CR and 10% NaOH-CR. This is due to the enhanced reactivity of the CR with NaOH pretreatment, which results in improved interaction and production of cement hydration products and densification of the ITZ.
- The FESESM investigations revealed a significantly reduced ITZ with an increase in the NaOH pretreatment. The pretreatment removed the hydrophobic zinc stearate on the CR surface, converting it to sodium stearate, which was washed off during the pretreatment, making the surface more hydrophilic, allowing for better bonding with cement paste and other cement hydration products.
- Response surface-based models were developed and validated using ANOVA. The models were assessed to be strong for having R2 values of 0.9709, 0.7872, 0.9677, and 0.9803 for the CS, FS, TS, and S, respectively. The optimization resulted in an optimal value of 10% and 2% NaOH and CR levels, respectively. At the optimal levels of the input factors, the system predicted values of 33.9 MPa, 6.0 MPa, 3.6 MPa, and 0.04% as the optimal values of CS, FS, TS, and S, respectively, at a desirability index of 71.4%.
- The performance of rubberized concrete has significantly improved as a result of a better interaction between the CR and the hardened cement paste due to the NaOH pretreatment, and it can now be recommended for structural use in the construction of elements such as foundations.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mohammed, B.S.; Yen, L.Y.; Haruna, S.; Seng Huat, M.L.; Abdulkadir, I.; Al-Fakih, A.; Liew, M.S.; Zawawi, A.; Wan, N.A. Effect of Elevated Temperature on the Compressive Strength and Durability Properties of Crumb Rubber Engineered Cementitious Composite. Materials 2020, 13, 3516. [Google Scholar] [CrossRef] [PubMed]
- Mohammed, B.S.; Liew, M.S.; Alaloul, S.W.; Al-Fakih, A.; Ibrahim, W.; Adamu, M. Development of rubberized geopolymer interlocking bricks. Case Stud. Constr. Mater. 2018, 8, 401–408. [Google Scholar] [CrossRef]
- Wanasinghe, D.; Aslani, F.; Dai, K. Effect of age and waste crumb rubber aggregate proportions on flexural characteristics of self-compacting rubberized concrete. Struct. Concr. 2021, 1, 1–20. [Google Scholar] [CrossRef]
- Mohammed, B.S.; Xian, L.W.; Haruna, S.; Liew, M.S.; Abdulkadir, I.; Zawawi, N.A.W.A. Deformation Properties of Rubberized Engineered Cementitious Composites Using Response Surface Methodology. Iran. J. Sci. Technol. Trans. Civ. Eng. 2020, 45, 729–740. [Google Scholar] [CrossRef]
- Kundan, P.; Sharma, S. Rubberized cemented concrete composites: A review. Mater. Today Proc. 2021, 44, 4838–4842. [Google Scholar] [CrossRef]
- Mohammed, B.S.; Khed, V.C.; Nuruddin, M.F. Rubbercrete mixture optimization using response surface methodology. J. Clean. Prod. 2018, 171, 1605–1621. [Google Scholar] [CrossRef]
- Abdulkadir, I.; Mohammed, B.S.; Liew, M.S.; Wahab, M.M.B.A.; Zawawi, N.A.W.A.; As’ad, S. A review of the effect of waste tire rubber on the properties of ECC. Intern. J. Adv. Appl. Sci. 2020, 7, 105–116. [Google Scholar] [CrossRef]
- Abdulkadir, I.; Mohammed, B.S. Effect of Waste Tire Rubber on the Durability Behavior of Cement Composites: A Review. J. Infrastruct. Facil. Asset Manag. 2020, 2, 21–34. [Google Scholar] [CrossRef]
- Abdulkadir, I.; Mohammed, B.S. RSM Study and Analysis on the 6 months Compressive Strength Development and Shrinkage Behavior of High Volume Fly Ash ECC (HVFA-ECC). Intern. J. Adv. Res. Eng. Technol. (IJARET) 2020, 11, 965–980. [Google Scholar]
- Al-Fakih, A.; Mohammed, B.S.; Liew, M.S.; Nikbakht, E. Incorporation of waste materials in the manufacture of masonry bricks: An update review. J. Build. Eng. 2019, 21, 37–54. [Google Scholar] [CrossRef]
- Eldin, N.N.; Senouci, A.B. Rubber Tire Particles as Concrete Aggregate. J. Mater. Civ. Eng. 1993, 5, 478–496. [Google Scholar] [CrossRef]
- Abdulkadir, I.; Mohammed, B.S.; Liew, M.S.; Wahab, M.M.A. Modelling and Optimization of the Impact Resistance of Graphene Oxide Modified Crumb Rubber-ECC Using Response Surface Methodology. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1197, 012043. [Google Scholar] [CrossRef]
- Abdulkadir, I.; Mohammed, B.S.; Liew, M.S.; Wahab, M.M.A. (Eds.) Effect of Graphene Oxide and Crumb Rubber on the Drying Shrinkage Behavior of Engineered Cementitious Composite (ECC): Experimental Study, RSM—Based Modelling and Optimization. In Sustainable Practices and Innovations in Civil Engineering; Springer: Singapore, 2022. [Google Scholar] [CrossRef]
- Zhang, Z.; Qin, F.; Ma, H.; Xu, L. Tailoring an impact resistant engineered cementitious composite (ECC) by incorporation of crumb rubber. Constr. Build. Mater. 2020, 262, 120116. [Google Scholar] [CrossRef]
- Khalil, E.; Abd-Elmohsen, M.; Anwar, A.M. Impact Resistance of Rubberized Self-Compacting Concrete. Water Sci. 2019, 29, 45–53. [Google Scholar] [CrossRef] [Green Version]
- Gonen, T. Freezing-thawing and impact resistance of concretes containing waste crumb rubbers. Constr. Build. Mater. 2018, 177, 436–442. [Google Scholar] [CrossRef]
- Zhang, Z.; Yuvaraj, A.; Di, J.; Qian, S. Matrix design of light weight, high strength, high ductility ECC. Constr. Build. Mater. 2019, 210, 188–197. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, Z.; Yu, J.; Xiao, J.; Xu, Q. Using Green Supplementary Materials to Achieve More Ductile ECC. Materials 2019, 12, 858. [Google Scholar] [CrossRef] [Green Version]
- Adamu, M.; Mohammed, B.S.; Shafiq, N.; Liew, M.S.; Alaloul, W.S. Effect of crumb rubber and nano silica on the durability performance of high volume fly ash roller compacted concrete pavement. Intern. J. Adv. Appl. Sci. 2018, 5, 53–61. [Google Scholar] [CrossRef]
- Pham, N.P.; Toumi, A.; Turatsinze, A. Effect of an enhanced rubber-cement matrix interface on freeze-thaw resistance of the cement-based composite. Constr. Build. Mater. 2019, 207, 528–534. [Google Scholar] [CrossRef]
- Alsaif, A.; Bernal, S.A.; Guadagnini, M.; Pilakoutas, K. Freeze-thaw resistance of steel fibre reinforced rubberised concrete. Constr. Build. Mater. 2019, 195, 450–458. [Google Scholar] [CrossRef]
- Zhang, W.; Gong, S.; Zhang, J. Effect of rubber particles and steel fibers on frost resistance of roller compacted concrete in potassium acetate solution. Constr. Build. Mater. 2018, 187, 752–759. [Google Scholar] [CrossRef]
- Liu, H.; Luo, G.; Gong, Y.; Wei, H. Mechanical Properties, Permeability, and Freeze–Thaw Resistance of Pervious Concrete Modified by Waste Crumb Rubbers. Appl. Sci. 2018, 8, 1843. [Google Scholar] [CrossRef] [Green Version]
- Mohammed, B.S.; Awang, A.B.; Wong, S.S.; Nhavene, C.P. Properties of nano silica modified rubbercrete. J. Clean. Prod. 2016, 119, 66–75. [Google Scholar] [CrossRef]
- Ameri, F.; Shoaei, P.; Reza Musaeei, H.; Alireza Zareei, S.; Cheah, C.B. Partial replacement of copper slag with treated crumb rubber aggregates in alkali-activated slag mortar. Constr. Build. Mater. 2020, 256, 119468. [Google Scholar] [CrossRef]
- Adesina, A.; Atoyebi, O.D. Effect of crumb rubber aggregate on the performance of cementitious composites: A review. IOP Conf. Ser. Earth Environ. Sci. 2020, 445, 012032. [Google Scholar] [CrossRef]
- Youssf, O.; Hassanli, R.; Mills, J.E.; Skinner, W.; Ma, X.; Zhuge, Y.; Roychand, R.; Gravina, R. Influence of Mixing Procedures, Rubber Treatment, and Fibre Additives on Rubcrete Performance. J. Compos. Sci. 2019, 3, 41. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Zhang, X.; Wang, R.; Lei, Y. Performance enhancement of rubberised concrete via surface modification of rubber: A review. Constr. Build. Mater. 2019, 227, 116691. [Google Scholar] [CrossRef]
- Abdulkadir, I.; Mohammed, B.S.; Liew, M.S.; Wahab, M.M.A. Modelling and optimization of the mechanical properties of engineered cementitious composite containing crumb rubber pretreated with graphene oxide using response surface methodology. Constr. Build. Mater. 2021, 310, 125259. [Google Scholar] [CrossRef]
- Xu, J.; Yao, Z.; Yang, G.; Han, Q. Research on crumb rubber concrete: From a multi-scale review. Constr. Build. Mater. 2020, 232, 117282. [Google Scholar] [CrossRef]
- Abd-Elaal, E.-S.; Araby, S.; Mills, J.E.; Youssf, O.; Roychand, R.; Ma, X.; Zhuge, Y.; Gravina, R.J. Novel approach to improve crumb rubber concrete strength using thermal treatment. Constr. Build. Mater. 2019, 229, 116901. [Google Scholar] [CrossRef]
- Ossola, G.; Wojcik, A. UV modification of tire rubber for use in cementitious composites. Cem. Concr. Compos. 2014, 52, 34–41. [Google Scholar] [CrossRef]
- Mohammed Safan, F.M.; Ea, M.A. Enhanced Properties of Crumb Rubber and Its Application in Rubberized Concrete. Intern. J. Curr. Eng. Technol. 2017, 7, 1784–1790. [Google Scholar]
- Si, R.; Guo, S.; Dai, Q. Durability performance of rubberized mortar and concrete with NaOH-Solution treated rubber particles. Constr. Build. Mater. 2017, 153, 496–505. [Google Scholar] [CrossRef]
- Kashani, A.; Ngo, T.D.; Hemachandra, P.; Hajimohammadi, A. Effects of surface treatments of recycled tyre crumb on cement-rubber bonding in concrete composite foam. Constr. Build. Mater. 2018, 171, 467–473. [Google Scholar] [CrossRef]
- He, L.; Ma, Y.; Liu, Q.; Mu, Y. Surface modification of crumb rubber and its influence on the mechanical properties of rubber-cement concrete. Constr. Build. Mater. 2016, 120, 403–407. [Google Scholar] [CrossRef]
- Najim, K.B.; Hall, M.R. Crumb rubber aggregate coatings/pretreatments and their effects on interfacial bonding, air entrapment and fracture toughness in self-compacting rubberised concrete (SCRC). Mater. Struct. 2013, 46, 2029–2043. [Google Scholar] [CrossRef]
- Pelisser, F.; Zavarise, N.; Longo, T.A.; Bernardin, A.M. Concrete made with recycled tire rubber: Effect of alkaline activation and silica fume addition. J. Clean. Prod. 2011, 19, 757–763. [Google Scholar] [CrossRef]
- Murali, M.; Mohammed, B.S.; Abdulkadir, I.; Liew, M.S.; Alaloul, W.S. Utilization of Crumb Rubber and High-Volume Fly Ash in Concrete for Environmental Sustainability: RSM-Based Modeling and Optimization. Materials 2021, 14, 3322. [Google Scholar] [CrossRef]
- Abdulkadir, I.; Mohammed, B.S.; Liew, M.S.; Wahab, M.M.A. Modelling and multi-objective optimization of the fresh and mechanical properties of self-compacting high volume fly ash ECC (HVFA-ECC) using response surface methodology (RSM). Case Stud. Constr. Mater. 2021, 14, e00525. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oxide | CaO | SiO2 | Fe2O3 | Al2O3 | K2O | MgO | SO3 | P2O5 | TiO2 | MnO | ZnO | CuO | LOI | Specific Gravity |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| (%) | 82.10 | 8.59 | 3.18 | 2.00 | 0.72 | 0.62 | 2.78 | 0.46 | 0.17 | 0.15 | 0.03 | 0.03 | 2.2 | 3.15 |
| Standard/Mix No. | Run | RSM Input Factors (%) | Materials (Kg/m3) | |||||
|---|---|---|---|---|---|---|---|---|
| A: NaOH | B: CR | NaOH-CR | Fine Agg. | Cement | Coarse Agg. | Water | ||
| M1 | 5 | 0 | 0 | 0.0 | 850.0 | 375 | 1065 | 178 |
| M5 | 3 | 0 | 5 | 11.8 | 812.7 | 375 | 1065 | 178 |
| M3 | 2 | 0 | 10 | 23.6 | 775.4 | 375 | 1065 | 178 |
| M7 | 4 | 5 | 5 | 11.8 | 812.7 | 375 | 1065 | 178 |
| M9 | 9 | 5 | 5 | 11.8 | 812.7 | 375 | 1065 | 178 |
| M8 | 6 | 5 | 10 | 23.6 | 775.4 | 375 | 1065 | 178 |
| M6 | 1 | 10 | 5 | 11.8 | 812.7 | 375 | 1065 | 178 |
| M2 | 7 | 10 | 5 | 11.8 | 812.7 | 375 | 1065 | 178 |
| M4 | 8 | 10 | 10 | 23.6 | 775.4 | 375 | 1065 | 178 |
| Response | Source | Sum of Squares | Df | Mean Square | F-Value | p-Value > F | Significance |
|---|---|---|---|---|---|---|---|
| CS (MPa) | Model | 237.13 | 5 | 47.43 | 20.01 | 0.0164 | significant |
| A-NaOH | 39.69 | 1 | 39.69 | 16.75 | 0.0264 | significant | |
| B-CR | 83.81 | 1 | 83.81 | 35.36 | 0.0095 | significant | |
| AB | 0.24 | 1 | 0.24 | 0.10 | 0.7714 | not significant | |
| A2 | 2.10 | 1 | 2.10 | 0.89 | 0.4160 | not significant | |
| B2 | 42.75 | 1 | 42.75 | 18.04 | 0.0239 | significant | |
| Residual | 7.11 | 3 | 2.37 | ||||
| Lack of Fit | 1.07 | 1 | 1.07 | 0.35 | 0.6119 | not significant | |
| Pure Error | 6.04 | 2 | 3.02 | ||||
| Cor Total | 244.24 | 8 | |||||
| FS (MPa) | Model | 1.33 | 2 | 0.66 | 11.10 | 0.0096 | significant |
| A-NaOH | 0.54 | 1 | 0.54 | 8.97 | 0.0242 | significant | |
| B-CR | 1.06 | 1 | 1.06 | 17.63 | 0.0057 | significant | |
| Residual | 0.36 | 6 | 0.060 | ||||
| Lack of Fit | 0.33 | 4 | 0.082 | 5.64 | 0.1563 | not significant | |
| Pure Error | 0.029 | 2 | 0.015 | ||||
| Cor Total | 1.69 | 8 | |||||
| TS (MPa) | Model | 1.72 | 5 | 0.34 | 17.95 | 0.0192 | significant |
| A-NaOH | 0.26 | 1 | 0.26 | 13.32 | 0.0355 | significant | |
| B-CR | 0.88 | 1 | 0.88 | 45.75 | 0.0066 | significant | |
| AB | 0.023 | 1 | 0.023 | 1.21 | 0.3521 | not significant | |
| A2 | 5.901E−003 | 1 | 5.901E−003 | 0.31 | 0.6179 | not significant | |
| B2 | 0.50 | 1 | 0.50 | 26.14 | 0.0145 | significant | |
| Residual | 0.058 | 3 | 0.019 | ||||
| Lack of Fit | 0.043 | 1 | 0.043 | 5.97 | 0.1346 | not significant | |
| Pure Error | 0.014 | 2 | 7.225E−003 | ||||
| Cor Total | 1.78 | 8 | |||||
| S (mm) | Model | 2.07 | 5 | 0.41 | 29.85 | 0.0092 | significant |
| A-NaOH | 0.70 | 1 | 0.70 | 50.68 | 0.0057 | significant | |
| B-CR | 0.47 | 1 | 0.47 | 34.11 | 0.0100 | significant | |
| AB | 0.011 | 1 | 0.011 | 0.77 | 0.4459 | not significant | |
| A2 | 0.23 | 1 | 0.23 | 16.68 | 0.0265 | significant | |
| B2 | 0.11 | 1 | 0.11 | 7.76 | 0.0687 | not significant | |
| Residual | 0.042 | 3 | 0.014 | ||||
| Lack of Fit | 0.030 | 1 | 0.030 | 4.91 | 0.1571 | not significant | |
| Pure Error | 0.012 | 2 | 6.025E−003 | ||||
| Cor Total | 2.11 | 8 |
| Parameters | CS | FS | TS | S |
|---|---|---|---|---|
| Std. Dev. | 1.54 | 0.24 | 0.14 | 0.12 |
| Mean | 24.15 | 5.21 | 2.54 | 0.83 |
| C.V. % | 6.37 | 4.70 | 5.44 | 14.27 |
| PRESS | - | 1.14 | - | - |
| −2 Log Likelihood | 23.42 | −3.45 | −19.93 | −22.85 |
| R2 | 0.9709 | 0.7872 | 0.9677 | 0.9803 |
| Adj. R2 | 0.9224 | 0.7162 | 0.9138 | 0.9475 |
| Pred. R2 | - | 0.3231 | - | N/A |
| Adeq. Precision | 14.299 | 8.288 | 13.504 | 15.329 |
| BIC | 36.60 | 3.14 | −6.74 | −9.66 |
| AICc | 77.42 | 7.35 | 34.07 | 31.15 |
| Factors | Level | Target | Level of Importance (1–5) | ||
|---|---|---|---|---|---|
| Lower | Upper | ||||
| Input | NaOH (%) | 0 | 10 | In range | 3 |
| CR (%) | 0 | 10 | Maximize | 3 | |
| Output | CS (MPa) | 17.29 | 35.60 | Maximize | 3 |
| FS (MPa) | 4.38 | 5.91 | Maximize | 3 | |
| TS (MPa) | 2.11 | 3.64 | Maximize | 3 | |
| S (%) | 0.38 | 1.91 | Minimize | 3 | |
| Response | Predicted | Experimental | (%) |
|---|---|---|---|
| CS (MPa) | 33.87 | 36.11 | 6.6 |
| FS (MPa) | 5.96 | 6.26 | 5.0 |
| STS (MPa) | 3.56 | 3.32 | 6.7 |
| S (mm) | 0.039 | 0.041 | 5.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Appana, P.M.; Mohammed, B.S.; Abdulkadir, I.; Ali, M.O.A.; Liew, M.S. Mechanical, Microstructural and Drying Shrinkage Properties of NaOH-Pretreated Crumb Rubber Concrete: RSM-Based Modeling and Optimization. Materials 2022, 15, 2588. https://doi.org/10.3390/ma15072588
Appana PM, Mohammed BS, Abdulkadir I, Ali MOA, Liew MS. Mechanical, Microstructural and Drying Shrinkage Properties of NaOH-Pretreated Crumb Rubber Concrete: RSM-Based Modeling and Optimization. Materials. 2022; 15(7):2588. https://doi.org/10.3390/ma15072588
Chicago/Turabian StyleAppana, Pretta Malaysia, Bashar S. Mohammed, Isyaka Abdulkadir, M. O. A. Ali, and M. S. Liew. 2022. "Mechanical, Microstructural and Drying Shrinkage Properties of NaOH-Pretreated Crumb Rubber Concrete: RSM-Based Modeling and Optimization" Materials 15, no. 7: 2588. https://doi.org/10.3390/ma15072588