
Effect of Welding Gap of Thin Plate Butt Welds on Inherent Strain and Welding Deformation of a Large Complex Box Structure

 ,
,
Abstract
:1. Introduction
2. Experimental and Numerical Procedures
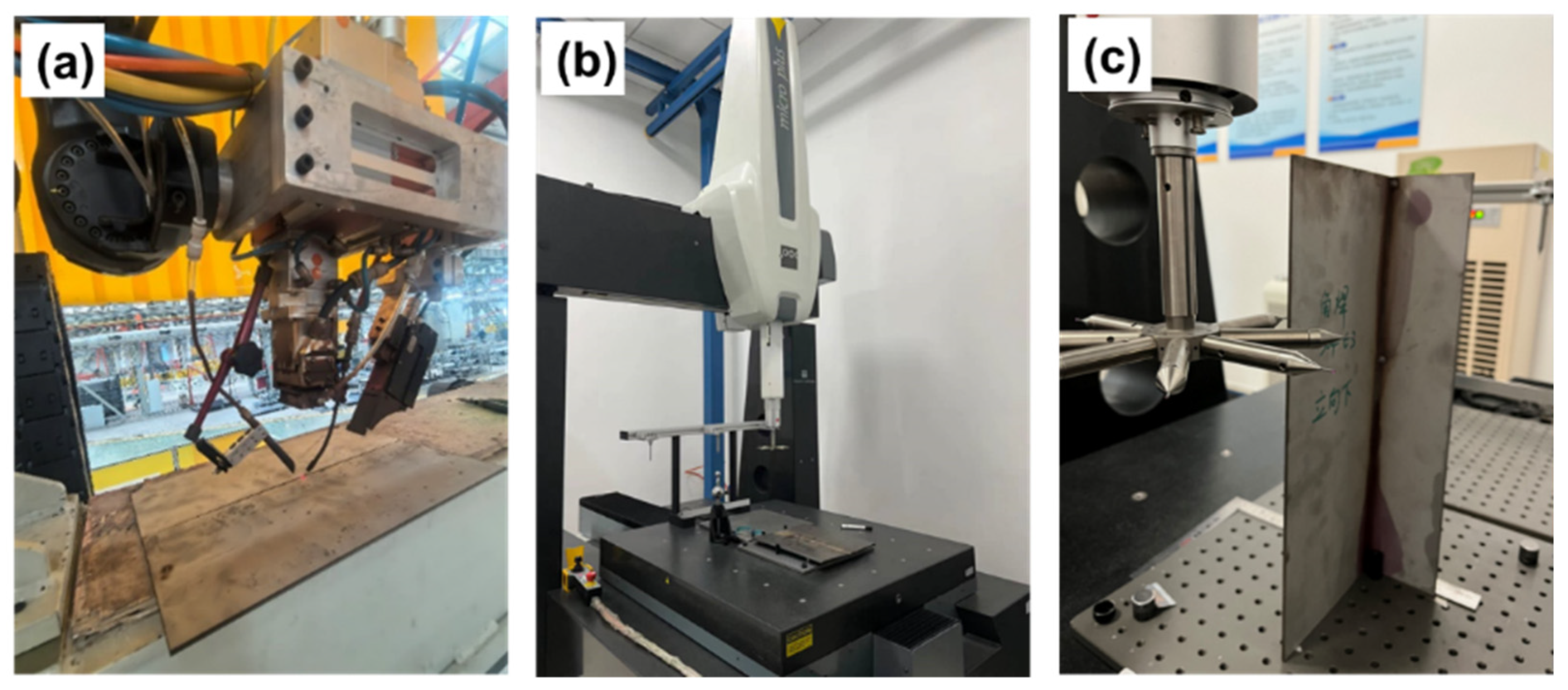
2.1. Selected Materials and Experimental Equipment
2.2. Numerical Simulation
3. Results and Discussion
3.1. Verification of Developed Models
3.2. Welding Deformations
3.3. Plastic Strain
3.4. Residual Stress
3.5. Inherent Deformation
4. Conclusions
- Larger deformation values were produced with larger welding gaps (as expected), and the highest value for a welding deformation along the Z direction, of 4.0 mm, was generated with welding gaps of 1.0 mm, which was proportional with the volume of liquid metals. Welding deformation along the Z direction reduced approximately 45%, to 2.2 mm, when the welding gap was 0.2 mm.
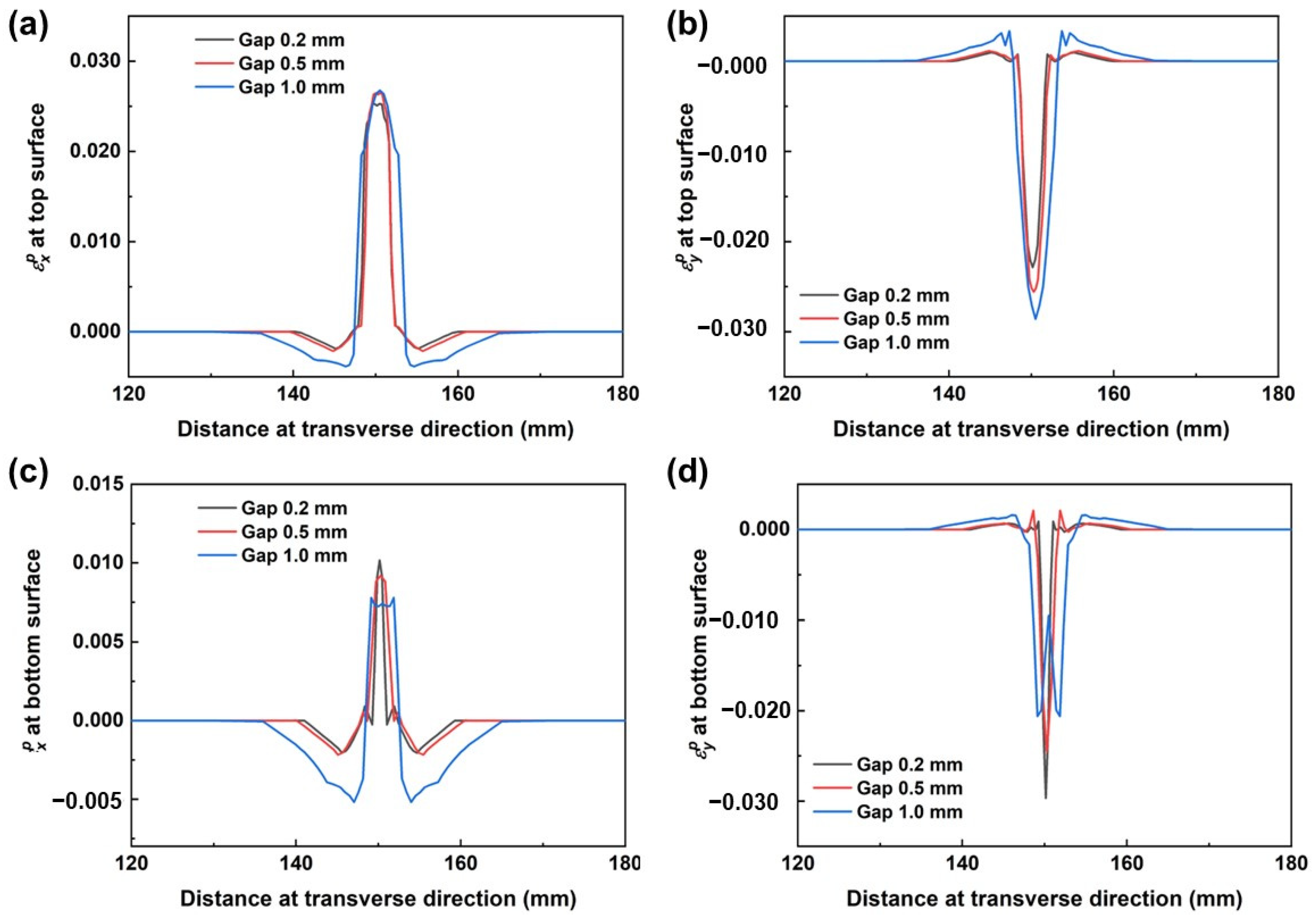
- A wider plastic strain region and larger welding residual stress value was recorded with larger gaps, since a larger fusion zone and greater deformation were produced. The highest tensile stress around the weld seam was larger than the yield strength of the base metal, since a strain-hardening phenomenon had occurred.
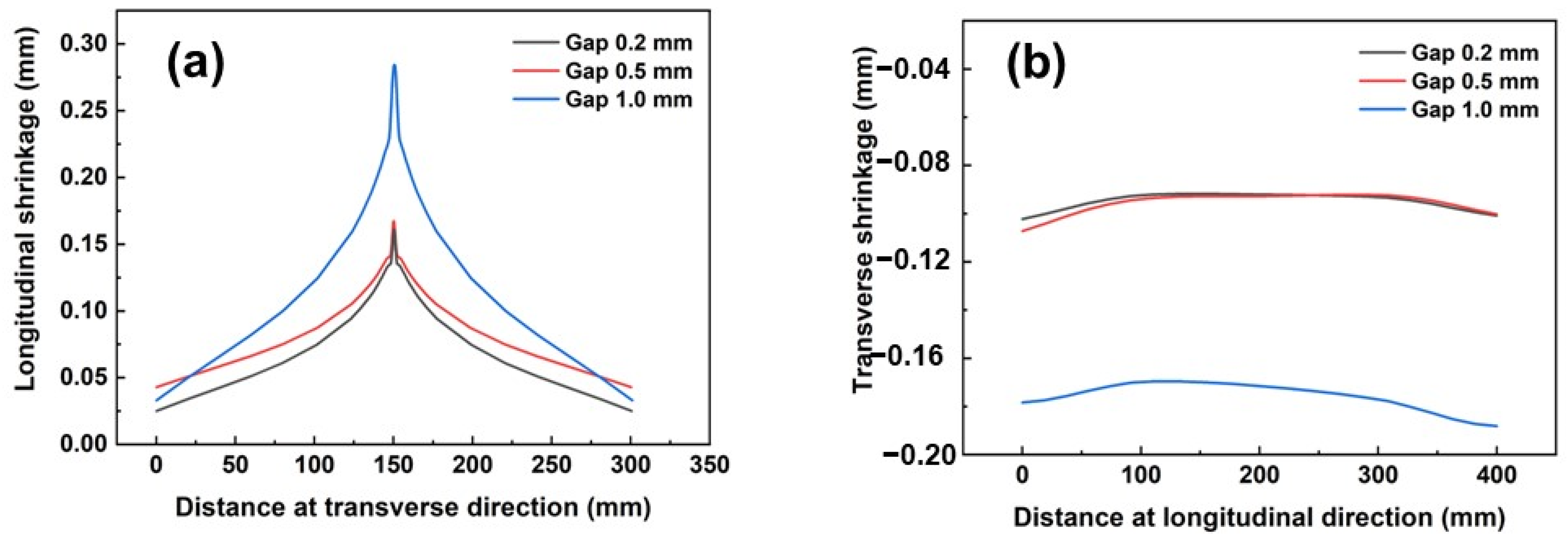
- Inherent strain theory was adopted to calculate the deformation inherent to different gaps, and larger inherent deformations were produced with laser welding gaps. From the calculated results of the inherent deformation, it was found that transverse deformation was much greater than longitude deformation. This indicated that transverse deformation was the main deformation mechanism.
- Welding deformations for complex box structures were calculated based on the calculated inherent deformations in different gaps. The highest deformations, of 10.1 mm, 7.4 mm, and 6.2 mm, were produced at the upper cover plate with a welding gap of 1.0 mm, 0.5 mm, and 0.2 mm, respectively. A maximum 30% displacement reduction occurred when a 0.2 mm gap was adopted, compared to a 1.0 mm gap. These findings suggest that a smaller welding gap should be adopted when welding complex structures in order to reduce welding deformation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rai, R.; Palmer, T.A.; Elmer, J.W.; Debroy, T. Heat transfer and fluid flow during electron beam welding of 304L stainless steel alloy. Weld. J. 2009, 88, 54–61. [Google Scholar]
- Wang, Z.; Palmer, T.A.; Beese, A.M. Effect of processing parameters on microstructure and tensile properties of austenitic stainless steel 304L made by directed energy deposition additive manufacturing. Acta Mater. 2016, 110, 226–235. [Google Scholar] [CrossRef]
- Xu, J.; Chen, J.; Duan, Y.; Yu, C.; Lu, H. Comparison of residual stress induced by TIG and LBW in girth weld of AISI 304 stainless steel pipes. J. Mater. Process. Technol. 2017, 248, 178–184. [Google Scholar] [CrossRef]
- Jiang, W.; Zhu, K.; Li, J.; Qin, W.; Zhou, J.; Li, Z.; Gui, K.; Zhao, Y.; Mao, Q.; Wang, B. Extraordinary strength and ductility of cold-rolled 304L stainless steel at cryogenic temperature. J. Mater. Res. Technol. 2023, 26, 2001–2008. [Google Scholar] [CrossRef]
- Li, J.; Cheng, W.; Qin, W.; Chen, M.; Zhao, Y.; Li, Y.; Sun, Y.; Mao, Q. Cryogenic impact property of a high-strength-ductility 304L stainless steel with heterogeneous lamella structure. J. Mater. Res. Technol. 2023, 24, 1401–1409. [Google Scholar] [CrossRef]
- Park, H.; Yoo, H.; Park, C. Wear and corrosion behaviors of high-power laser surface-cleaned 304L stainless steel. Opt. Laser Technol. 2024, 168, 109640. [Google Scholar] [CrossRef]
- Kim, J.; Jin, H.; Kwon, J.; Kang, S.; Lee, B. Effects of cellular segregation for high strength and ductility of additively manufactured 304L stainless steel. Mater. Charact. 2022, 194, 112364. [Google Scholar] [CrossRef]
- Yan, J.; Gao, M.; Zeng, X. Study on microstructure and mechanical properties of 304 stainless steel joints by TIG, laser and laser-TIG hybrid welding. Opt. Laser Eng. 2010, 48, 512–517. [Google Scholar] [CrossRef]
- Turichin, G.; Kuznetsov, M.; Sokolov, M.; Salminen, A. Hybrid Laser Arc Welding of X80 Steel: Influence of Welding Speed and Preheating on the Microstructure and Mechanical Properties. Phys. Procedia 2015, 78, 35–44. [Google Scholar] [CrossRef]
- Cai, Y.; Li, C.; Chen, H.; Xiong, J. Monitoring of distance between laser beam and arc in laser-arc hybrid welding based on deep learning. Opt. Laser Technol. 2024, 174, 110562. [Google Scholar] [CrossRef]
- Yazdian, N.; Mohammadpour, M.; Kong, F.; Kovacevic, R. Hybrid laser/arc girth welding of 304L stainless steel tubes, part 1—Pore mitigation, thermal analysis and mechanical properties. Int. J. Press. Vessel. Pip. 2018, 163, 75–93. [Google Scholar] [CrossRef]
- Kumar, K.S. Numerical modeling and simulation of a butt joint welding of AISI 316L stainless steels using a pulsed laser beam, 4th international conference on materials processing and characterization. Mater. Today Proc. 2015, 2, 2256–2266. [Google Scholar] [CrossRef]
- Um, J.; Stroud, I.A. Total Energy Estimation Model for Remote Laser Welding Process. Procedia CIRP 2013, 7, 658–663. [Google Scholar] [CrossRef]
- Xia, H.; Yang, B.; Su, J.; Liu, Y.; Su, X.; Wang, C.; Qiang, X.; Wu, T.; Tan, C. Improvement of laser welded TC4/CFRTP joint strength by combination of surface modification of MAO and laser texturing. Thin-Walled Struct. 2024, 196, 111409. [Google Scholar] [CrossRef]
- Huang, J.; Hao, K.; Xu, L.; Han, Y.; Zhao, L.; Ren, W. Grain refinement of laser-arc hybrid welded 2219 aluminum alloy by introducing TiB2 particles employing laser pre-cladding. J. Mater. Res. Technol. 2023, 27, 194–199. [Google Scholar] [CrossRef]
- Rehman, A.; Lathka, G.S.; Zubairuddin, M. Finite element analysis of laser welding of 304L butt joint. Mater. Today Proc. 2023. [Google Scholar] [CrossRef]
- Mi, Y.; Guglielmi, P.; Nilsen, M.; Sikström, F.; Palumbo, G.; Ancona, A. Beam shaping with a deformable mirror for gap bridging in autogenous laser butt welding. Opt. Lasers Eng. 2023, 169, 107724. [Google Scholar] [CrossRef]
- Tian, C.; Ren, H.; Shen, H. The connection of glass and metal with a large gap by combining laser soldering and ultrafast laser welding. J. Manuf. Process. 2023, 102, 528–534. [Google Scholar] [CrossRef]
- Webster, S.; Kristensen, J.K.; Petring, D. Joining of thick section steels using hybrid laser welding. Iron Steel 2008, 35, 496–504. [Google Scholar] [CrossRef]
- Xia, H.; Li, L.; Ma, N.; Huang, H. Analysis of influence of initial gap of laser-arc hybrid butt welds on inherent strain and welding deformation of a pipe structure. J. Laser Appl. 2016, 28, 022009. [Google Scholar] [CrossRef]
- Su, Y.; Yang, X.; Wu, D.; Meng, T.; Li, W.; Feng, W.; Vairis, A. Optimizing welding sequence of TIG cross-joint of Invar steel using residual stresses and deformations. J. Manuf. Process. 2023, 105, 232–245. [Google Scholar] [CrossRef]
- Belhadj, A.; Bessrour, J.; Masse, J.; Bouhafs, M.; Barrallier, L. Finite element simulation of magnesium alloys laser beam welding. J. Mater. Process. Technol. 2010, 210, 1131–1137. [Google Scholar] [CrossRef]
- Belitzki, A.; Stadter, C.; Zaeh, M. Distortion minimization of laser beam welded components by the use of finite element simulation and Artificial Intelligence. CIRP J. Manuf. Sci. Technol. 2019, 27, 11–20. [Google Scholar] [CrossRef]
- Li, L.; Luo, C.; Shen, J.; Zhang, Y. Numerical prediction of welding deformation in ship block subassemblies via the inhomogeneous inherent strain method. J. Manuf. Process. 2022, 80, 860–873. [Google Scholar] [CrossRef]
- Murakawa, H.; Deng, D.; Ma, N.; Wang, J. Applications of inherent strain and interface element to simulation of welding deformation in thin plate structures. Comput. Mater. Sci. 2012, 51, 43–52. [Google Scholar] [CrossRef]
- Chen, Z.; Cai, C.; Yu, J.; Huang, J.; Chen, H.; Li, L. Microstructure evolution and fracture behavior of laser welded-brazed titanium/aluminum joints with various gap sizes. J. Mater. Res. Technol. 2024, 29, 714–727. [Google Scholar] [CrossRef]
- Aberbache, H.; Mathieu, A.; Bolot, R.; Corolleur, L.B.A.; Laurent, F. Experimental analysis and numerical simulation of Laser welding of thin austenitic stainless-steel sheets using two models: Bilinear isotropic strain hardening model and Johnson–Cook model. J. Adv. Join. Process. 2024, 9, 100198. [Google Scholar] [CrossRef]
- Xia, H.; Yang, B.; Han, Y.; Xu, L.; Tan, C.; Li, L.; Li, H.; Zhao, X.; Zhang, K.; Su, X.; et al. Toward understanding the fractured mechanism in laser welded–brazed Al/steel interface by in–situ SEM tensile observations. J. Mater. Process. Technol. 2024, 325, 118294. [Google Scholar] [CrossRef]
- Xia, H.; Tao, W.; Li, L.; Tan, C.; Zhang, K.; Ma, N. Effect of laser beam models on laser welding–brazing Al to steel. Opt. Laser Technol. 2020, 122, 105845. [Google Scholar] [CrossRef]
- Varma, V.; Varghese, V.J.; Suresh, M.R. 3D simulation of residual stress developed during TIG welding of stainless steel pipes. Procedia Technol. 2016, 24, 364–371. [Google Scholar] [CrossRef]
- Shen, W.; Wu, G.; Huang, S.; Xu, S.; Liu, K.; Qin, K. Nonlinear mechanical behavior and stress amplification effect correction of thin plate welded structure considering initial deformation. J. Constr. Steel Res. 2024, 213, 108409. [Google Scholar] [CrossRef]
- Liu, J.; Li, Z.; Liu, T.; Li, L.; Liu, C.; Yang, L. A novel compliant assembly variation analysis with consideration of initial deviation and welding shrinkage. Ocean Eng. 2021, 237, 109636. [Google Scholar] [CrossRef]
- Ma, N.; Li, L.; Huang, H. Residual stresses in laser-arc hybrid welded butt-joint with different energy ratios. J. Mater. Process. Technol. 2015, 220, 36–45. [Google Scholar] [CrossRef]
- Liang, W.; Deng, D. Influences of heat input, welding sequence and external restraint on twisting distortion in an asymmetric curved panel. Adv. Eng. Softw. 2018, 115, 439–451. [Google Scholar] [CrossRef]
- Murakawa, H.; Deng, D.; Reshed, S.; Shinji, S. Prediction of distortion prediction on welded structures during assembly using inherent deformations and interface element. JWRI 2009, 38, 63–69. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mn | Si | S | C | P | Cr | Ni | Zn | Cu | Fe | σ (UTS, MPa) | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 304L | 1.50 | 0.60 | 0.015 | 0.030 | 0.020 | 19.0 | 9.0 | 0.05 | 0.05 | Bal. | 590 |
| 308L Filler | 1.80 | 0.60 | 0.008 | 0.028 | 0.015 | 20.0 | 10.0 | 0.03 | – | Bal. | 614 |
| Parameters | Values |
|---|---|
| Laser power (kW) | 2.00 |
| Welding speed (m/min) | 1.2 |
| Filler feeding speed (m/min) | 2.0 m |
| Oscillated frequency (Hz) | 50 |
| Oscillated path | Linear |
| Oscillated amplitude (mm) | 3 |
| Gas flow rate (L/min) | 15 |
| Temperature (°C) | Density (kg/m3) | Specific Heat (J/kg/°C) | Conductivity (J/mm/°C) | Yield Strength (MPa) | Thermal Expansion Coefficient (/°C) | Young’s Modulus (GPa) |
|---|---|---|---|---|---|---|
| 20 | 7884 | 459 | 0.014 | 264 | 1.69 × 10−5 | 197 |
| 100 | 7884 | 492 | 0.014 | 217 | 1.73 × 10−5 | 192 |
| 200 | 7802 | 510 | 0.015 | 186 | 1.80 × 10−5 | 184 |
| 300 | 7802 | 523 | 0.017 | 170 | 1.86 × 10−5 | 175 |
| 400 | 7781 | 539 | 0.018 | 155 | 1.91 × 10−5 | 166 |
| 600 | 7648 | 576 | 0.020 | 148 | 1.96 × 10−5 | 159 |
| 800 | 7525 | 603 | 0.023 | 91 | 2.02 × 10−5 | 151 |
| 1000 | 7402 | 639 | 0.027 | 58 | 2.05 × 10−5 | 105 |
| 1300 | 7269 | 690 | 0.033 | 20 | 2.11 × 10−5 | 20 |
| 1500 | 7249 | 699 | 0.120 | 9 | 2.16 × 10−5 | 9 |
| Initial Gaps | Longitudinal Inherent Shrinkage (mm) | Transverse Inherent Shrinkage (mm) | Longitudinal Inherent Bending (rad.) | Transverse Inherent Bending (rad.) |
|---|---|---|---|---|
| 0.2 mm | 0.00268 | 0.020246 | −0.0006 | 0.033987 |
| 0.5 mm | 0.00403 | 0.017627 | −0.0007 | 0.031678 |
| 1.0 mm | 0.01406 | 0.04980 | −0.0009 | 0.053149 |
| Initial Gaps | Longitudinal Inherent Shrinkage (mm) | Transverse Inherent Shrinkage (mm) | Longitudinal Inherent Bending (rad.) | Transverse Inherent Bending (rad.) |
|---|---|---|---|---|
| 0.2 mm | 0.00476 | 0.1395 | 0 | 0.0082 |
| 0.5 mm | 0.00556 | 0.1707 | 0 | 0.0073 |
| 1.0 mm | 0.00686 | 0.2516 | 0 | 0.0054 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, L.; Peng, G.; Yang, F.; Meng, Z.; Yuan, X.; Fan, Y.; Li, W.; Zhang, L. Effect of Welding Gap of Thin Plate Butt Welds on Inherent Strain and Welding Deformation of a Large Complex Box Structure. Materials 2024, 17, 1934. https://doi.org/10.3390/ma17091934
Zhang L, Peng G, Yang F, Meng Z, Yuan X, Fan Y, Li W, Zhang L. Effect of Welding Gap of Thin Plate Butt Welds on Inherent Strain and Welding Deformation of a Large Complex Box Structure. Materials. 2024; 17(9):1934. https://doi.org/10.3390/ma17091934
Chicago/Turabian StyleZhang, Liping, Genchen Peng, Fan Yang, Zhengyu Meng, Xiaoming Yuan, Yangyang Fan, Wen Li, and Lijie Zhang. 2024. "Effect of Welding Gap of Thin Plate Butt Welds on Inherent Strain and Welding Deformation of a Large Complex Box Structure" Materials 17, no. 9: 1934. https://doi.org/10.3390/ma17091934