
The Displacements Study of Birch Veneer Layers from Composition of Plywood during Water Jet Cutting Using the Finite Element Method (FEA)

Abstract
:1. Introduction
2. Materials and Methods
- B/BB: This is the most common grade of birch plywood. It has a B-grade face and back veneer, and a core made up of several layers of birch veneer. This grade is suitable for a wide range of applications, including furniture, cabinetry, and interior decoration.
- BB/BB: This grade of birch plywood has a BB-grade face and back veneer, and is made up of several layers of birch veneer. It is similar to the B/BB-grade plywood, but with a higher-quality face and back veneer. This grade is suitable for applications where appearance is important, such as furniture and decorative panels.
- BB/CD: This grade of birch plywood has a BB-grade face and a C-grade back veneer. The core is made up of several layers of birch veneer. This grade is suitable for applications where appearance is important on one side only, such as wall panels or cabinet backs.
- CD/DD: This grade of birch plywood has a C-grade face and back veneer, and a core made up of several layers of birch veneer. This grade is suitable for applications where appearance is not important, such as subfloors or roofing.
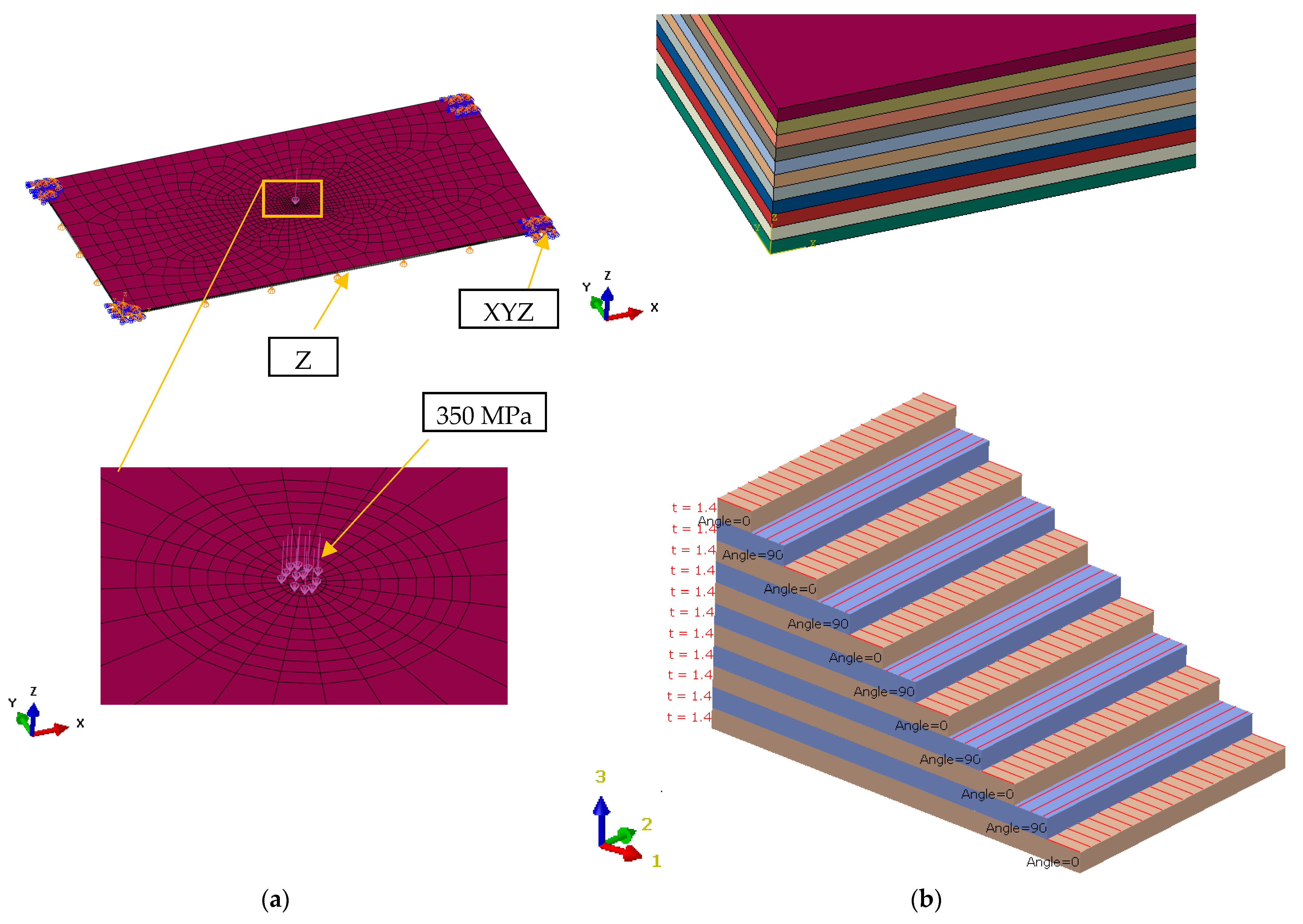
2.1. Geometric Modeling of the Composite Board and Material Properties
2.2. Statistical Analysis
- -
- f(x) is the probability density function (pdf);
- -
- F(x) is the cumulative density function (cdf).
2.3. Description of the Finite Element Model and Application of Boundary Conditions
3. Results
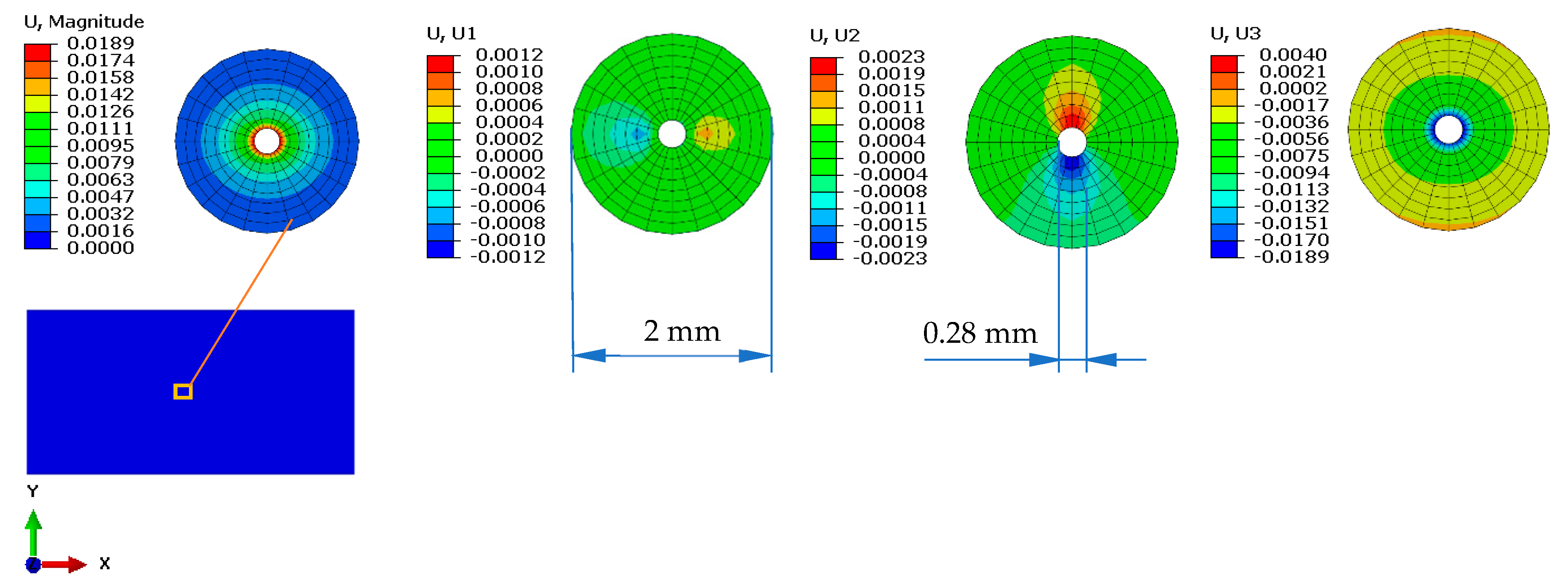
3.1. The Results Obtained from the Finite Element Analysis
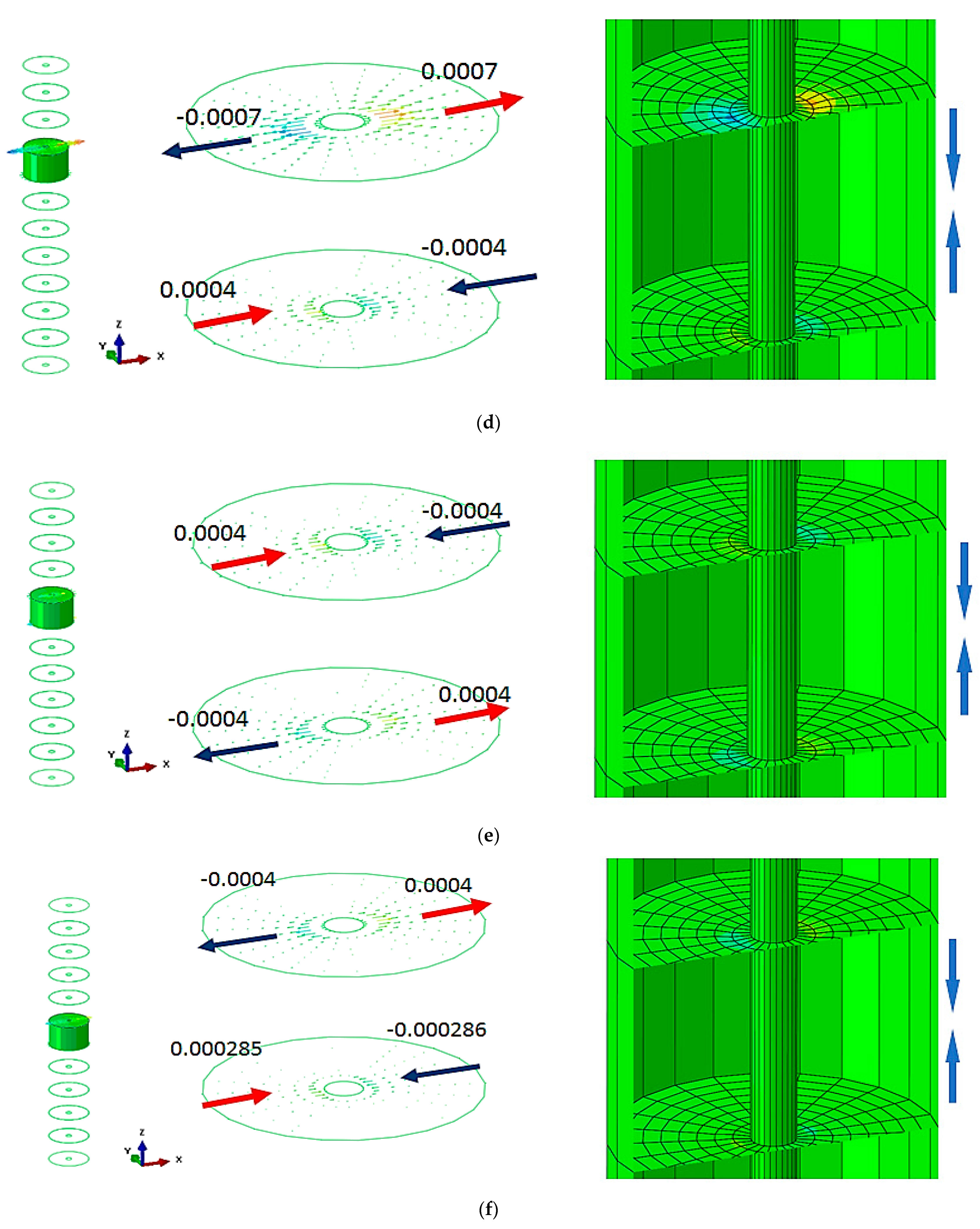
3.2. The Displacements of Veneer Layers in the Longitudinal Direction
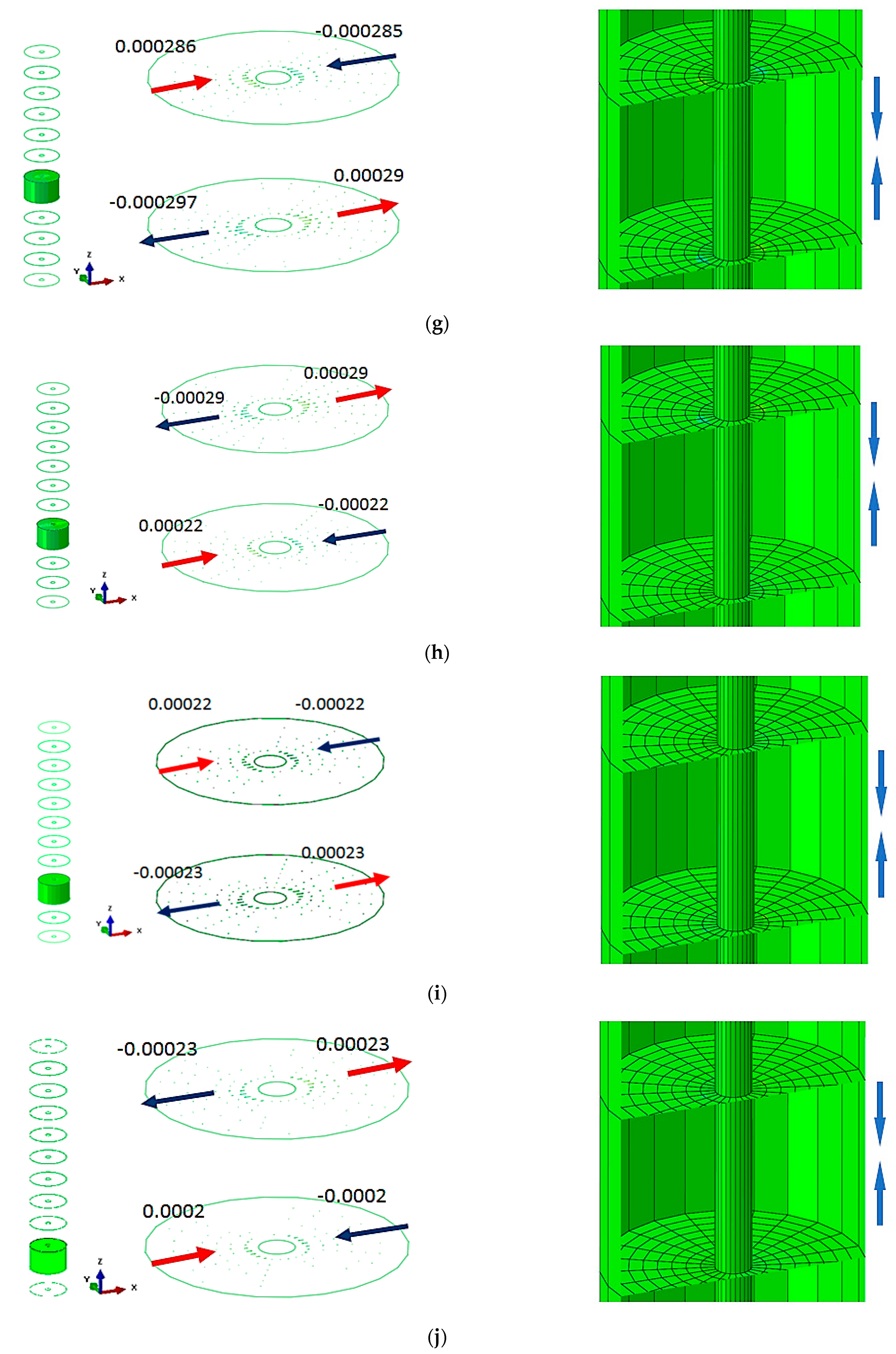
3.3. The Displacements of the Veneer Layers in the Transverse Direction
3.4. Statistical Analysis of the Displacement of Veneer Layers
4. Discussion
5. Conclusions
- The aim of the study was to evaluate the viability of applying of this cutting process to such type of material. In this regard, the FEA analysis was validated through experimental tests.
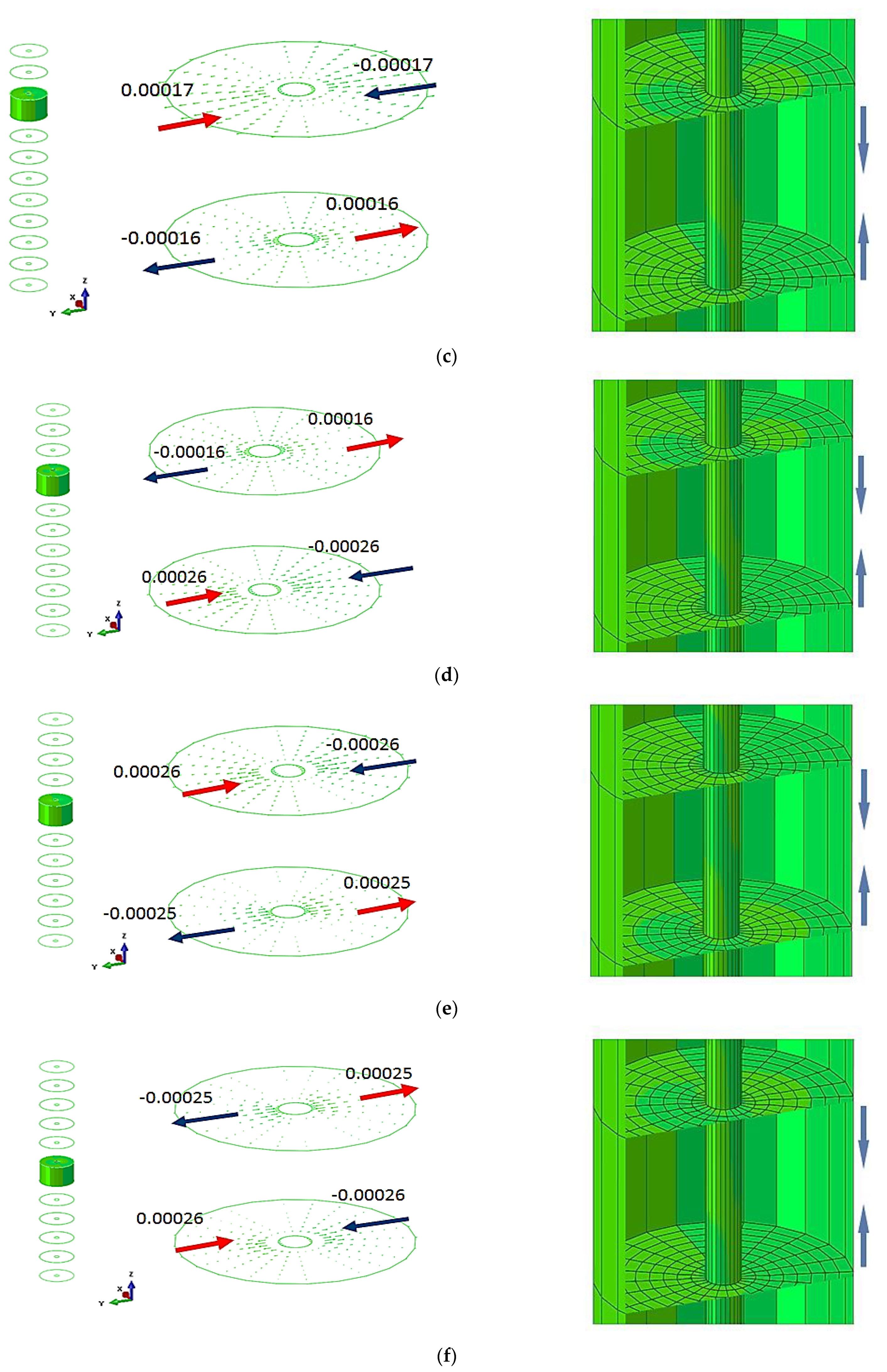
- Maximum displacement in the longitudinal direction of the board is 0.0012 mm and was located between 10 and 11 veneer layers, being generated by water jet pressure.
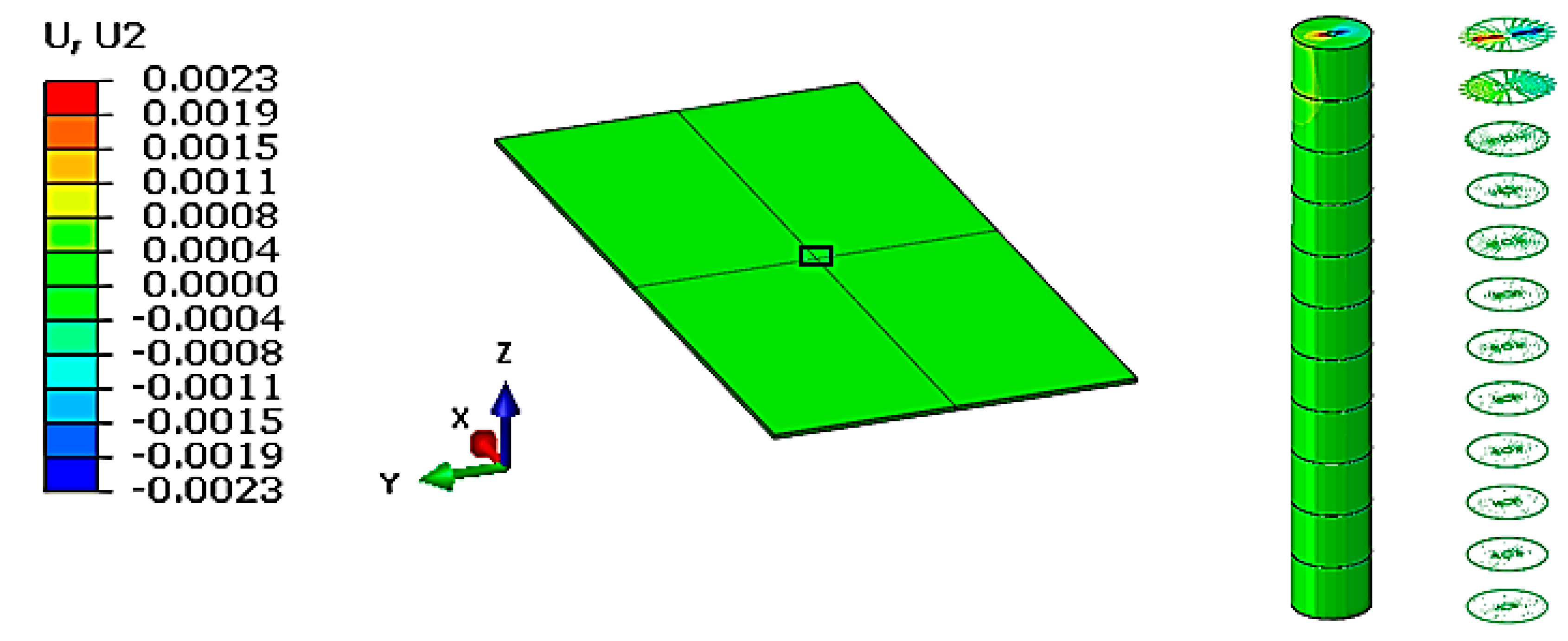
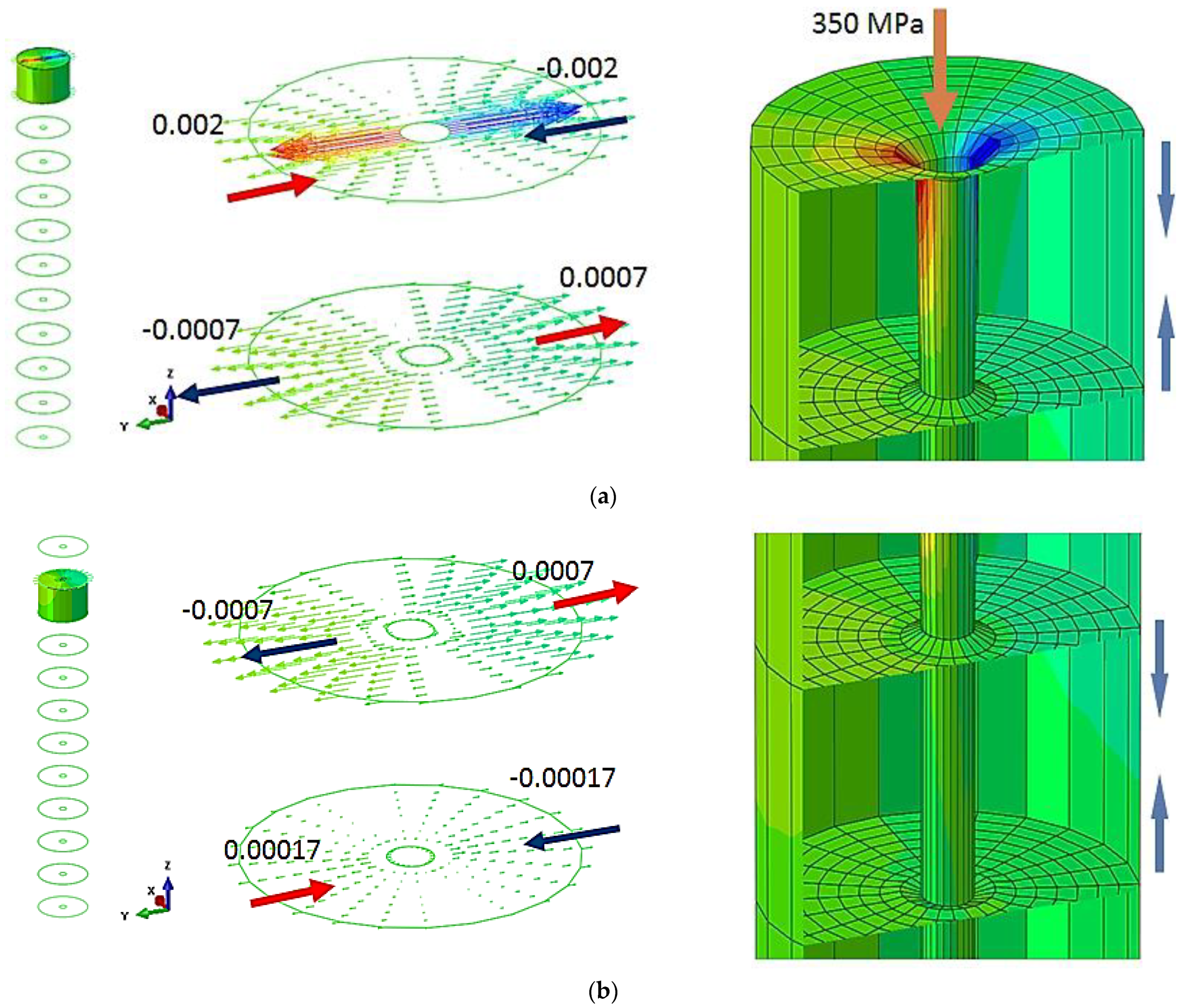
- The maximum displacement in the transversal direction of the board is 0.002 mm and is positioned on the first layer, where the water pressure is also applied for cutting the board.
- Since the layered board is large enough, the resulting displacements have a very small local radial effect in a radius of approximately 1 mm.
- Displacements decrease depending on the thickness of the layered board. In the longitudinal direction, they decrease more gradually, and in the transverse direction they register a sudden decrease due to the different stiffness of the board in the two directions (Figure 9).
- The breaking effect takes place step by step, one layer at a time, until the board is completely cut.
- The vertical displacement of the material follows the principle of action and reaction. If the first layer is acted upon with the force given by the water jet, the veneer layer moves in the direction of the force, and the next layer reacts in the opposite direction of the force application, and the movement has the same direction as force.
- The values of displacements in the vertical direction are not relevant. In particular, the veneer deformation pattern can be noticed between 10 and 11 layers in the direction of force application.
- Test results indicate no statistically significant differences for longitudinal and transversal displacements.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| ρ: | Mass density; |
| EL: | Young’s modulus in the longitudinal direction; |
| ET: | Young’s modulus in the transverse direction; |
| ER: | Young’s modulus in the radial direction; |
| μLR: | Poisson’s ratio for longitudinal–radial; |
| μLT: | Poisson’s ratio for longitudinal–transverse; |
| μRT: | Poisson’s ratio for radial–transverse; |
| μTR: | Poisson’s ratio for transverse–radial; |
| μRL: | Poisson’s ratio for radial–longitudinal; |
| μTL: | Poisson’s ratio for transverse–longitudinal; |
| GLR: | Shear modulus in the longitudinal–radial plane; |
| GLT: | Shear modulus in the longitudinal–transverse plane; |
| GRT: | Shear modulus in the radial–transverse plane. |
References
- Gaff, M.; Gasparik, M.; Boruvka, V.; Babiak, M. Simulating Stresses Associated with the Bending of Wood Using a Finite Element Method. BioResources 2015, 10, 2009–2019. [Google Scholar] [CrossRef] [Green Version]
- Wu, G.; Shen, Y.; Fu, F.; Guo, J.; Ren, H. Study of the Mechanical Properties of Wood under Transverse Compression Using Monto Carlo Simulation-Based Stochastic FE Analysis. Forests 2022, 13, 32. [Google Scholar] [CrossRef]
- Gerencsér, K.; Bejó, L. Investigations into the Waterjet Cutting of Solid Wood. Wood Res. 2007, 52, 57–64. [Google Scholar]
- De Magistris, F.; Salmén, L. Finite Element Modelling of Wood Cell Deformation Transverse to the Fiber Axis. Nord. Pulp Pap. Res. J. 2008, 23, 240–246. [Google Scholar] [CrossRef]
- Badgujar, P.P.; Rathi, M.G. Abrasive Waterjet Machining—A State of Art. IOSR J. Mech. Civ. Eng. 2014, 11, 59–64. [Google Scholar] [CrossRef]
- Birtu, C.; Avramescu, V. Abrasive water jet cutting—Technique, equipment, performances. Nonconv. Technol. Rev. 2012, 16, 40–46. [Google Scholar]
- Lebar, A.; Junkar, M. Simulation of abrasive water jet cutting process: Part 1. Unit event approach. Model. Simul. Mater. Sci. Eng. 2004, 12, 1159–1170. [Google Scholar] [CrossRef]
- Alsoufi, M.S. State-of-the-Art in Abrasive Water Jet Cutting Technology and the Promise for Micro- and Nano-Machining. Int. J. Mech. Eng. Appl. 2017, 5, 1–14. [Google Scholar] [CrossRef] [Green Version]
- Makowski, A. Analytical Analysis of Distribution of Bending Stresses in Layers of Plywood with Numerical Verification. Drv. Ind. 2019, 70, 77–88. [Google Scholar] [CrossRef]
- Pelit, H.; Yaman, Ö. Influence of Processing Parameters on the Surface Roughness of Solid Wood Cut by Abrasive Water Jet. BioResources 2020, 15, 6135–6148. [Google Scholar] [CrossRef]
- Ficko, M.; Begic-Hajdarevic, D.; Husic, M.C.; Berus, L.; Cekic, A.; Klancnik, S. Prediction of Surface Roughness of an AbrasiveWater Jet Cut Using an Artificial Neural Network. Materials 2021, 14, 3108. [Google Scholar] [CrossRef] [PubMed]
- Jagadeesh, B.; Babu, P.D.; Mohamed, M.N.; Marimuthu, P. Experimental Investigation and Optimization of Abrasive Water Jet Cutting Parameters for the Improvement of Cut Quality in Carbon Fiber Reinforced Plastic Laminates. J. Ind. Text. 2018, 48, 178–200. [Google Scholar] [CrossRef] [Green Version]
- Azmir, M.A.; Ahsan, A.K.; Rahmah, A. Effect of Abrasive Water Jet Machining Parameters on Aramid Fibre Reinforced Plastics Composite. Int. J. Mater. Form. 2009, 2, 37–44. [Google Scholar] [CrossRef]
- Shanmugam, D.K.; Masood, S.H. An Investigation on Kerf Characteristics in Abrasive Waterjet Cutting of Layered Composites. J. Mater. Process. Technol. 2009, 209, 3887–3893. [Google Scholar] [CrossRef]
- Derkowski, A.; Kulinski, M.; Trocinski, A.; Krzosek, S.; Mirski, R. Selected Mechanical Properties of Glue-Laminated Timber Produced from Locally Repaired Timber. Materials 2022, 15, 8112. [Google Scholar] [CrossRef]
- Gašparík, M.; Gaff, M.; Babiak, M. Tension stress simulations of layered wood using a finite element method. Wood Res. 2007, 62, 517–528. [Google Scholar]
- Benabou, L. Finite Strain Analysis of Wood Species under Compressive Failure Due to Kinking. Int. J. Solids Struct. 2012, 49, 408–419. [Google Scholar] [CrossRef] [Green Version]
- Berg, S.; Turesson, J.; Ekevad, M.; Huber, J.A.J. Finite Element Analysis of Bending Stiffness for Cross-Laminated Timber with Varying Board Width. Wood Mater. Sci. Eng. 2019, 14, 392–403. [Google Scholar] [CrossRef]
- Gliniorz, K.-U.; Mosalam, K.M.; Natterer, J. Modeling of Layered Timber Beams and Ribbed Shell Frameworks. Compos. Part B Eng. 2002, 33, 367–381. [Google Scholar] [CrossRef]
- EN 1995-1-1:2004+A2; Design of Timber Structures—General—Common Rules and Rules for Building. European Committee for Standardization: Brussels, Belgium, 2014.
- EN 13986:2004+A1; Wood-Based Panels for Use in Construction—Characteristics, Evaluation of Conformity and Marking. European Committee for Standardization: Brussels, Belgium, 2015.
- EN 314-2; Plywood—Bond Quality—Requirements. European Committee for Standardization: Brussels, Belgium, 2013.
- EN 335; Durability of Wood and Wood-Based Products—Use Classes: Definitions, Application to Solid Wood and Wood-Based Products. European Committee for Standardization: Brussels, Belgium, 2013.
- EN 635-2; Plywood—Classification by Surface Appearance. Part 2. Hardwood. European Committee for Standardization: Brussels, Belgium, 1995.
- Gibra Isaac, N. Probability and Statistical Inference for Scientists and Engineers, 1st ed.; Prentice-Hall: Hoboken, NJ, USA, 1973. [Google Scholar]
- NIST/SEMATECH. e-Handbook of Statistical Methods. Available online: https://www.itl.nist.gov/div898/handbook/ (accessed on 9 February 2023).
- Montgomery, D.C.; Runger, G.C. Applied Statistics Probability Engineers, 5th ed.; John Wiley & Sons: New York, NY, USA, 2011. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Quality Class * | Requirements |
|---|---|
| Aesthetic veneer B/B | Both sides without knots |
| Aesthetic veneer B/C | One side without knots and one side with more than 3 knots |
| Aesthetic veneer C/C | Both sides with more than 3 knots |
| Aesthetic veneer C/D | One side with more than 3 knots and the other side with many knots that can fall off |
| Aesthetic veneer I | Both sides without knots |
| Aesthetic veneer II | One side without knots and one side with more than 3 knots |
| Aesthetic veneer III | Both sides with more than 3 knots |
| Aesthetic veneer IV | One side with more than 3 knots and the other side with many knots that can fall off |
| Nr. Crt | Property | Units | Value |
|---|---|---|---|
| 1 | ρ | kg/cm3 | 913 |
| 2 | EL (E1) | MPa | 15,290 |
| 3 | ET (E2) | MPa | 764.5 |
| 4 | ER (E3) | MPa | 1192.62 |
| 5 | µLR (ν13) | - | 0.426 |
| 6 | µLT (ν12) | - | 0.451 |
| 7 | µRT (ν32) | - | 0.697 |
| 8 | µTR (ν23) | - | 0.426 |
| 9 | µRL (ν31) | - | 0.043 |
| 10 | µTL (ν21) | - | 0.024 |
| 11 | GLR (G13) | MPa | 1131.46 |
| 12 | GLT (G12) | MPa | 1039.72 |
| 13 | GRT (G32) | MPa | 259.93 |
| 14 | Tension strength parallel to grain | MPa | 6.3 |
| 15 | Tension strength perpendicular to grain | MPa | 6.3 |
| 16 | Compression strength parallel to grain | MPa | 56.3 |
| 17 | Compression strength perpendicular to grain | MPa | 6.7 |
| 18 | Shear strength parallel to grain | MPa | 13 |
| Cutting Parameter | Value |
|---|---|
| Wood thickness | 15 mm |
| Wood cutting direction | Tangential, radial |
| Feed speed | 759–3381 mm/min |
| Liquid pressure | 137.8–344.7 MPa |
| AWJ nozzle diameter | 0.2794 mm |
| AWJ nozzle length | 80 mm |
| Abrasive flow rate | 0.3402 Kg/min |
| Total time spent cutting | 0.62 s |
| Estimated abrasive needed | 0.05 Kg |
| Length of cutting | 172.406 mm |
| Mixing tube diameter | 0.8382 mm |
| Distribution | Correlation Coefficient | Mean | Standard Error | 95% CI | |
|---|---|---|---|---|---|
| Lower | Upper | ||||
| Weibull | 0.911 | 0.0004345 | 0.0000645 | 0.0003249 | 0.0005812 |
| Normal | 0.899 | 0.0004525 | 0.0000843 | 0.0002872 | 0.0006178 |
| Exponential | - | 0.0004262 | 0.0001194 | 0.0002461 | 0.0007381 |
| Lognormal | 0.962 | 0.0004604 | 0.0000906 | 0.0003130 | 0.0006771 |
| Distribution | Correlation Coefficient | Mean | Standard Error | 95% Confidence Interval | |
|---|---|---|---|---|---|
| Lower | Upper | ||||
| Weibull | 0.732 | 0.0003342 | 0.0000558 | 0.0002410 | 0.0004635 |
| Normal | 0.675 | 0.0004150 | 0.0001092 | 0.0002010 | 0.0006290 |
| Exponential | - | 0.0004752 | 0.0001468 | 0.0002594 | 0.0008706 |
| Lognormal | 0.813 | 0.0003590 | 0.0000686 | 0.0002468 | 0.0005222 |
| Parameter | Longitudinal Displacement [mm] | Transversal Displacement [mm] |
|---|---|---|
| Median | 0.0002162 | 0.0003342 |
| Standard deviation | 0.0003004 | 0.0001604 |
| Mean | 0.0004345 | 0.0003342 |
| IQR | 0.0003006 | 0.0002236 |
| Shape parameter | 2.1130100 | 2.1995300 |
| Scale parameter | 0.0004906 | 0.0003773 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dumitrascu, D.-I.; Rusu, A.-N.; Dumitrascu, A.-E. The Displacements Study of Birch Veneer Layers from Composition of Plywood during Water Jet Cutting Using the Finite Element Method (FEA). Materials 2023, 16, 4247. https://doi.org/10.3390/ma16124247
Dumitrascu D-I, Rusu A-N, Dumitrascu A-E. The Displacements Study of Birch Veneer Layers from Composition of Plywood during Water Jet Cutting Using the Finite Element Method (FEA). Materials. 2023; 16(12):4247. https://doi.org/10.3390/ma16124247
Chicago/Turabian StyleDumitrascu, Dorin-Ion, Alexandru-Nicolae Rusu, and Adela-Eliza Dumitrascu. 2023. "The Displacements Study of Birch Veneer Layers from Composition of Plywood during Water Jet Cutting Using the Finite Element Method (FEA)" Materials 16, no. 12: 4247. https://doi.org/10.3390/ma16124247