

Surface Modification of Magnetoactive Elastomers by Laser Micromachining

 , , ,
, , ,  ,
,  , and
, and
Abstract
:
1. Introduction
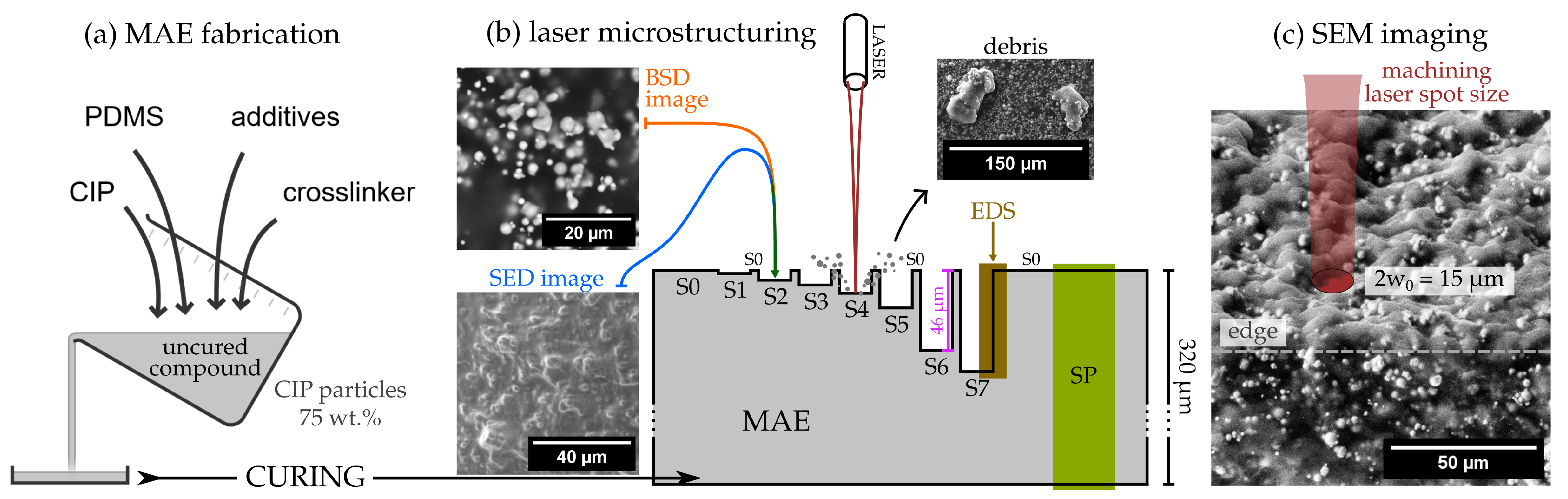
2. Materials and Measurements
3. Results
3.1. Cross-Sectional Profile Analysis
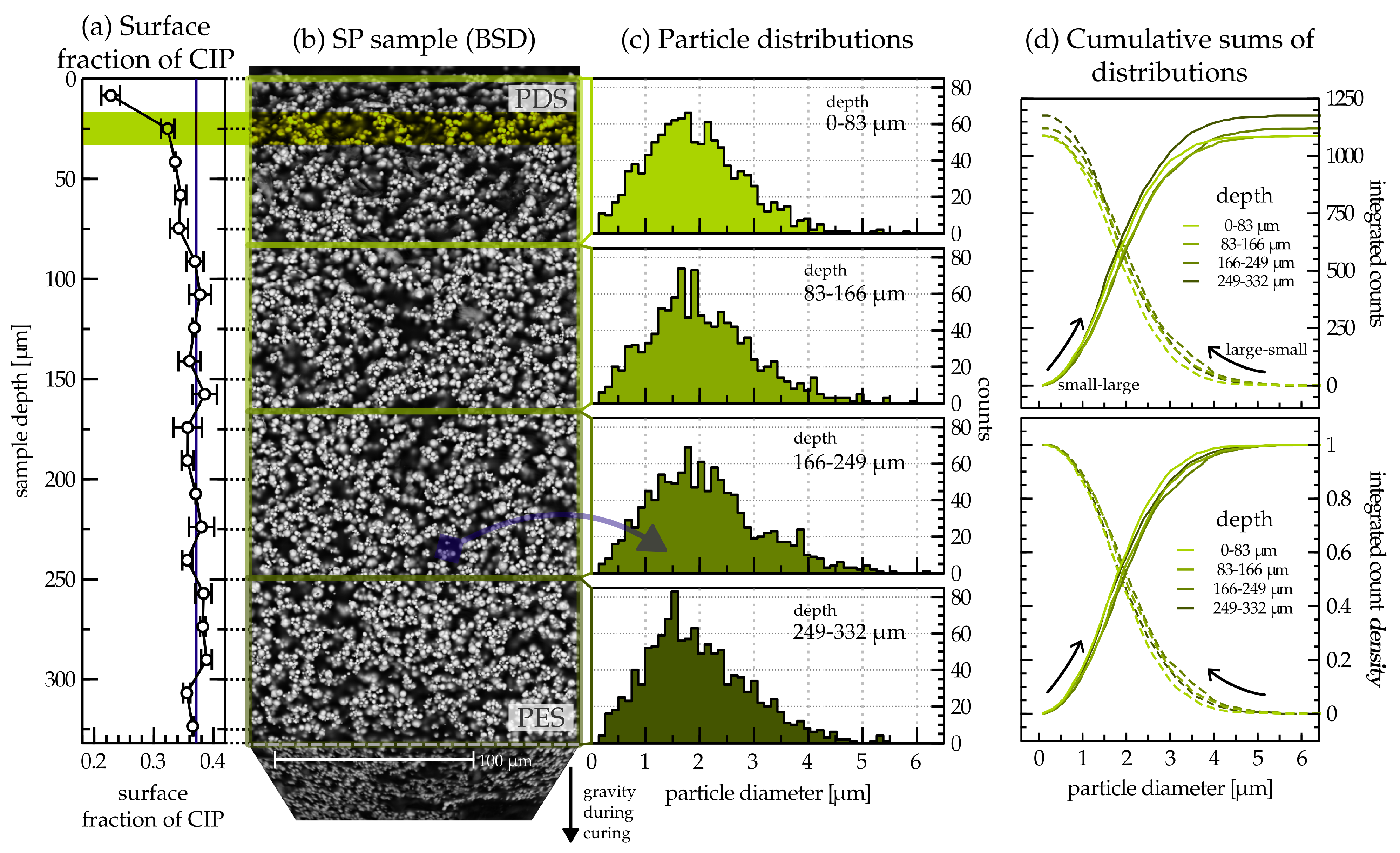
3.2. Particle Size Distribution
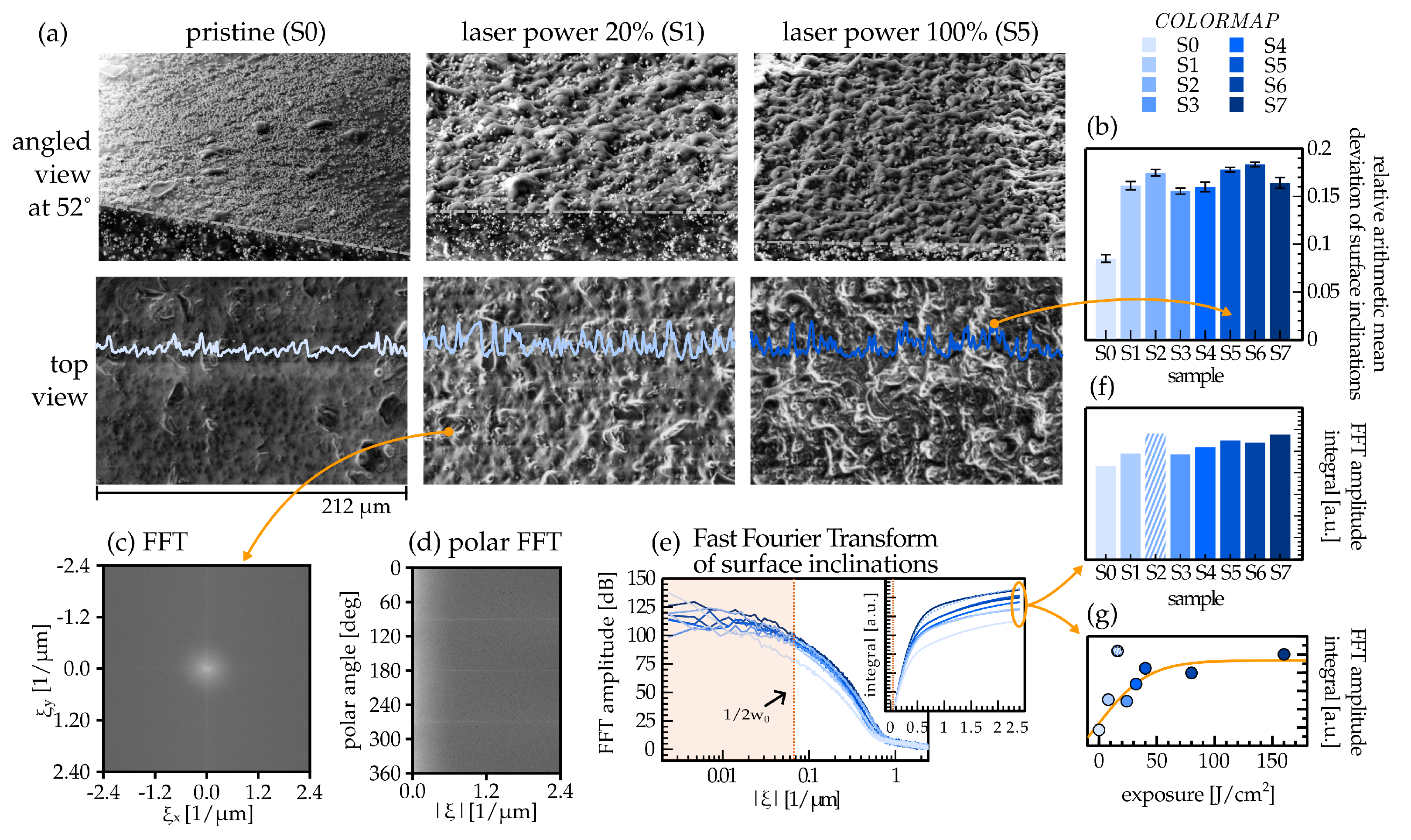
3.3. Qualitative Assessment of Surface Topography
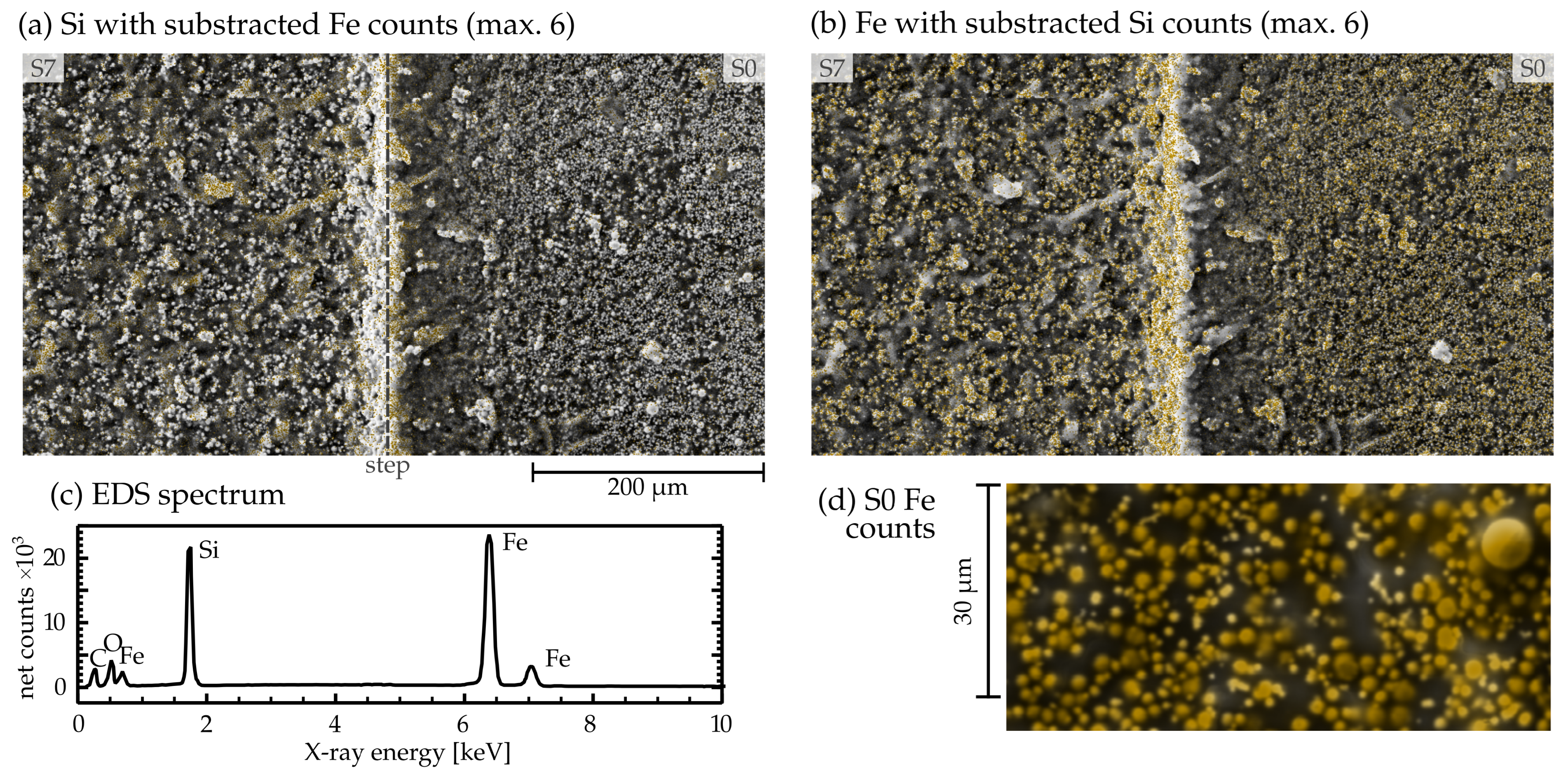
3.4. Surface Chemical Composition
4. Discussion
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kim, Y.; Zhao, X. Magnetic Soft Materials and Robots. Chem. Rev. 2022, 122, 5317–5364. [Google Scholar] [CrossRef]
- Filipcsei, G.; Csetneki, I.; Szilágyi, A.; Zrínyi, M. Magnetic field-responsive smart polymer composites. In Oligomers-Polymer Composites-Molecular Imprinting; Springer: Berlin/Heidelberg, Germany, 2007; pp. 137–189. [Google Scholar] [CrossRef]
- Li, Y.; Li, J.; Li, W.; Du, H. A state-of-the-art review on magnetorheological elastomer devices. Smart Mater. Struct. 2014, 23, 123001. [Google Scholar] [CrossRef]
- Menzel, A.M. Tuned, driven, and active soft matter. Phys. Rep. 2015, 554, 1–45. [Google Scholar] [CrossRef]
- Ubaidillah; Sutrisno, J.; Purwanto, A.; Mazlan, S.A. Recent progress on magnetorheological solids: Materials, fabrication, testing, and applications. Adv. Eng. Mater. 2015, 17, 563–597. [Google Scholar] [CrossRef]
- Lopez-Lopez, M.; Durán, J.D.; Iskakova, L.Y.; Zubarev, A.Y. Mechanics of magnetopolymer composites: A review. J. Nanofluids 2016, 5, 479–495. [Google Scholar] [CrossRef]
- Cantera, M.A.; Behrooz, M.; Gibson, R.F.; Gordaninejad, F. Modeling of magneto-mechanical response of magnetorheological elastomers (MRE) and MRE-based systems: A review. Smart Mater. Struct. 2017, 26, 023001. [Google Scholar] [CrossRef]
- Weeber, R.; Hermes, M.; Schmidt, A.M.; Holm, C. Polymer architecture of magnetic gels: A review. J. Phys. Condens. Matter 2018, 30, 063002. [Google Scholar] [CrossRef]
- Bastola, A.K.; Paudel, M.; Li, L.; Li, W. Recent progress of magnetorheological elastomers: A review. Smart Mater. Struct. 2020, 29, 123002. [Google Scholar] [CrossRef]
- Bastola, A.K.; Hossain, M. A review on magneto-mechanical characterizations of magnetorheological elastomers. Compos. Part B Eng. 2020, 200, 108348. [Google Scholar] [CrossRef]
- Odenbach, S. Magnetic Hybrid-Materials: Multi-Scale Modelling, Synthesis, and Applications; de Gruyter: Berlin, Germany, 2021. [Google Scholar] [CrossRef]
- Díez, A.G.; Tubio, C.R.; Etxebarria, J.G.; Lanceros-Mendez, S. Magnetorheological elastomer-based materials and devices: State of the art and future perspectives. Adv. Eng. Mater. 2021, 23, 2100240. [Google Scholar] [CrossRef]
- Stepanov, G.; Borin, D.; Odenbach, S. Magnetorheological Effect of Magneto-Active Elastomers Containing Large Particles. J. Phys. Conf. Ser. 2009, 149, 012098. [Google Scholar] [CrossRef]
- Chertovich, A.V.; Stepanov, G.V.; Kramarenko, E.Y.; Khokhlov, A.R. New Composite Elastomers with Giant Magnetic Response. Macromol. Mater. Eng. 2010, 295, 336–341. [Google Scholar] [CrossRef]
- Biller, A.M.; Stolbov, O.V.; Raikher, Y.L. Modeling of Particle Interactions in Magnetorheological Elastomers. J. Appl. Phys. 2014, 116, 114904. [Google Scholar] [CrossRef]
- Stoll, A.; Mayer, M.; Monkman, G.J.; Shamonin, M. Evaluation of Highly Compliant Magneto-Active Elastomers with Colossal Magnetorheological Response. J. Appl. Polym. Sci. 2014, 131, 39793. [Google Scholar] [CrossRef]
- Mitsumata, T.; Ohori, S.; Honda, A.; Kawai, M. Magnetism and viscoelasticity of magnetic elastomers with wide range modulation of dynamic modulus. Soft Matter 2013, 9, 904–912. [Google Scholar] [CrossRef]
- Morillas, J.R.; de Vicente, J. Magnetorheology: A review. Soft Matter 2020, 16, 9614–9642. [Google Scholar] [CrossRef] [PubMed]
- Chougale, S.; Romeis, D.; Saphiannikova, M. Magneto-mechanical enhancement of elastic moduli in magnetoactive elastomers with anisotropic microstructures. Materials 2022, 15, 645. [Google Scholar] [CrossRef]
- Moreno-Mateos, M.A.; Lopez-Donaire, M.L.; Hossain, M.; Garcia-Gonzalez, D. Effects of soft and hard magnetic particles on the mechanical performance of ultra-soft magnetorheological elastomers. Smart Mater. Struct. 2022, 31, 065018. [Google Scholar] [CrossRef]
- Kostrov, S.; Razakov, V.; Stepanov, G.; Olenich, E.; Gorodov, V.; Kramarenko, E.Y. Influence of Distribution Anisotropy and Particle Shape on Magnetorheological Properties of Magnetoactive Elastomers. Polym. Sci. Ser. A 2024, 65, 822–830. [Google Scholar] [CrossRef]
- Bednarek, S. The Giant Magnetostriction in Ferromagnetic Composites within an Elastomer Matrix. Appl. Phys. A Mater. Sci. Process. 1999, 68, 63. [Google Scholar] [CrossRef]
- Ginder, J.; Clark, S.; Schlotter, W.; Nichols, M. Magnetostrictive phenomena in magnetorheological elastomers. Int. J. Mod. Phys. B 2002, 16, 2412–2418. [Google Scholar] [CrossRef]
- Stolbov, O.V.; Raikher, Y.L. Magnetostriction Effect in Soft Magnetic Elastomers. Arch. Appl. Mech. 2019, 89, 63–76. [Google Scholar] [CrossRef]
- Glavan, G.; Belyaeva, I.A.; Drevenšek-Olenik, I.; Shamonin, M. Experimental study of longitudinal, transverse and volume strains of magnetoactive elastomeric cylinders in uniform magnetic fields. J. Magn. Magn. Mater. 2023, 579, 170826. [Google Scholar] [CrossRef]
- Diguet, G.; Beaugnon, E.; Cavaillé, J. Shape effect in the magnetostriction of ferromagnetic composite. J. Magn. Magn. Mater. 2010, 322, 3337–3341. [Google Scholar] [CrossRef]
- Sánchez, P.A.; Stolbov, O.V.; Kantorovich, S.S.; Raikher, Y.L. Modeling the magnetostriction effect in elastomers with magnetically soft and hard particles. Soft Matter 2019, 15, 7145–7158. [Google Scholar] [CrossRef] [PubMed]
- Fischer, L.; Menzel, A.M. Magnetostriction in magnetic gels and elastomers as a function of the internal structure and particle distribution. J. Chem. Phys. 2019, 151, 114906. [Google Scholar] [CrossRef]
- Bastola, A.K.; Hossain, M. The shape–morphing performance of magnetoactive soft materials. Mater. Des. 2021, 211, 110172. [Google Scholar] [CrossRef]
- Romeis, D.; Toshchevikov, V.; Saphiannikova, M. Effects of local rearrangement of magnetic particles on deformation in magneto-sensitive elastomers. Soft Matter 2019, 15, 3552–3564. [Google Scholar] [CrossRef]
- Kalina, K.A.; Metsch, P.; Brummund, J.; Kästner, M. A macroscopic model for magnetorheological elastomers based on microscopic simulations. Int. J. Solids Struct. 2020, 193, 200–212. [Google Scholar] [CrossRef]
- Tasin, M.A.; Aziz, S.A.A.; Mazlan, S.A.; Johari, M.A.F.; Nordin, N.A.; Yusuf, S.Y.M.; Choi, S.B.; Bahiuddin, I. Magnetostriction Enhancement in Midrange Modulus Magnetorheological Elastomers for Sensor Applications. Micromachines 2023, 14, 767. [Google Scholar] [CrossRef]
- Roghani, M.; Romeis, D.; Saphiannikova, M. Effect of microstructure evolution on the mechanical behavior of magneto-active elastomers with different matrix stiffness. Soft Matter 2023, 19, 6387–6398. [Google Scholar] [CrossRef]
- Silva, J.; Gouveia, C.; Dinis, G.; Pinto, A.; Pereira, A. Giant magnetostriction in low-concentration magnetorheological elastomers. Compos. Part B Eng. 2022, 243, 110125. [Google Scholar] [CrossRef]
- Li, R.; Wang, D.; Yang, P.a.; Tang, X.; Liu, J.; Li, X. Improved magneto-sensitive adhesion property of magnetorheological elastomers modified using graphene nanoplatelets. Ind. Eng. Chem. Res. 2020, 59, 9143–9151. [Google Scholar] [CrossRef]
- Li, R.; Xiao, Q.; Yang, P.A.; Wang, H.; Liu, L. Magnet-induced deformation enhanced adhesion based on magneto-responsive polymer: Theoretical analysis and experimental verification. Mater. Des. 2020, 194, 108905. [Google Scholar] [CrossRef]
- Testa, P.; Chappuis, B.; Kistler, S.; Style, R.W.; Heyderman, L.J.; Dufresne, E.R. Switchable adhesion of soft composites induced by a magnetic field. Soft Matter 2020, 16, 5806–5811. [Google Scholar] [CrossRef]
- Pang, H.; Pei, L.; Xu, J.; Cao, S.; Wang, Y.; Gong, X. Magnetically tunable adhesion of composite pads with magnetorheological polymer gel cores. Compos. Sci. Technol. 2020, 192, 108115. [Google Scholar] [CrossRef]
- Kovalev, A.; Belyaeva, I.A.; von Hofen, C.; Gorb, S.; Shamonin, M. Magnetically Switchable Adhesion and Friction of Soft Magnetoactive Elastomers. Adv. Eng. Mater. 2022, 24, 2200372. [Google Scholar] [CrossRef]
- Li, C.; Li, M.; Ni, Z.; Guan, Q.; Blackman, B.R.; Saiz, E. Stimuli-responsive surfaces for switchable wettability and adhesion. J. R. Soc. Interface 2021, 18, 20210162. [Google Scholar] [CrossRef] [PubMed]
- Li, R.; Wang, D.; Li, X.; Liao, C.; Yang, P.a.; Ruan, H.; Shou, M.; Luo, J.; Wang, X. Study on sliding friction characteristics of magnetorheological elastomer—Copper pair affected by magnetic-controlled surface roughness and elastic modulus. Smart Mater. Struct. 2021, 31, 015030. [Google Scholar] [CrossRef]
- Lian, C.; Lee, K.H.; Lee, C.H. Friction and wear characteristics of magnetorheological elastomer under vibration conditions. Tribol. Int. 2016, 98, 292–298. [Google Scholar] [CrossRef]
- Glavan, G.; Kettl, W.; Brunhuber, A.; Shamonin, M.; Drevenšek-Olenik, I. Effect of Material Composition on Tunable Surface Roughness of Magnetoactive Elastomers. Polymers 2019, 11, 594. [Google Scholar] [CrossRef] [PubMed]
- Li, R.; Ren, D.; Wang, X.; Chen, X.; Chen, S.; Wu, X. Tunable Friction Performance of Magneto-Rheological Elastomer Induced by External Magnetic Field. J. Intell. Mater. Syst. Struct. 2018, 29, 160–170. [Google Scholar] [CrossRef]
- Li, R.; Li, X.; Yang, P.A.; Liu, J.; Chen, S. The Field-Dependent Surface Roughness of Magnetorheological Elastomer: Numerical Simulation and Experimental Verification. Smart Mater. Struct. 2019, 28, 085018. [Google Scholar] [CrossRef]
- Li, R.; Li, X.; Li, Y.; Yang, P.A.; Liu, J. Experimental and Numerical Study on Surface Roughness of Magnetorheological Elastomer for Controllable Friction. Friction 2020, 8, 917–929. [Google Scholar] [CrossRef]
- Kriegl, R.; Kravanja, G.; Hribar, L.; Čoga, L.; Drevenšek-Olenik, I.; Jezeršek, M.; Kalin, M.; Shamonin, M. Microstructured Magnetoactive Elastomers for Switchable Wettability. Polymers 2022, 14, 3883. [Google Scholar] [CrossRef] [PubMed]
- Sorokin, V.V.; Sokolov, B.O.; Stepanov, G.V.; Kramarenko, E.Y. Controllable hydrophobicity of magnetoactive elastomer coatings. J. Magn. Magn. Mater. 2018, 459, 268–271. [Google Scholar] [CrossRef]
- Glavan, G.; Salamon, P.; Belyaeva, I.A.; Shamonin, M.; Drevenšek-Olenik, I. Tunable Surface Roughness and Wettability of a Soft Magnetoactive Elastomer. J. Appl. Polym. Sci. 2018, 135, 46221. [Google Scholar] [CrossRef]
- Lovšin, M.; Brandl, D.; Glavan, G.; Belyaeva, I.A.; Cmok, L.; Čoga, L.; Kalin, M.; Shamonin, M.; Drevenšek-Olenik, I. Reconfigurable Surface Micropatterns Based on the Magnetic Field-Induced Shape Memory Effect in Magnetoactive Elastomers. Polymers 2021, 13, 4422. [Google Scholar] [CrossRef]
- Kravanja, G.; Belyaeva, I.A.; Hribar, L.; Drevenšek-Olenik, I.; Shamonin, M.; Jezeršek, M. Laser Micromachining of Magnetoactive Elastomers as Enabling Technology for Magnetoresponsive Surfaces. Adv. Mater. Technol. 2022, 7, 2101045. [Google Scholar] [CrossRef]
- Straus, I.; Kokot, G.; Kravanja, G.; Hribar, L.; Kriegl, R.; Shamonin, M.; Jezeršek, M.; Drevenšek-Olenik, I. Dynamically Tunable Lamellar Surface Structures from Magnetoactive Elastomers Driven by a Uniform Magnetic Field. Soft Matter 2023, 19, 3357–3365. [Google Scholar] [CrossRef]
- Kravanja, G.; Kriegl, R.; Hribar, L.; Glavan, G.; Drevensek-Olenik, I.; Shamonin, M.; Jezeršek, M. Magnetically Actuated Surface Microstructures for Efficient Transport and Tunable Separation of Droplets and Solids. Adv. Eng. Mater. 2023, 25, 2301000. [Google Scholar] [CrossRef]
- Li, C.; Wang, S.; Liu, M.; Peng, Z.; Zhang, B.; Chen, S. Directional transportation on microplate-arrayed surfaces driven via a magnetic field. ACS Appl. Mater. Interfaces 2021, 13, 37655–37664. [Google Scholar] [CrossRef] [PubMed]
- Jezeršek, M.; Kriegl, R.; Kravanja, G.; Hribar, L.; Drevenšek-Olenik, I.; Unold, H.; Shamonin, M. Control of Droplet Impact through Magnetic Actuation of Surface Microstructures. Adv. Mater. Interfaces 2023, 10, 2202471. [Google Scholar] [CrossRef]
- Ravi-Kumar, S.; Lies, B.; Zhang, X.; Lyu, H.; Qin, H. Laser Ablation of Polymers: A Review. Polym. Int. 2019, 68, 1391–1401. [Google Scholar] [CrossRef]
- Goldstein, J.I.; Newbury, D.E.; Michael, J.R.; Ritchie, N.W.; Scott, J.H.J.; Joy, D.C. Scanning Electron Microscopy and X-Ray Microanalysis; Springer: New York, NY, USA, 2018. [Google Scholar] [CrossRef]
- Kolasinski, K.; Gupta, M.; Zhigilei, L. Plume and Nanoparticle Formation During Laser Ablation. In Chemistry Faculty Publications; Elsevier: Amsterdam, The Netherlands, 2018; pp. 594–603. [Google Scholar] [CrossRef]
- Takagi, K.; Omote, M.; Kawasaki, A. A Microsphere Assembly Method with Laser Microwelding for Fabrication of Three-Dimensional Periodic Structures. J. Micromech. Microeng. 2010, 20, 035032. [Google Scholar] [CrossRef]
- Stankova, N.; Atanasov, P.; Nikov, R.G.; Nikov, R.; Nedyalkov, N.; Stoyanchov, T.; Fukata, N.; Kolev, K.; Valova, E.; Georgieva, J.; et al. Optical properties of polydimethylsiloxane (PDMS) during nanosecond laser processing. Appl. Surf. Sci. 2016, 374, 96–103. [Google Scholar] [CrossRef]
- White, W.B.; Keester, K.L. Optical absorption spectra of iron in the rock-forming silicates. Am. Mineral. J. Earth Planet. Mater. 1966, 51, 774–791. [Google Scholar]
- Andrew, J.E.; Dyer, P.E.; Forster, D.; Key, P.H. Direct Etching of Polymeric Materials Using a XeCl Laser. Appl. Phys. Lett. 1983, 43, 717–719. [Google Scholar] [CrossRef]
- Srinivasan, R.; Braren, B. Ablative Photodecomposition of Polymer Films by Pulsed Far-ultraviolet (193 Nm) Laser Radiation: Dependence of Etch Depth on Experimental Conditions. J. Polym. Sci. Polym. Chem. Ed. 1984, 22, 2601–2609. [Google Scholar] [CrossRef]
- Krüger, J.; Kautek, W. Ultrashort Pulse Laser Interaction with Dielectrics and Polymers. In Polymers and Light; Lippert, T.K., Ed.; Advances in Polymer Science; Springer: Berlin/Heidelberg, Germany, 2004; pp. 247–290. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Average Laser | Peak | Num. of | Exposure | Removed Layer |
|---|---|---|---|---|---|
| Label | Power [%] | Power [kW] | Beam Passages | [J/cm2] | Thickness [μm] |
| S0 | 0 | 0.0 | 0 | 0 | 0 |
| S1 | 20 | 1.4 | 1 | 8 | 2 ± 1 |
| S2 | 40 | 2.8 | 1 | 16 | 6 ± 2 |
| S3 | 60 | 4.2 | 1 | 24 | 9 ± 2 |
| S4 | 80 | 5.6 | 1 | 32 | 14 ± 2 |
| S5 | 100 | 7.0 | 1 | 40 | 23 ± 3 |
| S6 | 100 | 7.0 | 2 | 80 | 49 ± 3 |
| S7 | 100 | 7.0 | 4 | 160 | 62 ± 3 |
| SP | 0 | 0.0 | 0 | 0 | / |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Straus, I.; Kravanja, G.; Hribar, L.; Kriegl, R.; Jezeršek, M.; Shamonin, M.; Drevensek-Olenik, I.; Kokot, G. Surface Modification of Magnetoactive Elastomers by Laser Micromachining. Materials 2024, 17, 1550. https://doi.org/10.3390/ma17071550
Straus I, Kravanja G, Hribar L, Kriegl R, Jezeršek M, Shamonin M, Drevensek-Olenik I, Kokot G. Surface Modification of Magnetoactive Elastomers by Laser Micromachining. Materials. 2024; 17(7):1550. https://doi.org/10.3390/ma17071550
Chicago/Turabian StyleStraus, Izidor, Gaia Kravanja, Luka Hribar, Raphael Kriegl, Matija Jezeršek, Mikhail Shamonin, Irena Drevensek-Olenik, and Gašper Kokot. 2024. "Surface Modification of Magnetoactive Elastomers by Laser Micromachining" Materials 17, no. 7: 1550. https://doi.org/10.3390/ma17071550