1. Introduction
The corrosion of metals is one of the most destructive processes that causes huge economic losses, in particular, to automotive, marine, oil and gas, and aerospace industries. Some of the efforts taken for its prevention are the use of alternative materials and design of components, and/or application of a suitable protective coating, depending on the type of environmental conditions, the metal is exposed to and the expected life. Among all of these, the most efficient and the most common approach to control corrosion is the application of organic polymer based coatings [
1]. However, being the outermost layer on structures, these coatings are susceptible to damage and scratches originating at micro- and nano-levels during handling and service. Such damage is hard to detect, gradually propagating the corrosion process, and finally rendering the coating non-protective. The need is therefore to design and develop coatings which possess the ability to heal the damage thus maintaining the protective properties [
2].
An active protection based on “self-healing” of defects in coatings is necessary for a durable effect. Active coatings with self-healing ability can be achieved from the intelligent release systems that are incorporated into the polymer matrix. Application of these coatings is a relatively recent concept in the corrosion protection technology. The active functionality is achieved via incorporation of “smart” release of micro-containers into the polymer. The micro-container can be tailored to trigger release through different mechanisms such as release under mechanical rupture, pH controlled release, ion-exchange controlled release or desorption controlled release [
3]. Micro-containers loaded with a variety of functional materials have been used for different application fields such as biotechnology [
4,
5], preservation of flavors [
6,
7,
8,
9], sustainable drug release [
9], electro-rheology fluids [
10], dyes [
11,
12], and fire retardant powders [
9,
13,
14].
There are different techniques available for encapsulation of reactive materials, which can be classified on the basis of a wall formation mechanism as reported by Pascault
et al. [
15]. Also, considerable literature is available on the synthesis methods and parameter optimization for encapsulation. The most important parameters that influence the size, shape, morphology, and thickness of shell of microcapsules are: stirring speed, type of emulsifier, concentration of emulsifier, pH, temperature and the duration of the encapsulation reaction [
7,
16,
17,
18,
19,
20].
In the present study, self-healing coatings, consisting of encapsulated drying oil for corrosion resistance have been investigated. Linseed oil was chosen as healing agent, the significance being its ability to form a film by oxidative drying [
17,
18,
20,
21,
22,
23,
24,
25,
26,
27]. However, the drying process can be accelerated by using driers, based on cobalt, calcium, lead, and zirconium. As a basis for further modifications and a useful model reference, the synthesis procedure, proposed by Wang
et al. [
19] was used. Critical process parameters such as stirring rate and reaction time were optimized for self-healing performance in corrosive environments. Also, adhesion and impact strength were characterized for examining the commercial feasibility of the coating.
2. Results and Discussion
For self-healing coating containing microcapsules, it is very important for the healing agent to remain intact within the shell, and get released easily when the microcapsules are ruptured. For both properties the shell formed should be thin and compact, which depends on the extent of the polymerization process. To investigate the influence of reaction time on shell thickness and extent of polymerization, the reaction time was varied between 1 and 4 h as shown in
Table 1. In the synthesis of microcapsules, formation and stabilization of emulsion is very critical. This is greatly influenced by the concentration of emulsifier and the stirring speed. Thus the stirring speed was varied between 100 and 400 rpm as also shown in
Table 1.
Table 1.
Particle size and shell thickness data with change in reaction time and stirring speed.
Table 1.
Particle size and shell thickness data with change in reaction time and stirring speed.
| Stirring Speed (rpm) | Reaction Time (h) |
|---|
| 1 | 2 | 3 | 4 |
|---|
| 100 | Particle size: 8 μm | Particle size: 10 μm | Particle size: 11 μm | Particle size: 13 μm |
| Core size: -NA- | Core size: -NA- | Core size: -NA- | Core size: -NA- |
| Shell thickness: -NA- | Shell thickness: -NA- | Shell thickness: -NA- | Shell thickness: -NA- |
| 200 | Particle size: 10 μm | Particle size: 13 μm | Particle size: 18 μm | Particle size: 17 μm |
| Core size: -NA- | Core size: -NA- | Core size: -NA- | Core size: -NA- |
| Shell thickness: -NA- | Shell thickness: -NA- | Shell thickness: -NA- | Shell thickness: -NA- |
| 300 | Particle size: 11 μm | Particle size: 14 μm | Particle size: 40 μm | Particle size: 45 μm |
| Core size: 6 μm | Core size: 8 μm | Core size: 32 μm | Core size: 15 μm |
| Shell thickness: 5 μm | Shell thickness: 6 μm | Shell thickness: 8 μm | Shell thickness: 30 μm |
| 400 | Particle size: 10 μm | Particle size: 12.5 μm | Particle size: 31 μm | Particle size: 35 μm |
| Core size: 3 μm | Core size: 2.5 μm | Core size: 21 μm | Core size: 7 μm |
| Shell thickness: 7 μm | Shell thickness: 10 μm | Shell thickness: 10 μm | Shell thickness: 28 μm |
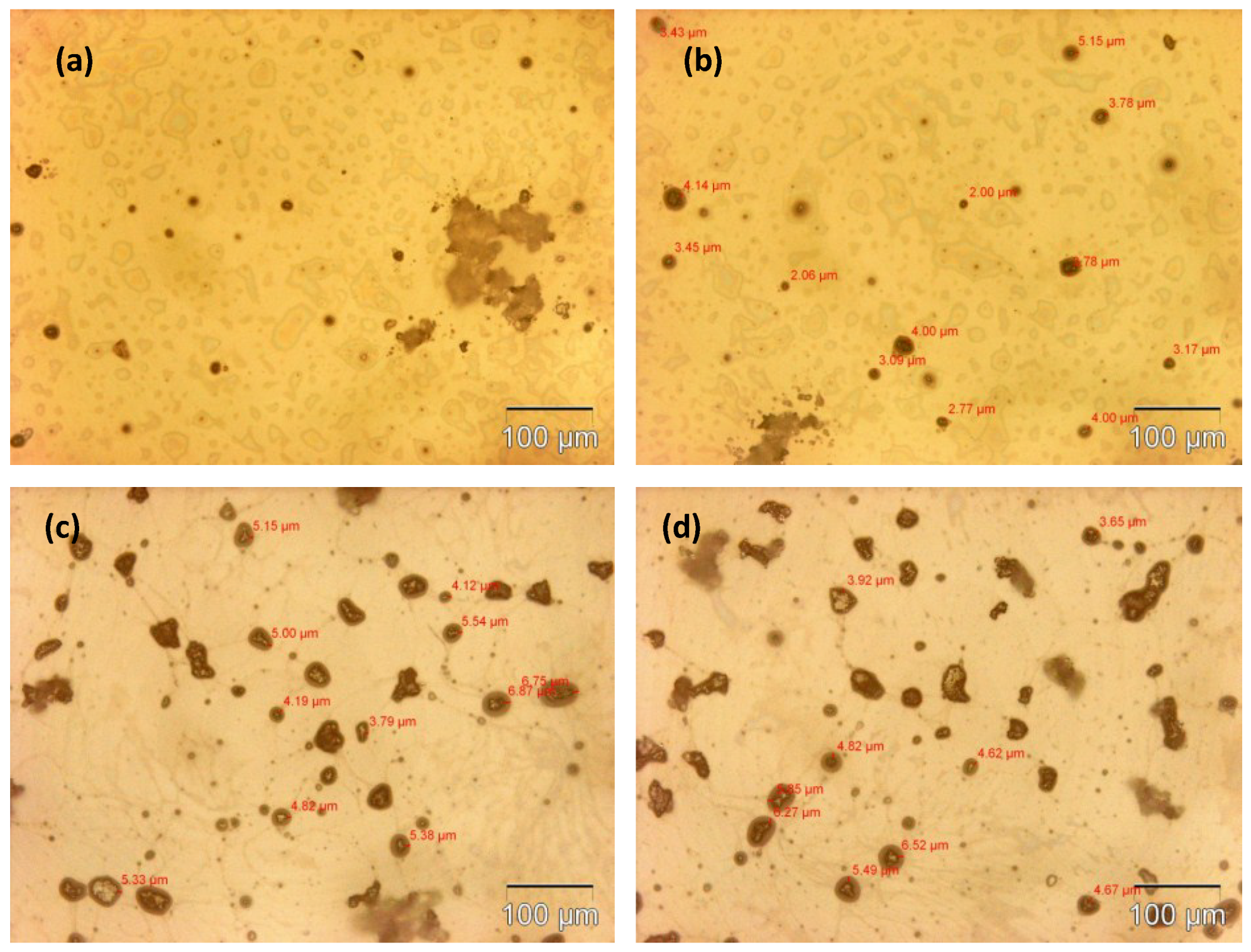
The microcapsule mean diameter and shell wall thickness were determined using an optical microscope (Olympus GX51, Olympus Corporation, Shinjuku-ku, Tokyo, Japan) that was equipped with image analyzing software (Olysia m3, Olympus Corporation, Shinjuku-ku, Tokyo, Japan). Features in
Figure 1a,b,
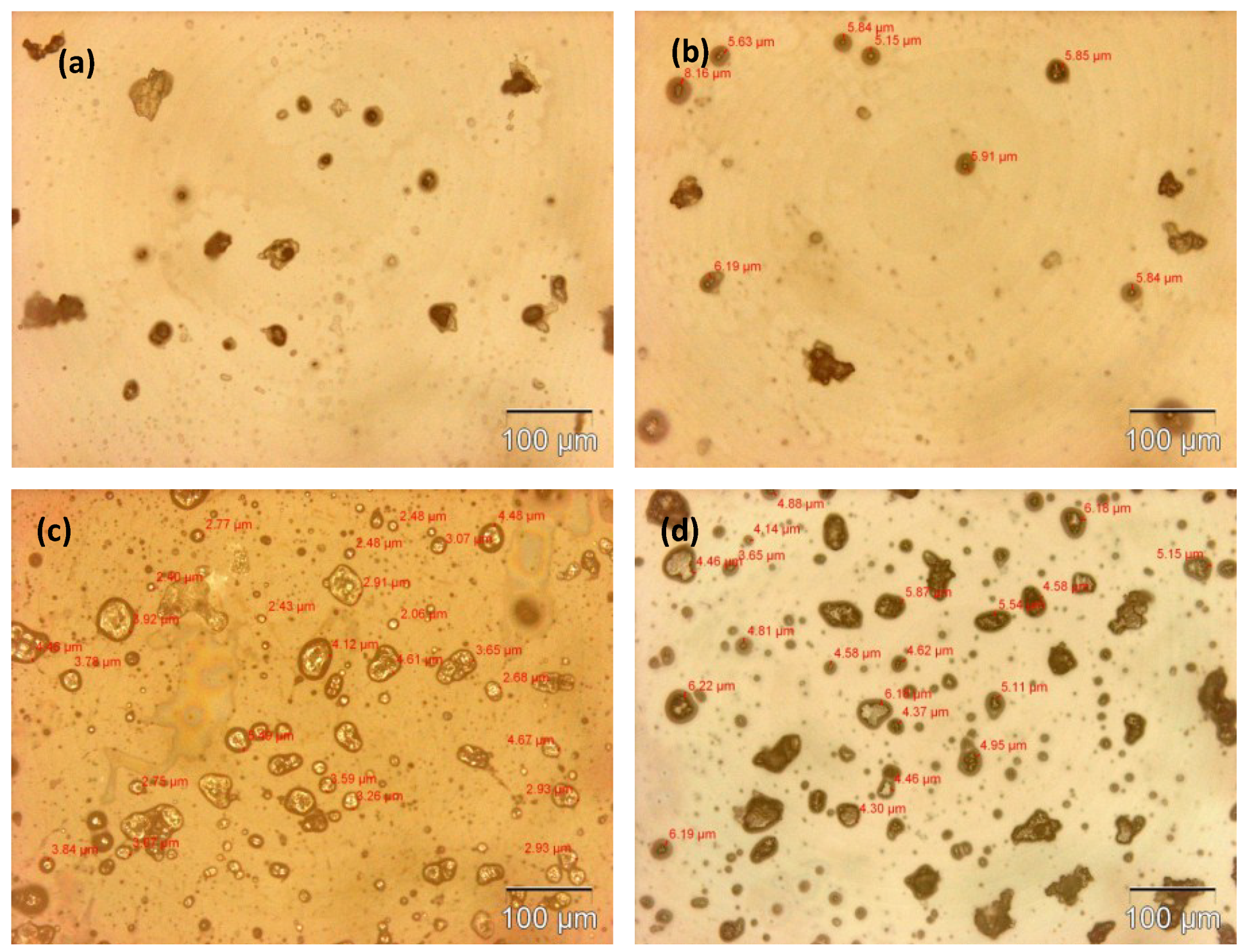
Figure 2a,b,
Figure 3a,b and
Figure 4a,b show that the formation of urea-formaldehyde (UF) polymer particles predominated under the respective conditions, and microcapsule formation was negligible. The reason could be the stirring speeds of 100 and 200 rpm, which are insufficient for stabilization of the emulsion (which is also reflected in
Table 1), leading to agglomeration of linseed oil forming a separate oil phase. The purpose of stirring is to form stable emulsion by breaking large oil droplets into smaller oil droplets. The agglomeration of oil droplets is favored at low stirring speeds, allowing formation of an unstable emulsion [
23,
28]. This affects the polymerization process of the urea formaldehyde shell around the oil droplets leading to formation of polymer particles. On the other hand, at stirring speeds of 300 and 400 rpm, the emulsion formed at the same dosage of surfactant was homogeneous and stable. Therefore, the formation of microcapsules was observed as shown in
Figure 1c,d,
Figure 2c,d,
Figure 3c,d and
Figure 4c,d.
As can be seen in the
Figure 1c,d,
Figure 2c,d,
Figure 3c,d and
Figure 4c,d and the summary in
Table 1,the shell thickness increases with increasing reaction time, thereby leading to an increase in the permeability of the shell wall. One of the possible reasons which can be attributed to increased permeability is a facile polymerization reaction for shell formation at the interface in the direction normal to the surface of the core. This facilitated increase in the shell thickness [
29]. However, with increase in thickness, the time required to complete cross-linking and polymerization of UF so as to form a compact-nonporous shell, also increases. From
Figure 1,
Figure 2,
Figure 3 and
Figure 4 and
Table 1, it is evident that the combination of the reaction time of 3 h and the stirring speed of 300 rpm, allows formation of microcapsules with a maximum core having a thin and compact shell wall thickness. Further reaction leads to an increase in shell thickness and permeability.
Figure 1.
Optical microscopy images of microcapsules developed at a constant reaction time of 1 h but different stirring speeds: (a) 100 rpm; (b) 200 rpm; (c) 300 rpm; (d) 400 rpm.
Figure 1.
Optical microscopy images of microcapsules developed at a constant reaction time of 1 h but different stirring speeds: (a) 100 rpm; (b) 200 rpm; (c) 300 rpm; (d) 400 rpm.
Figure 2.
Optical microscopy images of microcapsules developed at a constant reaction time of 2 h but different stirring speeds: (a) 100 rpm; (b) 200 rpm; (c) 300 rpm; (d) 400 rpm.
Figure 2.
Optical microscopy images of microcapsules developed at a constant reaction time of 2 h but different stirring speeds: (a) 100 rpm; (b) 200 rpm; (c) 300 rpm; (d) 400 rpm.
Figure 3.
Optical microscopy images of microcapsules developed at a constant reaction time of 3 h but different stirring speeds: (a) 100 rpm; (b) 200 rpm; (c) 300 rpm; (d) 400 rpm.
Figure 3.
Optical microscopy images of microcapsules developed at a constant reaction time of 3 h but different stirring speeds: (a) 100 rpm; (b) 200 rpm; (c) 300 rpm; (d) 400 rpm.
Figure 4.
Optical microscopy images of microcapsules developed at a constant reaction time of 4 h but different stirring speeds: (a) 100 rpm; (b) 200 rpm; (c) 300 rpm; (d) 400 rpm.
Figure 4.
Optical microscopy images of microcapsules developed at a constant reaction time of 4 h but different stirring speeds: (a) 100 rpm; (b) 200 rpm; (c) 300 rpm; (d) 400 rpm.
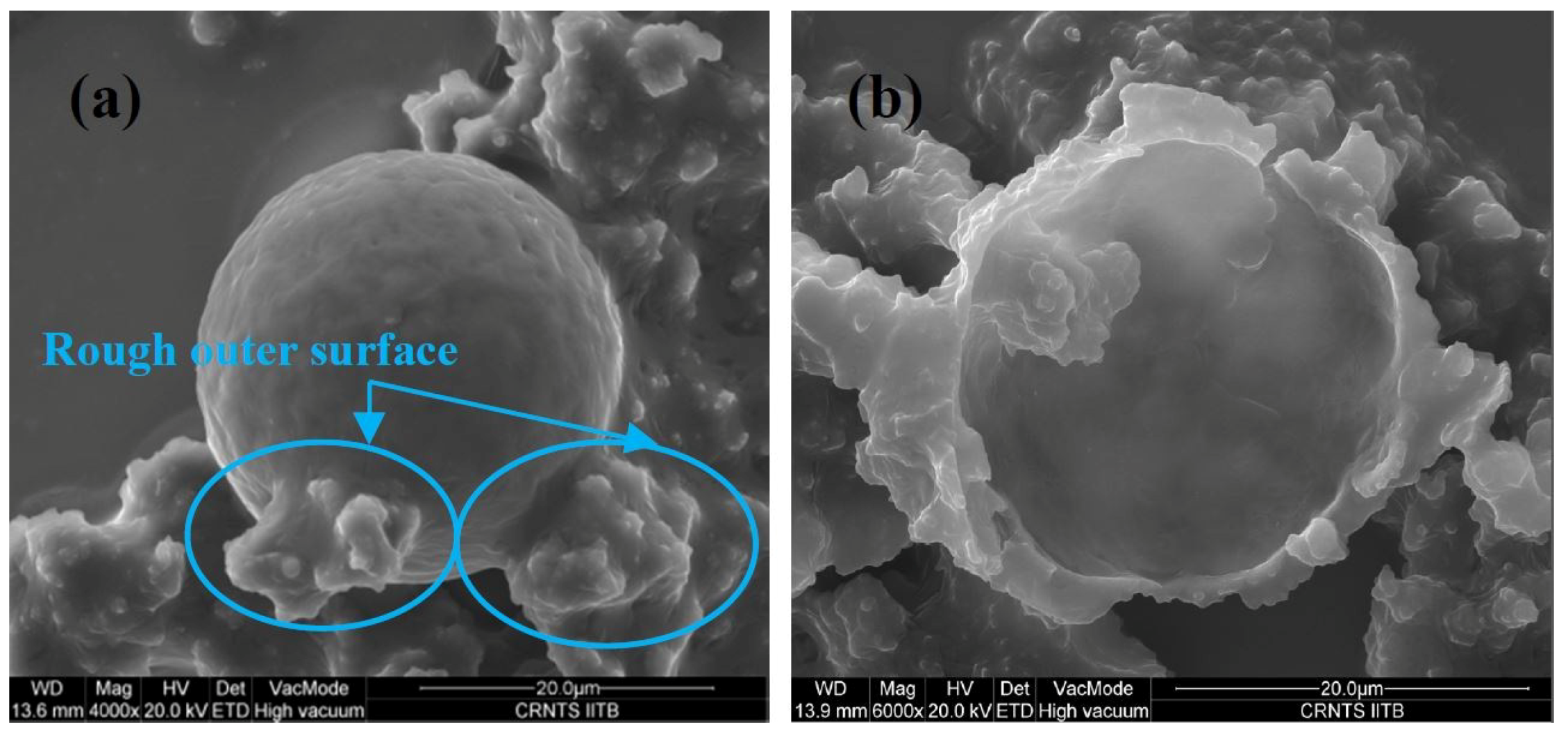
The surface morphology of the microcapsules obtained at 300 rpm, and reaction time 3 h were investigated by scanning electron microscopy (SEM) (Hitachi S-3400N, High Tech Solutions Corporation, Tokyo, Japan). As can be seen, the microcapsule clearly had a rough outer surface (
Figure 5a) and smooth inner surface morphology (
Figure 5b). The rough outer surface morphology provides the additional interfacial area necessary for better adhesion with the film matrix. This probably eases the breakage of microcapsules due to stress generated in the scribed area [
21].
Figure 5.
Scanning electron microscopy (SEM) images of microcapsules at 300 rpm and a reaction time of 3 h: (a) rough outer surface and (b) smooth inner surface.
Figure 5.
Scanning electron microscopy (SEM) images of microcapsules at 300 rpm and a reaction time of 3 h: (a) rough outer surface and (b) smooth inner surface.
Microcapsules prepared by an
in-situ polymerization method under the optimized conditions were characterized using Fourier transform infrared spectroscopy (Jasco FT/IR 6100, Jasco, Easton, MD, USA) to confirm the presence of linseed oil and UF, the spectrum of UF having characteristic peaks of C–H stretching (2965 cm
−1), N–H bending (1535 cm
−1), C–H bending (1377 cm
−1), C=O stretching (1656 cm
−1), C–N stretching (1184 cm
−1) and O–H stretching (3280 cm
−1). The linseed oil’s spectrum having C–H stretching (2933 cm
−1), C=C symmetric stretching (1654 cm
−1), C=O stretching (1751 cm
−1), C–H bending (1456 cm
−1) and O–H (2924 cm
−1) peaks. All the characteristic peaks of UF and linseed oil were found in the FT-IR spectrum of the microcapsule (
Figure 6), which confirms the presence of UF and linseed oil in the microcapsule. Additionally, a shift of the C=C peak from 1654 to 1669 cm
−1 of UF and the C=O peak of linseed oil from 1751 to 1741 cm
−1 confirms the formation of cross linked polymer.
Figure 6.
FT-IR spectra of microcapsules, linseed oil and urea-formaldehyde (UF) polymer.
Figure 6.
FT-IR spectra of microcapsules, linseed oil and urea-formaldehyde (UF) polymer.
In view of the above, it is established that linseed oil has been successfully encapsulated in the UF shell. The oil content of the prepared microcapsules was determined for an extraction time of 5 h using the Soxhlet process as reported elsewhere [
17,
18,
20,
21,
22,
23,
24,
25]. The percentage linseed oil content in the microcapsules was determined to be 82% using the Soxhlet process.
2.2. Immersion Test
To investigate the effectiveness of healing and the extent of corrosion protection offered by the self-healing coating, the control coating and the coating loaded with 3% microcapsules were immersed in 3.5% NaCl solution. The coatings were manually scribed with the help of a sharp needle to expose the underlying substrate to the corrosive environment. The control coating started forming blisters and rust within 24 h, and accelerated corrosion activity in the coming days. As shown in
Figure 11a and
Figure 12a, extensive rust formation was observed with increase in the duration of its exposure, particularly in the scribed region of the control coating. In contrast, the coating incorporated with 3% microcapsules showed no visible traces of blistering and rust formation over 200 h immersion (
Figure 11b). Even over 500 h of immersion, only slight rust formation was observed in the scribed region (
Figure 12b). This remarkable anticorrosive performance of the coating embedded with microcapsules, establishes the excellent ability of oxidative polymerization of linseed oil released from the ruptured microcapsules in healing the cracks, preventing further ingress of oxygen and moisture.
The adhesion test results (
Table 2) show no difference in the mean adhesion values of the control and microcapsule embedded sample. Thus, it is evident that the incorporation of microcapsules did not result in any sacrifice to the adhesion.
The impact test results in
Table 3 indicate no significant change in the resistance offered by the control sample and the coating embedded with microcapsules, and no significant loss of impact resistance.
Figure 11.
Coating surface after immersion in 3.5% NaCl solution after 200 h; (a) Control coating; (b) Self-healing coating embedded with 3% microcapsules.
Figure 11.
Coating surface after immersion in 3.5% NaCl solution after 200 h; (a) Control coating; (b) Self-healing coating embedded with 3% microcapsules.
Figure 12.
Coating surface after immersion in 3.5% NaCl solution after 500 h; (a) Control coating; (b) Self-healing coating embedded with 3% microcapsules.
Figure 12.
Coating surface after immersion in 3.5% NaCl solution after 500 h; (a) Control coating; (b) Self-healing coating embedded with 3% microcapsules.
Table 2.
Adhesion strength of control and microcapsule embedded epoxy coated samples.
Table 2.
Adhesion strength of control and microcapsule embedded epoxy coated samples.
| Sample | Adhesion strength of samples | Mean Adhesion strength |
|---|
| Control epoxy coating | 5B, 5B | 5B |
| Epoxy coating incorporated with microcapsules prepared at 300 rpm for 3 h | 5B, 5B | 5B |
Table 3.
Impact strength of control and microcapsule embedded epoxy coated samples.
Table 3.
Impact strength of control and microcapsule embedded epoxy coated samples.
| Sample | Impact Strength of Samples (inch-lbs) | Mean Impact Strength (inch-lbs) |
|---|
| Control epoxy coating | 233, 237, 243, 235, 240 | 237.6 |
| Epoxy coating incorporated with microcapsules prepared at 300 rpm for 3 h | 230, 238, 225, 233, 230 | 231.2 |
3. Experimental Section
The microcapsules were prepared by an
in situ polymerization method using an oil-in-water emulsion technique [
14,
17,
18,
20,
21,
22,
23,
25,
27]. The schematic of the process is shown in
Figure 13.
Figure 13.
Schematic of the formation of microcapsules by two step in-situ polymerization.
Figure 13.
Schematic of the formation of microcapsules by two step in-situ polymerization.
3.1. Material
High purity materials required for forming microcapsule wall-forming materials, viz., urea, formaldehyde (37 wt% formaldehyde in water) solution, ammonium chloride, resorcinol, triethanolamine (TEA), hydrochloric acid (HCl) were procured from Merck Co. (Mumbai, India), whereas linseed oil, surface active agent Fynol P, driers cobalt napthenate, zirconium octoate and the epoxy paint were procured from local sources.
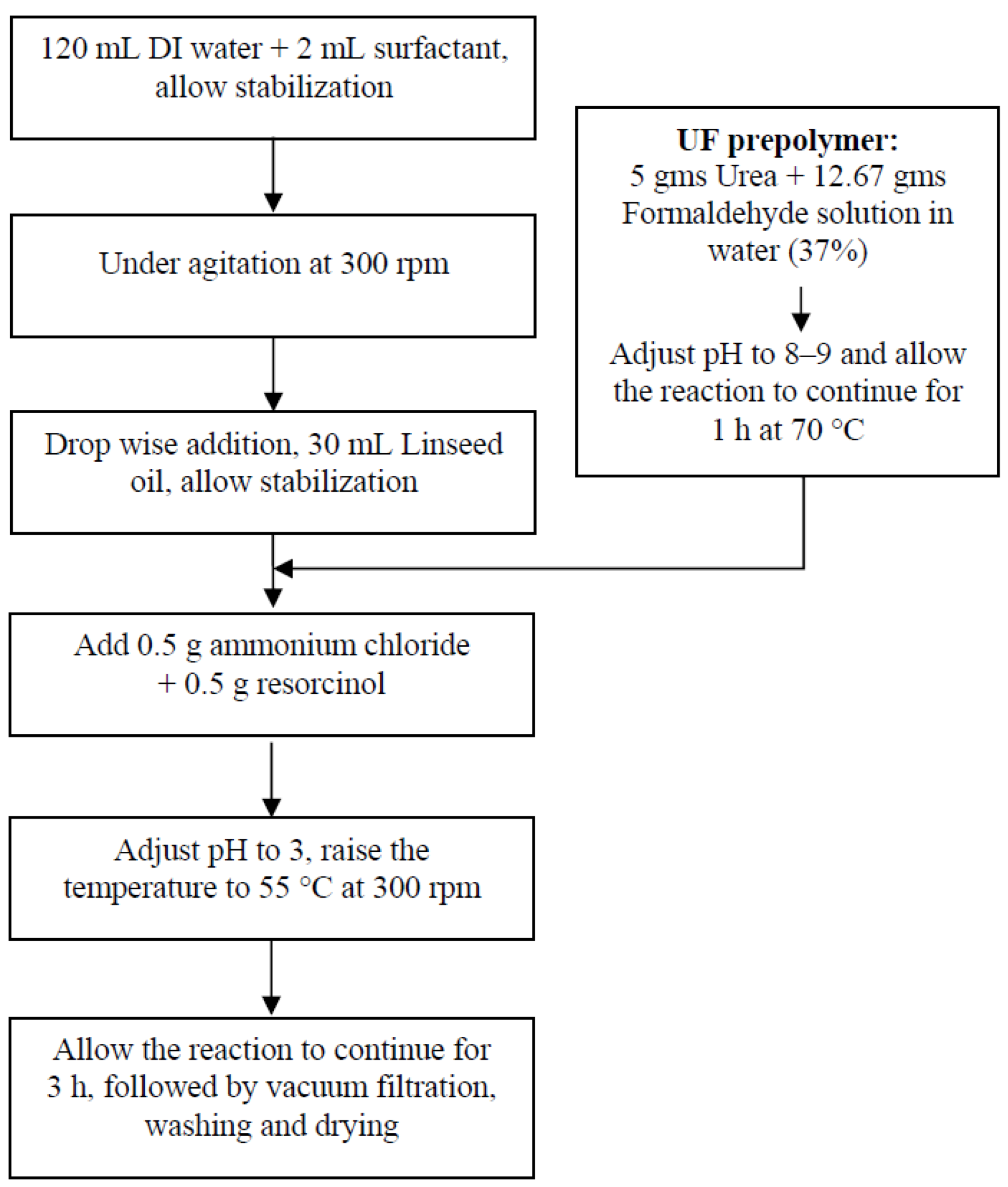
3.2. Preparation of Pre-Polymer
Urea (5 g) and 12.67 g of formaldehyde were mixed in a 100 mL beaker, and stirred at 250 rpm until a clear solution was obtained. The pH of the solution was adjusted to 8–9, with TEA. The solution mixture was heated to 70 °C and held for 1 h, using a water bath. This procedure produced urea formaldehyde (UF) pre-polymer.
3.3. Synthesis of Microcapsules
An optimized mixture of non-ionic and anionic surfactant, Fynol P (2 mL) was added to 120 mL of deionized (DI) water in a 250 mL three necked flask. The mixture was stirred for 15–20 min, and then 25 mL of linseed oil was slowly added to form an emulsion. The emulsion was allowed to stabilize at 100–400 rpm for half an hour. After stabilization, UF pre-polymer was added to the emulsion at room temperature, followed by additions of 0.5 g resorcinol and 0.5 g ammonium chloride. After stirring for 20–30 min, the pH of the emulsion was adjusted to 2–3 by adding 5 wt% HCl. The solution was slowly heated to 50–55 °C, and the reaction was allowed to continue for 1–4 h, before allowing it to cool to ambient temperature. This procedure produced microcapsules that were recovered using vacuum filtration, and then washed thoroughly with DI water and xylene, to remove suspended oil particles and contamination. These microcapsules were vacuum dried at 50 °C. The microcapsules were in the form of a free flowing powder.
3.4. Encapsulation
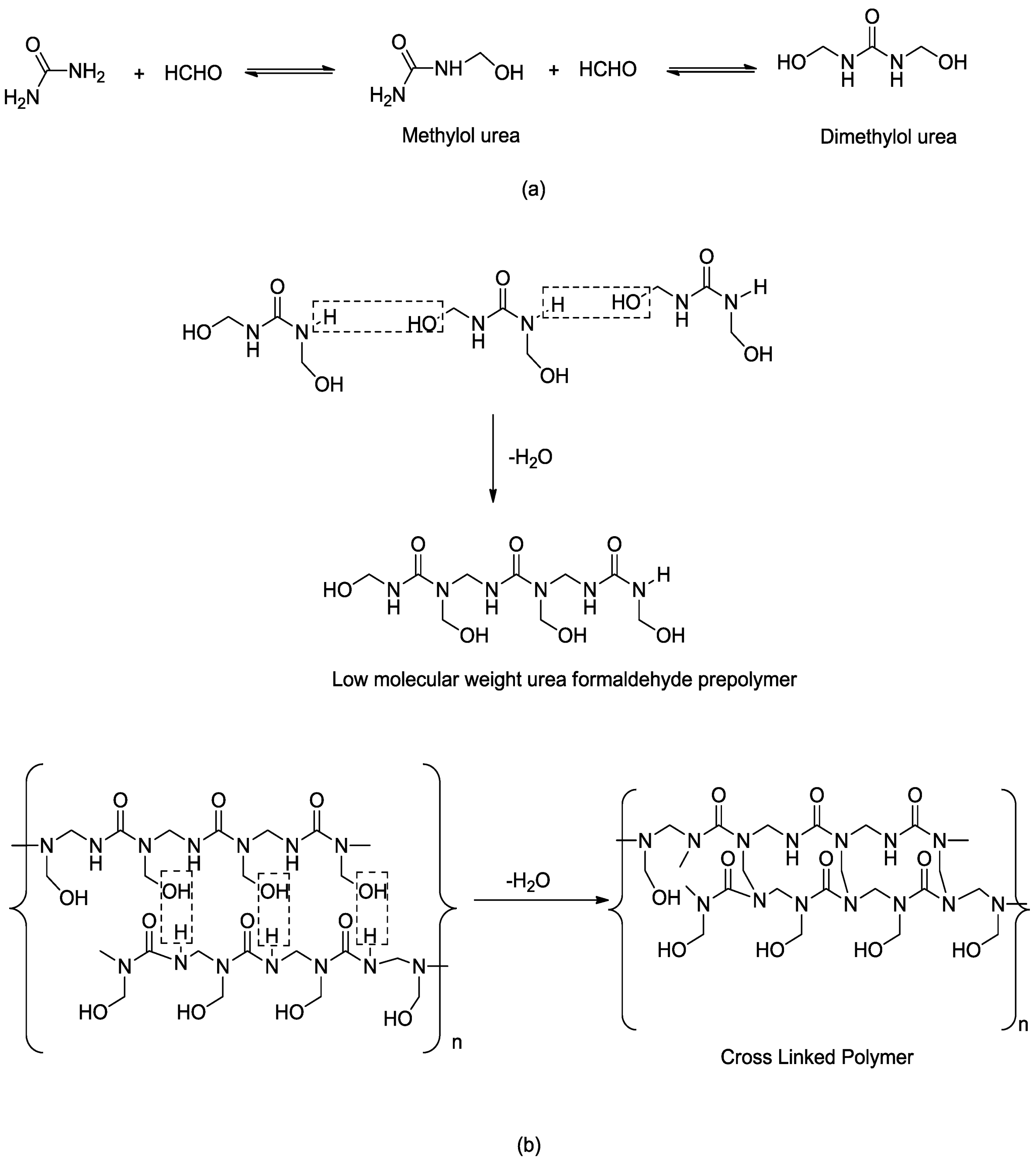
The mechanism of
in-situ polymerization reaction of urea formaldehyde (UF) microcapsules follows two steps. The first step,
i.e., addition reaction, involves the reaction between urea and formaldehyde, forming methylol urea as shown in
Figure 14a. However, urea being tetra functional, the presence of excess of formaldehyde might lead to formation of tetra methylol urea. To restrict the formation of dimethylol urea, the pH of the mixture was adjusted to 8–9 and a temperature of 70 °C for 1 h. The reaction was carried out for 1 h. The second step involves condensation reaction between the molecules of dimethylol urea forming a low molecular weight pre-polymer. Further reaction leads to cross linked polymer as shown in
Figure 14b. The reaction mixture was adjusted to pH 2–3 at 50–60 °C. The reaction speed can be controlled by varying temperature and pH, depending upon the extent of the desired cross-linking [
30,
31]. The addition and condensation polymerization reaction of urea formaldehyde is shown in
Figure 13.
3.5. Determination of Linseed Oil Content in the Microcapsule
The linseed oil content of the microcapsule core was determined using the Soxhlet process [
17,
18,
20,
21,
22,
23,
24,
25]. The process follows a solvent extraction method, that is used to separate or isolate a species from a mixture of compounds or impurities, and that is based on solubility characteristics. Xylene was used as extracting solvent, owing to its good miscibility with linseed oil. A known weight of microcapsules (
Wi) was crushed using a pestle and mortar and transferred to a thimble. Pestle and mortar were rinsed with xylene and added to the thimble. After 5 h of extraction, at approximately 120 °C in an oil bath, the thimble was carefully taken out of the Soxhlet apparatus and after allowing the solvent to drain off completely, it was dried in an oven at 60 °C for 24 h. The final weight of the remained material (
Wf) was noted and the core content of synthesized capsules was determined using the following equation:
Figure 14.
Chemical reaction of urea with formaldehyde form cross linked polymer.
Figure 14.
Chemical reaction of urea with formaldehyde form cross linked polymer.
3.6. Preparation of Self-Healing Coating
To investigate the self-healing performance, epoxy based primer system with and without microcapsules was applied on commercially available CR1 grade mild steel substrate (3 inch × 6 inch × 0.0197 inch) as specified in IS 513 [
32]. The substrates were first rinsed with acetone to remove contaminants such as oil and dirt, followed by cleaning with 200 mesh size grit paper. The microcapsules were incorporated into the epoxy based primer using two steps. In the first step, microcapsules were allowed to disperse homogeneously in 10 mL of solvent mixture comprising 30% xylene and 70% toluene by means of a water bath ultra sonicator for 30 min. After completion of the dispersion process, the microcapsules were mixed in the primer system using a three-blade mechanical stirrer for 20 min. The prepared self-healing coating was applied using a four-way applicator which gave a uniform coating thickness of around 50–60 microns (measured using Dry Film Thickness Gauge, Elcometer 456, Elcometer Instruments Ltd., Manchester, UK). For evaluation of the mechanical integrity and corrosion resistance of the coating, it was scribed with the help of a sharp needle, after curing for 7 days. The tip radius of the needle was 0.015 mm, made of stainless steel. The coating was scribed at a load of 500 g.
3.7. Adhesion Test
The probable negative effect of microcapsule embedment on the adhesion strength of epoxy coating was investigated by tape test according to ASTM D3359-09 [
33]. The test was conducted using two control samples (without microcapsules) and microcapsule embedded coated samples respectively. The assessment involves applying and removing pressure sensitive tape over six cuts made in the film by means of a cross hatch gauge, spaced 2 mm apart.
3.8. Impact Test
Impact tests were conducted to determine the ability of a coating film to resist shattering, cracking, or chipping on rapid deformation, and thus to investigate the negative effect, if any, due to the microcapsule embedment on the mechanical property of the coating. The coated mild steel samples were tested according to ASTM D2794-93 [
34], using 0.5 inch indenter diameter and 2 lbs indenter weight.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}













