
Sintered Brake Pads Failure in High-Energy Dissipation Braking Tests: A Post-Mortem Mechanical and Microstructural Analysis
 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Compression Tests
2.3. Braking Tests
2.4. Microstructure Observations
3. Results
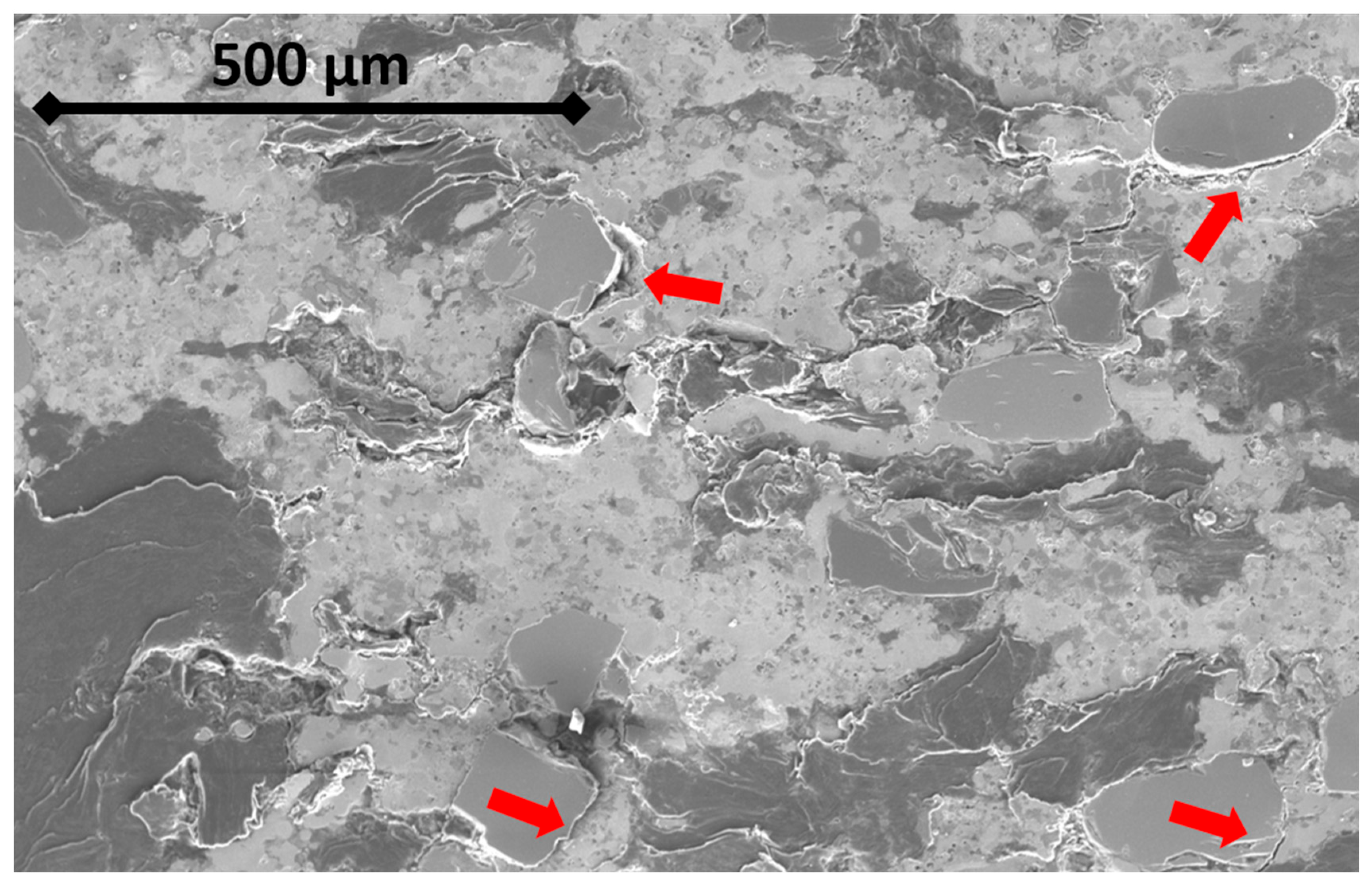
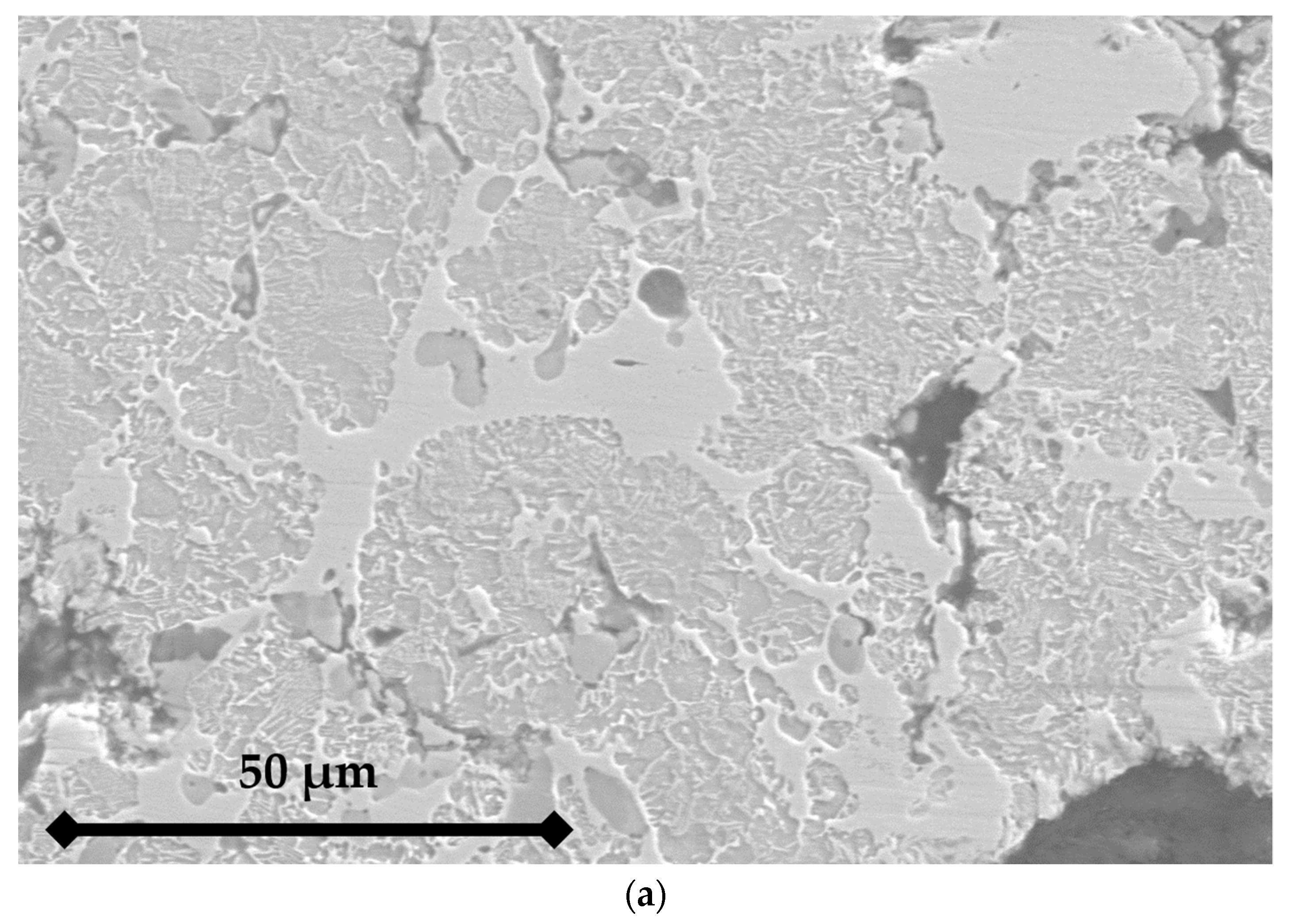
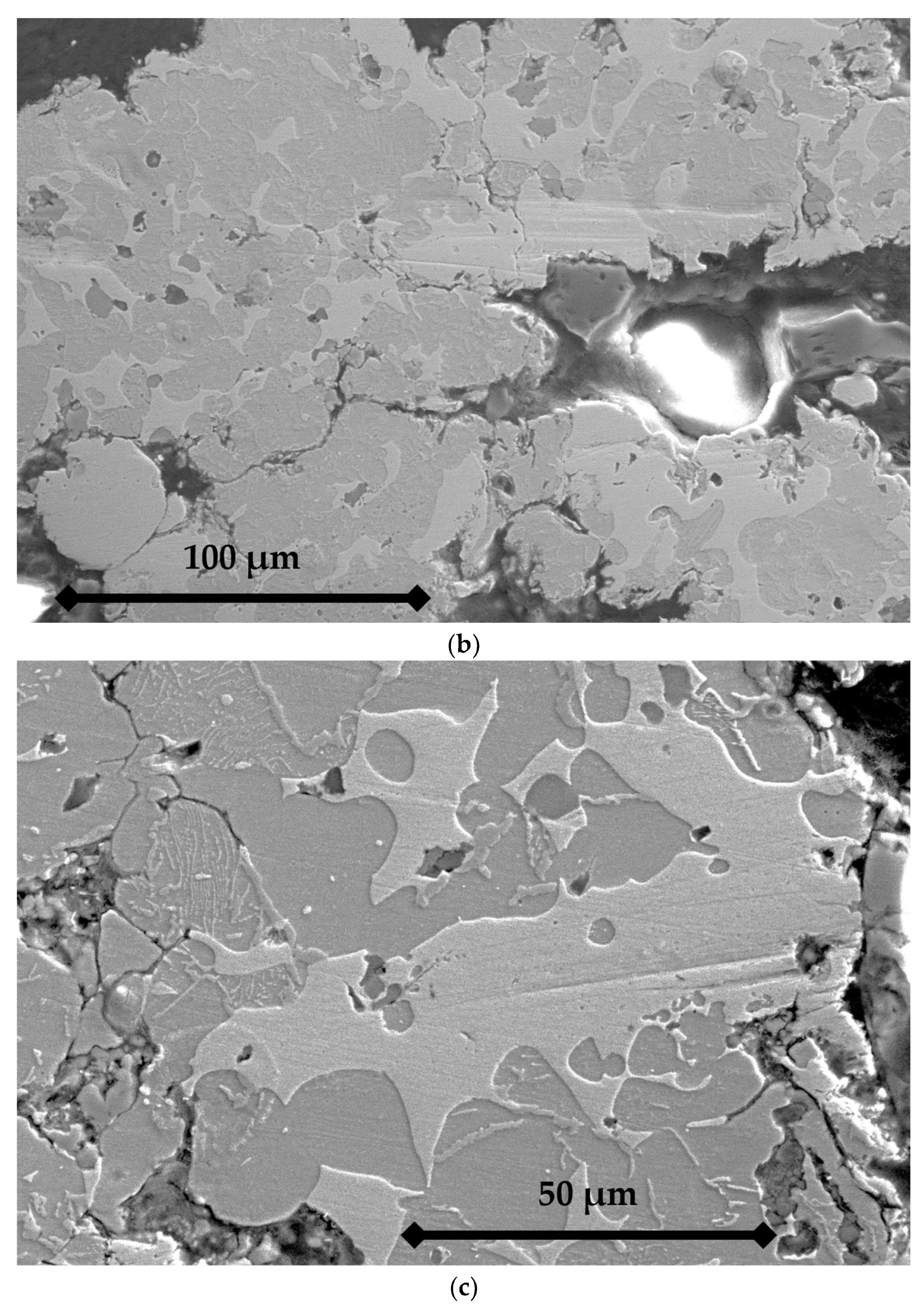
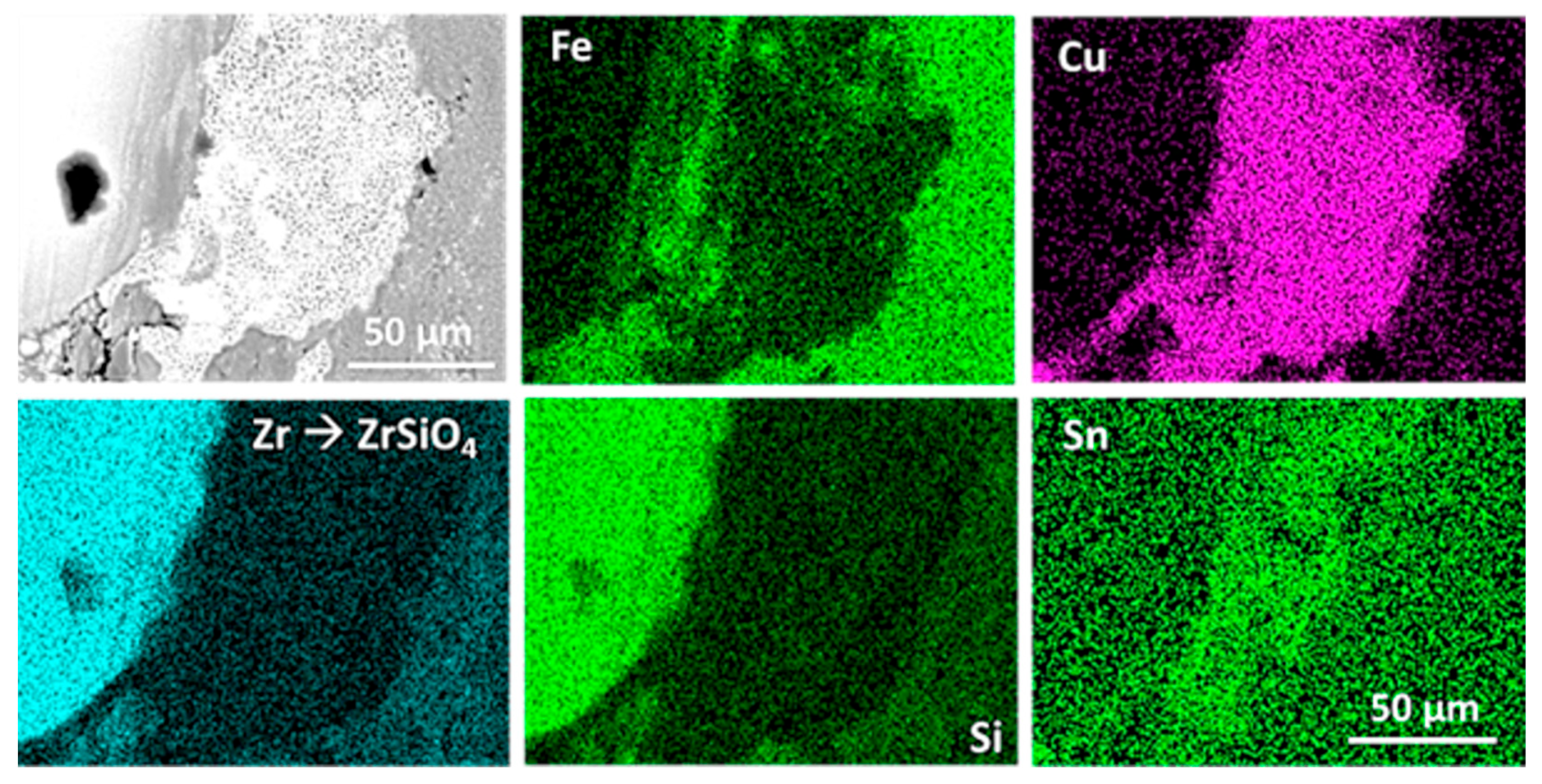
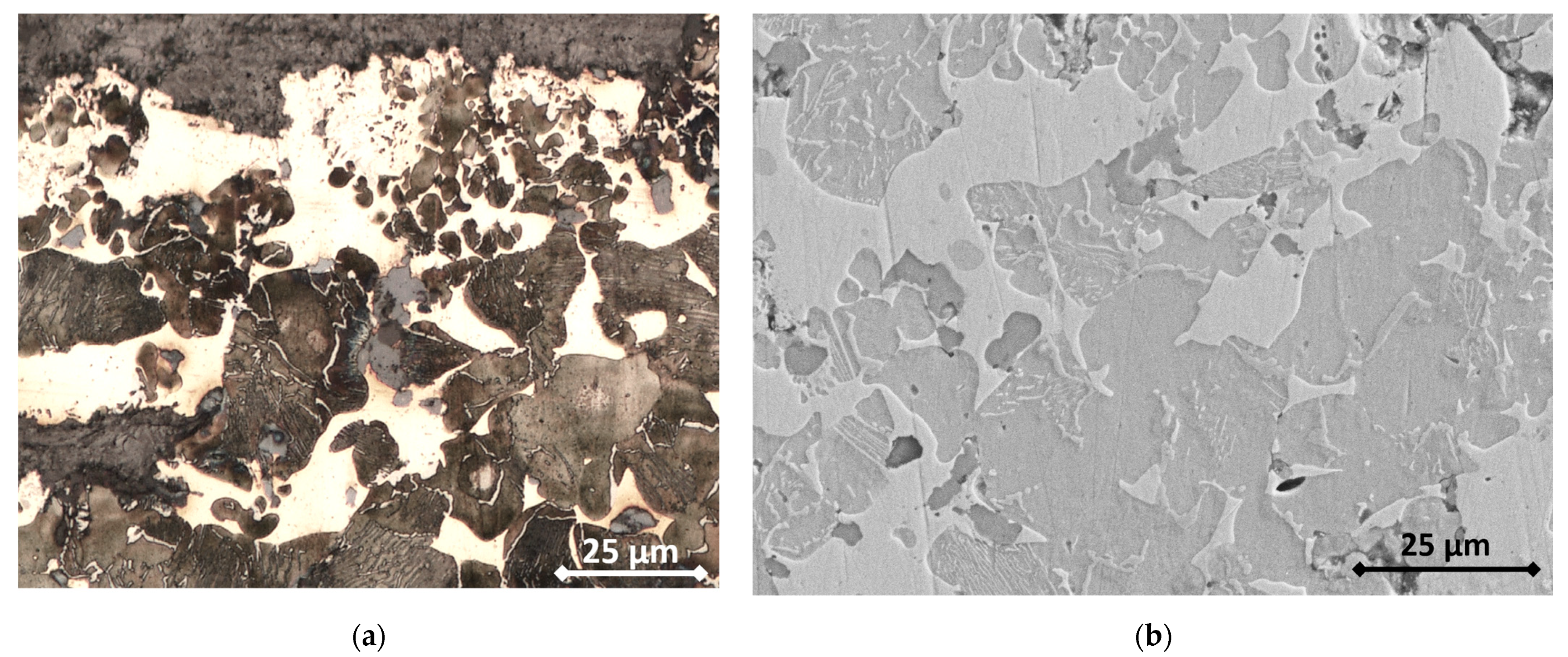
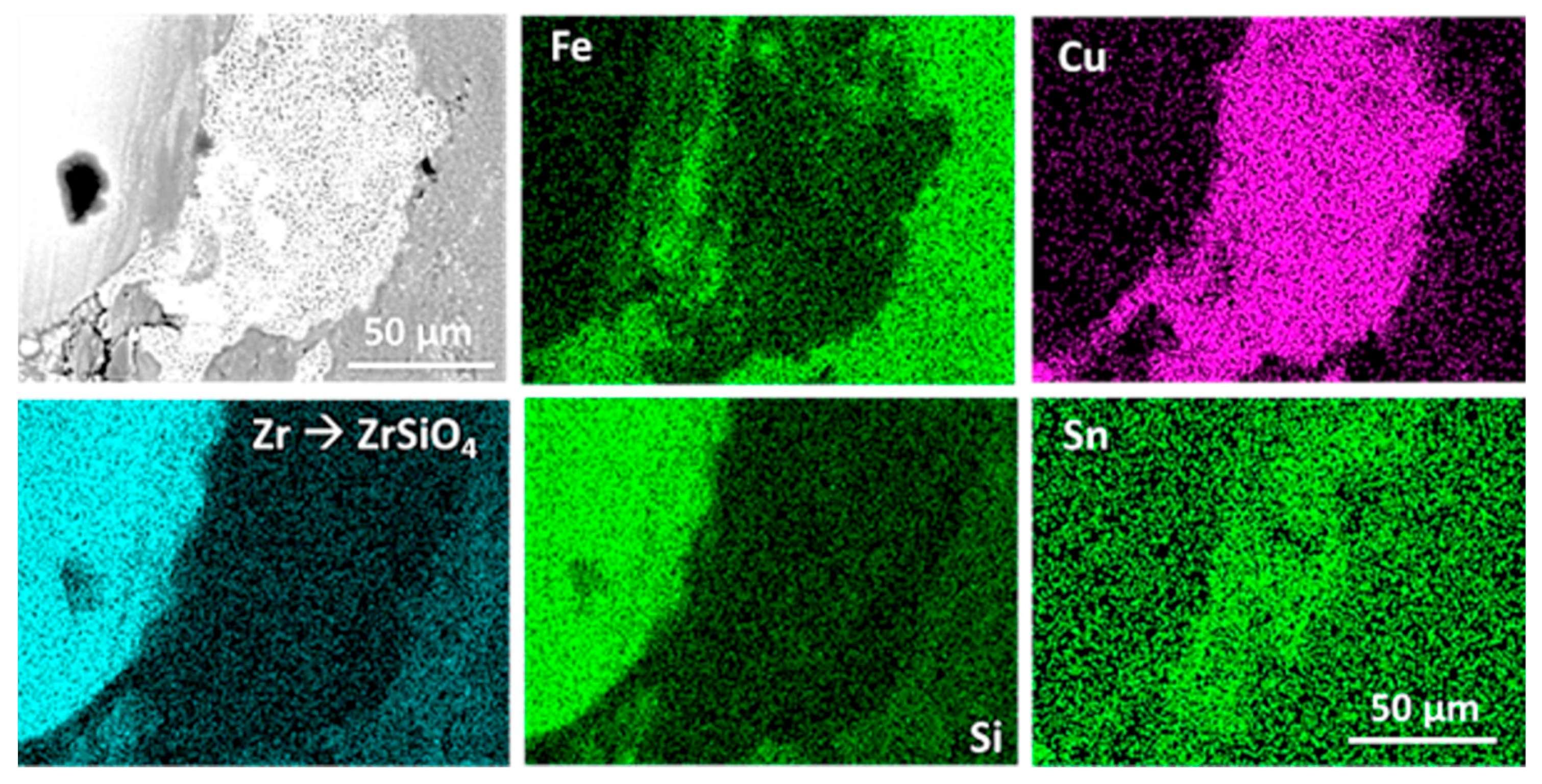
3.1. Microstructure and Defects of the Pads
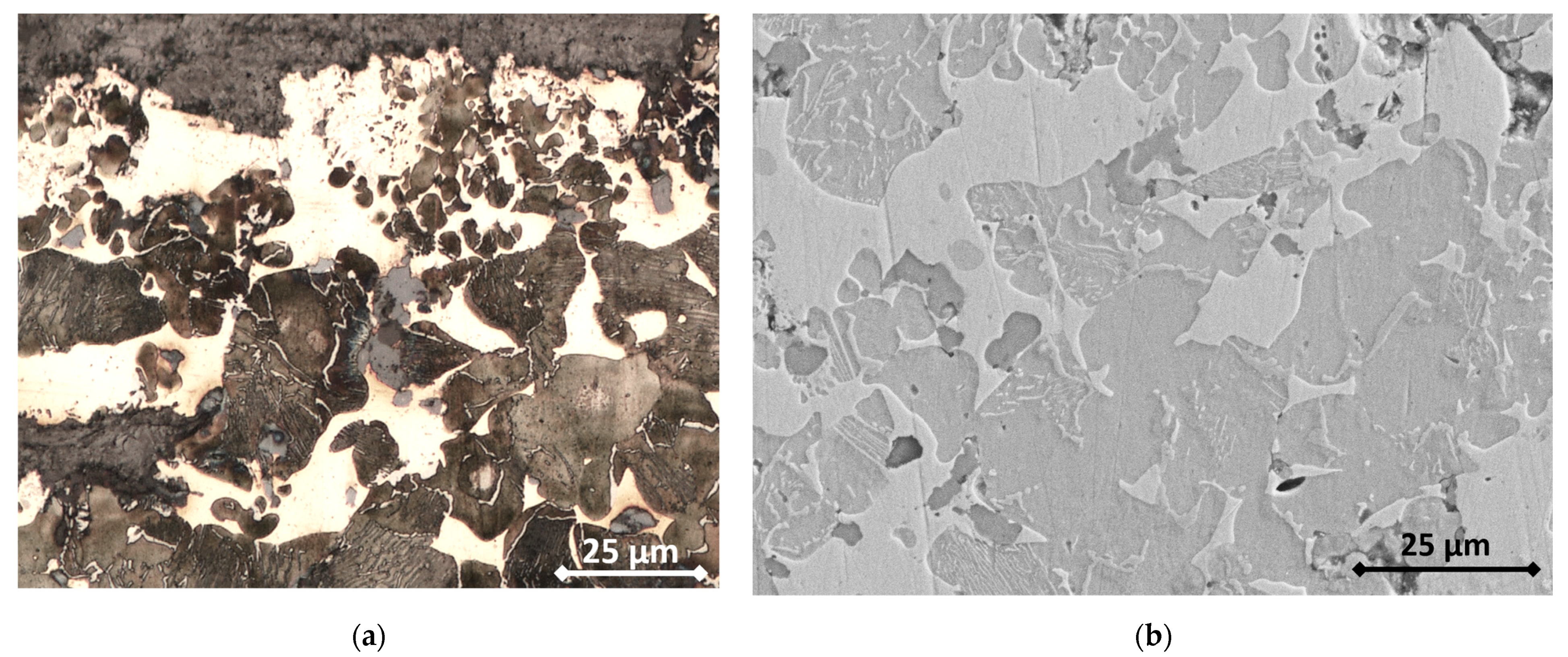
- A metallic matrix composed of intertwined tin-enriched copper and of manganese-enriched perlite and ferrite. The presence of distinct ferrite grains and of hypereutectoid-like pearlite grains separated by cementite boundaries proves that most of the carbon has been introduced in iron via diffusion during the sintering process. According to the literature, this carbon might come from SiC if the temperature is above 1000 °C [33], which was not the case. The most obvious source of carbon is graphite particles.
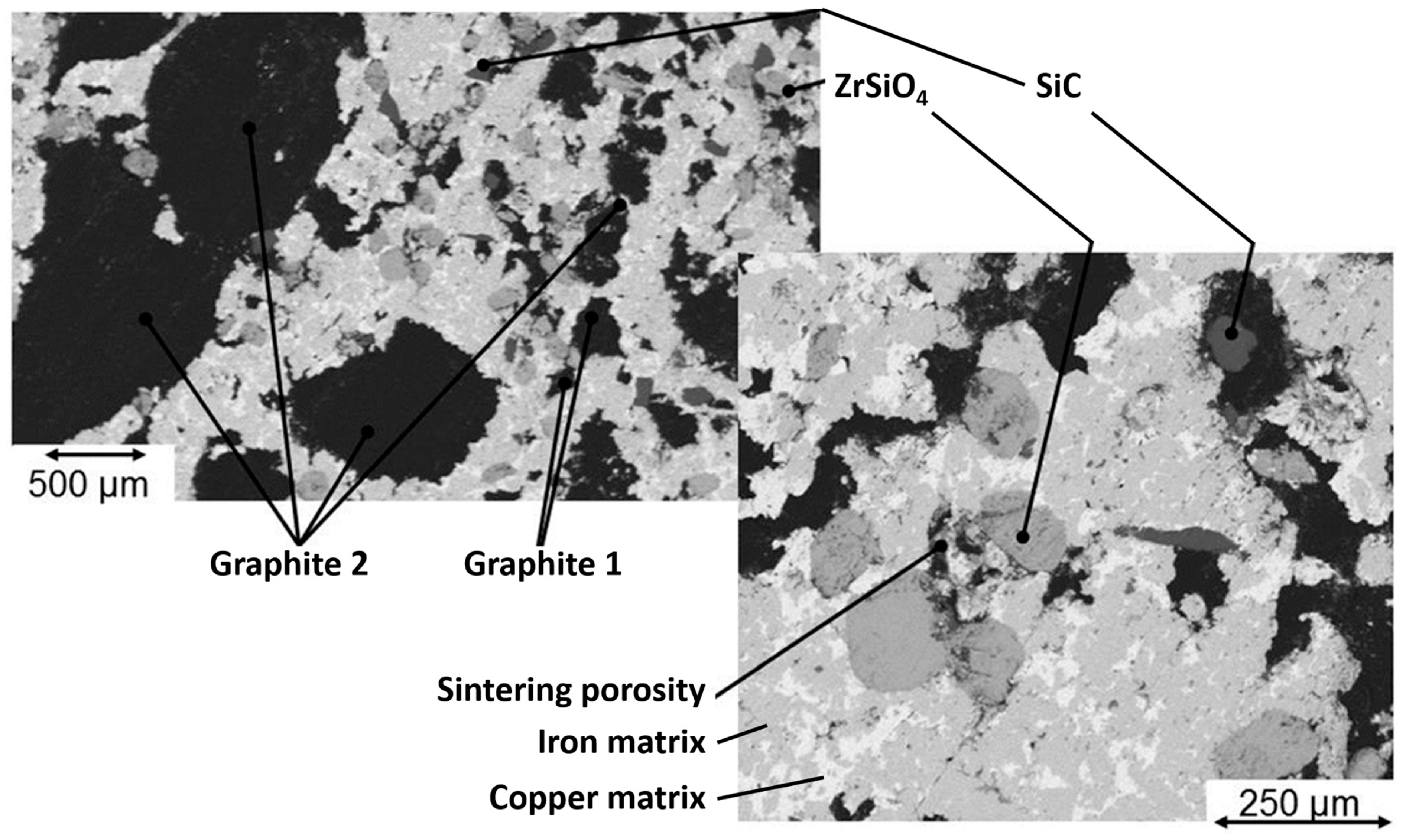
- Both ceramics (SiC and ZrSiO4) are seemingly (and unsurprisingly) unaltered, both in size and shape.
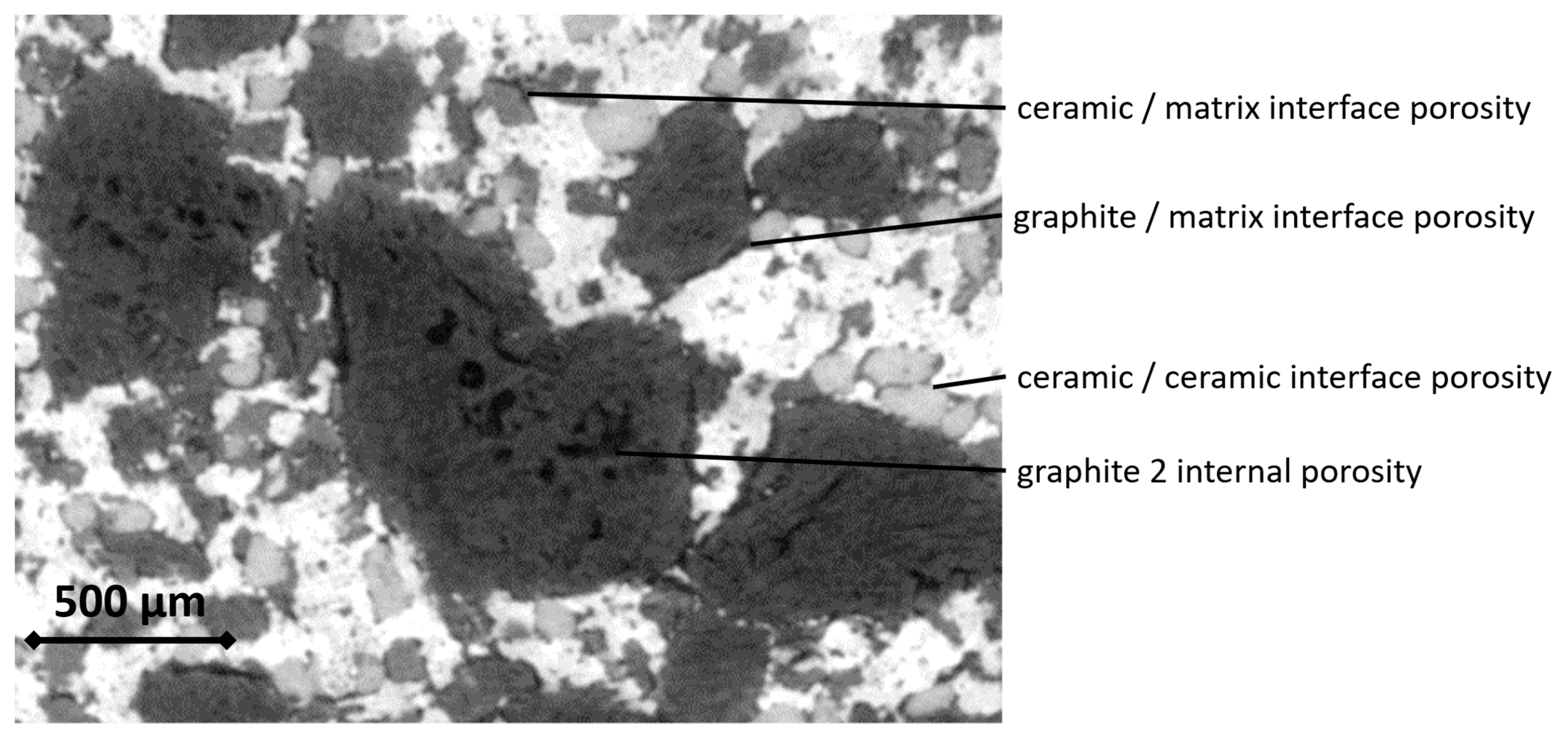
- The two different graphite types can still be identified, with small grains of “graphite 1” and big porous grains of “graphite 2”.
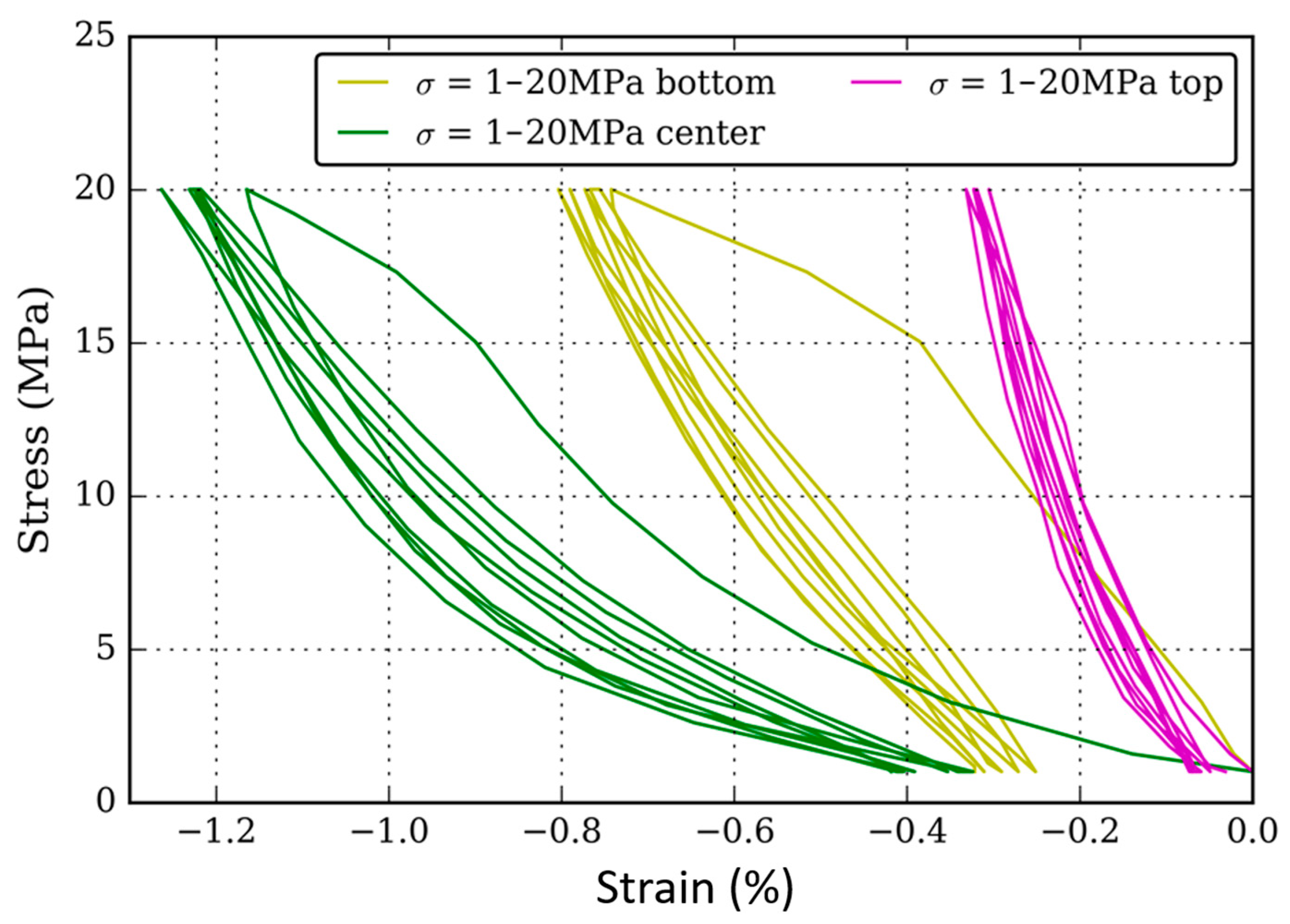
3.2. Compressive Tests
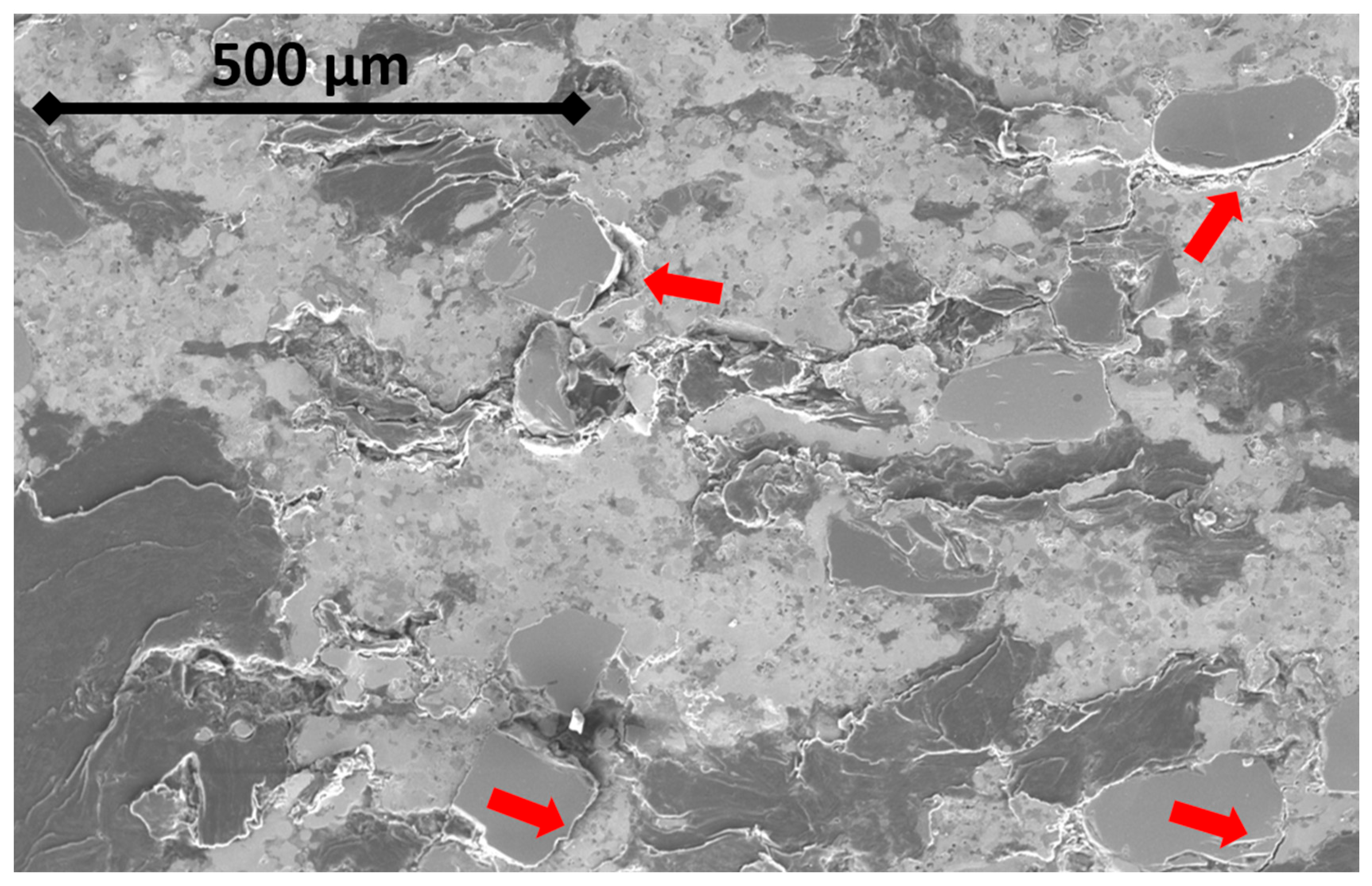
3.3. Structure of the Pad after the Braking Test Series
4. Discussion
- The mixing stage before the sintering process might disseminate unwanted submicronic particles among the metallic particles that will form the matrix. This induces weaker interfaces between metallic grains, especially between ferrite and pearlite.
- The sintering stage induces carbon diffusion from the graphite particles into iron: pearlite is formed in the matrix. The complex composition of the metallic matrix suggests the setting of unusually low sintering temperature that allows good sintering between copper particles but leaves most of the interfaces between iron-rich particles unsintered.
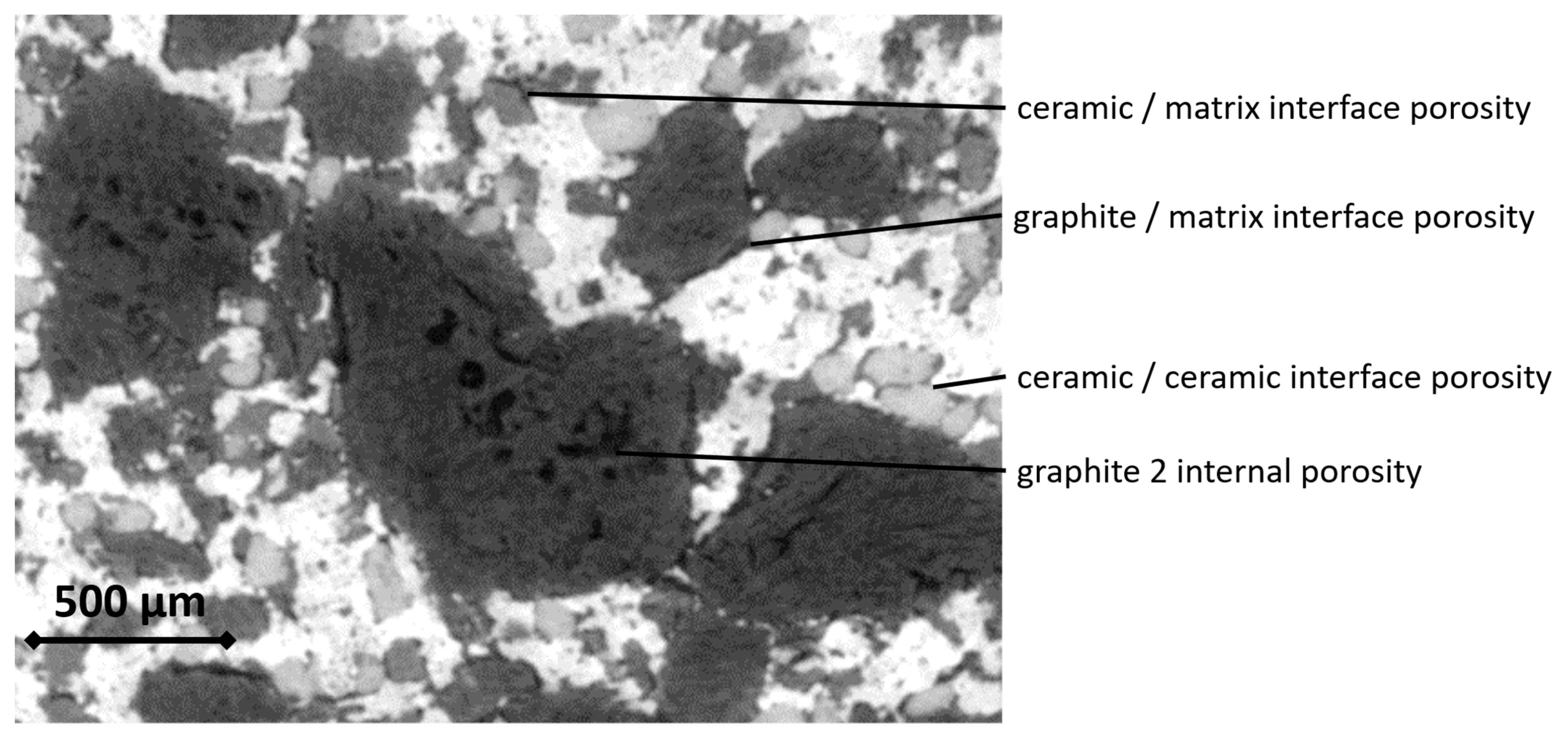
- The sintering process also induces the presence of porosities. These porosities seem to gather around groups of small ceramic particles, smaller than what was supposedly introduced.
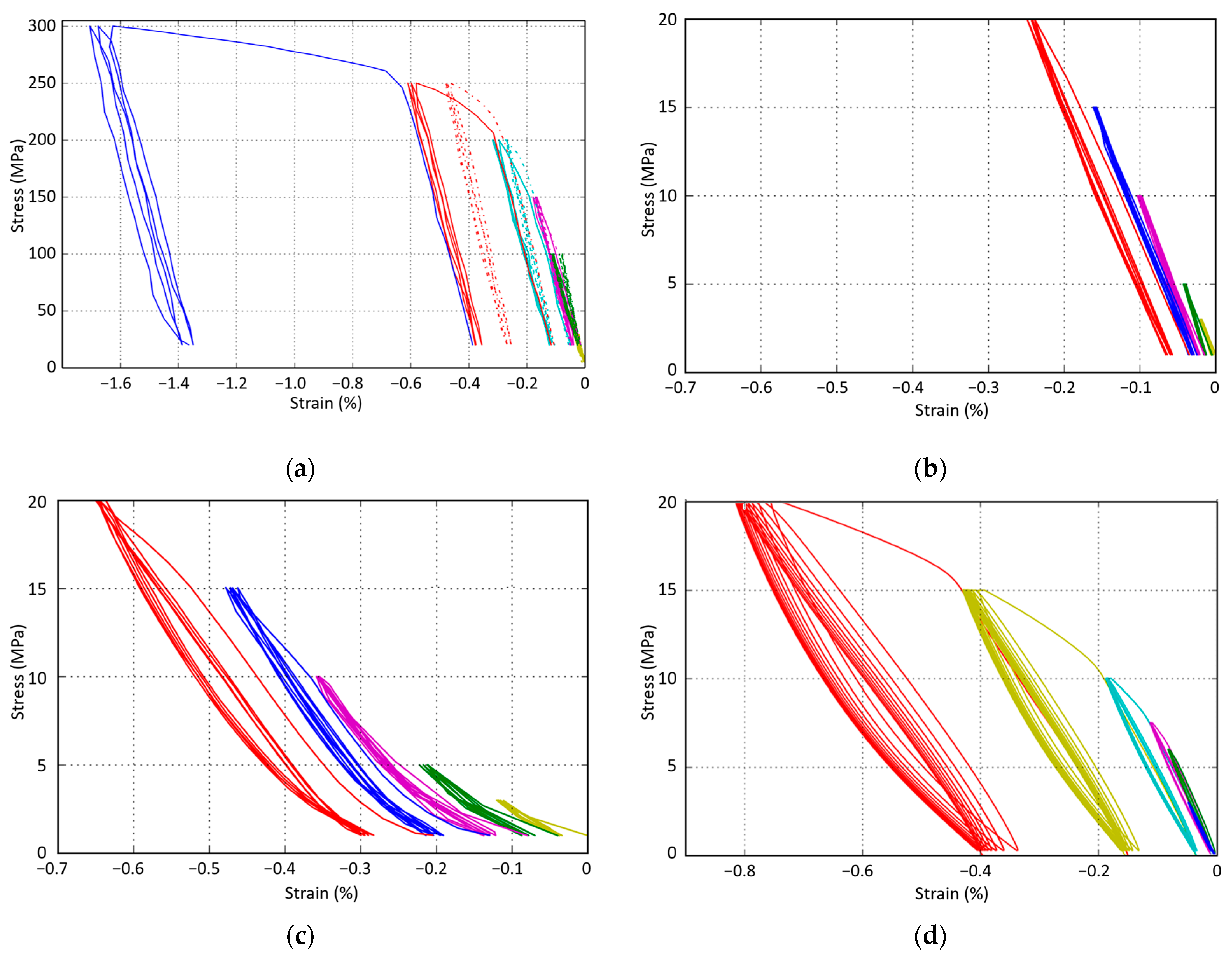
- The resulting pads show a very weak compressive behaviour, with an elastic modulus of about 10 GPa and yield strength under 15 MPa, whereas graphite-free samples made in the same conditions showed an elastic modulus of 100 GPa and a yield strength of about 120 MPa. This proves the paramount importance of graphite in the accommodation of displacement.
- Among graphite particles, Graphite 2 (bigger, more porous and crystalline) shows a preponderant role in the mechanical behaviour as it lowers the mechanical properties and induces a hysteresis phenomenon that we explain by the role of its internal porosities.
- The heterogeneity of the pad induces strong variations of local load and displacement that result in the opening of cracks at interfaces between the metallic matrix and ceramic particles (if they were bound together in the first place).
- Discontinuities at the interface between ferrite and pearlite appear to take their origin in the sintering process rather than in the annealing induced by the braking test.
- This ferrite–pearlite interface may be weakened by the presence of the aforesaid small ceramic particles and by possible voids allowed by the diffusion of carbon from graphite into iron.
- High-energy braking allows a thick part of the pad to reach very high temperatures, with heavy consequences on the microstructure and mechanical properties. Thermocouples and physical phenomena such as carburizing of iron and copper melting show that temperatures of 1000 °C have been reached.
- The gradient of temperature induces a variety of mechanical behaviours. At more than 10 mm from the surface, the microstructure and compressive mechanical properties seem unaffected.
- An intermediate zone is strongly affected, massive cracks develop throughout the sample, in the normal plane from the load.
- The top layer, reaching very high temperatures, is strongly modified. The diffusion of carbon into iron, started during the sintering process at a moderate 950 °C, follows on. Copper melts and resolidifies, healing the cracks in the process, which results in slightly enhanced elastic modulus and yield strength.
- Finally, this carburizing phenomenon that happens during the sintering process and the braking test might explain why companies have been unable to produce satisfying copperless pads, as it implies a weakness of interface within the metallic matrix, at the pearlite–ferrite interfaces.
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Österle, W.; Griepentrog, M.; Gross, T.; Urban, I. Chemical and Microstructural Changes Induced by Friction and Wear of Brakes. Wear 2001, 251, 1469–1476. [Google Scholar] [CrossRef]
- Eriksson, M.; Bergman, F.; Jacobson, S. On the Nature of Tribological Contact in Automotive Brakes. Wear 2002, 252, 26–36. [Google Scholar] [CrossRef]
- Panier, S.; Dufrénoy, P.; Weichert, D. An Experimental Investigation of Hot Spots in Railway Disc Brakes. Wear 2004, 256, 764–773. [Google Scholar] [CrossRef]
- Desplanques, Y.; Roussette, O.; Degallaix, G.; Copin, R.; Berthier, Y. Analysis of Tribological Behaviour of Pad–Disc Contact in Railway Braking: Part 1. Laboratory Test Development, Compromises between Actual and Simulated Tribological Triplets. Wear 2007, 262, 582–591. [Google Scholar] [CrossRef]
- Cristol-Bulthé, A.-L.; Desplanques, Y.; Degallaix, G.; Berthier, Y. Mechanical and Chemical Investigation of the Temperature Influence on the Tribological Mechanisms Occurring in OMC/Cast Iron Friction Contact. Wear 2008, 264, 815–825. [Google Scholar] [CrossRef]
- Kolluri, D.K.; Boidin, X.; Desplanques, Y.; Degallaix, G.; Ghosh, A.K.; Kumar, M.; Bijwe, J. Effect of Natural Graphite Particle Size in Friction Materials on Thermal Localisation Phenomenon during Stop-Braking. Wear 2010, 268, 1472–1482. [Google Scholar] [CrossRef]
- Kumar, M.; Boidin, X.; Desplanques, Y.; Bijwe, J. Influence of Various Metallic Fillers in Friction Materials on Hot-Spot Appearance during Stop Braking. Wear 2011, 270, 371–381. [Google Scholar] [CrossRef]
- Österle, W.; Dmitriev, A.I. Functionality of Conventional Brake Friction Materials—Perceptions from Findings Observed at Different Length Scales. Wear 2011, 271, 2198–2207. [Google Scholar] [CrossRef]
- Xiao, Y.; Zhang, Z.; Yao, P.; Fan, K.; Zhou, H.; Gong, T.; Zhao, L.; Deng, M. Mechanical and Tribological Behaviors of Copper Metal Matrix Composites for Brake Pads Used in High-Speed Trains. Tribol. Int. 2018, 119, 585–592. [Google Scholar] [CrossRef]
- Straffelini, G.; Gialanella, S. Airborne Particulate Matter from Brake Systems: An Assessment of the Relevant Tribological Formation Mechanisms. Wear 2021, 478–479, 203883. [Google Scholar] [CrossRef]
- Mackin, T.J.; Noe, S.C.; Ball, K.J.; Bedell, B.C.; Bim-Merle, D.P.; Bingaman, M.C.; Bomleny, D.M.; Chemlir, G.J.; Clayton, D.B.; Evans, H.A.; et al. Thermal Cracking in Disc Brakes. Eng. Fail. Anal. 2002, 9, 63–76. [Google Scholar] [CrossRef]
- Bagnoli, F.; Dolce, F.; Bernabei, M. Thermal Fatigue Cracks of Fire Fighting Vehicles Gray Iron Brake Discs. Eng. Fail. Anal. 2009, 16, 152–163. [Google Scholar] [CrossRef]
- Boniardi, M.; D’Errico, F.; Tagliabue, C.; Gotti, G.; Perricone, G. Failure Analysis of a Motorcycle Brake Disc. Eng. Fail. Anal. 2006, 13, 933–945. [Google Scholar] [CrossRef]
- Kasem, H.; Brunel, J.F.; Dufrénoy, P.; Siroux, M.; Desmet, B. Thermal Levels and Subsurface Damage Induced by the Occurrence of Hot Spots during High-Energy Braking. Wear 2011, 270, 355–364. [Google Scholar] [CrossRef]
- Yang, Z.; Han, J.; Li, W.; Li, Z.; Pan, L.; Shi, X. Analyzing the Mechanisms of Fatigue Crack Initiation and Propagation in CRH EMU Brake Discs. Eng. Fail. Anal. 2013, 34, 121–128. [Google Scholar] [CrossRef]
- Li, Z.; Han, J.; Yang, Z.; Li, W. Analyzing the Mechanisms of Thermal Fatigue and Phase Change of Steel Used in Brake Discs. Eng. Fail. Anal. 2015, 57, 202–218. [Google Scholar] [CrossRef]
- Blau, P.J. Compositions, Functions, and Testing of Friction Brake Materials and Their Additives; Oak Ridge National Lab. (ORNL): Oak Ridge, TN, USA, 2001.
- Xiao, J.-K.; Xiao, S.-X.; Chen, J.; Zhang, C. Wear Mechanism of Cu-Based Brake Pad for High-Speed Train Braking at Speed of 380 Km/h. Tribol. Int. 2020, 150, 106357. [Google Scholar] [CrossRef]
- Du, A.; Lattanzi, L.; Jarfors, A.E.W.; Zheng, J.; Wang, K.; Yu, G. Role of Matrix Alloy, Reinforcement Size and Fraction in the Sliding Wear Behaviour of Al-SiCp MMCs against Brake Pad Material. Wear 2023, 530–531, 204969. [Google Scholar] [CrossRef]
- Xiao, J.-K.; Li, T.-T.; Chen, J.; Zhang, C. Effects of Oxidation Temperature on the Microstructure and Tribological Performance of Cu-Based Brake Pad for High-Speed Train. Wear 2023, 514–515, 204559. [Google Scholar] [CrossRef]
- Mann, R.; Magnier, V.; Brunel, J.-F.; Brunel, F.; Dufrénoy, P.; Henrion, M. Relation between Mechanical Behavior and Microstructure of a Sintered Material for Braking Application. Wear 2017, 386–387, 1–16. [Google Scholar] [CrossRef]
- Hulskotte, J.H.J.; Denier van der Gon, H.A.C.; Visschedijk, A.J.H.; Schaap, M. Brake Wear from Vehicles as an Important Source of Diffuse Copper Pollution. Water Sci. Technol. 2007, 56, 223–231. [Google Scholar] [CrossRef]
- Straffelini, G.; Ciudin, R.; Ciotti, A.; Gialanella, S. Present Knowledge and Perspectives on the Role of Copper in Brake Materials and Related Environmental Issues: A Critical Assessment. Environ. Pollut. 2015, 207, 211–219. [Google Scholar] [CrossRef]
- Kumar, M.; Bijwe, J. Non-Asbestos Organic (NAO) Friction Composites: Role of Copper; Its Shape and Amount. Wear 2011, 270, 269–280. [Google Scholar] [CrossRef]
- Limiting Copper in Brake Pads. Available online: https://dtsc.ca.gov/scp/limiting-copper-in-brake-pads/ (accessed on 5 October 2023).
- Brake Pad Timeline. Available online: https://dtsc.ca.gov/scp/brake-pad-timeline/ (accessed on 5 October 2023).
- Tatarzicki, Y.T.; Webb, R.T. Friction and Wear of Aircraft Brakes. In ASM Handbook; Asm International: Almere, The Netherlands, 1992; pp. 582–587. [Google Scholar]
- Zhou, H.; Yao, P.; Xiao, Y.; Fan, K.; Zhang, Z.; Gong, T.; Zhao, L.; Deng, M.; Liu, C.; Ling, P. Friction and Wear Maps of Copper Metal Matrix Composites with Different Iron Volume Content. Tribol. Int. 2019, 132, 199–210. [Google Scholar] [CrossRef]
- Heussaff, A.; Dubar, L.; Tison, T.; Watremez, M.; Nunes, R.F. A Methodology for the Modelling of the Variability of Brake Lining Surfaces. Wear 2012, 289, 145–159. [Google Scholar] [CrossRef]
- Dufrenoy, P.; Magnier, V.; Mann, R.; Cristol, A.-L.; Serrano, I. Methodology Linking Formulation, Microstructure and Mechanical Properties of Friction Materials; SAE International: Warrendale, PN, USA, 2016; p. 7. [Google Scholar]
- Serrano-Munoz, I.; Rapontchombo, J.; Magnier, V.; Brunel, F.; Kossman, S.; Dufrénoy, P. Evolution in Microstructure and Compression Behaviour of a Metallic Sintered Friction Material after Braking. Wear 2019, 436–437, 202947. [Google Scholar] [CrossRef]
- Le Tran, H.-L.; Anne-Lise, C.; Jérôme, H.; Vincent, M. Relationship Between Mechanical Behavior and Microstructure Evolution of Sintered Metallic Brake Pad Under the Impact of Thermomechanical Stress. J. Tribol. 2021, 144, 061501. [Google Scholar] [CrossRef]
- Pelleg, J. Reactions in the Matrix and Interface of the Fe–SiC Metal Matrix Composite System. Mater. Sci. Eng. A 1999, 269, 225–241. [Google Scholar] [CrossRef]
- Eudier, M. Fabrication des Produits Frittés; Techniques de l’Ingénieur: Paris, France, 1994. [Google Scholar]
- Hessels, C.J.M.; Smeets, A.H.J.; Finotello, G.; Deen, N.G.; Tang, Y. Sintering Behavior of Combusted Iron Powder in a Packed Bed Reactor with Nitrogen and Hydrogen. Particuology 2023, 83, 8–17. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Iron | Copper | SiC | ZrSiO4 | Graphite 1 | Graphite 2 | |
|---|---|---|---|---|---|---|
| Size (µm) | <220 | <100 | 20–260 | 80–320 | 50–500 | 300–1250 |
| Iron | Copper | SiC | ZrSiO4 | Graphite 1 | Graphite 2 | Fillers | |
|---|---|---|---|---|---|---|---|
| RM | 34 | 26 | 2 | 8 | 7 | 13 | 10 |
| MM | 49 | 37 | - | - | - | - | 14 |
| MMCs | 43 | 32 | 3 | 10 | - | - | 12 |
| MMCsG1 | 34 | 26 | 2 | 8 | 20 | - | 10 |
| MMCsG2 | 34 | 26 | 2 | 8 | - | 20 | 10 |
| E (GPa) | Re (MPa) | |
|---|---|---|
| MM | 96 | 120 |
| MMCs | 102 | 120 |
| MMCsG1 | 10.9 | 16 |
| MMCsG2 | 5.2 | 10 |
| RM | 8.8 | 8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mege-Revil, A.; Rapontchombo-Omanda, J.; Serrano-Munoz, I.; Cristol, A.-L.; Magnier, V.; Dufrenoy, P. Sintered Brake Pads Failure in High-Energy Dissipation Braking Tests: A Post-Mortem Mechanical and Microstructural Analysis. Materials 2023, 16, 7006. https://doi.org/10.3390/ma16217006
Mege-Revil A, Rapontchombo-Omanda J, Serrano-Munoz I, Cristol A-L, Magnier V, Dufrenoy P. Sintered Brake Pads Failure in High-Energy Dissipation Braking Tests: A Post-Mortem Mechanical and Microstructural Analysis. Materials. 2023; 16(21):7006. https://doi.org/10.3390/ma16217006
Chicago/Turabian StyleMege-Revil, Alexandre, Jessie Rapontchombo-Omanda, Itziar Serrano-Munoz, Anne-Lise Cristol, Vincent Magnier, and Philippe Dufrenoy. 2023. "Sintered Brake Pads Failure in High-Energy Dissipation Braking Tests: A Post-Mortem Mechanical and Microstructural Analysis" Materials 16, no. 21: 7006. https://doi.org/10.3390/ma16217006