
Surface Roughness Prediction of Titanium Alloy during Abrasive Belt Grinding Based on an Improved Radial Basis Function (RBF) Neural Network

Abstract
:1. Introduction
2. Methods
2.1. Data Acquisition
2.2. Data Pre-Processing
2.3. Prediction Model Based on GWO-PSO-RBF
2.3.1. RBF Neural Network
2.3.2. Particle Swarm Optimization Algorithm
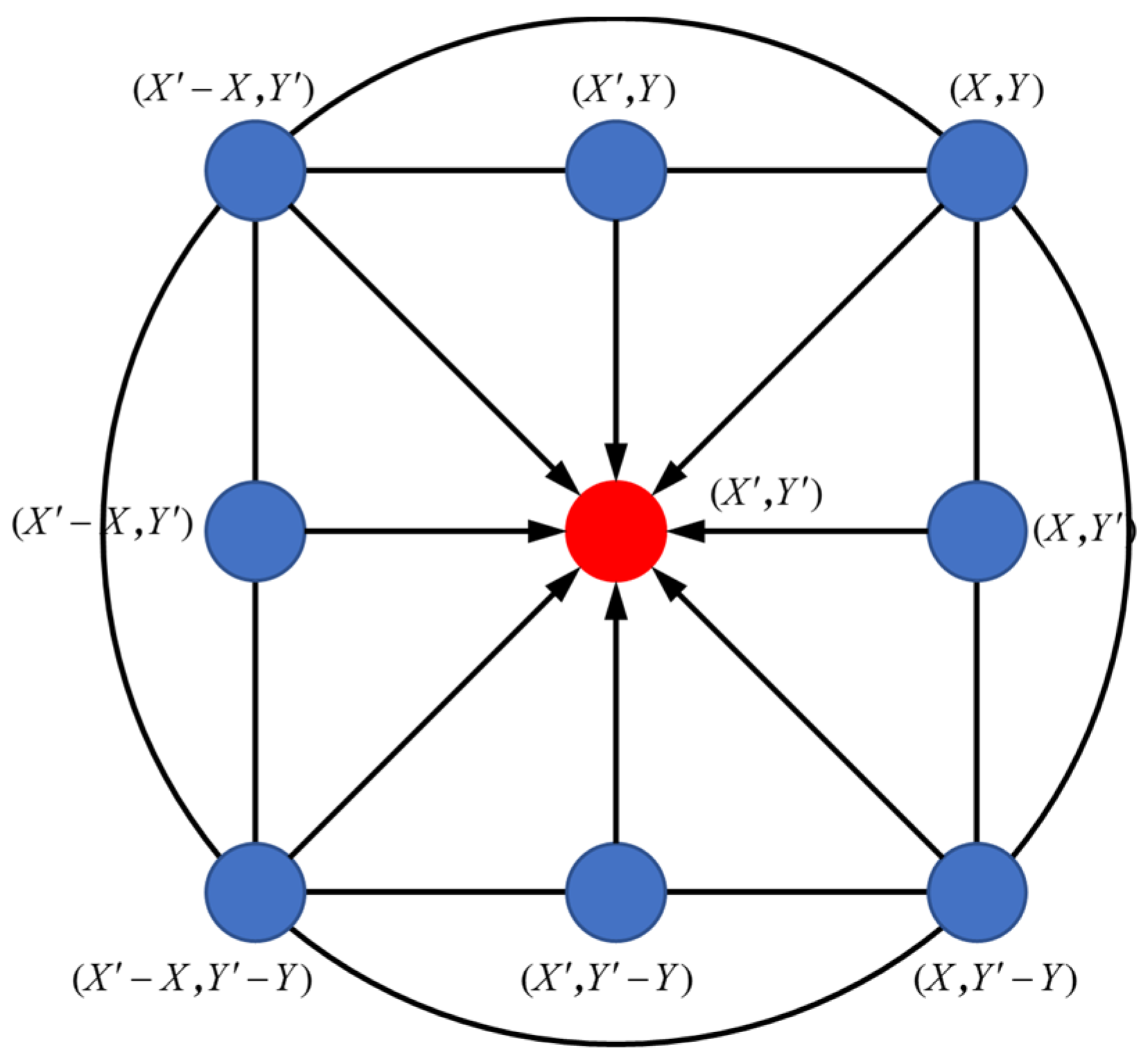
2.3.3. Grey Wolf Encirclement Optimization Strategy
3. Experimental Results and Discussion
3.1. Experiment Details
3.1.1. Parameter Setting of RBF Neural Network
3.1.2. Parameter Setting of PSO Algorithm
3.2. Comparison of Model Fitting Results
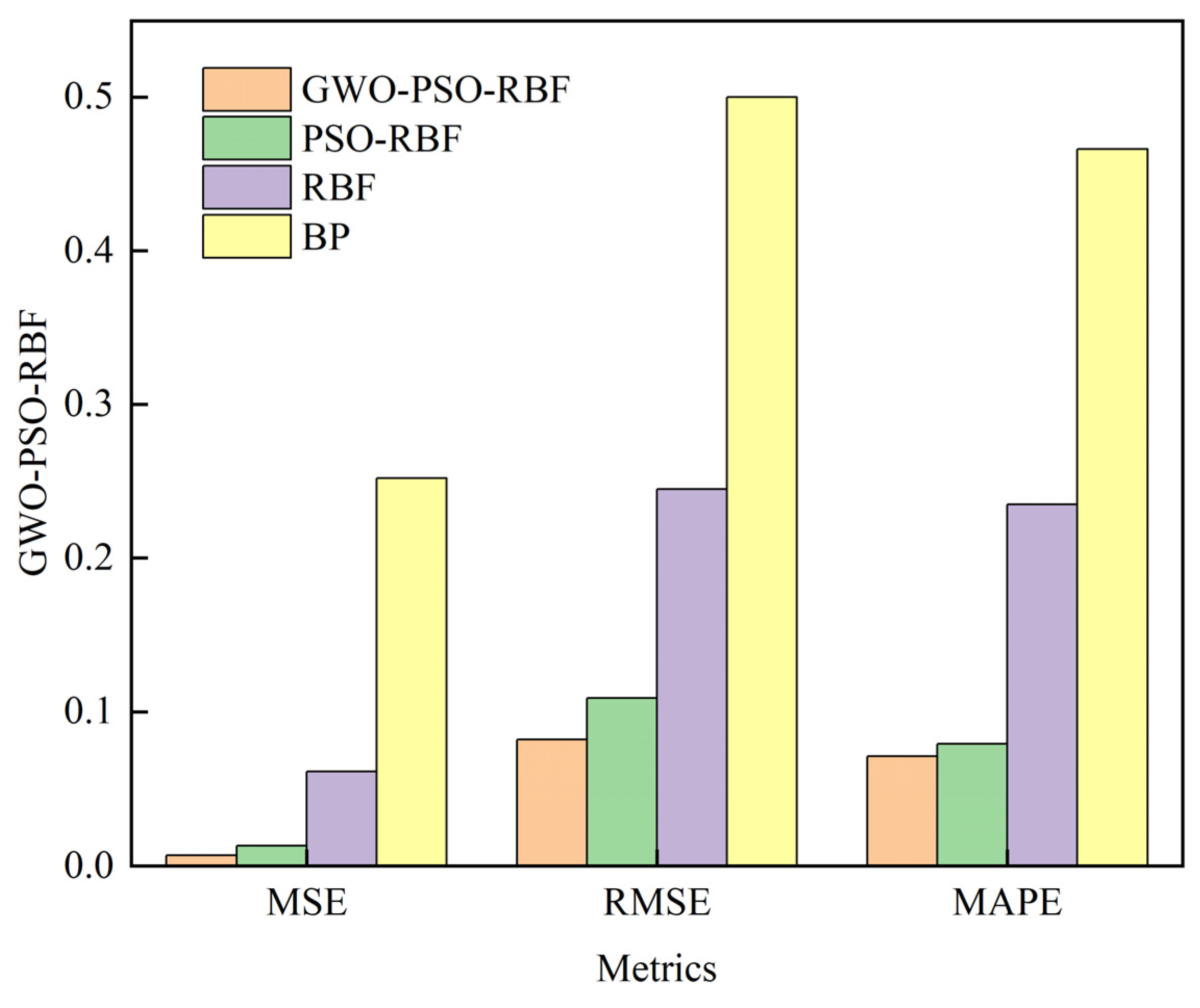
3.3. Comparison of Model Evaluation Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Xiao, G.; Liu, X.; Song, K.; Zhang, T.; Huang, Y. Research on robotic belt grinding method of blisk for obtaining high surface integrity features with variable inclination angle force control. Robot. Comput. Integr. Manuf. 2024, 86, 102680. [Google Scholar] [CrossRef]
- Chen, Y.; Yang, W.; Zhu, S.; Shi, Y. Microstructural, mechanical and in vitro biological properties of Ti6Al4V-5Cu alloy fabricated by selective laser melting. Mater. Charact. 2023, 200, 112858. [Google Scholar] [CrossRef]
- Dai, B. Analysis and experimental research on titanium alloy cutting based on two-dimensional ultrasonic vibration assistance. Diam. Abras. Eng. 2020, 40, 92–96. [Google Scholar] [CrossRef]
- Zhu, D.; Luo, S.; Yang, L.; Chen, W.; Yan, S.; Ding, H. On energetic assessment of cutting mechanisms in robot-assisted belt grinding of titanium alloys. Tribol. Int. 2015, 90, 55–59. [Google Scholar] [CrossRef]
- Zheng, G.; Chen, K.; Zhang, X.; Zhang, X. Theoretical modeling and experimental research on the depth of radial material removal for flexible grinding. Int. J. Adv. Manuf. Technol. 2021, 116, 3355–3365. [Google Scholar] [CrossRef]
- Kovilpillai, J.J.A.; Jayanthy, S. An optimized deep learning approach to detect and classify defective tiles in production line for efficient industrial quality control. Neural Comput. Appl. 2023, 35, 11089–11108. [Google Scholar] [CrossRef]
- Xiao, G.; Zhu, B.; Zhang, Y.; Gao, H. FCSNet: A quantitative explanation method for surface scratch defects during belt grinding based on deep learning. Comput. Ind. 2023, 144, 103793. [Google Scholar] [CrossRef]
- Zhang, J.; Song, W.; Bai, Y.; Han, B.; Li, L.; Zhu, H. Surface roughness prediction based on stepwise regression analysis. Diam. Abras. Eng. 2021, 41, 63–67. [Google Scholar] [CrossRef]
- Fragapane, G.; Eleftheriadis, R.; Powell, D.; Antony, J. A global survey on the current state of practice in Zero Defect Manufacturing and its impact on production performance. Comput. Ind. 2023, 148, 103879. [Google Scholar] [CrossRef]
- Cao, C.; Zhao, Y.; Song, Z.; Dai, D.; Liu, Q.; Zhang, X.; Meng, J.; Gao, Y.; Zhang, H.; Liu, G. Prediction and Optimization of Surface Roughness for Laser-Assisted Machining SiC Ceramics Based on Improved Support Vector Regression. Micromachines 2022, 13, 1448. [Google Scholar] [CrossRef]
- Wang, R.; Cheng, M.N.; Loh, Y.M.; Wang, C.; Cheung, C.F. Ensemble learning with a genetic algorithm for surface roughness prediction in multi-jet polishing. Expert Syst. Appl. 2022, 207, 118024. [Google Scholar] [CrossRef]
- Xu, X.; Ye, S.; Yang, Z.; Yan, S.; Zhu, D.; Ding, H. Analysis and prediction of surface roughness for robotic belt grinding of complex blade considering coexistence of elastic deformation and varying curvature. Sci. China Technol. Sci. 2021, 64, 957–970. [Google Scholar] [CrossRef]
- Tian, F.; Lu, C. Research on Surface Roughness of Robotic Abrasive Belt Grinding Based on BP Neural Network. Tool Engineer. 2018, 52, 100–103. [Google Scholar] [CrossRef]
- Li, Z.; Zou, L.; Yin, J.; Huang, Y. Investigation of parametric control method and model in abrasive belt grinding of nickel-based superalloy blade. Int. J. Adv. Manuf. Technol. 2020, 108, 3301–3311. [Google Scholar] [CrossRef]
- Qi, J.; Zhang, D.; Li, S.; Chen, B. Modeling and prediction of surface roughness in belt polishing based on artificial neural network. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2018, 232, 2154–2163. [Google Scholar] [CrossRef]
- Cheng, M.; Jiao, L.; Yan, P.; Li, S.; Dai, Z.; Qiu, T.; Wang, X. Prediction and evaluation of surface roughness with hybrid kernel extreme learning machine and monitored tool wear. J. Manuf. Process. 2022, 84, 1541–1556. [Google Scholar] [CrossRef]
- Wang, J.; Chen, T.; Kong, D. Knowledge-based neural network for surface roughness prediction of ball-end milling. Mech. Syst. Signal Process. 2023, 194, 110282. [Google Scholar] [CrossRef]
- Dong, H.; Gao, X.; Wei, M. Quality Prediction of Fused Deposition Molding Parts Based on Improved Deep Belief Network. Comput. Intel. Neurosc. 2021, 2021, 8100371. [Google Scholar] [CrossRef]
- Zhang, Y.; Xiao, G.; Gao, H.; Zhu, B.; Huang, Y.; Li, W. Roughness Prediction and Performance Analysis of Data-Driven Superalloy Belt Grinding. Front. Mater. 2022, 9, 765401. [Google Scholar] [CrossRef]
- Yang, Z.; Yu, P.; Gu, J. Research on prediction model of grinding surface roughness based on PSO-BP neural network. Tool Technol. 2017, 51, 36–40. [Google Scholar] [CrossRef]
- Wang, T. Temperature prediction of granary based on improved RBF neural network. Cereal & Feed Ind. 2021, 5, 12–15. [Google Scholar]
- Gong, M.; Zou, L.; Li, H.; Luo, G.; Huang, Y. Investigation on secondary self-sharpness performance of hollow-sphere abrasive grains in belt grinding of titanium alloy. J. Manuf. Process. 2020, 59, 68–75. [Google Scholar] [CrossRef]
- Xu, X.; Chu, Y.; Zhu, D.; Yan, S.; Ding, H. Experimental investigation and modeling of material removal characteristics in robotic belt grinding considering the effects of cut-in and cut-off. Int. J. Adv. Manuf. Technol. 2020, 106, 1161–1177. [Google Scholar] [CrossRef]
- Jiang, G.; Zhao, Z.; Xiao, G.; Li, S.; Chen, B.; Zhuo, X.; Zhang, J. Study of Surface Integrity of Titanium Alloy (TC4) by Belt Grinding to Achieve the Same Surface Roughness Range. Micromachines 2022, 13, 1950. [Google Scholar] [CrossRef]
- Guleria, V.; Kumar, V.; Singh, P.K. Prediction of surface roughness in turning using vibration features selected by largest Lyapunov exponent based ICEEMDAN decomposition. Measurement 2022, 202, 111812. [Google Scholar] [CrossRef]
- Huang, Y.; Bai, Y. Intelligent Sports Prediction Analysis System Based on Edge Computing of Particle Swarm Optimization Algorithm. IEEE Consum. Electron. Mag. 2022, 12, 73–82. [Google Scholar] [CrossRef]
- Wang, X.; Su, C.; Wang, N.; Shi, H. Gray wolf optimizer with bubble-net predation for modeling fluidized catalytic cracking unit main fractionator. Sci. Rep. 2022, 12, 7548. [Google Scholar] [CrossRef] [PubMed]
- Shi, E.; Shang, Y.; Li, Y.; Zhang, M. A cumulative-risk assessment method based on an artificial neural network model for the water environment. Environ. Sci. Pollut. Res. 2021, 28, 46176–46185. [Google Scholar] [CrossRef]
- Kabuba, J.; Maliehe, A.V. Application of neural network techniques to predict the heavy metals in acid mine drainage from South African mines. Water Sci.Technol. 2021, 84, 3489–3507. [Google Scholar] [CrossRef]
- Xie, M.; Li, Z.; Zhao, J.; Pei, X. A Prognostics Method Based on Back Propagation Neural Network for Corroded Pipelines. Micromachines 2021, 12, 1568. [Google Scholar] [CrossRef]
- Shymkovych, V.; Telenyk, S.; Kravets, P. Hardware implementation of radial-basis neural networks with Gaussian activation functions on FPGA. Neural Comput. Appl. 2021, 33, 9467–9479. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Level | vs (m/s) | vp (mm/Min) | ap (mm) |
|---|---|---|---|
| 1 | 7.8 | 200 | 3 |
| 2 | 11.5 | 300 | 6 |
| 3 | 15.6 | 400 | 9 |
| 4 | 19.5 | 500 | 12 |
| vs (m/s) | vp (mm/Min) | ap (mm) | Ra (μm) |
|---|---|---|---|
| 7.8 | 200 | 3 | 0.916 |
| 7.8 | 200 | 6 | 0.977 |
| 7.8 | 200 | 9 | 1.543 |
| 7.8 | 200 | 12 | 1.379 |
| 11.5 | 300 | 3 | 1.14 |
| 11.5 | 300 | 6 | 1.259 |
| 11.5 | 300 | 9 | 1.112 |
| 11.5 | 300 | 12 | 0.945 |
| 15.6 | 400 | 3 | 0.989 |
| 15.6 | 400 | 6 | 0.99 |
| 15.6 | 400 | 9 | 0.948 |
| 15.6 | 400 | 12 | 0.833 |
| 19.5 | 500 | 3 | 0.724 |
| 19.5 | 500 | 6 | 0.827 |
| 19.5 | 500 | 9 | 0.936 |
| 19.5 | 500 | 12 | 0.956 |
| Number | GWO-PSO-RBF | PSO-RBF | RBF | BP |
|---|---|---|---|---|
| 1 | 0.004 | 0.007 | 0.047 | 0.242 |
| 2 | 0.011 | 0.008 | 0.084 | 0.283 |
| 3 | 0.005 | 0.024 | 0.061 | 0.291 |
| 4 | 0.008 | 0.013 | 0.052 | 0.192 |
| Average value | 0.007 | 0.013 | 0.061 | 0.252 |
| Number | GWO-PSO-RBF | PSO-RBF | RBF | BP |
|---|---|---|---|---|
| 1 | 0.064 | 0.081 | 0.216 | 0.492 |
| 2 | 0.105 | 0.089 | 0.290 | 0.532 |
| 3 | 0.071 | 0.155 | 0.247 | 0.539 |
| 4 | 0.089 | 0.114 | 0.228 | 0.438 |
| Average value | 0.082 | 0.109 | 0.245 | 0.500 |
| Number | GWO-PSO-RBF | PSO-RBF | RBF | BP |
|---|---|---|---|---|
| 1 | 0.046 | 0.070 | 0.208 | 0.498 |
| 2 | 0.067 | 0.072 | 0.214 | 0.512 |
| 3 | 0.102 | 0.107 | 0.321 | 0.472 |
| 4 | 0.071 | 0.068 | 0.198 | 0.384 |
| Average value | 0.071 | 0.079 | 0.235 | 0.466 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shan, K.; Zhang, Y.; Lan, Y.; Jiang, K.; Xiao, G.; Li, B. Surface Roughness Prediction of Titanium Alloy during Abrasive Belt Grinding Based on an Improved Radial Basis Function (RBF) Neural Network. Materials 2023, 16, 7224. https://doi.org/10.3390/ma16227224
Shan K, Zhang Y, Lan Y, Jiang K, Xiao G, Li B. Surface Roughness Prediction of Titanium Alloy during Abrasive Belt Grinding Based on an Improved Radial Basis Function (RBF) Neural Network. Materials. 2023; 16(22):7224. https://doi.org/10.3390/ma16227224
Chicago/Turabian StyleShan, Kun, Yashuang Zhang, Yingduo Lan, Kaimeng Jiang, Guijian Xiao, and Benkai Li. 2023. "Surface Roughness Prediction of Titanium Alloy during Abrasive Belt Grinding Based on an Improved Radial Basis Function (RBF) Neural Network" Materials 16, no. 22: 7224. https://doi.org/10.3390/ma16227224