Matrix Structure Evolution and Nanoreinforcement Distribution in Mechanically Milled and Spark Plasma Sintered Al-SiC Nanocomposites


Abstract
:1. Introduction
2. Materials and Experimental Procedures
2.1. Materials

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Al | Fe | Si | Ti | Ga | Ni | Cu, Mn, Pb, Zr, Zn, Cr |
|---|---|---|---|---|---|---|---|
| wt. % | 99.88 | 0.074 | 0.024 | 0.006 | 0.006 | 0.005 | 0.001 each |
| Size (µm) | % |
|---|---|
| 63 | 0 |
| 53 | 1 |
| 45 | 11 |
| 38 | 11.4 |
| <38 | 76.6 |
2.2. Experimental Procedures
3. Results and Discussion









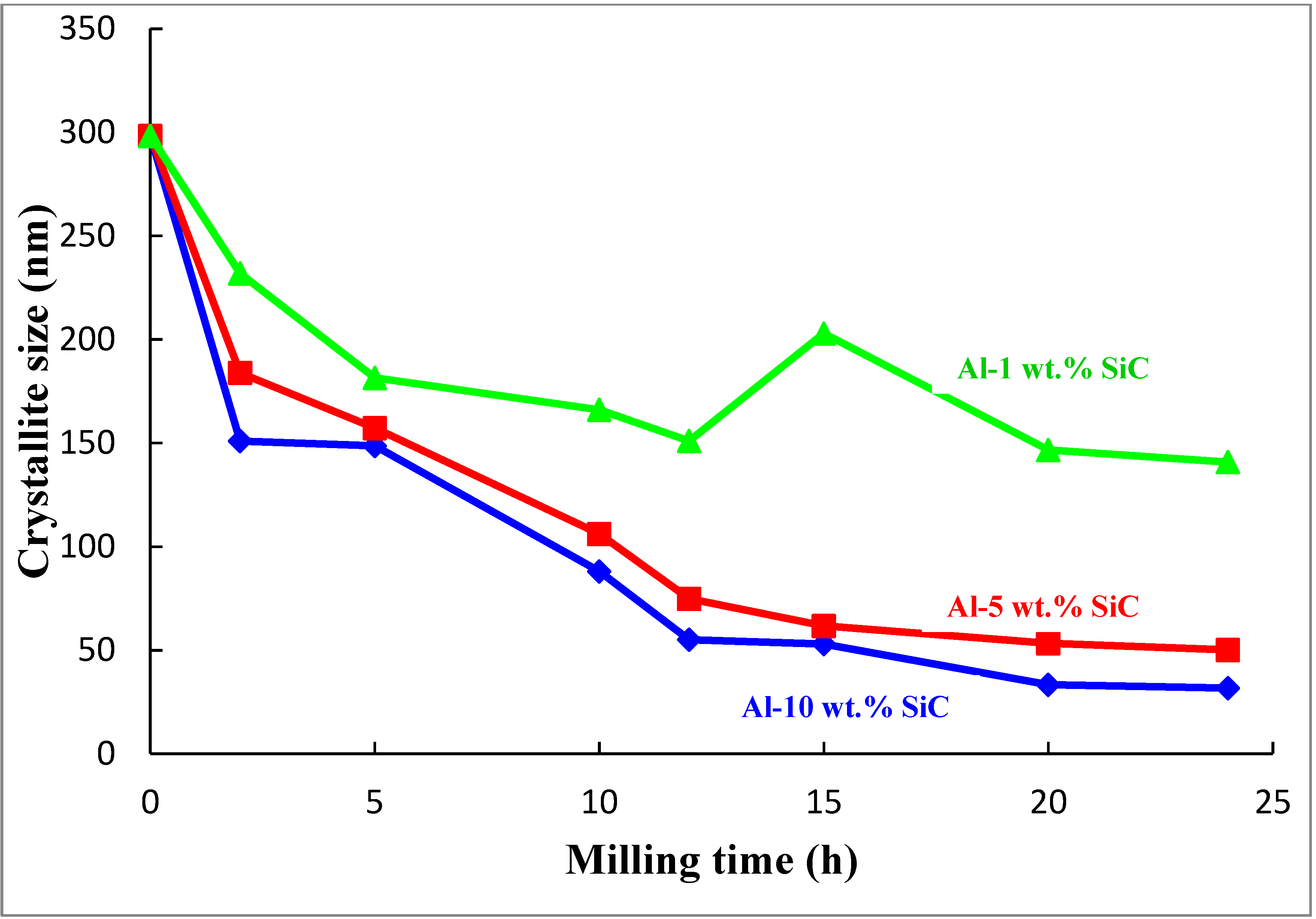
| Composite | Sintering conditions | L before sintering (nm) | L after sintering (nm) | Ref. |
|---|---|---|---|---|
| Al-10 wt.% SiC | SPS, 600 °C, 50 MPa, 10 min | 32 | 66 | This work |
| Al-5 wt.% SiC | SPS, 600 °C, 50 Mpa, 10 min | 50 | 144 | This work |
| Al-1 wt.% SiC | SPS, 600 °C, 50 Mpa, 10 min | 140 | 298 | This work |
| Pure Al | SPS, 600 °C, 50 Mpa, 10 min | 298 | 366 | This work |
| Al-SiC | SPS, 450 °C, 200 MPa, 5 min | - | 100 | [9] |
| Al-6 wt.% SiC | CIP, 640 °C, 700 MPa, 1 h | 69 | 350 | [58] |
| Al-1.2 wt.% SiC | CIP, 640 °C, 700 MPa, 1 h | 63 | 150 | [58] |
| Al-10 SiC-CNT | Hot pressing for 1.5 h, 550 °C | 32 | 43 | [59] |
| Al-5 SiC-CNT | Hot pressing for 1.5 h, 550 °C | 34 | 45 | [59] |
| Pure Al | Hot pressing for 1.5 h, 550 °C | 141 | 183 | [59] |
| Al-5356/B4C | SPS, 500 °C, 50 MPa, 5 min | 36 | 92 | [60] |
| Al5083-10 wt.% SiC | SPS, 500 °C, 50 MPa, 3 min | 25 | 30 | [43] |

| Composite | K (°C/min) | P (MPa) | T (°C) | Time (min) | HV | Ref. |
|---|---|---|---|---|---|---|
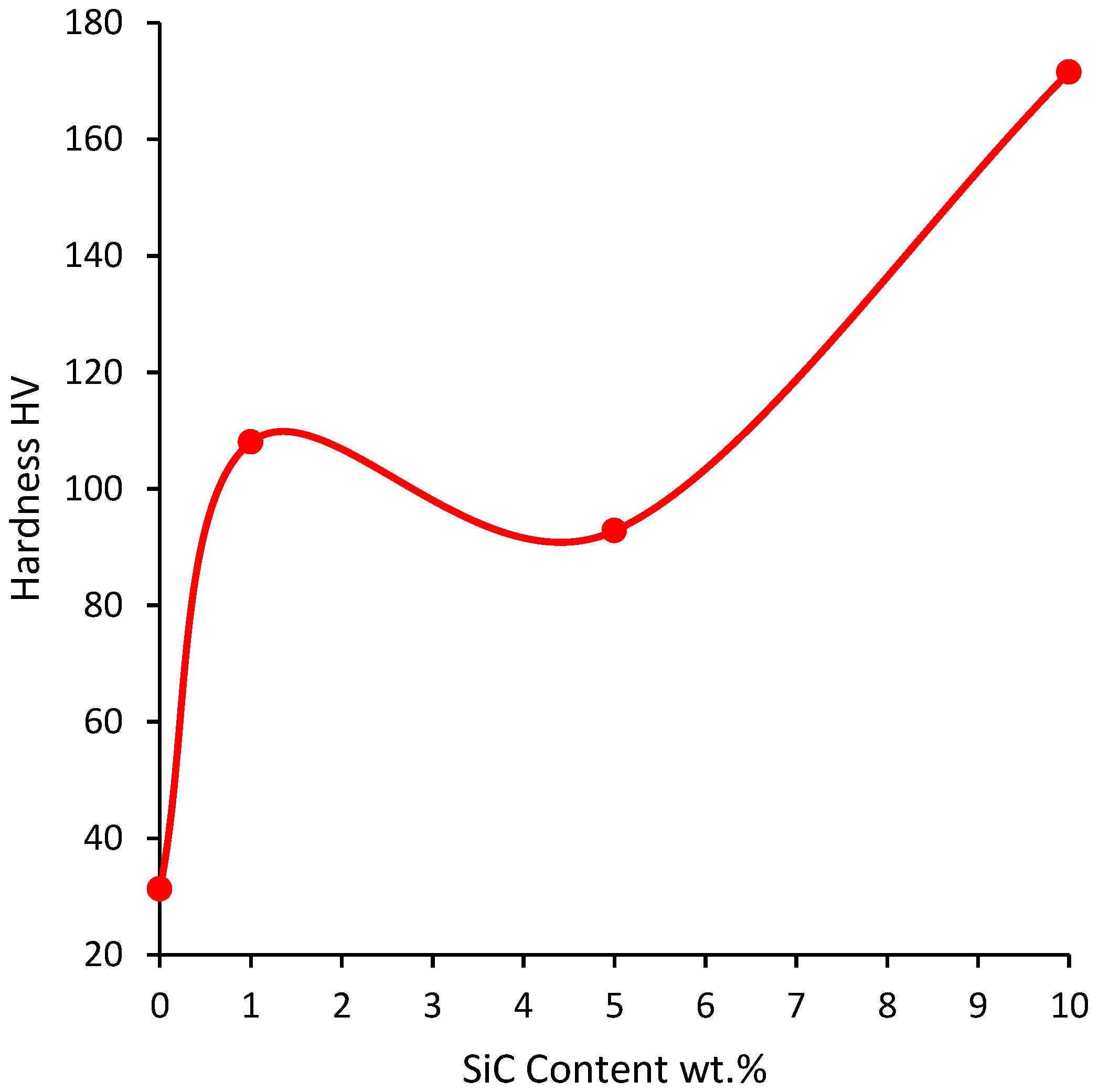
| Pure Al | 200 | 50 | 600 | 10 | 31.3 | This work |
| Al-1 wt.% SiC | 200 | 50 | 600 | 10 | 108 | This work |
| Al-5 wt.% SiC | 200 | 50 | 600 | 10 | 92.8 | This work |
| Al-10 wt.% SiC | 200 | 50 | 600 | 10 | 171.53 | This work |
| Al5083 | 300 | 50 | 500 | 3 | 148 | [43] |
| Al5083-10 wt.% SiC | 300 | 50 | 500 | 3 | 250 | [43] |
| Al2124 | 100 | 35 | 500 | 20 | 110.24 | [61] |
| Al2124 + 1 wt.% CNTs | 100 | 35 | 500 | 20 | 118.19 | [61] |
| Al6061 | 100 | 35 | 450 | 20 | 66 | [62] |
| Al6061 + 1 wt.% CNTs | 100 | 35 | 450 | 20 | 71 | [62] |
| Al-7Si-0.3 Mg | 100 | 35 | 500 | 20 | 63 | [63] |
| Al-7Si-0.3 Mg + 0.5 wt.% CNTs | 100 | 35 | 500 | 20 | 68 | [63] |
| Al-12Si-0.3 Mg | 100 | 35 | 500 | 20 | 68 | [63] |
| Al-12Si-0.3 Mg + 0.5 wt.% CNTs | 100 | 35 | 500 | 20 | 83 | [63] |
| Al-7Si-0.3 Mg | 100 | 35 | 500 | 20 | 63 | [48] |
| Al-7Si-0.3 Mg + 5 wt.% SiC | 100 | 35 | 500 | 20 | 71 | [48] |
| Al-7Si-0.3 Mg + 12 wt.% SiC | 100 | 35 | 500 | 20 | 75 | [48] |
| Al-7Si-0.3 Mg + 20 wt.% SiC | 100 | 35 | 500 | 20 | 69 | [48] |
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Bakshi, S.R.; Lahiri, D.; Agarwal, A. Carbon nanotube reinforced metal matrix composites—A review. Int. Mater. Rev. 2010, 55, 41–64. [Google Scholar]
- Miracle, D.B. Metal matrix composites—From science to technological significance. Compos. Sci. Technol. 2005, 65, 2526–2540. [Google Scholar]
- Ceschini, L.; Minak, G.; Morri, A. Tensile and fatigue properties of the AA6061/20 vol.% Al2O3p and AA7005/10 vol% Al2O3p composites. Compos. Sci. Technol. 2006, 66, 333–342. [Google Scholar]
- Shon, I.J.; Kang, H.S. Properties and fast low-temperature consolidation of nanocrystalline Ni-ZrO2 composites by high-frequency induction heated sintering. J. Alloy. Compd. 2011, 509, 2964–2969. [Google Scholar]
- Russo, L.; Colangelo, F.; Cioffi, R.; Rea, I.; Stefano, L.D. A mechanochemical approach to porous silicon nanoparticles fabrication. Materials 2011, 4, 1023–1033. [Google Scholar]
- Tjong, S.C. Novel nanoparticle-reinforced metal matrix composites with enhanced mechanical properties. Adv. Eng. Mater. 2007, 9, 639–652. [Google Scholar]
- Saheb, N.; Iqbal, Z.; Khalil, A.; Hakeem, A.S.; Al Aqeeli, N.; Laoui, T.; Al-Qutub, A.; Kirchner, R. Spark plasma sintering of metals and metal matrix nanocomposites: A review. J. Nanomater. 2012, 2012. [Google Scholar] [CrossRef]
- Saheb, N.; Qadir, N.U.; Siddiqui, M.U.; Arif, A.F.M.; Akhtar, S.S.; Al-Aqeeli, N. Characterization of nanoreinforcement dispersion in inorganic nanocomposites: A Review. Materials 2014, 7, 4148–4181. [Google Scholar]
- Grácio, J.; Picu, C.R.; Vincze, G.; Mathew, N.; Schubert, T.; Lopes, A.; Buchheim, C. Mechanical behavior of Al-SiC nanocomposites produced by ball milling and spark plasma sintering. Metall. Mater. Trans. A 2013, 44, 5259–5269. [Google Scholar]
- Lan, J.; Yang, Y.; Li, X. Microstructure and microhardness of SiC nanoparticulates reinforced magnesium composites fabricated by ultrasonic method. Mater. Sci. Eng. A 2004, 386, 284–290. [Google Scholar]
- Yang, Y.; Lan, J.; Li, X. Study on bulk aluminum matrix nano-composite fabricated by ultrasonic dispersion of nano-sized SiC particles in molten aluminum alloy. Mater. Sci. Eng. A 2004, 380, 378–383. [Google Scholar]
- Pienti, L.; Sciti, D.; Silvestroni, L.; Guicciardi, S. Effect of milling on the mechanical properties of chopped SiC fiber-reinforced ZrB2. Materials 2013, 6, 1980–1993. [Google Scholar]
- Suryanarayana, C.; Al-Aqeeli, N. Mechanically alloyed nanocomposites. Prog. Mater. Sci. 2013, 58, 383–502. [Google Scholar]
- Guduru, R.K.; Murty, K.L.; Youssef, K.M.; Scattergood, R.O.; Koch, C.C. Mechanical behavior of nanocrystalline copper. Mater. Sci. Eng. A 2007, 463, 14–21. [Google Scholar]
- Xiao, X.; Zeng, Z.; Zhao, Z.; Xiao, S. Flaking behavior and microstructure evolution of nickel and copper powder during mechanical milling in liquid environment. Mater. Sci. Eng. A 2008, 475, 166–171. [Google Scholar]
- Sharma, A.S.; Biswas, K.; Basu, B.; Chakravarty, D. Spark plasma sintering of nanocrystalline Cu and Cu-10 wt Pct Pb alloy. Mater. Metall. Trans. A 2011, 42, 2071–2084. [Google Scholar]
- Malewar, R.; Kumar, K.S.; Murty, B.S.; Sarma, B.; Pabi, S.K. On sinterability of nanostructured W produced by high-energy ball milling. J. Mater. Res. 2007, 22, 1200–1206. [Google Scholar]
- Bolokang, A.S.; Phasha, M.J.; Motaung, D.E.; Bhero, S. Effect of mechanical milling and cold pressing on co powder. J. Metall. 2012. [Google Scholar] [CrossRef]
- Hwang, S.; Nishimura, C.; McCormick, P.G. Mechanical milling of magnesium powder. Mater. Sci. Eng. A 2001, 318, 22–33. [Google Scholar]
- Youssef, K.M.; Scattergood, R.O.; Murty, K.L.; Koch, C.C. Nanocrystalline Al-Mg alloy with ultrahigh strength and good ductility. Scr. Mater. 2006, 54, 251–256. [Google Scholar]
- Kubota, M.; Wynne, B.P. Electron backscattering diffraction analysis of mechanically milled and spark plasma sintered pure aluminium. Scr. Mater. 2007, 57, 719–722. [Google Scholar]
- Khan, A.S.; Farrokh, B.; Takacs, L. Effect of grain refinement on mechanical properties of ball-milled bulk aluminum. Mater. Sci. Eng. A 2008, 489, 77–84. [Google Scholar]
- Giuntini, D.; Olevsky, E.A.; Garcia-Cardona, C.; Maximenko, A.L.; Yurlova, M.S.; Haines, C.D.; Martin, D.G.; Kapoor, D. Localized overheating phenomena and optimization of spark-plasma sintering tooling design. Materials 2013, 6, 2612–2632. [Google Scholar]
- Orrù, R.; Cao, G. Comparison of reactive and non-reactive spark plasma sintering routes for the fabrication of monolithic and composite ultra high temperature ceramics (UHTC) materials. Materials 2013, 6, 1566–1583. [Google Scholar]
- Chintapalli, R.; Mestra, A.; García Marro, F.; Yan, H.; Reece, M.; Anglada, M. Stability of nanocrystalline spark plasma sintered 3Y-TZP. Materials 2010, 3, 800–814. [Google Scholar]
- Kidalov, S.V.; Shakhov, F.M. Thermal conductivity of diamond composites. Materials 2009, 2, 2467–2495. [Google Scholar]
- Al-Aqeeli, N.; Saheb, N.; Laoui, T.; Mohammad, K. The synthesis of nanostructured wc-based hardmetals using mechanical alloying and their direct consolidation. J. Nanomater. 2014, 2014. [Google Scholar] [CrossRef]
- Le, G.; Andrew, G.; Liu, W. Microstructures and mechanical properties of sintered fine-grained Al. Acta Metall. Sin. 2013, 49, 939–945. [Google Scholar]
- Le, G.M.; Godfrey, A.; Hansen, N. Structure and strength of aluminum with sub-micrometer/micrometer grain size prepared by spark plasma sintering. Mater. Des. 2013, 49, 360–367. [Google Scholar]
- Le, G.M.; Godfrey, A.; Hansen, N.; Liu, W.; Winther, G.; Huang, X. Influence of grain size in the near-micrometer regime on the deformation microstructure in aluminium. Acta Mater. 2013, 61, 7072–7086. [Google Scholar]
- Kwon, H.; Park, D.H.; Park, Y.; Silvain, J.F.; Kawasaki, A.; Park, Y. Spark plasma sintering behavior of pure aluminum depending on various sintering temperatures. Metals Mater. Int. 2010, 16, 71–75. [Google Scholar]
- Xie, G.; Ohashi, O.; Yoshioka, T.; Song, M.; Mitsuishi, K.; Yasuda, H.; Furuya, K.; Noda, T. Effect of interface behavior between particles on properties of pure Al powder compacts by spark plasma sintering. Mater. Trans. 2001, 42, 1846–1849. [Google Scholar]
- Xie, G.; Ohashi, O.; Chiba, K.; Yamaguchi, N.; Song, M.; Furuya, K.; Noda, T. Frequency effect on pulse electric current sintering process of pure aluminum powder. Mater. Sci. Eng. A 2003, 359, 384–390. [Google Scholar]
- Zadra, M.; Casari, F.; Girardini, L.; Molinari, A. Spark plasma sintering of pure aluminium powder: Mechanical properties and fracture analysis. Powder Metall. 2007, 50, 40–45. [Google Scholar]
- Kubota, M. Properties of nano-structured pure Al produced by mechanical grinding and spark plasma sintering. J. Alloy. Compd. 2007, 434–435, 294–297. [Google Scholar]
- Saheb, N.; Laoui, T.; Daud, A.R.; Harun, M.; Radiman, S.; Yahaya, R. Influence of Ti addition on wear properties of Al-Si eutectic alloys. Wear 2001, 249, 656–662. [Google Scholar]
- Saheb, N.; Laoui, T.; Daud, A.R.; Yahaya, R.; Radiman, S. Microstructure and hardness behaviours of Ti-containing Al-Si alloys. Philos. Mag. A 2002, 82, 803–814. [Google Scholar]
- Zhang, J.; Shi, H.; Cai, M.; Liu, L.; Zhai, P. The dynamic properties of SiCp/Al composites fabricated by spark plasma sintering with powders prepared by mechanical alloying process. Mater. Sci. Eng. A 2009, 527, 218–224. [Google Scholar]
- Hassani, A.; Bagherpour, E.; Qods, F. Influence of pores on workability of porous Al/SiC composites fabricated through powder metallurgy + mechanical alloying. J. Alloy. Compd. 2014, 591, 132–142. [Google Scholar]
- Zhao, N.; Nash, P.; Yang, X. The effect of mechanical alloying on SiC distribution and the properties of 6061 aluminum composite. J. Mater. Process. Technol. 2005, 170, 586–592. [Google Scholar]
- El-Daly, A.A.; Abdelhameed, M.; Hashish, M.; Eid, A.M. Synthesis of Al/SiC nanocomposite and evaluation of its mechanical properties using pulse echo overlap method. J. Alloy. Compd. 2012, 542, 51–58. [Google Scholar]
- Bathula, S.; Saravanan, M.; Dhar, A. Nanoindentation and wear characteristics of Al 5083/SiCp nanocomposites synthesized by high energy ball milling and spark plasma sintering. J. Mater. Sci. Technol. 2012, 28, 969–975. [Google Scholar]
- Bathula, S.; Anandani, R.C.; Dhar, A.; Srivastava, A.K. Microstructural features and mechanical properties of Al 5083/SiC p metal matrix nanocomposites produced by high energy ball milling and spark plasma sintering. Mater. Sci. Eng. A 2012, 545, 97–102. [Google Scholar]
- El-Daly, A.A.; Abdelhameed, M.; Hashish, M.; Daoush, W.M. Fabrication of silicon carbide reinforced aluminum matrix nanocomposites and characterization of its mechanical properties using non-destructive technique. Mater. Sci. Eng. A 2013, 559, 384–393. [Google Scholar]
- Yadav, V. Spark plasma sintering of aluminum matrix composites. Master’s Thesis, Oklahoma State University, Stillwater, OK, USA, July 2011. [Google Scholar]
- Rostamzadeh, T.; Shahverd, H. Microstructure study on Al-5% SiC nanocomposite powders. Iran. J. Mater. Sci. Eng. 2011, 8, 32–39. [Google Scholar]
- Saberi, Y.; Zebarjad, S.; Akbari, G. On the role of nano-size SiC on lattice strain and grain size of Al/SiC nanocomposite. J. Alloy. Compd. 2009, 484, 637–640. [Google Scholar]
- Al-Aqeeli, N.; Abdullahi, K.; Hakeem, A.S.; Suryanarayana, C.; Laoui, T.; Nouari, S. Synthesis, characterisation and mechanical properties of SiC reinforced Al based nanocomposites processed by MA and SPS. Powder Metall. 2013, 56, 149–157. [Google Scholar]
- Khadem, S.A.; Nategh, S.; Yoozbashizadeh, H. Structural and morphological evaluation of Al-5 vol.% SiC nanocomposite powder produced by mechanical milling. J. Alloy. Compd. 2011, 509, 2221–2226. [Google Scholar]
- Kamrani, S.; Razavi Hesabi, Z.; Riedel, R.; Seyed Reihani, S.M. Synthesis and characterization of Al-SiC nanocomposites produced by mechanical milling and sintering. Adv. Compos. Mater. 2011, 20, 13–27. [Google Scholar]
- El-Kady, O.; Fathy, A. Effect of SiC particle size on the physical and mechanical properties of extruded Al matrix nanocomposites. Mater. Des. 2014, 54, 348–353. [Google Scholar]
- Waseda, Y.; Shinoda, K.; Matsubara, E. X-ray Diffraction Crystallography; Springer-Verlag: Berlin/Heidelberg, Germany, 2011. [Google Scholar]
- Candido, G.M.; Guido, V.; Silva, G.; Cardoso, K.R. Effect of the reinforcement volume fraction on mechanical alloying of AA2124-SiC composite. Mater. Sci. Forum 2012, 660–661, 317–324. [Google Scholar]
- Edelstein, A.S.; Cammarata, R.C. Nanomaterials: Synthesis, Properties and Application, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2002. [Google Scholar]
- Lu, L.; Lai, M.O. Mechanical Alloying; Kluwer Academic: Boston, MA, USA, 1998. [Google Scholar]
- Saheb, N.; Hakeem, A.S.; Khalil, A.; Al-Aqeeli, N.; Laoui, T. Synthesis and spark plasma sintering of Al-Mg-Zr alloys. J. Cent. South Univ. 2013, 20, 7–14. [Google Scholar]
- Al-Aqeeli, A.; Kachalla, A.; Suryanarayana, C.; Tahar, L.; Saheb, N. Structure of mechanically milled CNT-reinforced Al-Alloy nanocomposites. Mater. Manuf. Process. 2013, 28, 984–990. [Google Scholar]
- Kamrani, S.; Riedel, R.; Seyed Reihani, S.M.; Kleebe, H.J. Effect of reinforcement volume fraction on the mechanical properties of Al-SiC nanocomposites produced by mechanical alloying and consolidation. J. Compos. Mater. 2009, 44, 313–326. [Google Scholar]
- Kwon, H.; Cho, S.; Leparoux, M.; Kawasaki, A. Dual-nanoparticulate-reinforced aluminum matrix composite materials. Nanotechnology 2012, 23, 225704. [Google Scholar]
- Vintila, R.; Charest, A.; Drew, R.A.L.; Brochu, M. Synthesis and consolidation via spark plasma sintering of nanostructured Al-5356/B4C composite. Mater. Sci. Eng. A 2011, 528, 4395–4407. [Google Scholar]
- Saheb, N. Characterization of mechanically milled and spark plasma sintered Al2124-CNTs Nanocomposite. Sci. Sinter. 2014. accepted. [Google Scholar]
- Al-Qutub, A.M.; Khalil, A.; Saheb, N.; Hakeem, A.S. Wear and friction behavior of Al6061 alloy reinforced with carbon nanotubes. Wear 2013, 297, 752–761. [Google Scholar]
- Al-Aqeeli, N. Processing of CNTs reinforced Al-based nanocomposites using different consolidation techniques. J. Nanomater. 2013, 2013. [Google Scholar] [CrossRef]
© 2014 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Saheb, N.; Aliyu, I.K.; Hassan, S.F.; Al-Aqeeli, N. Matrix Structure Evolution and Nanoreinforcement Distribution in Mechanically Milled and Spark Plasma Sintered Al-SiC Nanocomposites. Materials 2014, 7, 6748-6767. https://doi.org/10.3390/ma7096748
Saheb N, Aliyu IK, Hassan SF, Al-Aqeeli N. Matrix Structure Evolution and Nanoreinforcement Distribution in Mechanically Milled and Spark Plasma Sintered Al-SiC Nanocomposites. Materials. 2014; 7(9):6748-6767. https://doi.org/10.3390/ma7096748
Chicago/Turabian StyleSaheb, Nouari, Ismaila Kayode Aliyu, Syed Fida Hassan, and Nasser Al-Aqeeli. 2014. "Matrix Structure Evolution and Nanoreinforcement Distribution in Mechanically Milled and Spark Plasma Sintered Al-SiC Nanocomposites" Materials 7, no. 9: 6748-6767. https://doi.org/10.3390/ma7096748
APA StyleSaheb, N., Aliyu, I. K., Hassan, S. F., & Al-Aqeeli, N. (2014). Matrix Structure Evolution and Nanoreinforcement Distribution in Mechanically Milled and Spark Plasma Sintered Al-SiC Nanocomposites. Materials, 7(9), 6748-6767. https://doi.org/10.3390/ma7096748