
Analytical Review of the Current State of Technology, Structure Formation, and Properties of Variatropic Centrifugally Compacted Concrete

 ,
,  ,
,  ,
,  ,
,
Abstract
:1. Introduction—General Picture of the Current State of Variatropic Concrete
- (1)
- a review was carried out on a wide range of world research, based on the best existing world practices and scientific achievements in the field of variatropic concrete;
- (2)
- the major formulation, constructive, technological, engineering, and scientific approaches to solving the problems of the best and most environmentally and economically efficient variatropic concretes for a wide variety of types of climatic zones, regions, buildings, structures, and various levels of their responsibility were identified;
- (3)
- the key factors and major criteria influencing the properties and efficiency of variatropic concrete were identified;
- (4)
- the main fundamental relationships between the composition, structure, and properties of variatropic concrete were determined;
- (5)
- the relationship was identified at both the micro and macro levels in the structure’s formation and properties of variatropic concrete;
- (6)
- the performance of variatropic concrete in structures was assessed and the main areas of use of such structures were identified;
- (7)
- a generalized analysis and discussion of the current state, assessment of prospects, and identification of specific vectors for the development of the market for variatropic concrete in global construction and production was carried out.
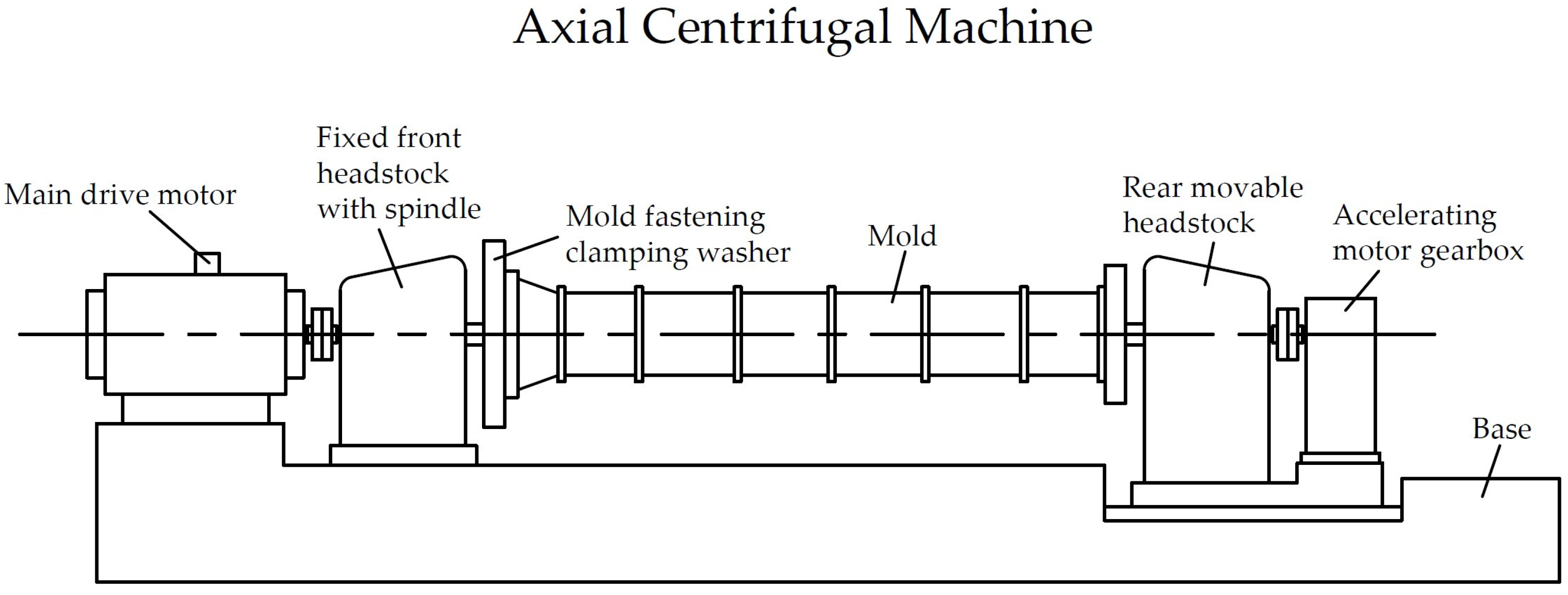
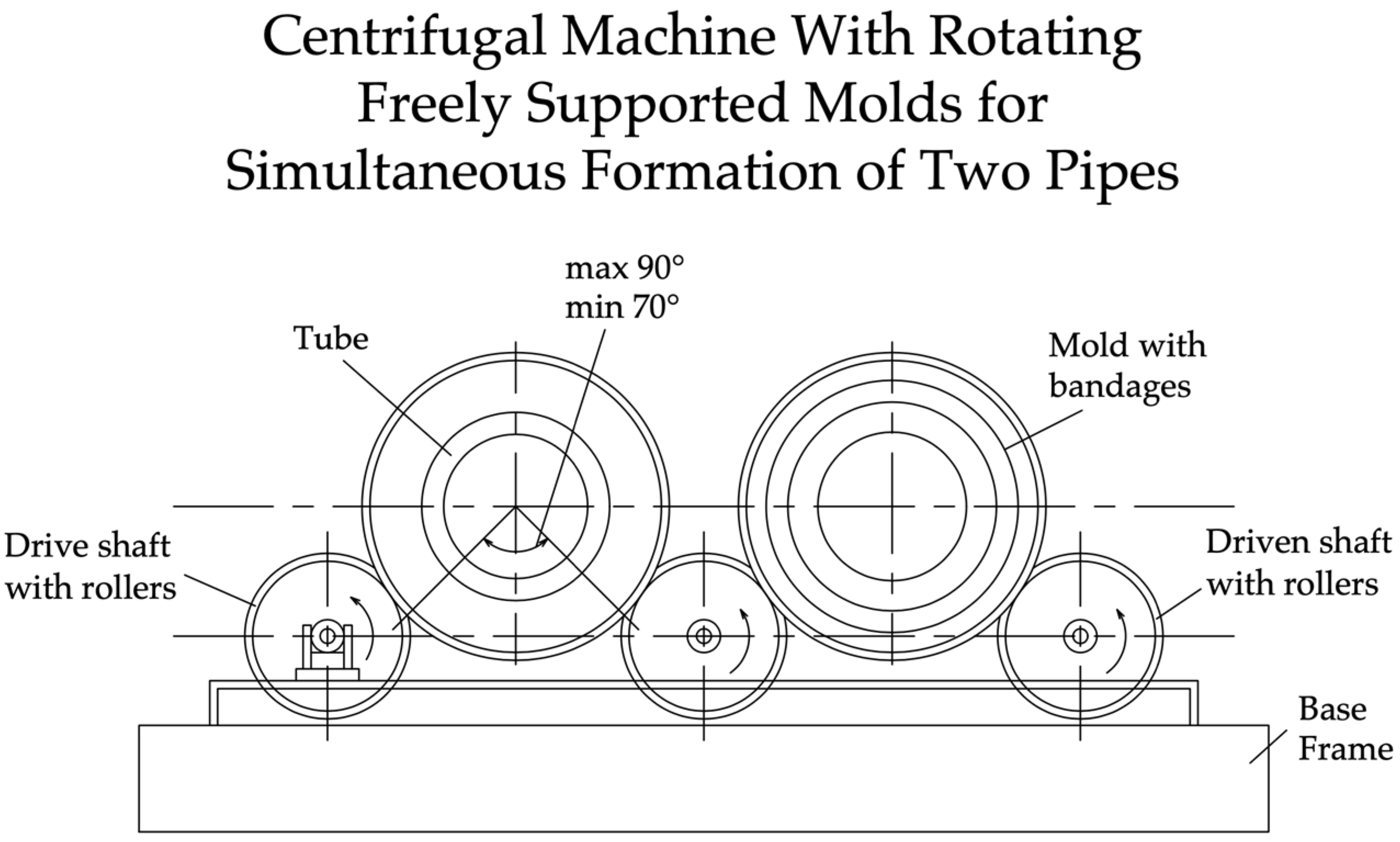
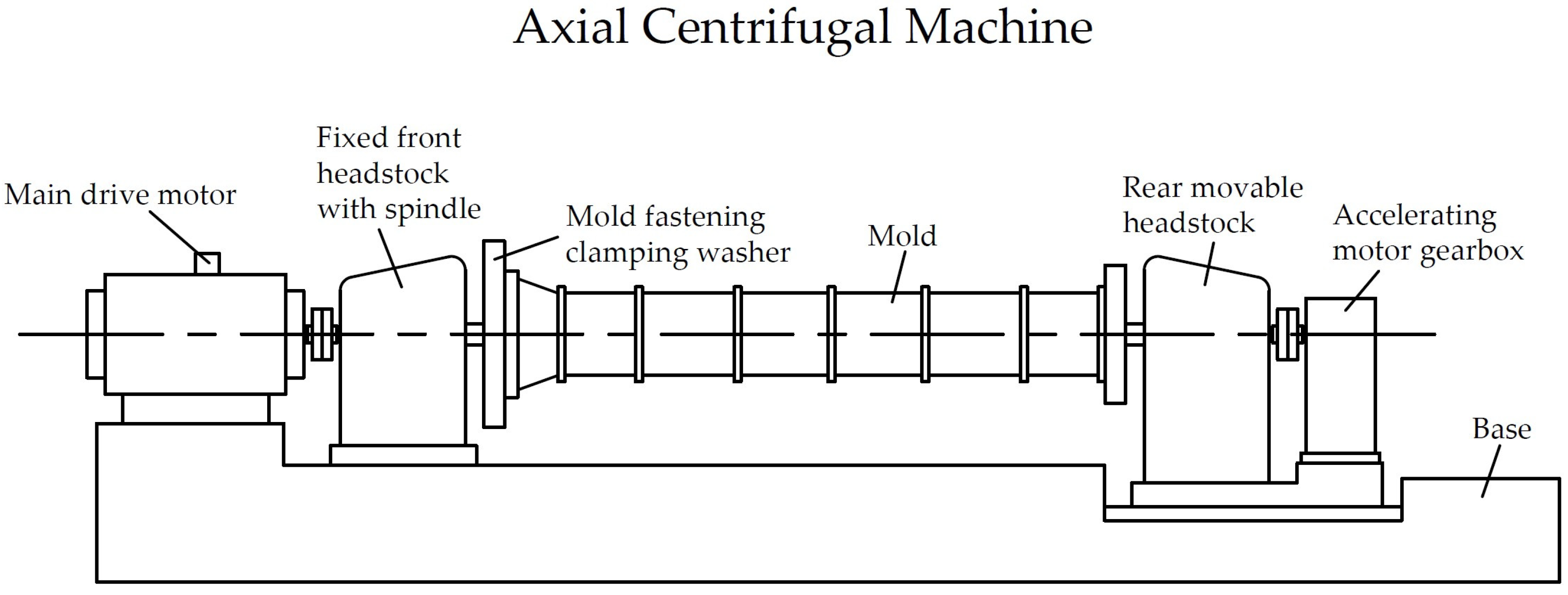
2. Types of Centrifugal Machines for Producing Variatropic Concrete
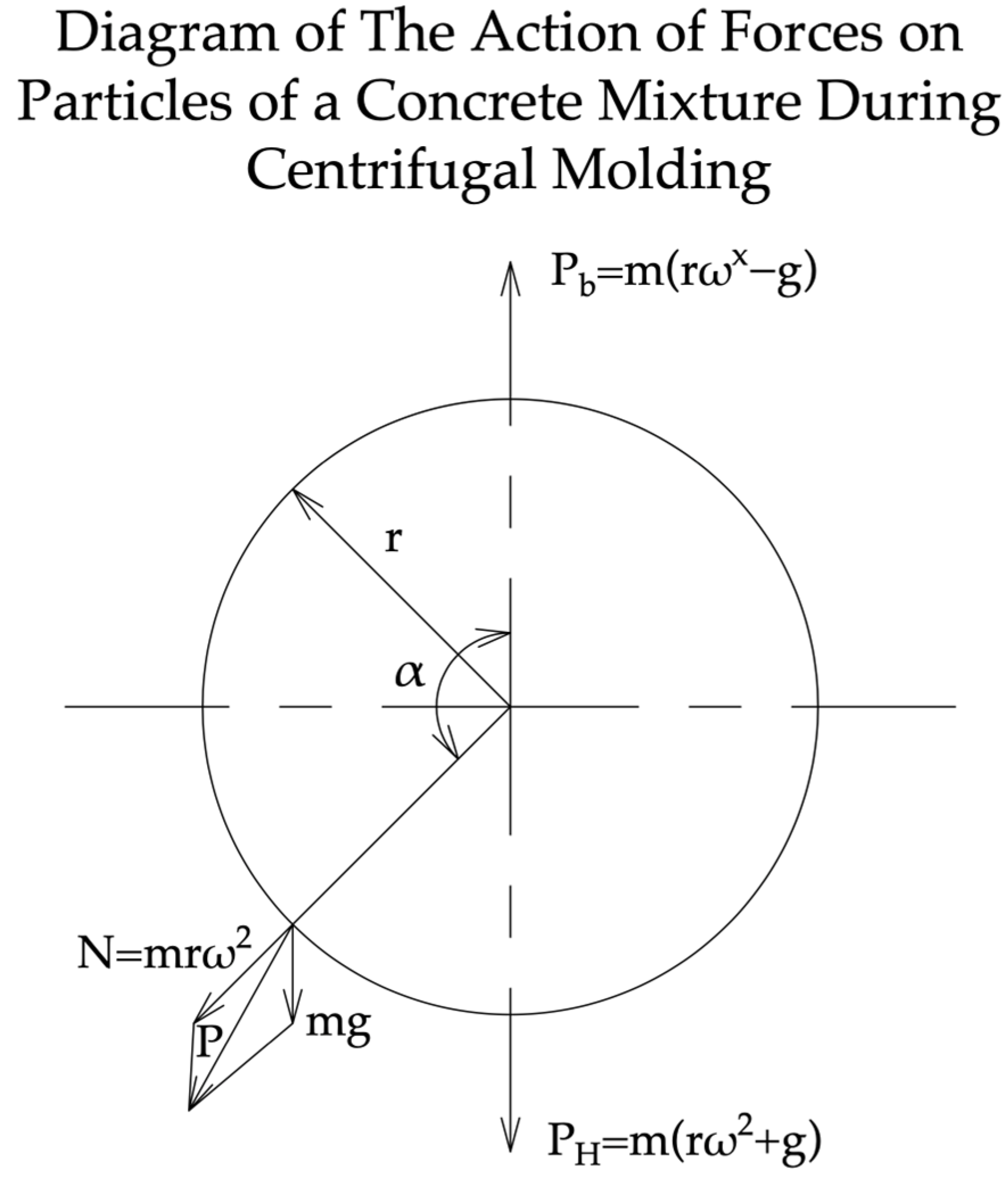
3. Theoretical Rationale for the Formation of a Variatropic Structure of Centrifuged Concrete
4. Main Performance and Defect Characteristics of Variatropic Concrete
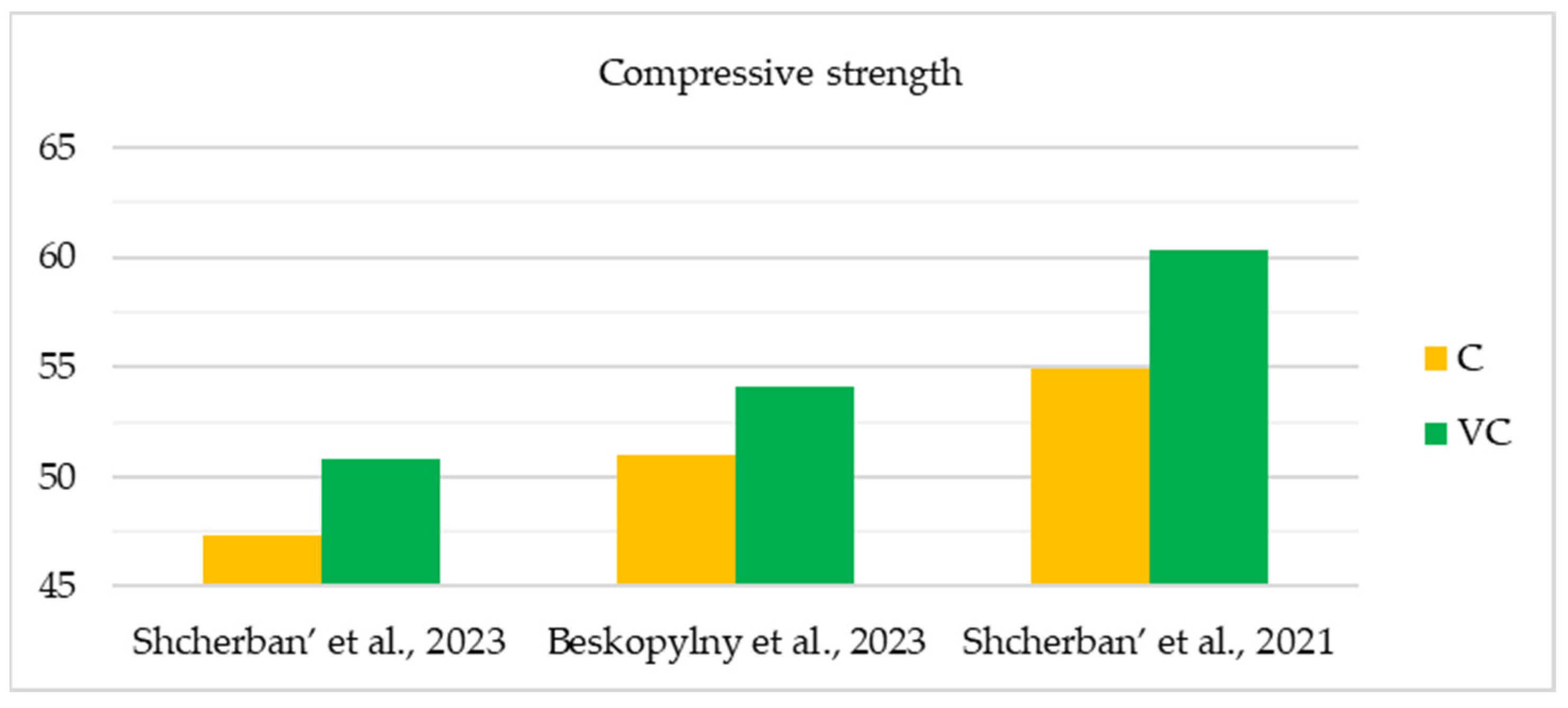
4.1. Properties of Variatropic Concrete
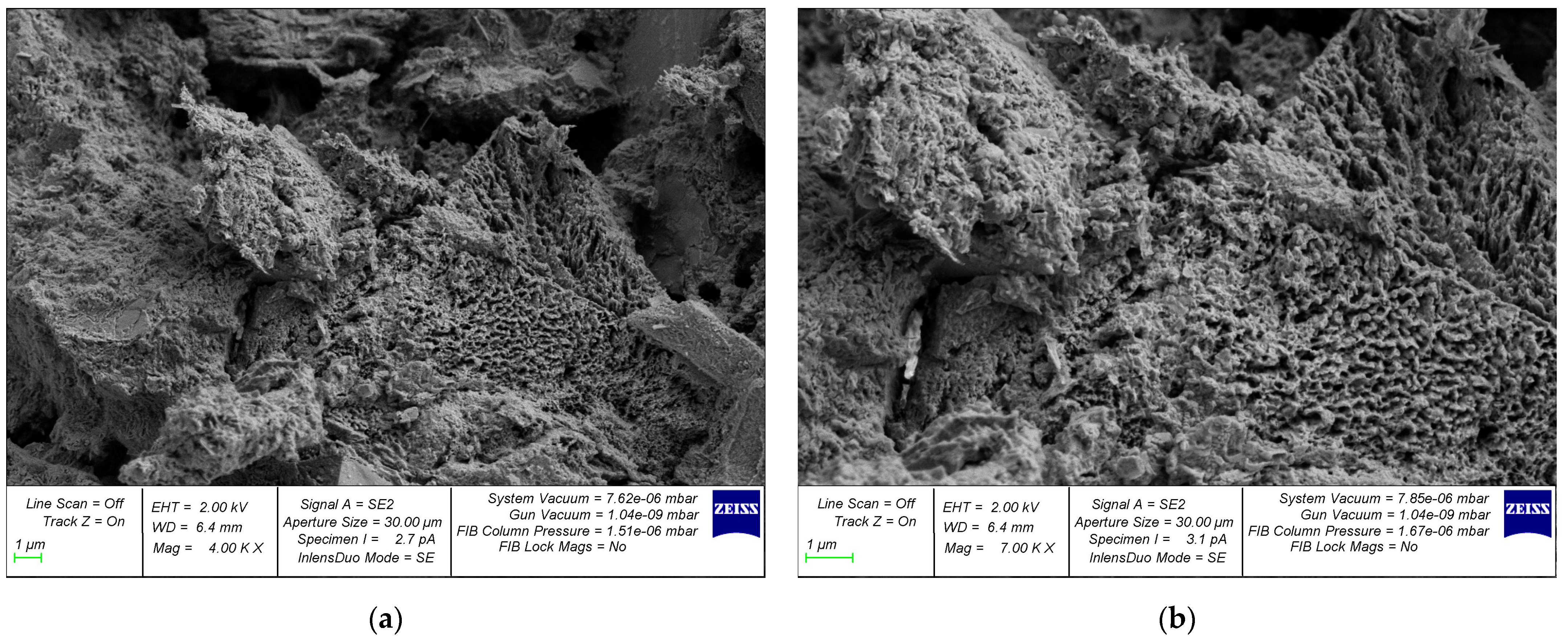
4.2. Features of the Microstructure of Variatropic Concretes
5. Structures Using Variatropic Concrete
6. Discussion
7. Conclusions
- (1)
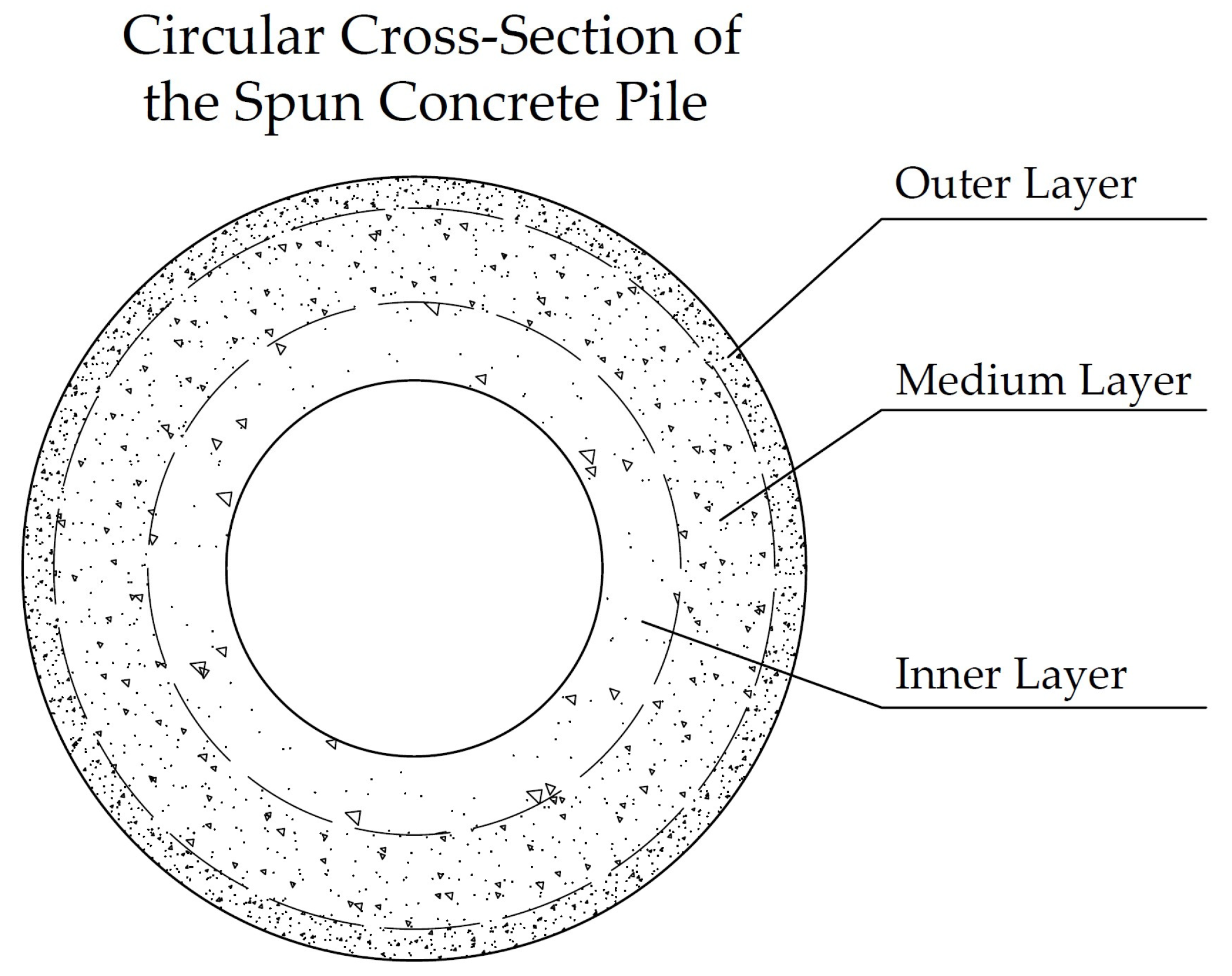
- Variatropic concrete is a promising building material due to the peculiarities of changing its physical and mechanical properties within the cross-section.
- (2)
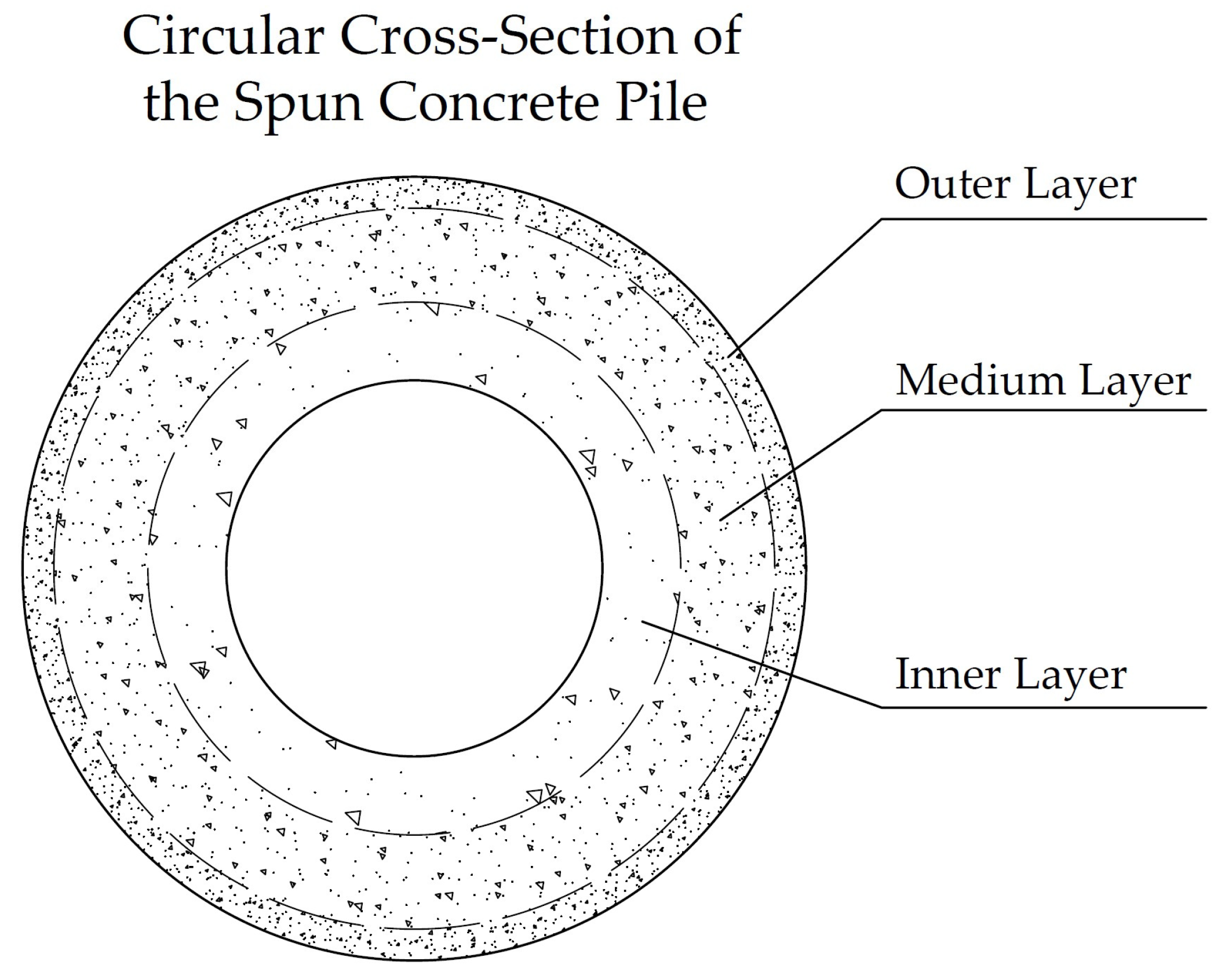
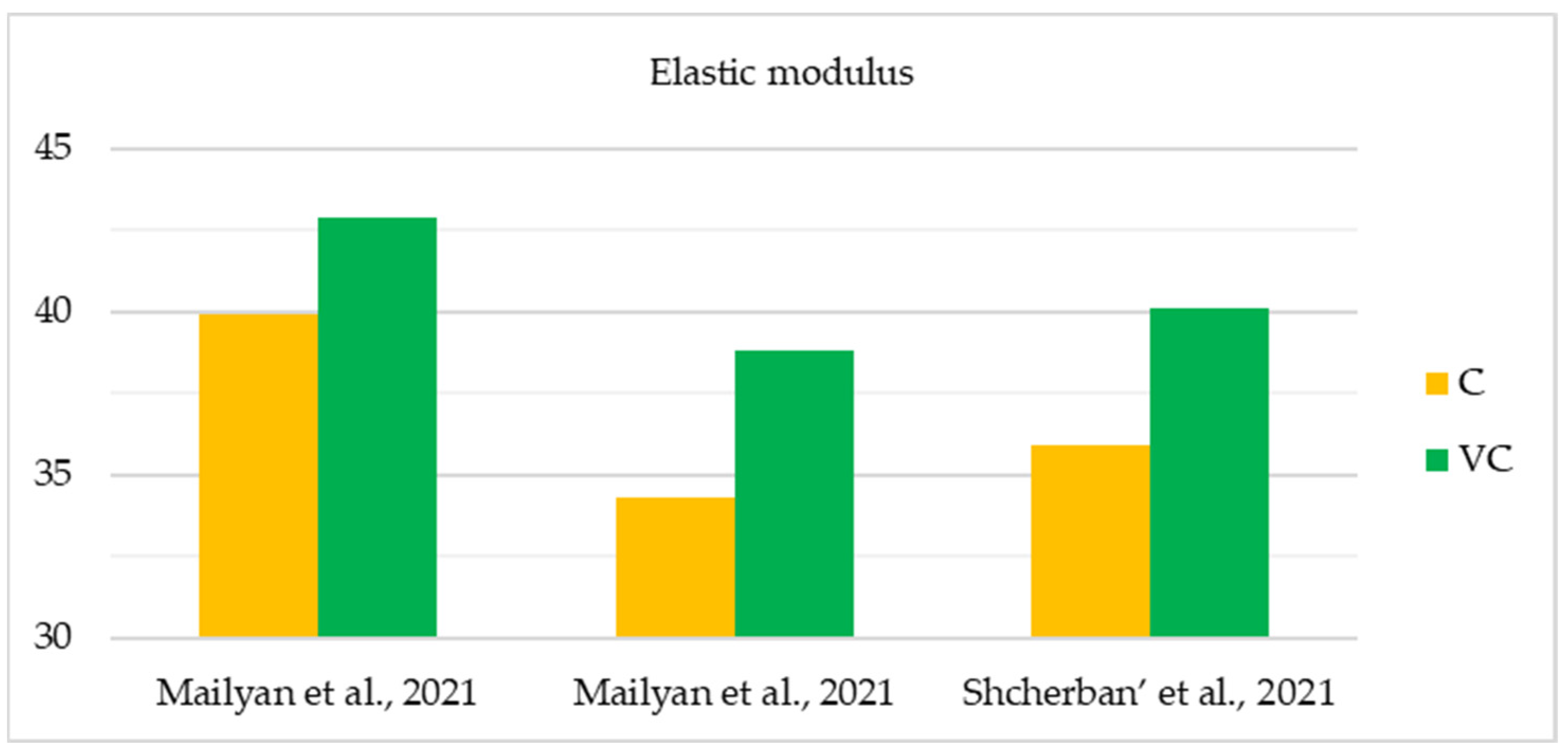
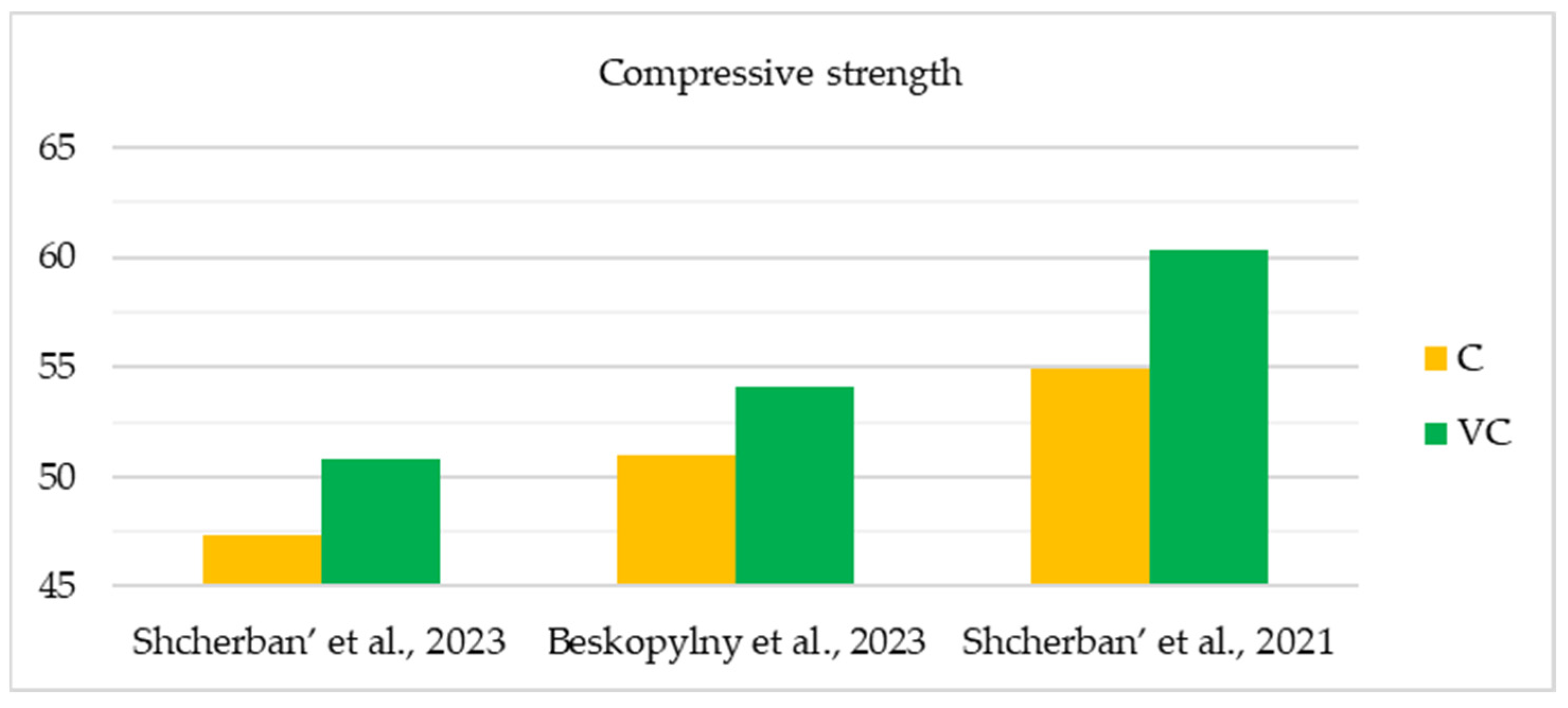
- The phenomenon of variatropy, which occurs due to the use of a centrifugal method of compacting a concrete mixture, helps to improve the physical and mechanical characteristics of concrete in comparison with traditional concrete, produced using vibration technology. Variatropic concrete has improvevd mechanical characteristics compared to traditional concrete, on average by up to 45%. The combination of centrifugal and vibration compaction methods in one technology, that is, the use of so-called vibrocentrifugation, helps to obtain an improved variatropic concrete structure that has better characteristics in comparison with variatropic centrifuged concrete, on average by up to 20%. This structure, in comparison with the variatropic structure obtained via centrifugation, is characterized by a greater strength of the outer and middle layers of the annular section.
- (3)
- The advantages of the variatropic structures of centrifuged concrete due to the protection of a denser outer layer from moisture penetration, compared to a conventional concrete structure are noted and explained. This effect is observed to a greater extent in variatropic vibrocentrifuged concrete, which allows for the controlling of the capillary porosity of concrete and its nature, as well as strengthening the outer layer and pulling the values of the middle layer to the values of the outer one, resulting in a double layer of protection from additional moisture; the capillaries are even more reliable when protected from internal stresses and destruction of concrete when exposed to aggressive factors.
- (4)
- The durability of concrete with a variatropic structure, characterized by the porosity of the outer surface, its water absorption, resistance to the penetration of chloride ions, alternating cycles of freezing and thawing, as well as cycles of moistening and drying, is, all other things being equal, higher than that of concrete of a conventional structure. The durability of variatropic concrete is improved by up to 30% compared to conventional concrete.
- (5)
- Vibration centrifugation technology is proposed for implementation in structures operating in special conditions with an increased risk of sulfate corrosion in concrete and reinforced concrete.
- (6)
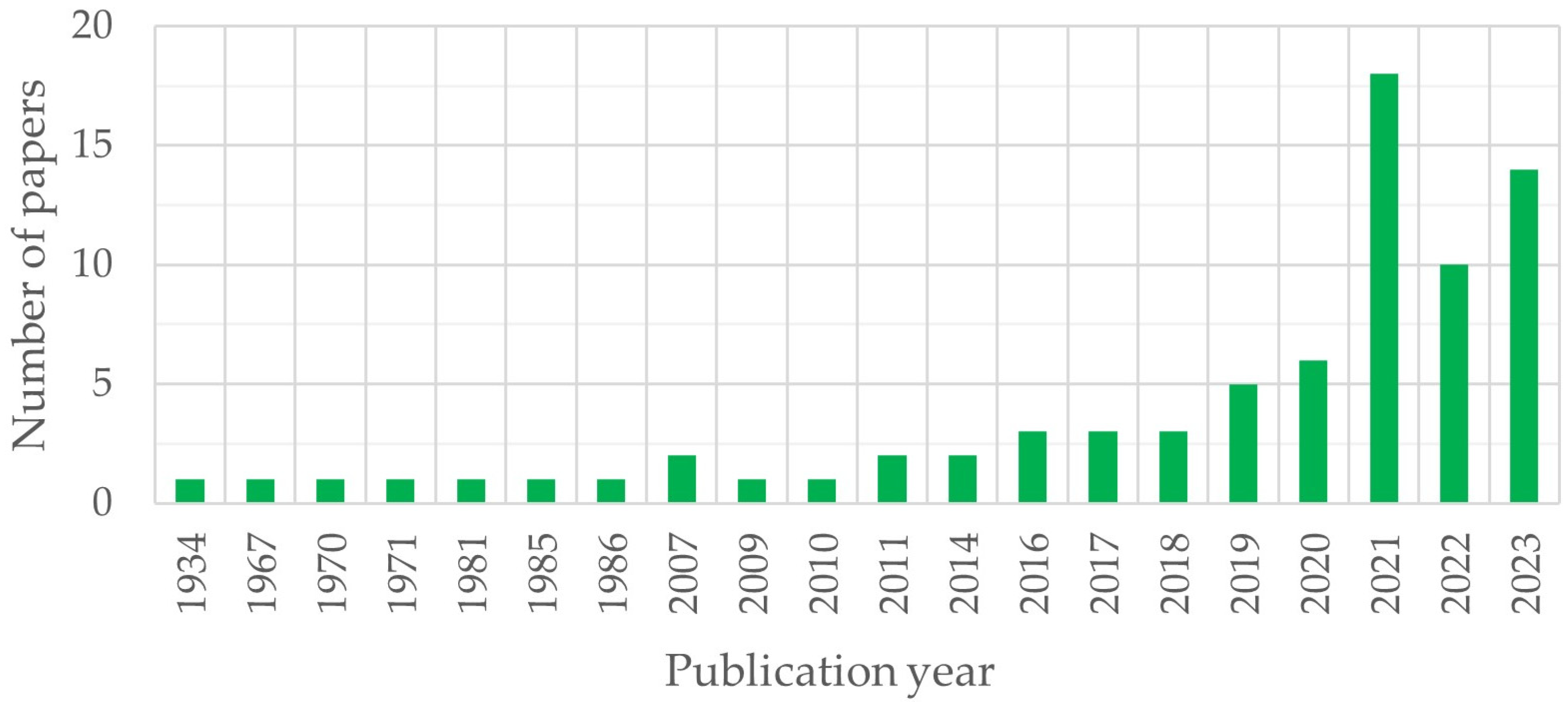
- The first studies on the topic of variatropic concrete were aimed at obtaining new data on the influence of the ratios of mixture components and centrifugation parameters on the strength and physical–mechanical properties of the final material. Modern research uses new ideas and technologies and needs further, more detailed study.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- He, J.; Tang, M.; Gao, R.; Hu, H.; Hong, J. Damage—Permeability analysis of pretensioned spun high strength concrete pipe piles based on stochastic damage model. Eng. Fail. Anal. 2022, 140, 106578. [Google Scholar] [CrossRef]
- Abdelkarim, O.I.; ElGawady, M.A. Dynamic and Static Behavior of Hollow-Core FRP-Concrete-Steel and Reinforced Concrete Bridge Columns under Vehicle Collision. Polymers 2016, 8, 432. [Google Scholar] [CrossRef]
- Abramyan, S.; Klyuev, S.; Emelyanova, O.; Oganesyan, O.; Chereshnev, L.; Akopyan, G.; Petrosian, R. Improving reinforced concrete column strengthening techniques for reconstruction projects using composite jacketing form-works. Constr. Mater. Prod. 2023, 6, 1. [Google Scholar] [CrossRef]
- Zabalueva, T. Modern trends in the architecture of railway stations and transport hubs. Constr. Mater. Prod. 2022, 5, 17–28. [Google Scholar] [CrossRef]
- Klyuev, S.; Kashapov, N.; Radaykin, O.; Sabitov, L.; Klyuev, A.; Shchekina, N. Reliability coefficient for fibreconcrete material. Constr. Mater. Prod. 2022, 5, 51–58. [Google Scholar] [CrossRef]
- Klyuev, A.; Kashapov, N.; Klyuev, S.; Lesovik, R.; Ageeva, M.; Fomina, E. Development of alkali-activated binders based on technogenic fibrous materials. Constr. Mater. Prod. 2023, 6, 60–73. [Google Scholar] [CrossRef]
- Han, L.-H.; Li, W.; Bjorhovde, R. Developments and advanced applications of concrete-filled steel tubular (CFST) structures: Members. J. Constr. Steel Res. 2014, 100, 211–228. [Google Scholar] [CrossRef]
- Klyuev, A.; Kashapov, N.; Klyuev, S.; Zolotareva, S.; Shchekina, N.; Shorstova, E.; Lesovik, R. Experimental studies of the processes of structure formation ofcomposite mixtures with technogenic mechanoactivated silica component. Constr. Mater. Prod. 2023, 6, 5–18. [Google Scholar] [CrossRef]
- Ahmadi, H.; Shakiba, M.; Mortazavi, S.M.R.; Bazli, M.; Azimi, Z. Feasibility of using Static-Cast Concrete Transmission Poles fully reinforced with glass-fibre reinforced polymer bars and stirrups: A case study. Case Stud. Constr. Mater. 2023, 18, e01780. [Google Scholar] [CrossRef]
- Won, D.; Kim, S.; Seo, J.; Kang, Y.-J. Experimental Study of Composite Hollow RC Column under Uniaxial Compressive Load. Appl. Sci. 2019, 9, 373. [Google Scholar] [CrossRef]
- Beskopylny, A.N.; Stel’makh, S.A.; Shcherban’, E.M.; Mailyan, L.R.; Meskhi, B.; Chernil’nik, A.; El’shaeva, D.; Pogrebnyak, A. Influence of Variotropy on the Change in Concrete Strength under the Impact of Wet–Dry Cycles. Appl. Sci. 2023, 13, 1745. [Google Scholar] [CrossRef]
- Shcherban’, E.M.; Stel’makh, S.A.; Beskopylny, A.N.; Mailyan, L.R.; Meskhi, B.; Elshaeva, D.; Chernil’nik, A. Physical and Mechanical Characteristics of Variotropic Concrete during Cyclic and Continuous Sulfate Attack. Appl. Sci. 2023, 13, 4386. [Google Scholar] [CrossRef]
- Beskopylny, A.N.; Shcherban, E.M.; Stel’makh, S.A.; Mailyan, L.R.; Meskhi, B.; Chernil’nik, A.; El’shaeva, D. Influence of Variatropy on the Evaluation of Strength Properties and Structure Formation of Concrete under Freeze-Thaw Cycles. J. Compos. Sci. 2023, 7, 58. [Google Scholar] [CrossRef]
- Stel’makh, S.A.; Shcherban’, E.M.; Beskopylny, A.N.; Mailyan, L.R.; Veremeenko, A.; Shilov, A.V.; Ananova, O.; Karalar, M.; Aksoylu, C.; Özkılıç, Y.O. Modeling and Calculation of Improved Centrifuged Reinforced Concrete Columns with Variotropic Structure. Buildings 2023, 13, 2005. [Google Scholar] [CrossRef]
- Mailyan, L.R.; Stel’Makh, S.A.; Shcherban’, E.M.; Khalyushev, A.K.; Smolyanichenko, A.S.; Sysoev, A.K.; Parinov, I.A.; Cherpakov, A.V. Investigation of Integral and Differential Characteristics of Variatropic Structure Heavy Concretes by Ultrasonic Methods. Appl. Sci. 2021, 11, 3591. [Google Scholar] [CrossRef]
- Mailyan, L.R.; Stel’makh, S.A.; Shcherban, E.M. Differential characteristics of concrete in centrifugally spun and vibrospun building structures. Mag. Civ. Eng. 2021, 108, 10812. [Google Scholar] [CrossRef]
- Stel’makh, S.A.; Shcherban’, E.M.; Beskopylny, A.N.; Mailyan, L.R.; Meskhi, B.; Butko, D.; Smolyanichenko, A.S. Influence of Composition and Technological Factors on Variatropic Efficiency and Constructive Quality Coefficients of Lightweight Vibro-Centrifuged Concrete with Alkalized Mixing Water. Appl. Sci. 2021, 11, 9293. [Google Scholar] [CrossRef]
- Shcherban’, E.M.; Stel’makh, S.A.; Beskopylny, A.N.; Mailyan, L.R.; Meskhi, B.; Varavka, V.; Chernil’nik, A.; Elshaeva, D.; Ananova, O. The Influence of Recipe-Technological Factors on the Resistance to Chloride Attack of Variotropic and Conventional Concrete. Infrastructures 2023, 8, 108. [Google Scholar] [CrossRef]
- Bruyako, M.; Bazhenova, S.; Kim, D.V. CCellular Concretes With An Variatropic Structure At The Product Forming Stage. Bull. Belgorod State Technol. Univ. Named after. V. G. Shukhov 2022, 7, 8–18. [Google Scholar] [CrossRef]
- Zhu, J.-Y.; Chen, J.; Chan, T.-M. Analytical model for circular high strength concrete filled steel tubes under compression. Eng. Struct. 2021, 244, 112720. [Google Scholar] [CrossRef]
- Marquardt, E. Centrifuged concrete and reinforced concrete tubes. Сentrifugal Concr. 1934, 14, 37–100. [Google Scholar]
- Gershberg, O.A. Technology of Concrete and Reinforced Concrete Products; Stroiizdat: Moscow, Russia, 1971; p. 360. [Google Scholar]
- Akhverdov, I.N. Reinforced Concrete Pressure Centrifuged Pipes; Stroyizdat: Moscow, Russia, 1967; p. 164. [Google Scholar]
- Akhverdov, I.N. Fundamentals of Concrete Physics; Stroyizdat: Moscow, Russia, 1981; p. 464. (In Russian) [Google Scholar]
- Ovsyankin, V.I. Reinforced Concrete Pipes for Pressure Water Conduits; Stroyizdat: Moscow, Russia, 1971; p. 320. [Google Scholar]
- Shcherban’, E.M.; Stel’makh, S.A.; Beskopylny, A.; Mailyan, L.R.; Meskhi, B. Influence of Mechanochemical Activation of Concrete Components on the Properties of Vibro-Centrifugated Heavy Concrete. Appl. Sci. 2021, 11, 10647. [Google Scholar] [CrossRef]
- Beskopylny, A.N.; Stel’makh, S.A.; Shcherban’, E.M.; Mailyan, L.R.; Meskhi, B.; Beskopylny, N.; El’shaeva, D. Influence of the Chemical Activation of Aggregates on the Properties of Lightweight Vibro-Centrifuged Fiber-Reinforced Concrete. J. Compos. Sci. 2022, 6, 273. [Google Scholar] [CrossRef]
- Beskopylny, A.; Stel’Makh, S.A.; Shcherban’, E.M.; Mailyan, L.R.; Meskhi, B. Nano modifying additive micro silica influence on integral and differential characteristics of vibrocentrifuged concrete. J. Build. Eng. 2022, 51, 104235. [Google Scholar] [CrossRef]
- Kasatkinn, S.P. Centrifuged racks of a new generation on a cement basis for power lines. Nat. Tech. Sci. 2017, 2, 138–142. [Google Scholar]
- Diordienko, L.D.; Kravchenko, S.A.; Semchuk, P.P. Study of physical and mechanical characteristics of centrifuged concrete. Curr. Sci. Res. Mod. World 2018, 2–6, 28–34. [Google Scholar]
- Polevoda, I.I.; Nekhan, D.S. Experimental And Theoretical Researches of Physical And Thermophysical Characteristics of Centrifuged Concrete. J. Civ. Prot. 2019, 3, 255–267. [Google Scholar] [CrossRef]
- Kvedaras, A.K. Construction and Production of Metal Structures from Concrete-Infilled Tubes; Lecture Notes; VISI: Vilnius, Lithuania, 1985. [Google Scholar]
- Bazhenov, Y.M.; Korolev, E.V.; Samoshin, A.P.; Koroleva, O.V. Selection of Aggregate for Radiation Protective Concrete of Variatrope-frame Structure. Reg. Archit. Eng. 2009, 1, 9–13. [Google Scholar]
- Kliukas, R.; Lukoševičienė, O.; Jaras, A.; Jonaitis, B. The Mechanical Properties of Centrifuged Concrete in Reinforced Concrete Structures. Appl. Sci. 2020, 10, 3570. [Google Scholar] [CrossRef]
- Feng, B.; Zhu, Y.-H.; Xie, F.; Chen, J.; Liu, C.-B. Experimental Investigation and Design of Hollow Section, Centrifugal Concrete-Filled GFRP Tube Columns. Buildings 2021, 11, 598. [Google Scholar] [CrossRef]
- Mina, A.L.; Petrou, M.F.; Trezos, K.G. Resistance of an Optimized Ultra-High Performance Fiber Reinforced Concrete to Projectile Impact. Buildings 2021, 11, 63. [Google Scholar] [CrossRef]
- Korolev, E.V.; Bazhenov, Y.M.; Smirnov, V.A. Building Materials of Variatropic Frame Structure; National Research Moscow State University of Civil Engineering: Moscow, Russia, 2011; p. 304. [Google Scholar]
- Terrasi, G.P.; Meier, U.; Affolter, C. Long-Term Bending Creep Behavior of Thin-Walled CFRP Tendon Pretensioned Spun Concrete Poles. Polymers 2014, 6, 2065–2081. [Google Scholar] [CrossRef]
- Kliukas, R.; Jaras, A.; Lukoševičienė, O. Reinforced Spun Concrete Poles—Case Study of Using Chemical Admixtures. Materials 2020, 13, 302. [Google Scholar] [CrossRef] [PubMed]
- Thusoo, S.; Kono, S.; Hamada, J.; Asai, Y. Performance of precast hollow steel-encased high-strength concrete piles. Eng. Struct. 2019, 204, 109995. [Google Scholar] [CrossRef]
- Kaufmann, J.; Hesselbarth, D. High performance composites in spun-cast elements. Cem. Concr. Compos. 2007, 29, 713–722. [Google Scholar] [CrossRef]
- Li, D.-C.; Xu, C.; Cui, Z.-D.; Chen, J.-M.; Xu, X.-Q.; Zhang, T.-T.; Zhang, Z.-W.; Song, G. Mechanical Properties of Functionally Graded Concrete Lining for Deep Underground Structures. Adv. Civ. Eng. 2022, 2022, 1–21. [Google Scholar] [CrossRef]
- Chen, T.-H.; Huang, S.-Y.; Huang, S.-Y.; Lin, J.-D.; Huang, B.-Y.; Kuo, C.-T. Improvement of the Centrifugal Force in Gravity Driven Method for the Fabrication of Highly Ordered and Submillimeter-Thick Colloidal Crystal. Polymers 2021, 13, 692. [Google Scholar] [CrossRef] [PubMed]
- He, J.; Hong, J.; Gao, R.; Liu, F.; Li, L. Experimental study on permeability of spun high strength concrete material during mechanical loading. Constr. Build. Mater. 2023, 403, 133034. [Google Scholar] [CrossRef]
- Ahmed, K.S.; Siddika, N.; Al-Moneim, A.; Islam, W. A case study on the shear behavior of pretensioned Spun Precast Concrete (SPC) piles. Case Stud. Constr. Mater. 2023, 19, e02478. [Google Scholar] [CrossRef]
- Ren, J.; Xu, Q.; Chen, G.; Yu, X.; Gong, S.; Lu, Y. Seismic performance of pretensioned centrifugal spun concrete piles with steel strands. Structures 2023, 50, 1303–1319. [Google Scholar] [CrossRef]
- Ren, J.; Xu, Q.; Chen, G.; Liu, C.; Gong, S.; Lu, Y. Flexural performance of pretensioned centrifugal spun concrete piles with combined steel strands and reinforcing bars. Structures 2021, 34, 4467–4485. [Google Scholar] [CrossRef]
- Faisal, A.; Abbas, S.; Ahmed, A. Mechanical performance of spun-cast full-scale precast pipes incorporating hybrid conventional rebar cage and steel fibers. Structures 2023, 52, 104–116. [Google Scholar] [CrossRef]
- Han, S.-J.; Lee, J.; Kim, J.-H.; Kim, M.-S.; Kim, K.S.; Oh, Y.-H. Experimental shear test of deep PHC piles reinforced by infilled concrete and shear rings. J. Build. Eng. 2021, 46, 103812. [Google Scholar] [CrossRef]
- Shalaby, A.M.; Fouad, F.H.; Albanese, R. Strength and deflection behavior of spun concrete poles with CFRP reinforcement. PCI J. 2011, 56, 55–77. [Google Scholar] [CrossRef]
- Dedukh, D.A.; Schsuzkiy, V.L.; Kuzmenko, A.A. Spun concrete properties of power transmission line supports. Mag. Civ. Eng. 2017, 75, 37–51. [Google Scholar] [CrossRef]
- Romanenko, E.Y.; Trubitcin, M.A. Methods of Dependability Improvement of Contact Network Centrifuged Supports. Eng. J. Don 2018, 1, 125. [Google Scholar]
- Korevitskaya, M.G.; Garalyavichus, R.A.; Lapenis, T.Y.; Gelezhevichene, O.V. Statistical Assessment of the Concrete Strength of Centrifuged Pipes. Concr. Reinf. Concr. 1986, 5, 4–5. [Google Scholar]
- Kudzys, A.; Kliukas, R. Probability-based design of spun concrete beam-columns. J. Civ. Eng. Manag. 2010, 16, 451–461. [Google Scholar] [CrossRef]
- Tikhonov, G.I.; Blazhko, V.P.; Tikhonov, I.N.; Kachanovskaya, L.I.; Kasatkin, S.P. Studies of spun concrete poles for electric power transmission line supports reinforced with Au1000P rebars. Bull. Sci. Res. Cent. “Stroitelstvo” 2023, 36, 99–117. [Google Scholar] [CrossRef]
- Shorstov, R.; Suleymanova, L.; Kara, K. Technology of Obtaining Multilayer Structures Variational Structure. Bull. Belgorod State Technol. Univ. Named after. V. G. Shukhov 2019, 4, 32–39. [Google Scholar] [CrossRef]
- Šapalas, A.; Mudrov, A. Analysing the Confinement Effect in Hollow Core Steel-Concrete Composite Columns under Axial Compression. Materials 2021, 14, 6046. [Google Scholar] [CrossRef] [PubMed]
- Refani, A.N.; Nagao, T. Corrosion Effects on the Mechanical Properties of Spun Pile Materials. Appl. Sci. 2023, 13, 1507. [Google Scholar] [CrossRef]
- Kliukas, R.; Jaras, A.; Lukoševičienė, O. The Reinforced Spun Concrete Poles under Physical Salt Attack and Temperature: A Case Study of the Effectiveness of Chemical Admixtures. Materials 2020, 13, 5111. [Google Scholar] [CrossRef] [PubMed]
- Kliukas, R.; Jaras, A.; Lukoševičienė, O. The Impact of Long-Term Physical Salt Attack and Multicycle Temperature Gradient on the Mechanical Properties of Spun Concrete. Materials 2021, 14, 4811. [Google Scholar] [CrossRef] [PubMed]
- Raju, R.A.; Akiyama, M.; Lim, S.; Kakegawa, T.; Hosono, Y. A novel casting procedure for SFRC piles without shear reinforcement using the centrifugal forming technique to manipulate the fiber orientation and distribution. Constr. Build. Mater. 2021, 303, 124232. [Google Scholar] [CrossRef]
- Kim, H.; Kim, J.; Roh, S. The Embodied Life Cycle Global Warming Potential of Off-Site Prefabricated Concrete Products: Precast Concrete and Concrete Pile Production in Korea. Buildings 2023, 13, 2590. [Google Scholar] [CrossRef]
- Kim, H.-K.; Jang, J.G.; Lim, M.-J.; Cho, C.-G. Effect of fiber addition on fresh and hardened properties of spun cast concrete. Constr. Build. Mater. 2016, 125, 306–315. [Google Scholar] [CrossRef]
- Kliukas, R.; Daniunas, A.; Gribniak, V.; Lukoseviciene, O.; Vanagas, E.; Patapavicius, A. Half a Century of Reinforced Concrete Electric Poles Maintenance: Inspection, Field-Testing, and Performance Assessment. Struct. Infrastruct. Eng. 2017, 14, 1221–1232. [Google Scholar] [CrossRef]
- Indriūnas, S.; Kliukas, R.; Juozapaitis, A. Behavioral Analysis of a Mast with a Combined Prestressed Stayed Columns System and Core of a Spun Concrete Circular Cross-Section. Buildings 2023, 13, 2175. [Google Scholar] [CrossRef]
- Kang, I.-K.; Kim, S.-H. Compressive Strength Testing of Hybrid Concrete-Filled Fiber-Reinforced Plastic Tubes Confined by Filament Winding. Appl. Sci. 2021, 11, 2900. [Google Scholar] [CrossRef]
- Yi, C.-Y.; Park, J.-Y.; Park, C.-Y.; Lee, J.-C.; Park, Y.-J. Eco-Economic Performance Estimation Method for Pretensioned Spun High-Strength Concrete Pile Installation. Sustainability 2022, 14, 11990. [Google Scholar] [CrossRef]
- Faisal, A.; Abbas, S.; Kazmi, S.M.S.; Munir, M.J. Development of Concrete Mixture for Spun-Cast Full-Scale Precast Concrete Pipes Incorporating Bundled Steel and Polypropylene Fibers. Materials 2023, 16, 512. [Google Scholar] [CrossRef] [PubMed]
- Beskopylny, A.N.; Stel’makh, S.A.; Shcherban’, E.M.; Mailyan, L.R.; Meskhi, B.; Beskopylny, N.; El’shaeva, D.; Kotenko, M. The Investigation of Compacting Cement Systems for Studying the Fundamental Process of Cement Gel Formation. Gels 2022, 8, 530. [Google Scholar] [CrossRef] [PubMed]
- Michałek, J.; Pachnicz, M.; Sobótka, M. Application of Nanoindentation and 2D and 3D Imaging to Characterise Selected Features of the Internal Microstructure of Spun Concrete. Materials 2019, 12, 1016. [Google Scholar] [CrossRef] [PubMed]
- Michałek, J.; Sobótka, M. Assessment of Internal Structure of Spun Concrete Using Image Analysis and Physicochemical Methods. Materials 2020, 13, 3987. [Google Scholar] [CrossRef] [PubMed]
- Li, Q.; Coleman, N.J. Impact of Bi2O3 and ZrO2 Radiopacifiers on the Early Hydration and C–S–H Gel Structure of White Portland Cement. J. Funct. Biomater. 2019, 10, 46. [Google Scholar] [CrossRef] [PubMed]
- Pour, A.F.; Ozbakkaloglu, T.; Vincent, T. Axial compressive behavior of ultra-high-strength steel fiber-reinforced concrete-filled fiber reinforced polymer (FRP) tube columns. Compos. Struct. 2021, 266, 113777. [Google Scholar] [CrossRef]
- Thirumalini, S.; Shanmugapriya; Atchaya. Experimental and numerical investigation of short GFRP- reinforced steel tubular short columns. Mater. Today Proc. 2021, 43, 1938–1943. [Google Scholar] [CrossRef]
- Schnabl, S.; Planinc, I. Circumferential gap and partial debonding effects on buckling loads and modes of slender CFST circular columns. Acta Mech. 2018, 230, 909–928. [Google Scholar] [CrossRef]
- Bhartiya, R.; Oinam, R.M.; Sahoo, D.R.; Utkarsh, K. Modified confinement model for monotonic axial behavior of concrete-filled tubular columns. J. Constr. Steel Res. 2021, 180, 106570. [Google Scholar] [CrossRef]
- Bazhenov, Y.M.; Murtazaev, S.-A.; Bataev, D.-S.; Alaskhanov, A.H.; Murtazaeva, T.; Saydumov, M. High-strength concretes based on anthropogenic raw materials for earthquake resistant high-rise construction. Eng. Solid Mech. 2021, 9, 335–346. [Google Scholar] [CrossRef]
- Wang, L.; Zheng, D.; Zhang, S.; Cui, H.; Li, D. Effect of Nano-SiO2 on the Hydration and Microstructure of Portland Cement. Nanomaterials 2016, 6, 241. [Google Scholar] [CrossRef]
- Zarzuela, R.; Luna, M.; Carrascosa, L.M.; Yeste, M.P.; Garcia-Lodeiro, I.; Blanco-Varela, M.T.; Cauqui, M.A.; Rodríguez-Izquierdo, J.M.; Mosquera, M.J. Producing C-S-H gel by reaction between silica oligomers and portlandite: A promising approach to repair cementitious materials. Cem. Concr. Res. 2020, 130, 106008. [Google Scholar] [CrossRef]
- Nair, P.A.K.; Vasconcelos, W.L.; Paine, K.; Calabria-Holley, J. A review on applications of sol-gel science in cement. Constr. Build. Mater. 2021, 291, 123065. [Google Scholar] [CrossRef]
- Zhang, W.; Wang, S.; Zhao, L.; Ran, J.; Kang, W.; Feng, C.; Zhu, J. Investigation of Low-Calcium Circulating Fluidized Bed Fly Ash on the Mechanical Strength and Microstructure of Cement-Based Material. Crystals 2022, 12, 400. [Google Scholar] [CrossRef]
- Gong, Y.; Yang, J.; Sun, H.; Xu, F. Effect of Fly Ash Belite Cement on Hydration Performance of Portland Cement. Crystals 2021, 11, 740. [Google Scholar] [CrossRef]
- Morales-Cantero, A.; Cuesta, A.; De la Torre, A.G.; Mazanec, O.; Borralleras, P.; Weldert, K.S.; Gastaldi, D.; Canonico, F.; Aranda, M.A.G. Portland and Belite Cement Hydration Acceleration by C-S-H Seeds with Variable w/c Ratios. Materials 2022, 15, 3553. [Google Scholar] [CrossRef]
- Akono, A.-T. Nanostructure and Fracture Behavior of Carbon Nanofiber-Reinforced Cement Using Nanoscale Depth-Sensing Methods. Materials 2020, 13, 3837. [Google Scholar] [CrossRef] [PubMed]
- Wang, J.; Han, B.; Li, Z.; Yu, X.; Dong, X. Effect Investigation of Nanofillers on C-S-H Gel Structure with Si NMR. J. Mater. Civ. Eng. 2019, 31, 04018352. [Google Scholar] [CrossRef]
- Cerro-Prada, E.; García-Salgado, S.; Quijano, M.; Varela, F. Controlled Synthesis and Microstructural Properties of Sol-Gel TiO2 Nanoparticles for Photocatalytic Cement Composites. Nanomaterials 2018, 9, 26. [Google Scholar] [CrossRef]
- Li, W.; Ji, W.; Isfahani, F.T.; Wang, Y.; Li, G.; Liu, Y.; Xing, F. Nano-Silica Sol-Gel and Carbon Nanotube Coupling Effect on the Performance of Cement-Based Materials. Nanomaterials 2017, 7, 185. [Google Scholar] [CrossRef]
- Yakovlev, G.; Drochytka, R.; Skripkiūnas, G.; Urkhanova, L.; Polyanskikh, I.; Pudov, I.; Karpova, E.; Saidova, Z.; Elrefai, A.E.M.M. Effect of Ultrafine Additives on the Morphology of Cement Hydration Products. Crystals 2021, 11, 1002. [Google Scholar] [CrossRef]
- Barbhuiya, S.; Chow, P. Nanoscaled Mechanical Properties of Cement Composites Reinforced with Carbon Nanofibers. Materials 2017, 10, 662. [Google Scholar] [CrossRef]
- Namkon, L.; Abhinav, P.; Gary, O.K.C.; Juhyuk, M.; Min-Hong, Z.; Arthur, C.C.H.; Klaus, H.; Hau, K.K. Experimental design of a well cement slurry for rapid gel strength development. Constr. Build. Mater. 2018, 191, 1093–1102. [Google Scholar] [CrossRef]
- Yang, X.; Zhang, Y.; Lin, C. Compressive and Flexural Properties of Ultra-Fine Coal Gangue-Based Geopolymer Gels and Microscopic Mechanism Analysis. Gels 2022, 8, 145. [Google Scholar] [CrossRef]
- Halasz, R.; Petersen, C. Abgespannte Maste und Schornsteine. Statik und Dynamik; Ernst und Sohn: Berlin, Germany, 1970; ISBN 9783433000397. [Google Scholar]
- Smith, B.W. Communication Structures; Thomas Telford: London, UK, 2007; ISBN 9780727734006. [Google Scholar]
- Remitz, J.; Wichert, M.; Empelmann, M. Ultra-Hiht Performance Spun Conrete Poles—Part I: Load-Bearing Behavior. In Proceedings of the 11th High Performance concrete (HPC) and the 2nd Concrete Innovation Conference (CIC), Tromso, Norway, 6–7 March 2017. [Google Scholar]
- Ledenev, A.A.; Pertsev, V.T.; Kalach, A.V.; Zagoruiko, T.V.; Donets, S.A.; Kalach, E.V. Management of Fire Resistance of Ferro-Concrete Designs Variational of Structure. Bull. Belgorod State Technol. Univ. Named V. G. Shukhov. 2016, 4, 16–22. [Google Scholar]
- Mailyan, L.R.; Stel’makh, S.A.; Shcherban’, E.M.; Zherebtsov, Y.V.; Al-Tulaikhi, M.M. Researches of physicomechanical and design characteristics of vibrated, centrifuged and vibro-centrifuged concretes. Adv. Eng. Res. 2021, 21, 5–13. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference | Manufacturing Technology | Main Focus of the Study |
|---|---|---|
| [26,27] | Centrifugation Vibration centrifugation | Impact of component activation |
| [16,19,34,35,36,37,38,39,40,41,42,43,44,45,46,47,48,49,50,51,52,53,54,55,56] | Centrifugation | Mechanical properties |
| [11,13] | Centrifugation Vibration centrifugation | Effect of freeze–thaw cycles |
| [12] | Centrifugation Vibration centrifugation | Effect of exposure to sulfate attack |
| [57] | Centrifugation | Deterrence effect research |
| [58] | Centrifugation | Effect of corrosion |
| [59,60] | Centrifugation | Influence of salt attack and temperature factors |
| [61,62,63] | Centrifugation | Effect of fiber reinforcement |
| [64] | Centrifugation | Work of structures |
| [65] | Centrifugation | Creep research |
| [66] | Centrifugation | Modeling and calculation |
| [14] | Centrifugation | Economic and environmental impact |
| [67] | Centrifugation | Impact on global warming potential |
| [15,17,68,69] | Centrifugation Vibration centrifugation | Mechanical properties |
| [70,71] | Centrifugation | Microstructure analysis methods |
| [18] | Centrifugation Vibration centrifugation | Effect of chloride attack |
| [72] | Centrifugation Vibration centrifugation | Influence of nano modifiers |
| Reference | Type of Variatropic Concrete under Study | Modulus of Elasticity, GPa | Compressive Strength, MPa | Axial Tensile Strength, MPa |
|---|---|---|---|---|
| [26] | Centrifuged Vibrocentrifuged | 35.9 40.1 | 54.9 60.3 | 4.3 4.8 |
| [34] | Centrifuged | – | 30.0–50.0 | – |
| [12] | Centrifuged Vibrocentrifuged | – | 47.3 50.8 | – |
| [57] | Centrifuged | 30 | 20.0 | 1.5 |
| [58] | Centrifuged | – | 53.0 | – |
| [59] | Centrifuged | – | 49.1 | – |
| [13] | Centrifuged Vibrocentrifuged | – | 51.0 54.1 | – |
| [60] | Centrifuged | 40.8 | 57.2 | – |
| [66] | Centrifuged | 43.5 | 38.7 | 3.87 |
| [62] | Centrifuged | – | 32.6 | 3.21 |
| [15] | Centrifuged Vibrocentrifuged | 39.9 42.9 | 62.5 70.7 | 4.6 5.3 |
| [16] | Centrifuged Vibrocentrifuged | 34.3 38.8 | 43.4 68.2 | – |
| [17] | Centrifuged Vibrocentrifuged | 32.8 33.9 | 45.7 49.9 | 5.9 6.4 |
| [37] | Vibrocentrifuged | 28.2 | 38.2 | 2.7 |
| [69] | Centrifuged Vibrocentrifuged | – | 43.1 44.7 | – |
| Reference | Type of Factor Taken into Account in the Work | Name of the Influencing Factor | The Influence of the Factor under Consideration on the Formation of Cement Gel and the Microstructure of Hardened Cement Paste |
|---|---|---|---|
| [78] | Prescription (use of nanomodifying additive) | nano-SiO2 | The addition of nanosilica helps to increase the degree of hydration of the cement paste and increase the active formation of the calcium silicate hydrates (CSH) gel, as well as to reduce the overall porosity of the hardened cement paste |
| [79,80] | Prescription (use of additive as a replacement for part of the cement) | bottom ash from power plants | Cement pastes with added bottom ash contain more CSH than cement pastes without the additive. |
| [81] | Prescription (use of additive as a replacement for part of the cement) | low calcium fly ash | The loose and porous microstructure of fly ash results in higher water consumption, which reduces the fluidity of cement-based pastes. The main hydration products of cement-based materials mixed with LCFA were AFt, CSH gel, and Ca(OH)2 |
| [82,83] | Prescription (use of additive as a replacement for part of the cement) | belite cement and fly ash | Hydration of belite cement from fly ash promotes the formation of CSH, ettringite, and calcium hydroxide gel, thereby significantly increasing long-term strength and also reducing the porosity of the hardened cement paste |
| [84] | Prescription (use of nanomodifying additive) | carbon nanofibers | Carbon nanofibers fill nanopores and connect grains of CSH, while nanofibers influence the probability distribution function of the local packing density, causing a shift towards higher values |
| [73,85] | Prescription | radioisolators Bi2O3 and ZrO2 | Radiocontrast agents help increase the average length of the silicate chain and the degree of aluminum substitution in the CSH gel |
| [85,86] | (additive use) | titanium nanoparticles | TiO2 nanoparticles promote compaction of cement paste and, as a result, increase strength |
| [87,88] | Prescription (use of nanomodifying additive) | carbon nanotubes, nanosilica | Nanosilica absorbs on the surface of carbon nanotubes and promotes the formation of hydration products on their surface, which improves adhesion between carbon nanotubes and the cement matrix |
| [85,88,89] | Prescription (use of nanomodifying additive) | carbon nanotubes | Carbon nanotubes form strong interfacial bonds with cementitious matrices and also increase the proportion of high-density calcium silicate hydrate (HD-CSH) gel compared to low-density CSH gel |
| [90] | Prescription (use of nanomodifying additive) | calcium sulfoaluminate cement and gypsum | It is noted that the gel transition time decreases with increasing amounts of calcium sulfoaluminate and gypsum additions |
| [91] | Prescription (supplement use) | coal gangue and slag powder | The resulting three types of binder gels are characterized by a dense structure and high strength |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shcherban’, E.M.; Stel’makh, S.A.; Mailyan, L.R.; Beskopylny, A.N.; Smolyanichenko, A.S.; Chernil’nik, A.; Elshaeva, D.; Beskopylny, N. Analytical Review of the Current State of Technology, Structure Formation, and Properties of Variatropic Centrifugally Compacted Concrete. Materials 2024, 17, 1889. https://doi.org/10.3390/ma17081889
Shcherban’ EM, Stel’makh SA, Mailyan LR, Beskopylny AN, Smolyanichenko AS, Chernil’nik A, Elshaeva D, Beskopylny N. Analytical Review of the Current State of Technology, Structure Formation, and Properties of Variatropic Centrifugally Compacted Concrete. Materials. 2024; 17(8):1889. https://doi.org/10.3390/ma17081889
Chicago/Turabian StyleShcherban’, Evgenii M., Sergey A. Stel’makh, Levon R. Mailyan, Alexey N. Beskopylny, Alla S. Smolyanichenko, Andrei Chernil’nik, Diana Elshaeva, and Nikita Beskopylny. 2024. "Analytical Review of the Current State of Technology, Structure Formation, and Properties of Variatropic Centrifugally Compacted Concrete" Materials 17, no. 8: 1889. https://doi.org/10.3390/ma17081889