
Effect of the Solid Solution and Aging Treatment on the Mechanical Properties and Microstructure of a Novel Al-Mg-Si Alloy
 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Preparation
2.2. Mechanical Property Testing
2.3. Microstructure Characterization
3. Results
3.1. Solid Solution
3.1.1. Overheating Temperature
3.1.2. Effect of Solid Solution Temperature on Microstructure and Properties of Al-Mg-Si Alloy
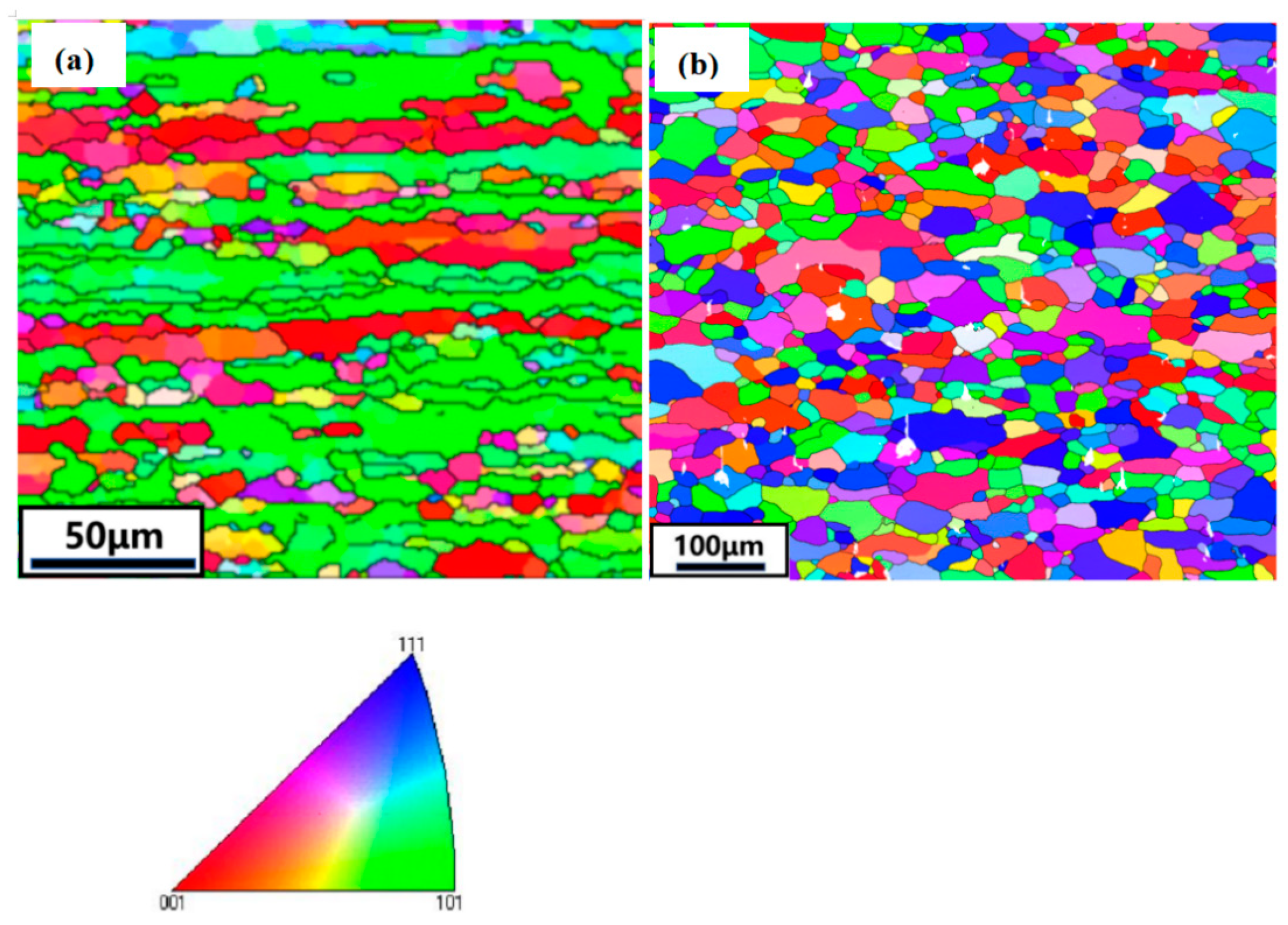
3.1.3. Influence of Solid Solution Treatment on Dynamic Recrystallization
3.1.4. Influence of Al-Mg-Si Alloy Solid Solution Temperature on Its Mechanical Properties
3.2. Aging Treatment’s Impact on the Microstructure and Properties of Alloys
4. Discussion
4.1. Influence of Aging Treatment on Precipitation Behavior
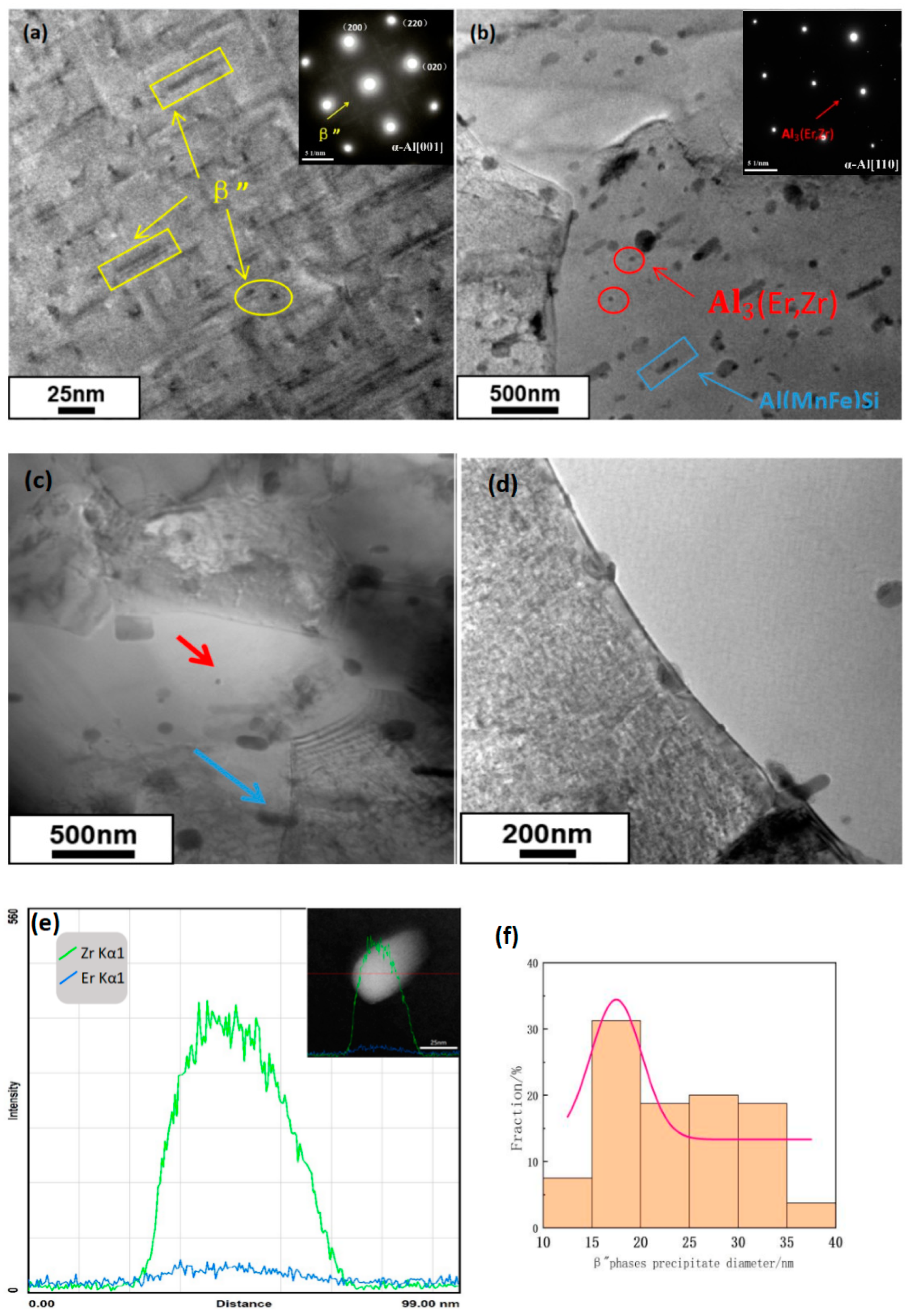
4.2. Microalloying of Precipitated Er and Zr Phases
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yildiz, R.A.; Yilmaz, S. Stress-Strain Properties of Artificially Aged 6061 Al Alloy: Experiments and Modeling. J. Mater. Eng. Perform. 2020, 29, 5764–5775. [Google Scholar] [CrossRef]
- Jin, H.; Tie, D.; Guan, R. Precipitation behavior during re-aging of Al-Mg-Si-Cu alloy. Mater. Des. 2022, 220, 110883. [Google Scholar] [CrossRef]
- Hu, Y.; Curtin, W. Modeling of precipitate strengthening with near-chemical accuracy: Case study of Al-6xxx alloys. Acta Mater. 2022, 237, 118144. [Google Scholar] [CrossRef]
- Moradi, M.; Shirazi, B.G.; Sadeghi, A.; Seidi, S. Electroless plating of Sn/Cu/Zn triple layer on AA6082 aluminum alloy. Int. J. Lightweight Mater. Manuf. 2022, 5, 1–10. [Google Scholar] [CrossRef]
- Zhu, S.Z.; Wang, D.; Xiao, B.L.; Ma, Z.Y. Effects of natural aging on precipitation behavior and hardening ability of peak artificially aged SiCp/Al-Mg-Si composites. Compos. Part B 2022, 236, 109851. [Google Scholar] [CrossRef]
- Xu, X.; Zhu, W.; Yuan, M.; Liang, C.; Deng, Y. The effect of Zn content on the microstructure and mechanical properties of the Al-mg-Si alloy. Mater. Charact. 2023, 198, 112714. [Google Scholar] [CrossRef]
- Guo, Y.W.; Wei, W.; Shi, W.; Zhou, X.R.; Wen, S.P.; Wu, X.L.; Gao, K.Y.; Zhang, D.Y.; Qi, P.; Huang, H.; et al. Microstructure and mechanical properties of Al-Mg-Mn-Er-Zr alloys fabricated by laser powder bed fusion. Mater. Des. 2022, 222, 111064. [Google Scholar] [CrossRef]
- Wang, M.; Wei, W.; Shi, W.; Zhou, X.; Wen, S.; Wu, X.; Gao, K.; Rong, L.; Qi, P.; Huang, H.; et al. Synergistic effect of Al3(Er, Zr) precipitation and hot extrusion on the microstructural evolution of a novel Al-Mg-Si-Er-Zr alloy. J. Mater. Res. Technol. 2023, 22, 947e57. [Google Scholar] [CrossRef]
- Kotov, A.D.; Mochugovskiy, A.G.; Mosleh, A.O.; Kishchik, A.A.; Rofman, O.V.; Mikhaylovskaya, A.V. Microstructure, superplasticity, and mechanical properties of Al-Mg-Er-Zr alloys. Mater. Char. 2022, 186, 111825. [Google Scholar] [CrossRef]
- Li, H.; Qingzhong, M.; Wang, Z.; Miao, F.; Fang, B.; Song, R.; Zheng, Z. Simultaneously Enhancing the tensile Properties and Intergranular Corrosion Resistance of Al-Mg-Si-Cu Alloys by a Thermo-Mechanical Treatment. Mater. Sci. Eng. A 2014, 617, 165–174. [Google Scholar] [CrossRef]
- Lei, G.; Wang, B.; Lu, J.; Wang, C.; Li, Y.; Luo, F. Effects of solid solution temperature on the microstructure and properties of 6013 aluminum alloy. Mater. Chem. Phys. 2022, 280, 125829. [Google Scholar] [CrossRef]
- Wu, P.D.; Lloyd, D.J.; Jain, M.; Neale, K.W.; Huang, Y. Effects of spatial grain orientation distribution and initial surface topography on sheet metal necking. Int. J. Plast. 2007, 23, 1084. [Google Scholar] [CrossRef]
- Yan, L.Z.; Zhang, Y.A.; Xiong, B.Q.; Li, X.W.; Li, Z.H.; Liu, H.W.; Huang, S.H.; Zhao, G. Mechanical properties, microstructure and surface quality of Al-1.2Mg-0.6Si-0.2Cu alloy after solution heat treatment. Rare Met. 2017, 36, 550. [Google Scholar] [CrossRef]
- Chen, Y.Q.; Hu, Q.; Pan, S.P.; Zhang, H.; Liu, H.Q.; Zhu, B.W.; Liu, X.; Liu, W.H. Influences of Cu content on the microstructure and strengthening mechanisms of Al-Mg-Si-xCu alloys. Metals 2019, 9, 524. [Google Scholar] [CrossRef]
- Kim, K.S.; Sung, S.Y.; Han, B.S.; Park, J.C.; Lee, K.A. High-temperature, low-cycle fatigue behavior of an Al-Mg-Si based heat-resistant aluminum alloy. Met. Mater. Int. 2015, 21, 1000–1005. [Google Scholar] [CrossRef]
- GB/T 228.1-2021; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. National Standard: Niles, MI, USA, 2021.
- Li, Y.J.; Arnberg, L. Quantitative study on the precipitation behavior of dispersoids in DC-cast AA3003 alloy during heating and homogenization. Acta Mater. 2003, 51, 3415–3428. [Google Scholar] [CrossRef]
- Rakhmonov, J.; Liu, K.; Rometsch, P.; Parson, N.; Chen, X.G. Effects of Al(MnFe)Si dispersoids with different sizes and number densities on microstructure and ambient/elevatedtemperature mechanical properties of extruded Al-Mg-Si AA6082 alloys with varying Mn content. J. Alloys Compd. 2021, 861, 157937. [Google Scholar] [CrossRef]
- Hu, M.; Sun, Y.; He, J.; Li, C.; Li, H.; Yu, L.; Liu, Y. Hot deformation behaviour and microstructure evolution of Al-3%Mg2Si alloy. Mater. Char. 2022, 183, 111623. [Google Scholar] [CrossRef]
- Odoh, D.; Mahmoodkhani, Y.; Whitney, M.; Wells, M. Prediction of the hot flflow stress behavior of AA6063 including Mg2Si dissolution. J. Mater. Eng. Perform. 2017, 26, 1186e94. [Google Scholar] [CrossRef]
- Zhu, H.; Couper, M.J.; Dahle, A.K. Effect of process variables on Mg-Si particles and extrudability of 6xxx series aluminum extrusions. JOM 2011, 63, 66–71. [Google Scholar] [CrossRef]
- Zhang, G.; Zhu, Z.; Ning, J.; Feng, C. Dynamic impact constitutive relation of 6008-T6 aluminum alloy based on dislocation density and second-phase particle strengthening effects. J. Alloys Compd. 2023, 932, 167718. [Google Scholar] [CrossRef]
- Hagen, A.B.; Wenner, S.; Bjørge, R.; Wan, D.; Marioara, C.D.; Holmestad, R.; Ringdalen, I.G. Local mechanical properties and precipitation inhomogeneity in large-grained Al-Mg-Si alloy. Mat. Sci. Eng. A-Struct. 2023, 872, 144222. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Mg | Si | Fe | Mn | Zn | Zr | Er | Al |
|---|---|---|---|---|---|---|---|---|
| Al-Mg-Si alloy | 1.1 | 1.58 | 0.18 | 0.59 | 0.5 | 0.11 | 0.1 | Bal |
| State | Ultimate Tensile Strength, MPa | Yield Strength, MPa | Elongation, % |
|---|---|---|---|
| 555 °C/30 min + 175 °C/8 h | 374 | 328 | 14.0 |
| 565 °C/30 min + 175 °C/8 h | 402 | 364 | 13.5 |
| 575 °C/30 min + 175 °C/8 h | 408 | 383 | 3.5 |
| 585 °C/30 min + 175 °C/8 h | 360 | 356 | 2.5 |
| State | Ultimate Tensile Strength, MPa | Yield Strength, MPa | Elongation, % |
|---|---|---|---|
| Direct aging (175 ± 5 °C × 8 h) | 350 | 291 | 13.20 |
| 565 °C/0.5 h +175 °C/8 h | 388 | 382 | 13.0 |
| 565 °C/0.5 h +175 °C/10 h | 453 | 437 | 15.5 |
| 565 °C/0.5 h +175 °C/12 h | 428 | 415 | 13.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Y.; Wei, W.; Zhao, Y.; Shi, W.; Zhou, X.; Rong, L.; Wen, S.; Wu, X.; Gao, K.; Huang, H.; et al. Effect of the Solid Solution and Aging Treatment on the Mechanical Properties and Microstructure of a Novel Al-Mg-Si Alloy. Materials 2023, 16, 7036. https://doi.org/10.3390/ma16217036
Chen Y, Wei W, Zhao Y, Shi W, Zhou X, Rong L, Wen S, Wu X, Gao K, Huang H, et al. Effect of the Solid Solution and Aging Treatment on the Mechanical Properties and Microstructure of a Novel Al-Mg-Si Alloy. Materials. 2023; 16(21):7036. https://doi.org/10.3390/ma16217036
Chicago/Turabian StyleChen, Yan, Wu Wei, Yu Zhao, Wei Shi, Xiaorong Zhou, Li Rong, Shengping Wen, Xiaolan Wu, Kunyuan Gao, Hui Huang, and et al. 2023. "Effect of the Solid Solution and Aging Treatment on the Mechanical Properties and Microstructure of a Novel Al-Mg-Si Alloy" Materials 16, no. 21: 7036. https://doi.org/10.3390/ma16217036