
Influence of Fiber Orientation on Single-Point Cutting Fracture Behavior of Carbon-Fiber/Epoxy Prepreg Sheets

Abstract
:1. Introduction
2. Materials Preparation and Experimental Procedure

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Thermal Expansion Coefficient (K−1) | Thermal Conductivity (W·(m·K)−1) | Specific Heat (J·(kg·K)−1) | Density (g·cm−3) | Tensile Strength (MPa) | Tensile Modulus (GPa) |
|---|---|---|---|---|---|---|
| T800 | −0.56 × 10−6 | 15.1 | 0.18 | 1.81 | 5490 | 294 |


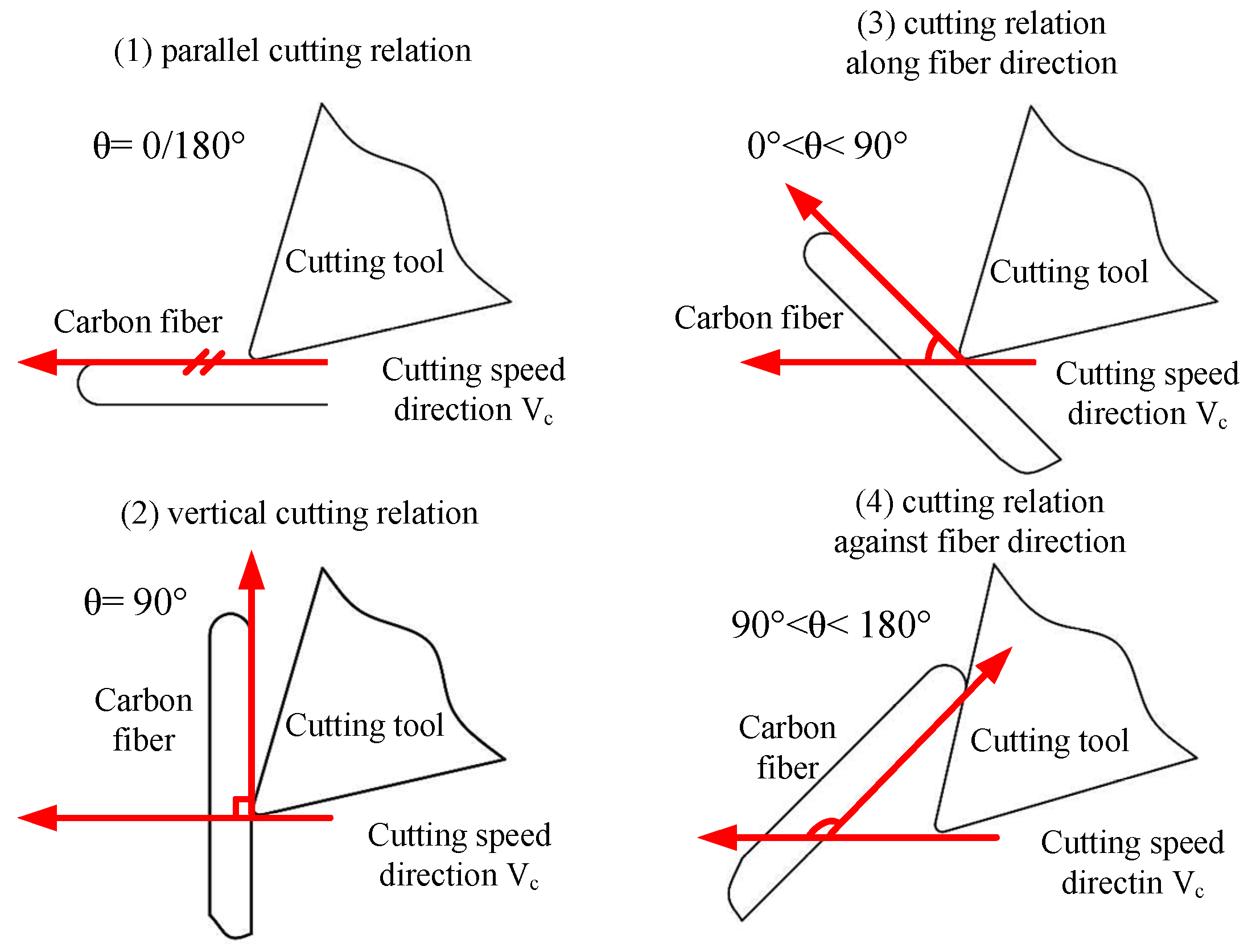
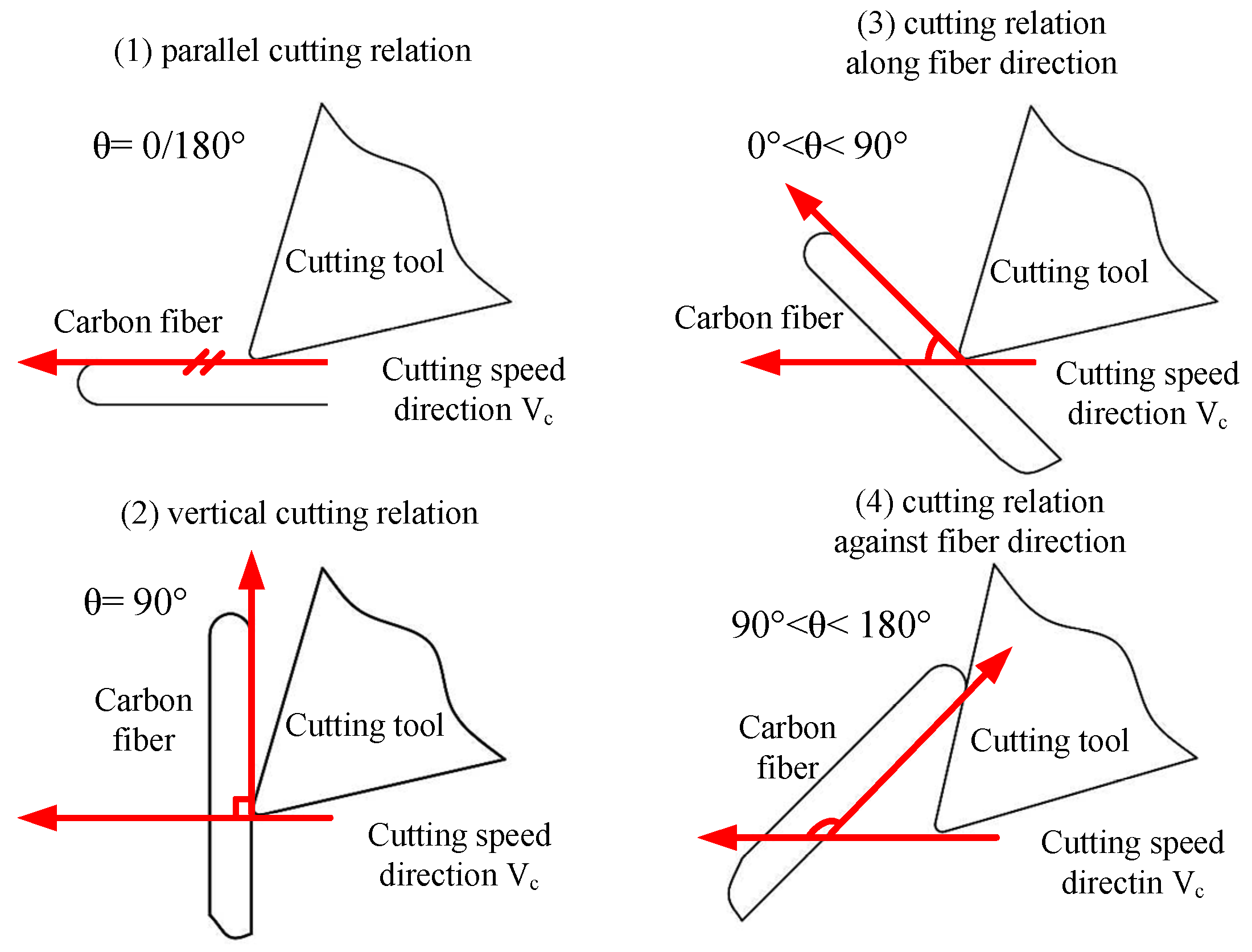
- (1)
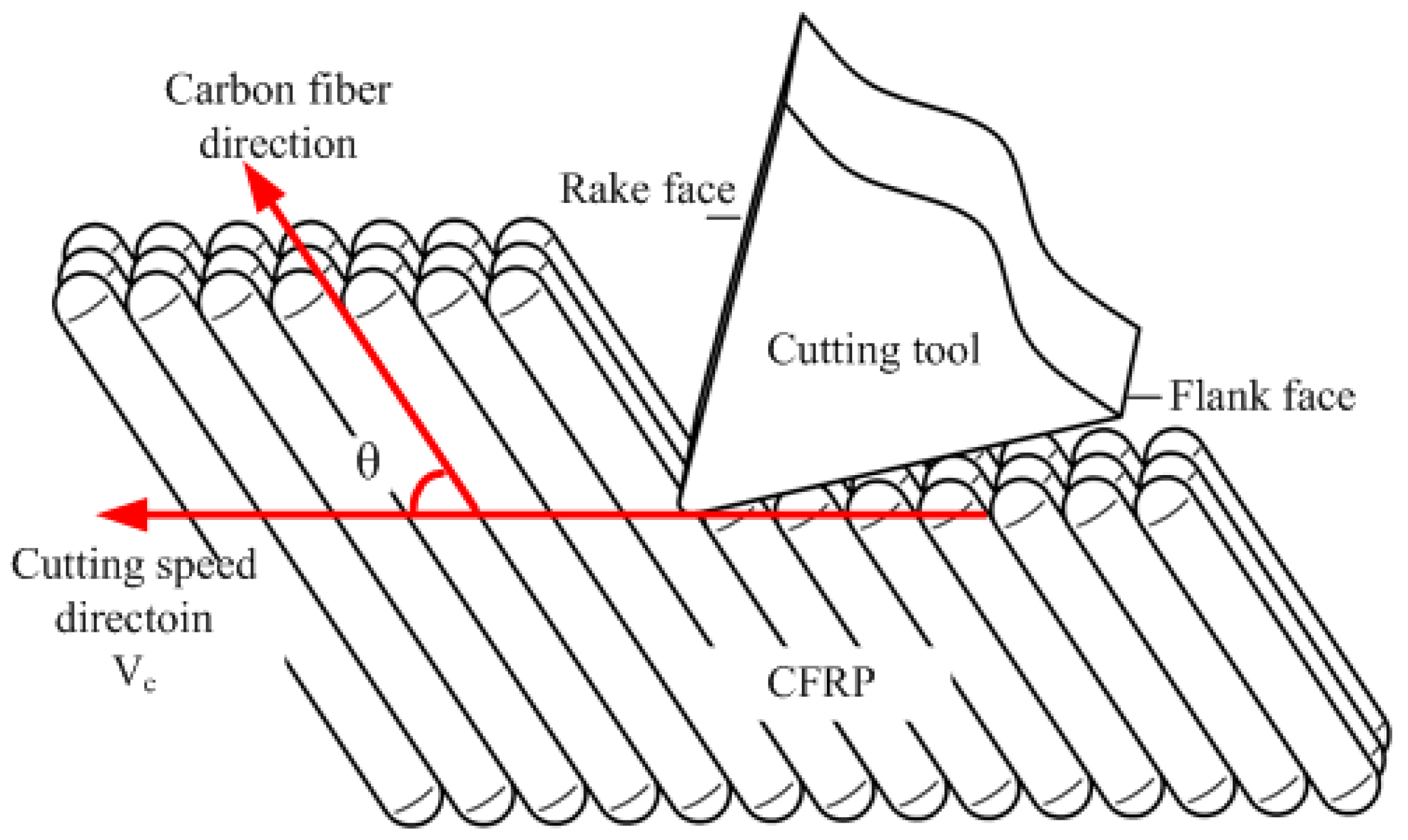
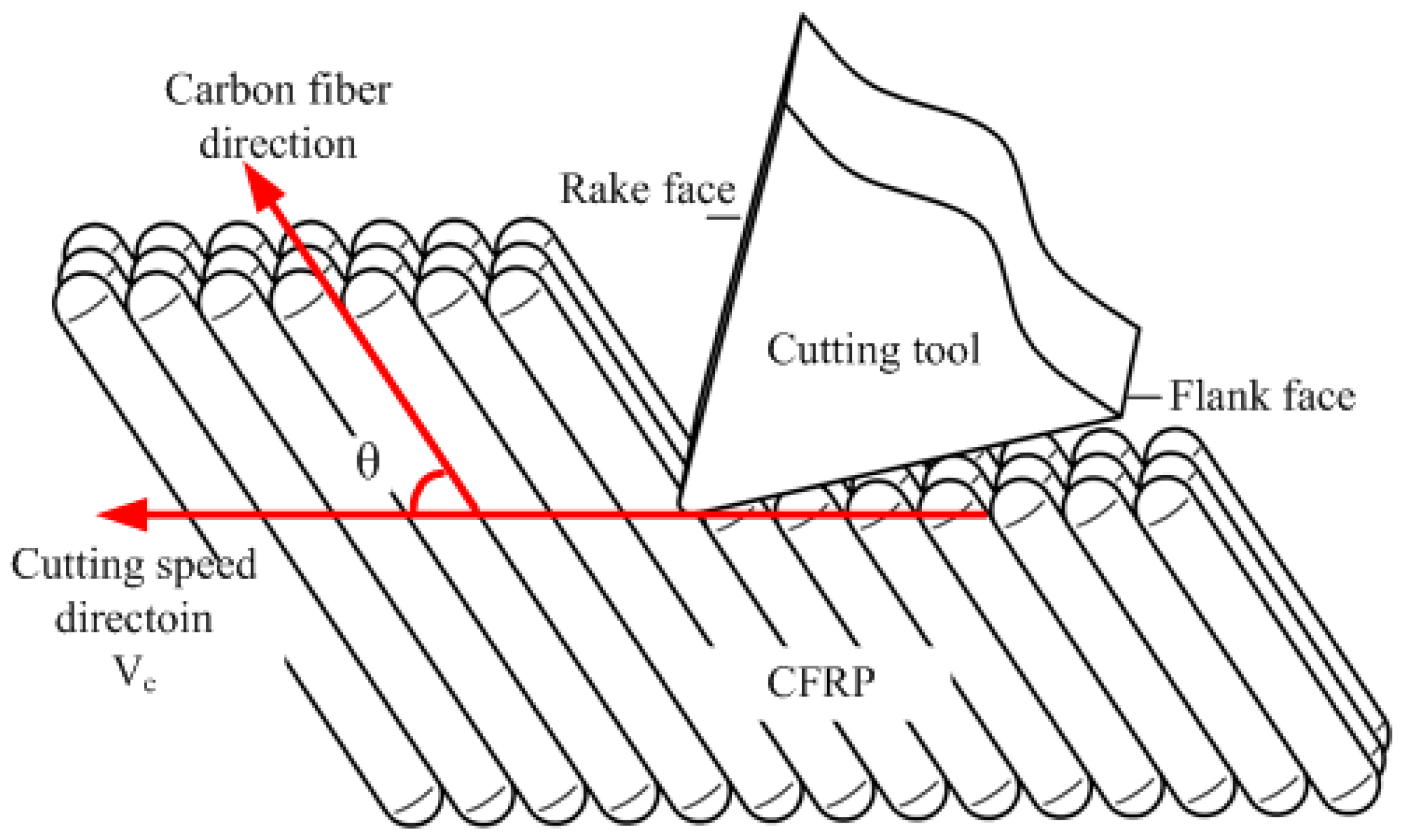
- θ = 0°(180°), parallel cutting relation, with fiber and cutting speed in the parallel direction.
- (2)
- θ = 90°, vertical cutting relation, with fiber and cutting speed in the vertical direction.
- (3)
- 0° < θ < 90°, cutting relation along fiber direction, with fiber and cutting speed at an acute angle.
- (4)
- 90° < θ < 180°, cutting relation inverse fiber direction, with fiber and cutting speed at an obtuse angle.

| Machining Parameters | Parameters Values |
|---|---|
| Fiber Orientation θ (°) | 0, 90 (parallel, vertical) 15, 30, 45, 60, 75 (along fiber direction) 105, 120, 135, 150, 165 (inverse fiber direction) |
| Fiber style | T800 |
| Cutting speed Vc (m/min) | 50, 100, 150, 200, 250, 300 |
| Fly cutting depth (μm) | 20 |

3. Results and Discussion
3.1. Effect of Fiber Orientation on Cutting Forces


3.2. Effect of Fiber Orientation on Cutting Fracture





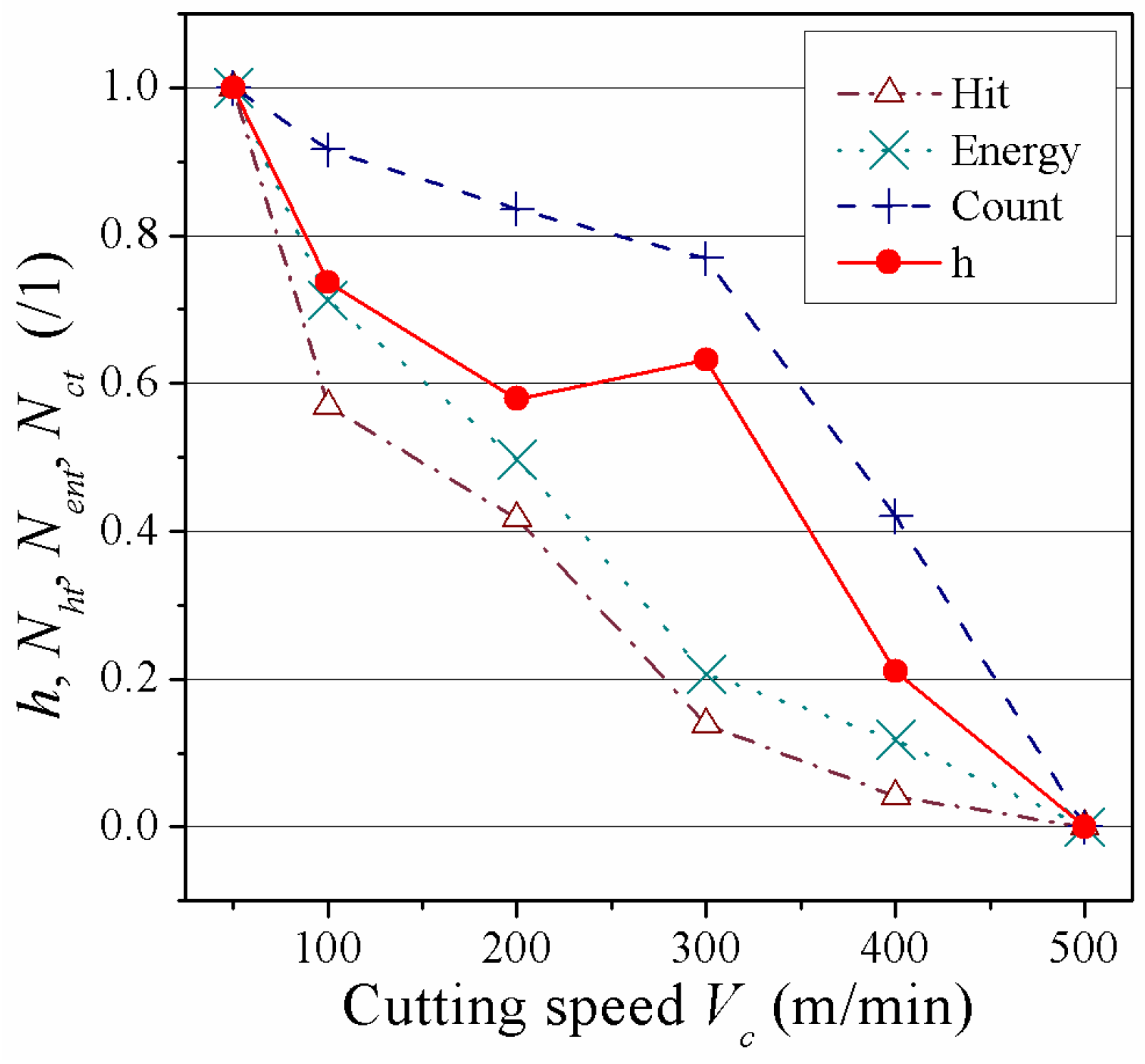
3.3. Cutting Defects Prediction Modeling of CFRP Based on AE Signals
| Cutting Speed (m/min) | Hit (count) | Energy (count) | Ringing (count) | Average Peak Frequency (kHz) | Average Power (count) | Splintering Depth (mm) |
|---|---|---|---|---|---|---|
| 50 | 72 | 2023 | 1624 | 75.81 | 68 | 1.9 |
| 100 | 31 | 841 | 605 | 75.81 | 68 | 1.4 |
| 200 | 14 | 506 | 360 | 75.14 | 68 | 1.1 |
| 300 | 4 | 318 | 195 | 76.00 | 75 | 1.2 |
| 400 | 3 | 39 | 28 | 76 | 77 | 0.4 |
| 500 | 0 | 0 | 0 | 0 | 0 | 0 |

| Comparison Program | Comparison Results | ||||||
|---|---|---|---|---|---|---|---|
| Prediction Value (μm) | 1913 | 1322 | 1266 | 1081 | 495 | 0 | |
| Test value (μm) | 1920 | 1410 | 1100 | 1200 | 430 | 0 | |
| Absolute error (μm) | 7 | 88 | 166 | 119 | 65 | 0 | |
| Relative error (%) | 0.3 | 6.2 | 15.1 | 9.9 | 15.1 | 0 | |
4. Conclusions
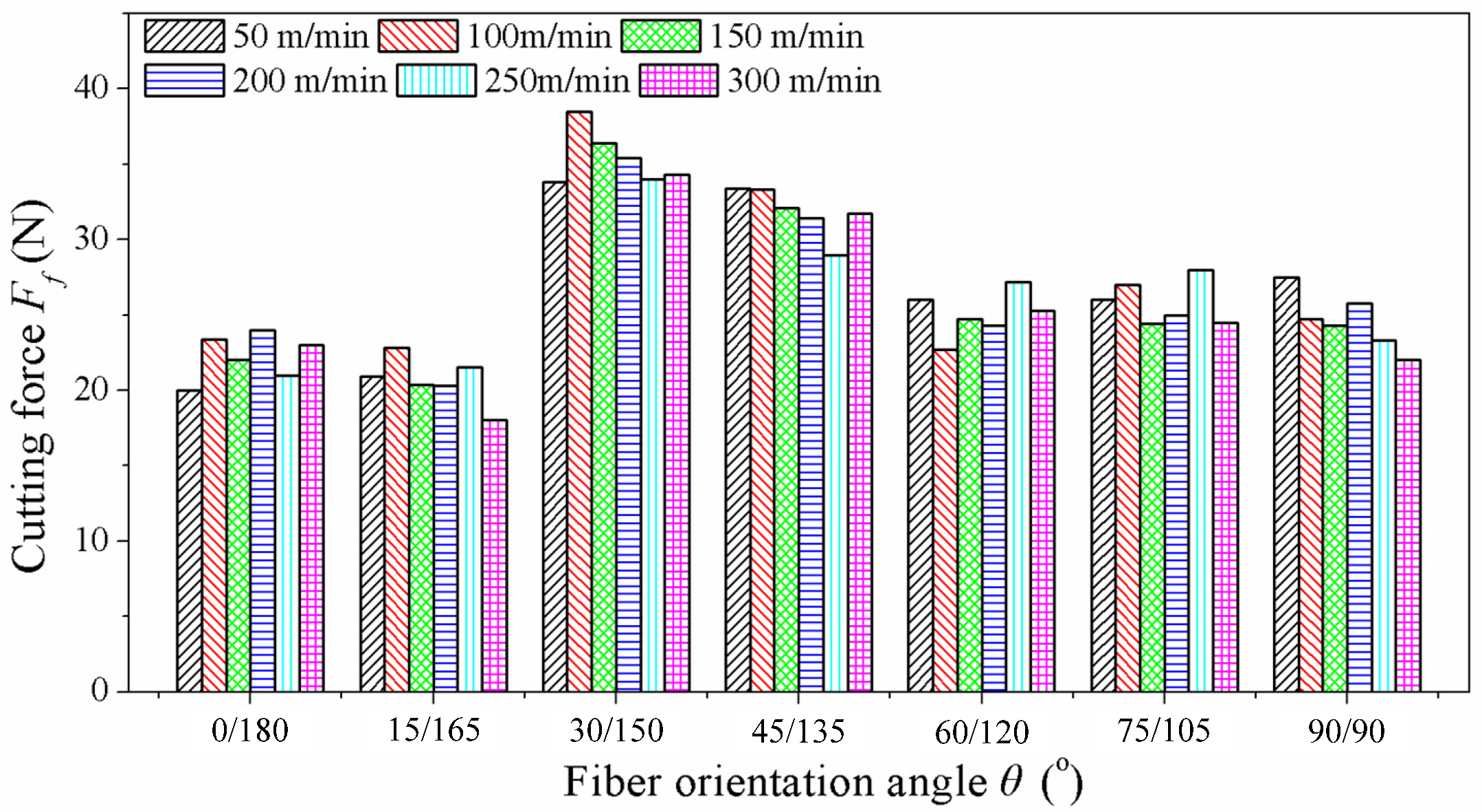
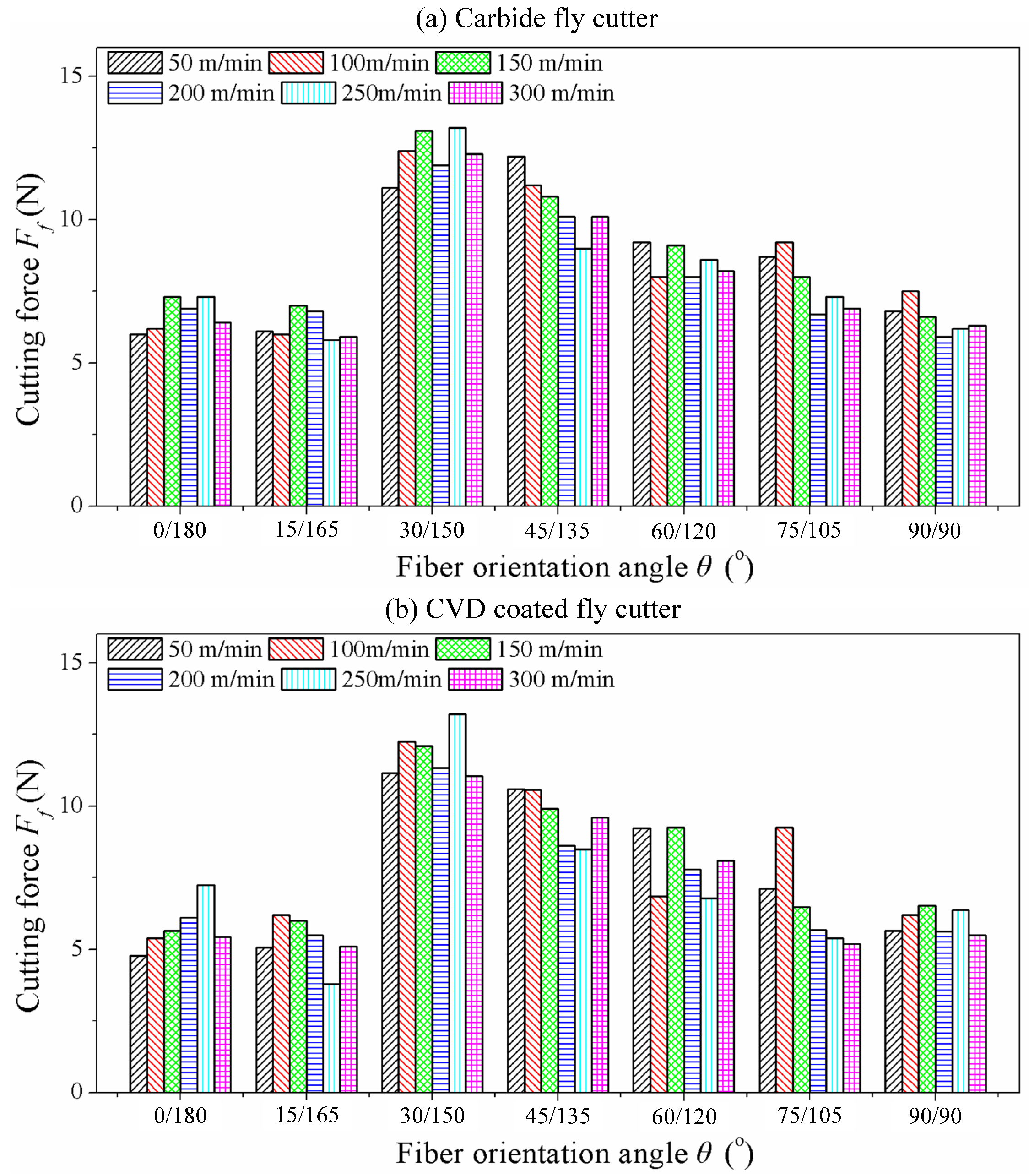
- The effect of cutting speeds on cutting forces of carbon fibers can be ignored while the influence of orientation angles is obvious.
- The cutting forces produced in 0/180° and 15/165° are significantly lower than the cutting forces in other orientation angles using three kinds of fly cutters in prepreg cutting. The cutting forces Ff have a rapid growth in the 30/150° orientation angle and then reduce with the elevation of the orientation angle.
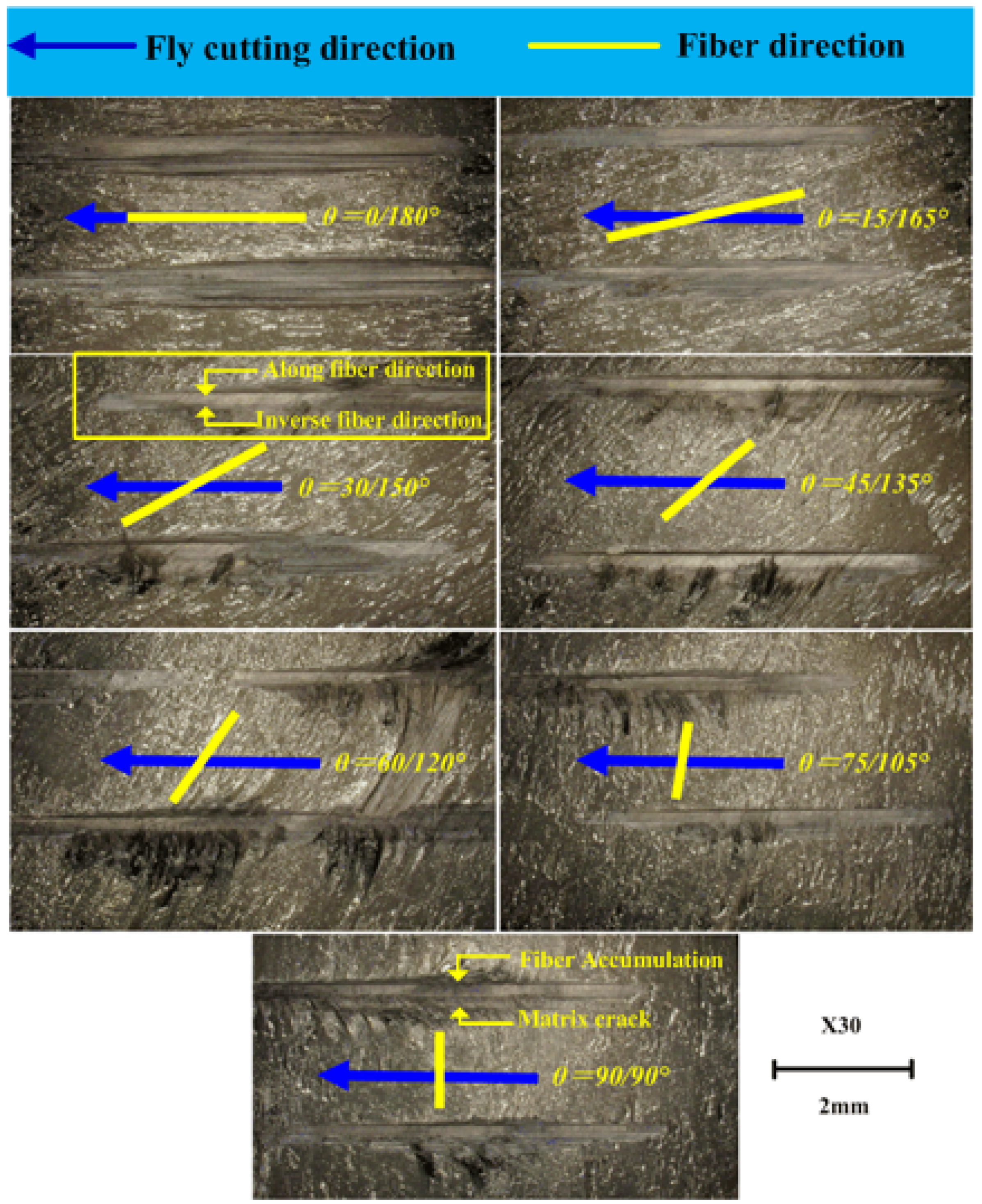
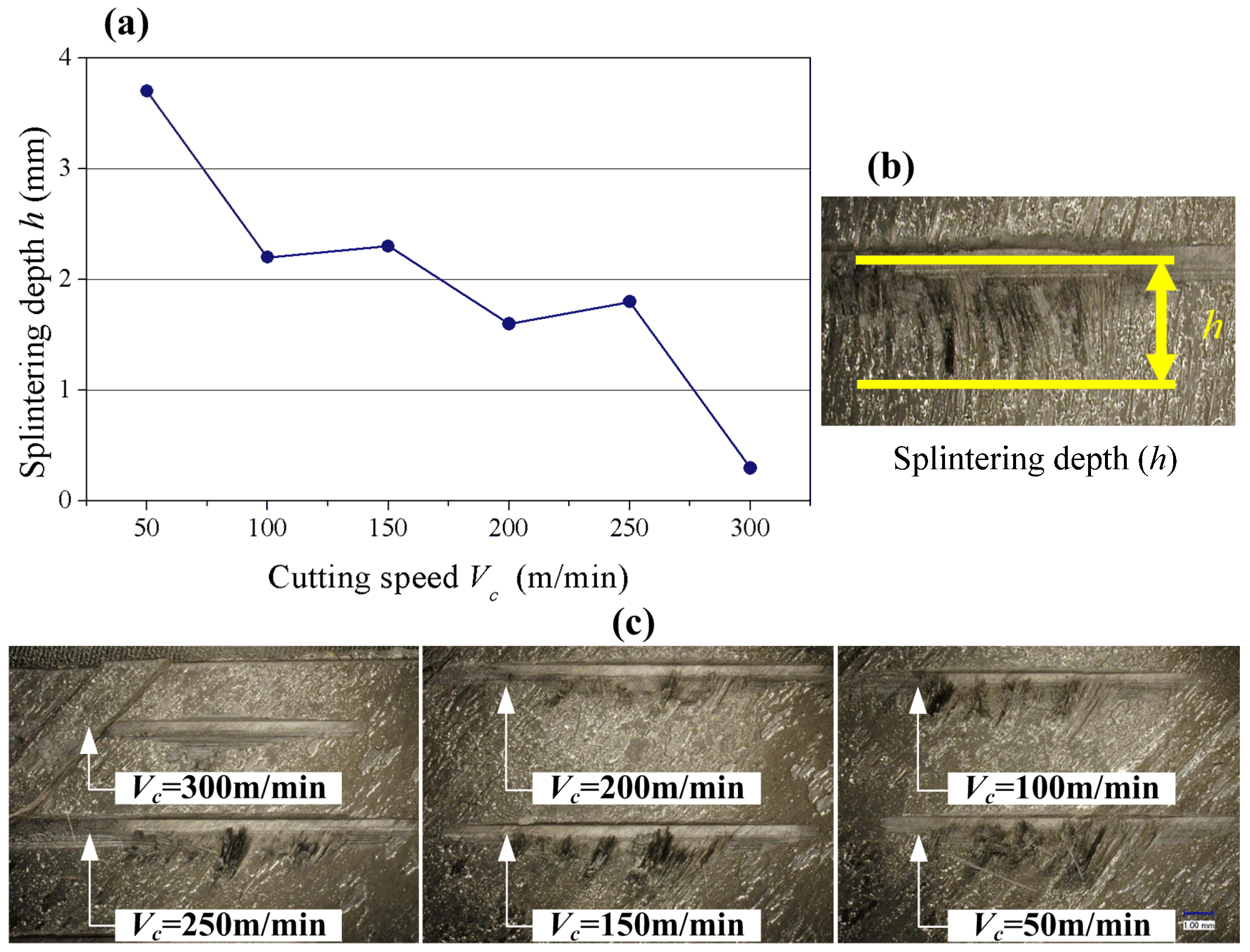
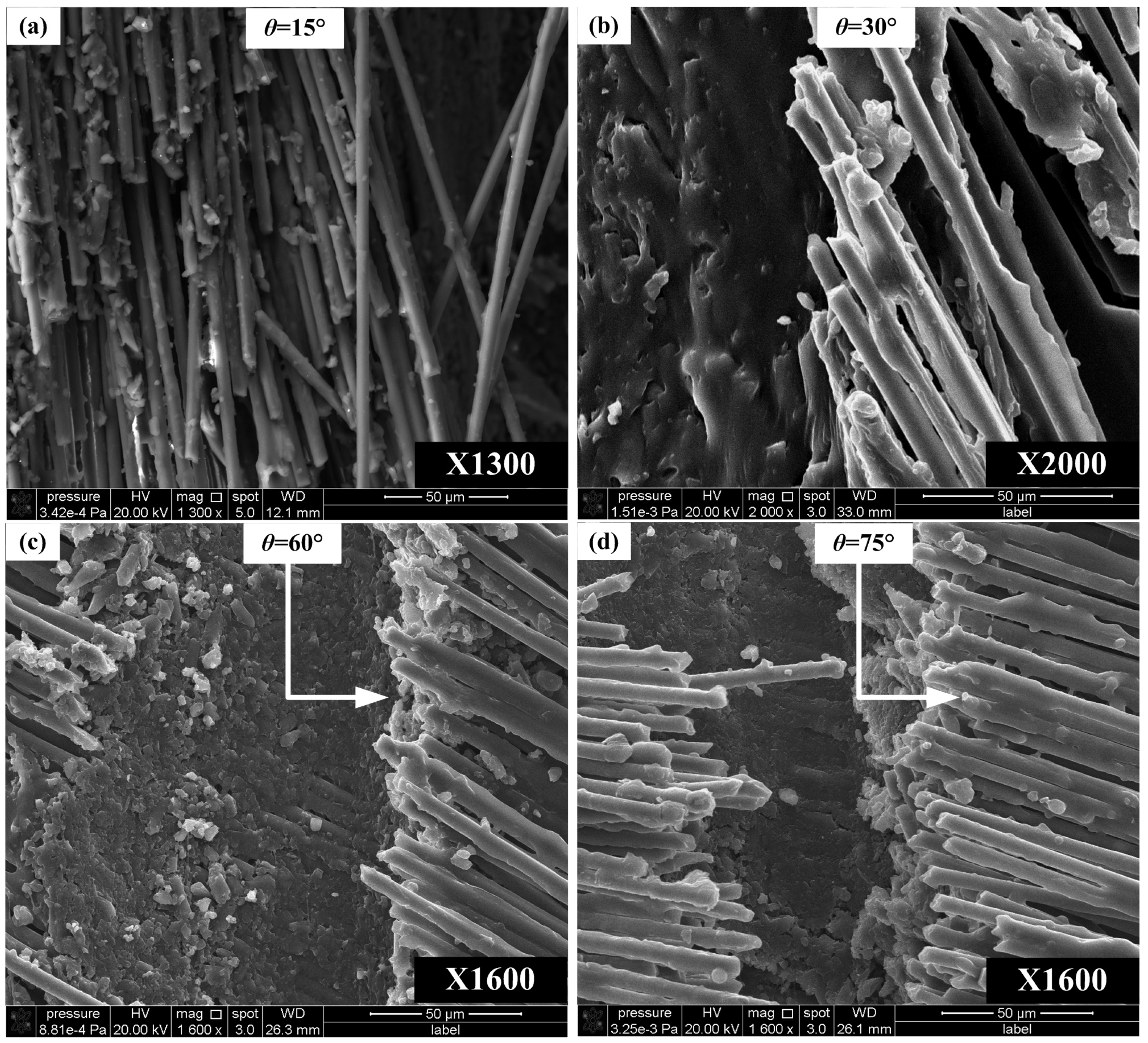
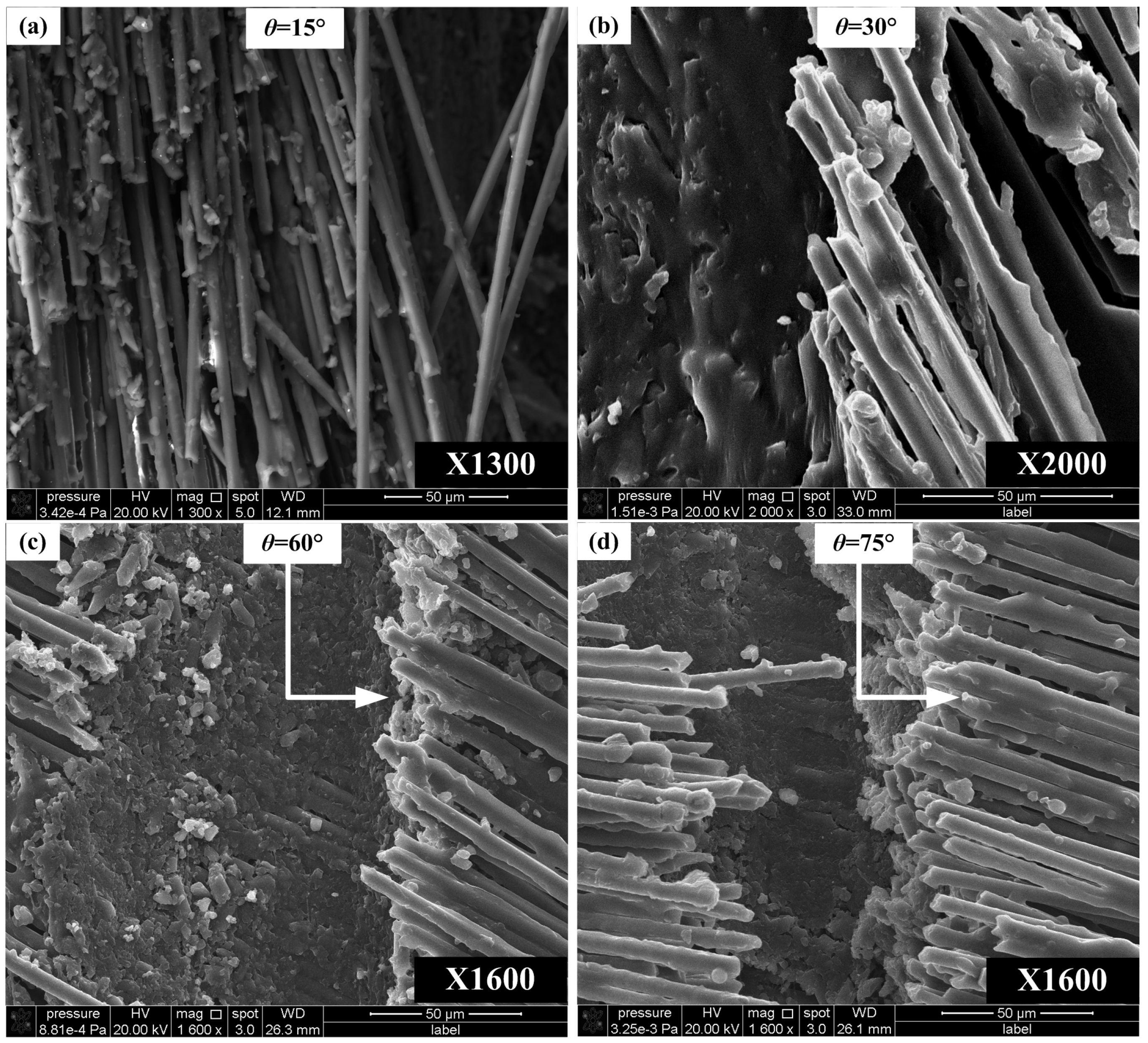
- Fiber accumulation is formed easily at the fracture surface at the range of 15° < θ ≤ 60°, while matrix material is easily to produce cracks at the range of 120° ≤ θ < 165°. High speed cutting decreases the splintering depth greatly so as to achieve better fracture morphology.
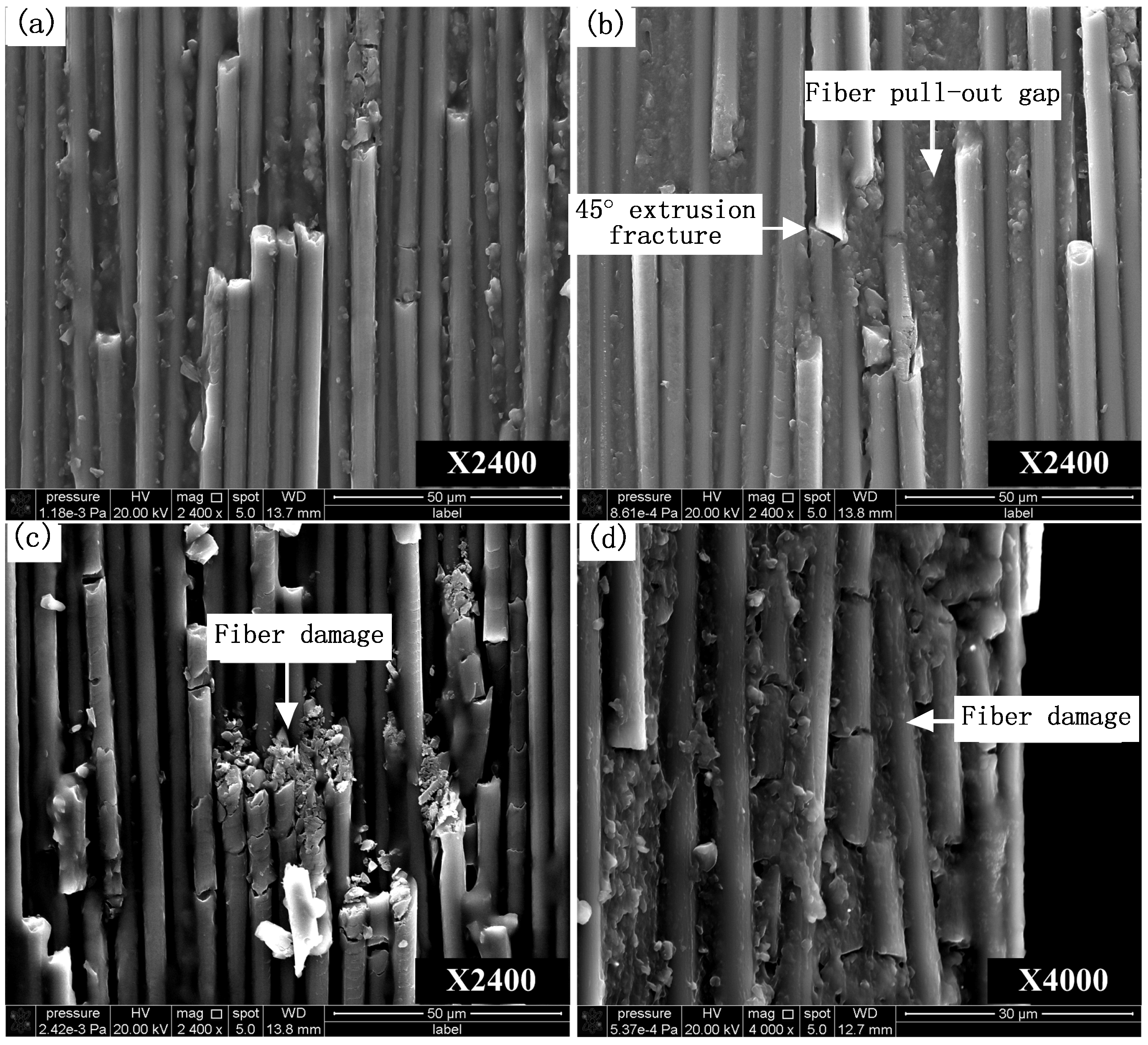
- In the carbon fiber cutting with the fiber orientation of 0(180)°, the smooth microscopic morphology can be obtained and the main surface defects are fiber pull-out gap and fiber damage.
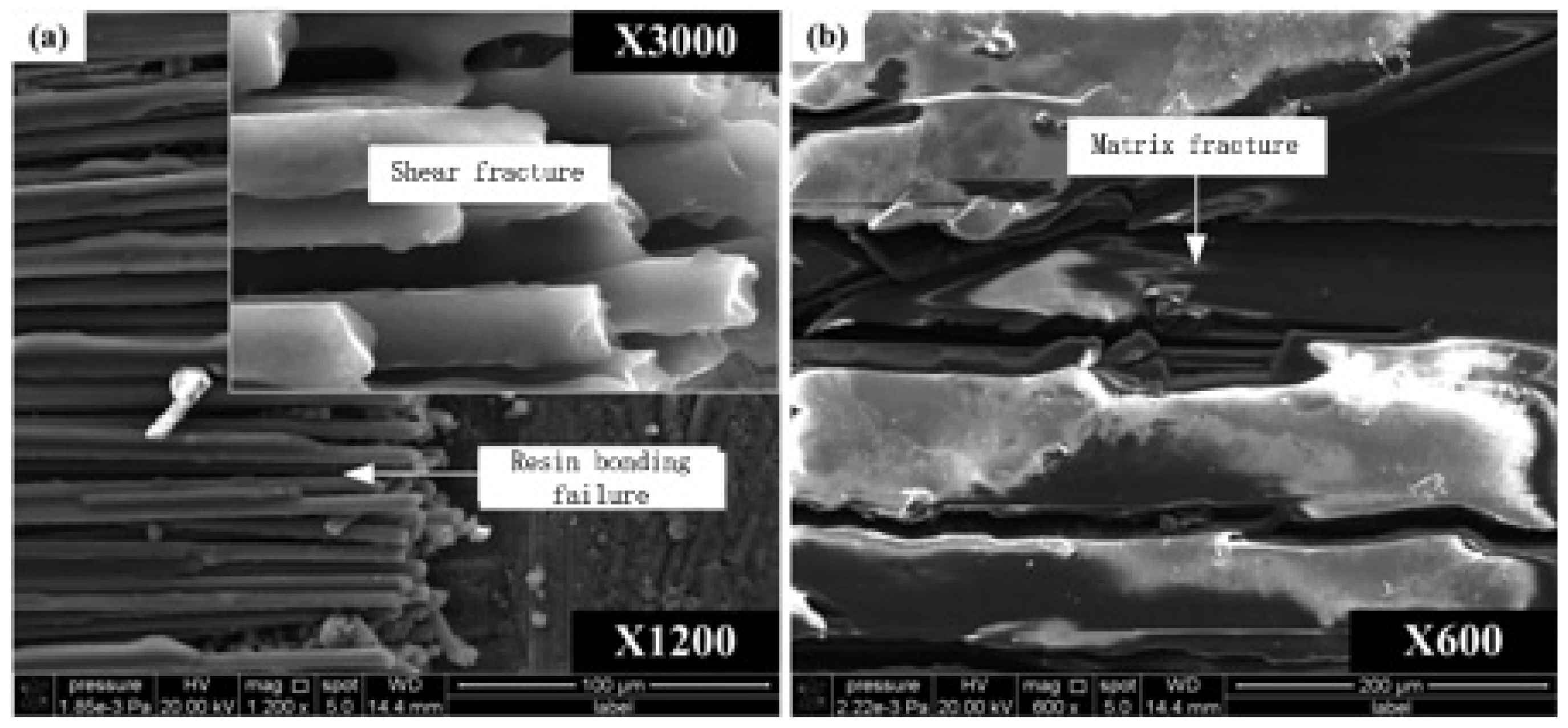
- In the carbon fiber cutting with the fiber orientation of 90°, level fracture caused by shear is the main feature of carbon fiber fractures, which indicates that the cut-off mode of carbon fiber is shear fracture along 90° orientation angle. The primary forms of surface defects are matrix crack and resin bond failure which could make carbon fiber lose support from the matrix material.
- In the carbon fiber cutting with the orientation angles along fiber direction (0° < θ < 90°), the fracture surface is mainly composed of matrix materials with some fiber fractures. The relatively smooth microscopic morphology can be obtained and the fracture surface becomes more rough with the elevation of θ. Fiber accumulation occurs easily at the range of 0° < θ < 30° while matrix cracks and resin bond failure appear at the range of 60° < θ < 90°.
- In the carbon fiber cutting with the orientation angles inverse fiber direction (90° < θ < 180°), the fracture surface is made up of fiber fractures which are smooth but have an uneven length with poor surface roughness. Level fracture caused by bending and breaking is the main feature of fracture surface. Therefore, the main surface defects are featured by matrix crack and resin bond failure which result in carbon fibers losing support from the matrix material. In addition, workpiece inner fracture is generated at the bending and breaking point of carbon fibers, thus causing fiber gap at surface layer.
- A prediction model on the cutting defects of CFRP is established based on acoustic emission signals, which can be used to monitor the processing defects online.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Soutis, C. Fibre reinforced composites in aircraft construction. Progress Aerosp. Sci. 2005, 41, 143–151. [Google Scholar] [CrossRef]
- Chen, S.J. Composite technology and large aircraft. Acta Aeronaut. Astronaut. Sin. 2008, 29, 605–610. [Google Scholar]
- Ye, L.P.; Feng, P. Applications and development of fiber-reinforced polymer in engineering structures. China Civil Eng. J. 2006, 39, 24–36. [Google Scholar]
- Teti, R. Machining of composite materials. CIRP Ann. Manuf. Technol. 2002, 51, 611–634. [Google Scholar] [CrossRef]
- Komanduri, R. Machining of fiber-reinforced composites. Mach. Sci. Technol. 1997, 1, 113–152. [Google Scholar] [CrossRef]
- Koening, W.; Wulf, C.; Grass, P.; Willerscheid, H. Machining of fibre reinforeced plastics. CIRP Ann. Manuf. Technol. 1985, 34, 537–548. [Google Scholar] [CrossRef]
- Wang, D.H.; Ramulu, M.; Arola, D. Orthogonal cutting mechanisms of graphite/epoxy composite. Part I: Unidirectional laminate. Int. J. Mach. Tools Manuf. 1995, 35, 1623–1638. [Google Scholar] [CrossRef]
- Wang, D.H.; Ramulu, M.; Arola, D. Orthogonal cutting mechanisms of graphite/epoxy composite. Part II: Multi-directional laminate. Int. J. Mach. Tools Manuf. 1995, 35, 1639–1648. [Google Scholar]
- Wang, X.M.; Zhang, L.C. An experimental investigation into the orthogonal cutting of unidirectional fibre reinforced plastics. Int. J. Mach. Tools Manuf. 2003, 43, 1015–1022. [Google Scholar] [CrossRef]
- Zhang, L.C.; Zhang, H.J.; Wang, X.M. A Force Prediction Model for Cutting Unidirectional Fibre-Reinforced Plastics. Mach. Sci. Technol. 2001, 5, 293–305. [Google Scholar] [CrossRef]
- Xu, W.; Zhang, L.C. On the mechanics and material removal mechanisms of vibration-assisted cutting of unidirectional fibre-reinforced polymer composites. Int. J. Mach. Tools Manuf. 2014, 80–81, 1–10. [Google Scholar] [CrossRef]
- Zhang, L.C. Cutting composites: A discussion on mechanics modelling. J. Mater. Process. Technol. 2009, 209, 4548–4552. [Google Scholar] [CrossRef]
- Arola, D.; Ramulu, M.; Wang, D.H. Chip formation in orthogonal trimming of graphite/epoxy composite. Compos. Part A Appl. Sci. Manuf. 1996, 27, 121–133. [Google Scholar] [CrossRef]
- Arola, D.; Ramulu, M. Orthogonal cutting of fiber-reinforced composites: A finite element analysis. Int. J. Mech. Sci. 1997, 39, 597–613. [Google Scholar] [CrossRef]
- Rao, G.V.G.; Mahajan, P.; Bhatnagar, N. Machining of UD-GFRP composites chip formation mechanism. Compos. Sci. Technol. 2007, 67, 2271–2281. [Google Scholar]
- Rao, G.V.G.; Mahajan, P.; Bhatnagar, N. Three-dimensional macro-mechanical finite element model for machining of unidirectional-fiber reinforced polymer composites. Mater. Sci. Eng. A 2008, 498, 142–149. [Google Scholar] [CrossRef]
- Rao, G.V.G.; Mahajan, P.; Bhatnagar, N. Micro-mechanical modeling of machining of FRP composites-Cutting force analysis. Compos. Sci. Technol. 2007, 67, 579–593. [Google Scholar] [CrossRef]
- Sreejith, P.S.; Krishnamurthy, R.; Malhotra, S.K.; Narayanasamy, K. Evaluation of PCD tool performance during machining of carbon/phenolic ablative composites. J. Mater. Process. Technol. 2000, 104, 53–58. [Google Scholar] [CrossRef]
- Bhatnagar, N.; Ramakrishnan, N.; Naik, N.K.; Komanduri, R. On the machining of fiber reinforced plastic (FRP) composite laminates. Int. J. Mach. Tools Manuf. 1995, 35, 701–716. [Google Scholar] [CrossRef]
- Zhang, L.B.; Wang, L.J.; Liu, X.Y. A mechanical model for predicting critical thrust forces in drilling composite laminates. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2001, 215, 135–146. [Google Scholar] [CrossRef]
- Liu, P.F.; Chu, J.K.; Liu, Y.L.; Zheng, J.Y. A study on the failure mechanisms of carbon fiber/epoxy composite laminates using acoustic emission. Mater. Des. 2012, 37, 228–235. [Google Scholar] [CrossRef]
- Oskouei, A.R.; Zucchelli, A.; Ahmadi, M.; Minak, G. An integrated approach based on acoustic emission and mechanical information to evaluate the delamination fracture toughness at mode I in composite laminate. Mater. Des. 2011, 32, 1444–1455. [Google Scholar] [CrossRef]
- Crouch, R.D.; Clay, S.B.; Oskay, C. Experimental and computational investigation of progressive damage accumulation in CFRP composites. Compos. Part B Eng. 2013, 48, 59–67. [Google Scholar] [CrossRef]
- Karimi, N.Z.; Heidary, H.; Minak, G.; Ahmadi, M. Effect of the drilling process on the compression behavior of glass/epoxy laminates. Compos. Struct. 2013, 98, 59–68. [Google Scholar] [CrossRef]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wei, Y.; An, Q.; Cai, X.; Chen, M.; Ming, W. Influence of Fiber Orientation on Single-Point Cutting Fracture Behavior of Carbon-Fiber/Epoxy Prepreg Sheets. Materials 2015, 8, 6738-6751. https://doi.org/10.3390/ma8105336
Wei Y, An Q, Cai X, Chen M, Ming W. Influence of Fiber Orientation on Single-Point Cutting Fracture Behavior of Carbon-Fiber/Epoxy Prepreg Sheets. Materials. 2015; 8(10):6738-6751. https://doi.org/10.3390/ma8105336
Chicago/Turabian StyleWei, Yingying, Qinglong An, Xiaojiang Cai, Ming Chen, and Weiwei Ming. 2015. "Influence of Fiber Orientation on Single-Point Cutting Fracture Behavior of Carbon-Fiber/Epoxy Prepreg Sheets" Materials 8, no. 10: 6738-6751. https://doi.org/10.3390/ma8105336
APA StyleWei, Y., An, Q., Cai, X., Chen, M., & Ming, W. (2015). Influence of Fiber Orientation on Single-Point Cutting Fracture Behavior of Carbon-Fiber/Epoxy Prepreg Sheets. Materials, 8(10), 6738-6751. https://doi.org/10.3390/ma8105336