
Bonding of TRIP-Steel/Al2O3-(3Y)-TZP Composites and (3Y)-TZP Ceramic by a Spark Plasma Sintering (SPS) Apparatus

Abstract
:1. Introduction
2. Results
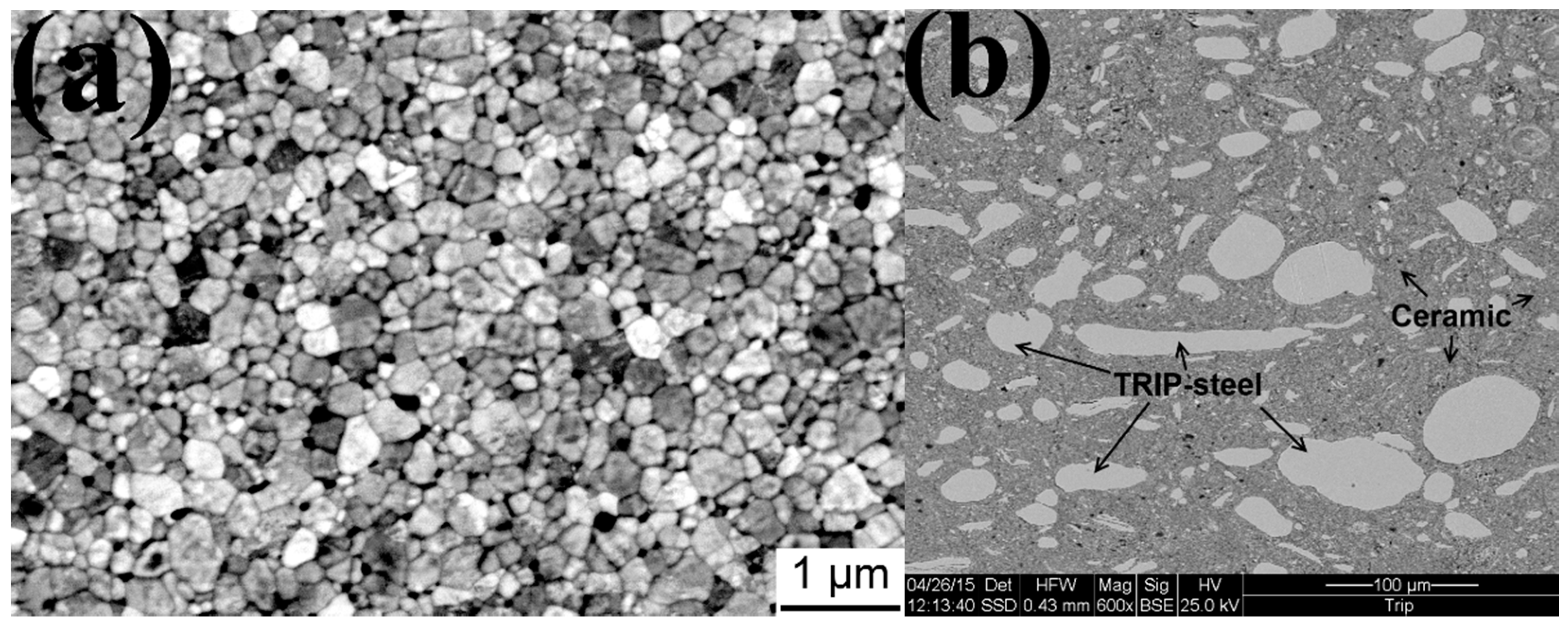
2.1. Powder Consolidation in SPS
2.2. Solid-State Joining in SPS
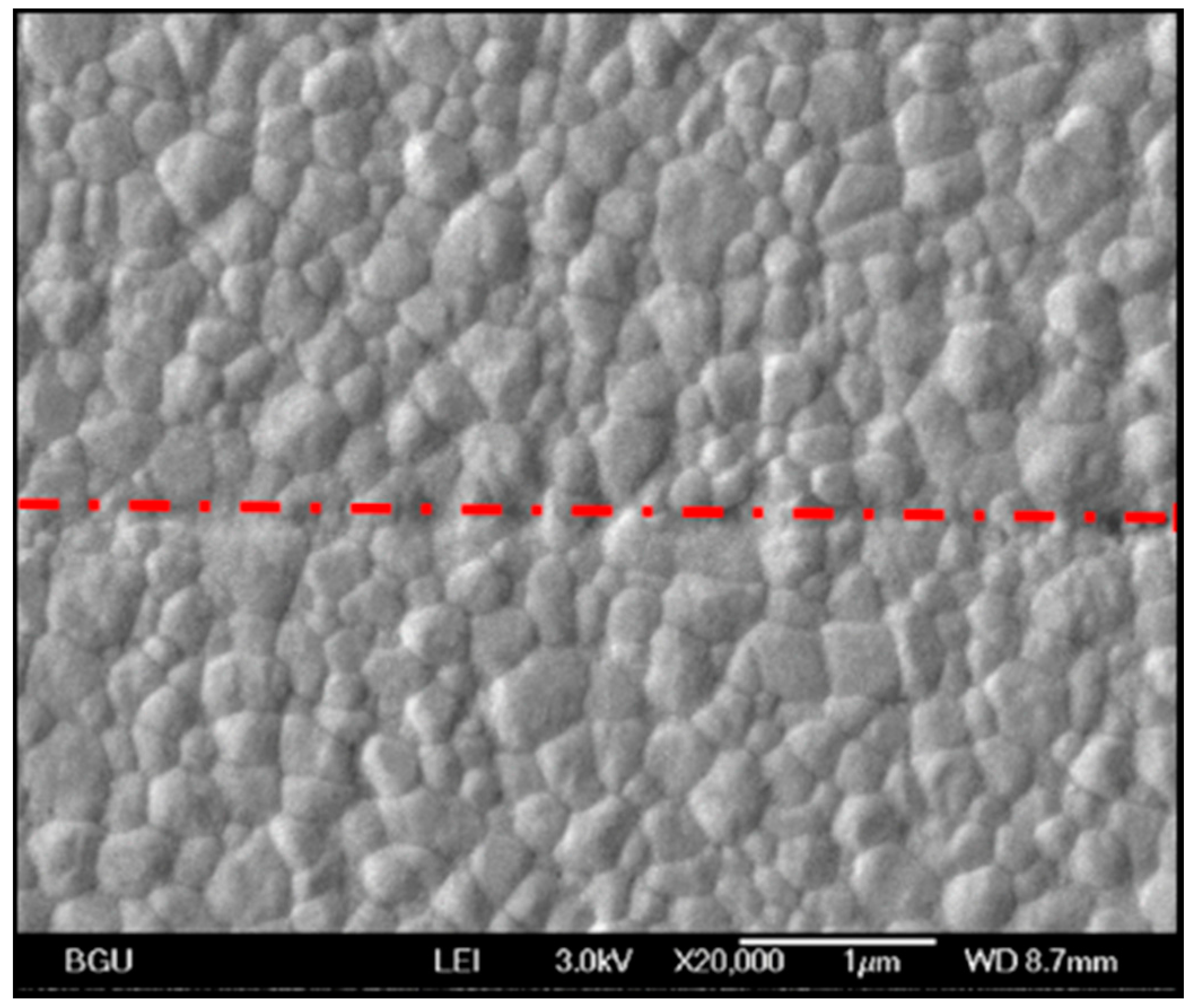
2.2.1. (3Y)-TZP/(3Y)-TZP Joining
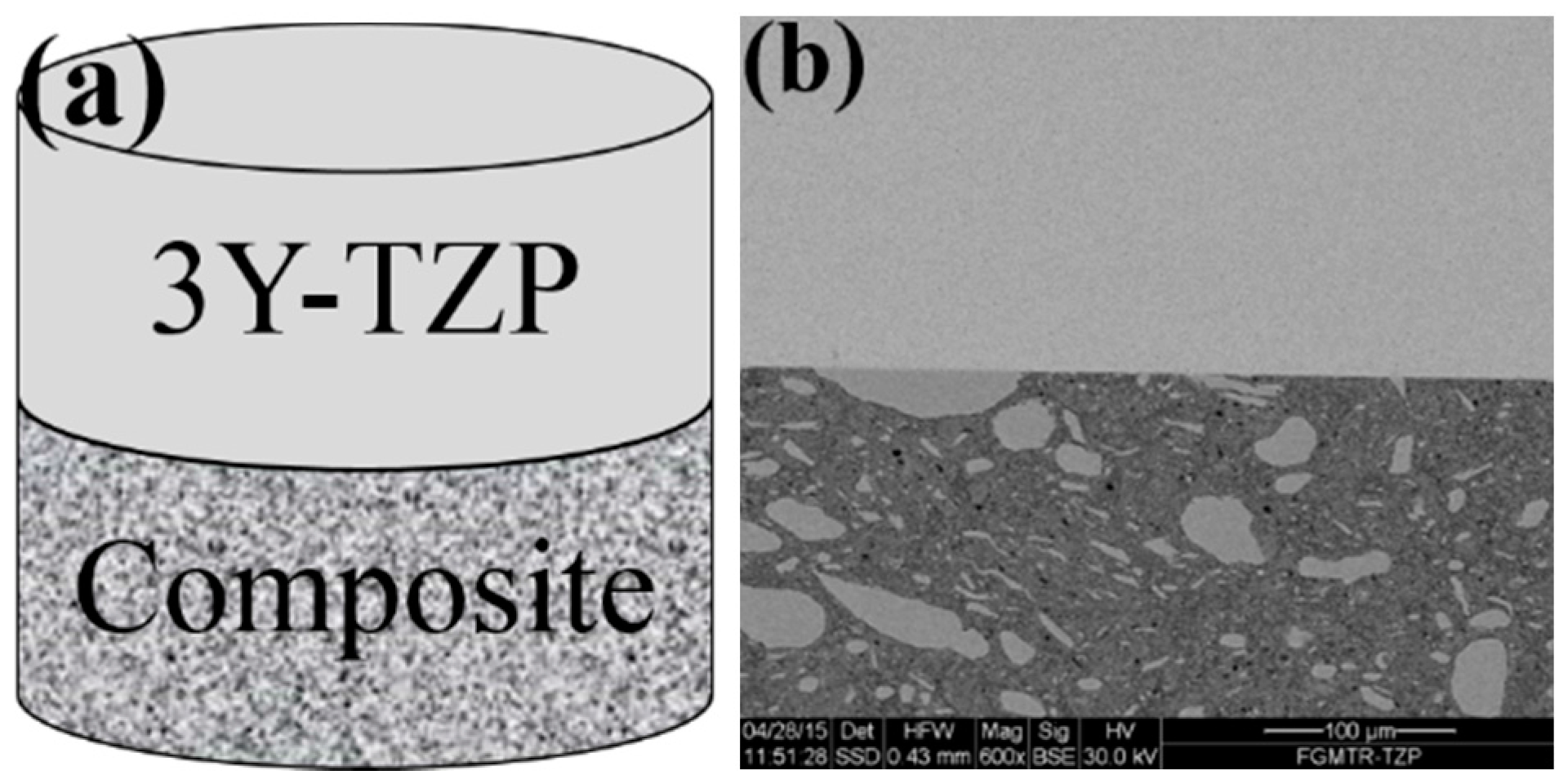
2.2.2. Composite/(3Y)-TZP Joining
3. Materials and Methods
3.1. Materials
3.2. Processing
3.3. Characterization
4. Conclusions
- No evidence of cracks or voids was observed at the composite/TZP interface.
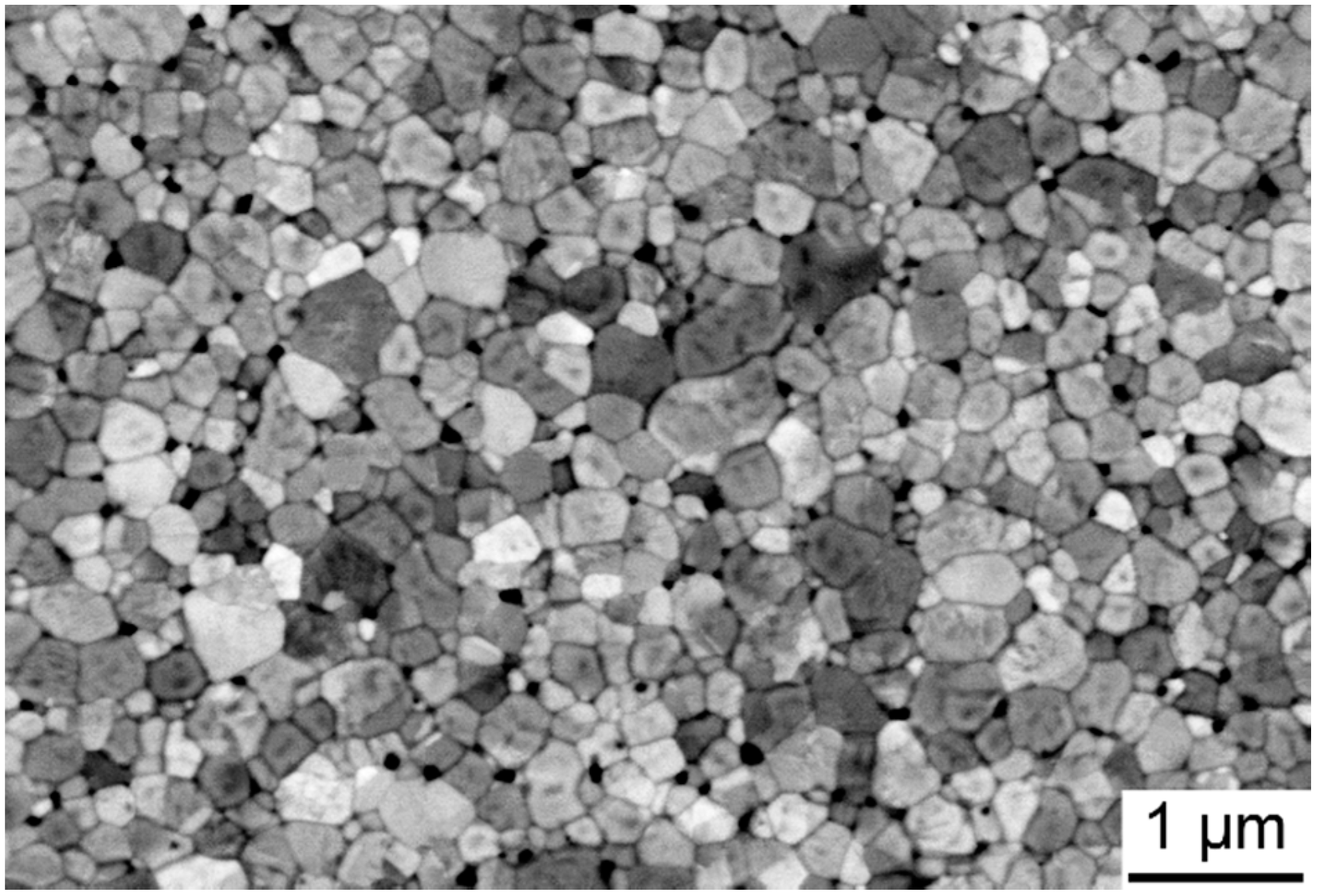
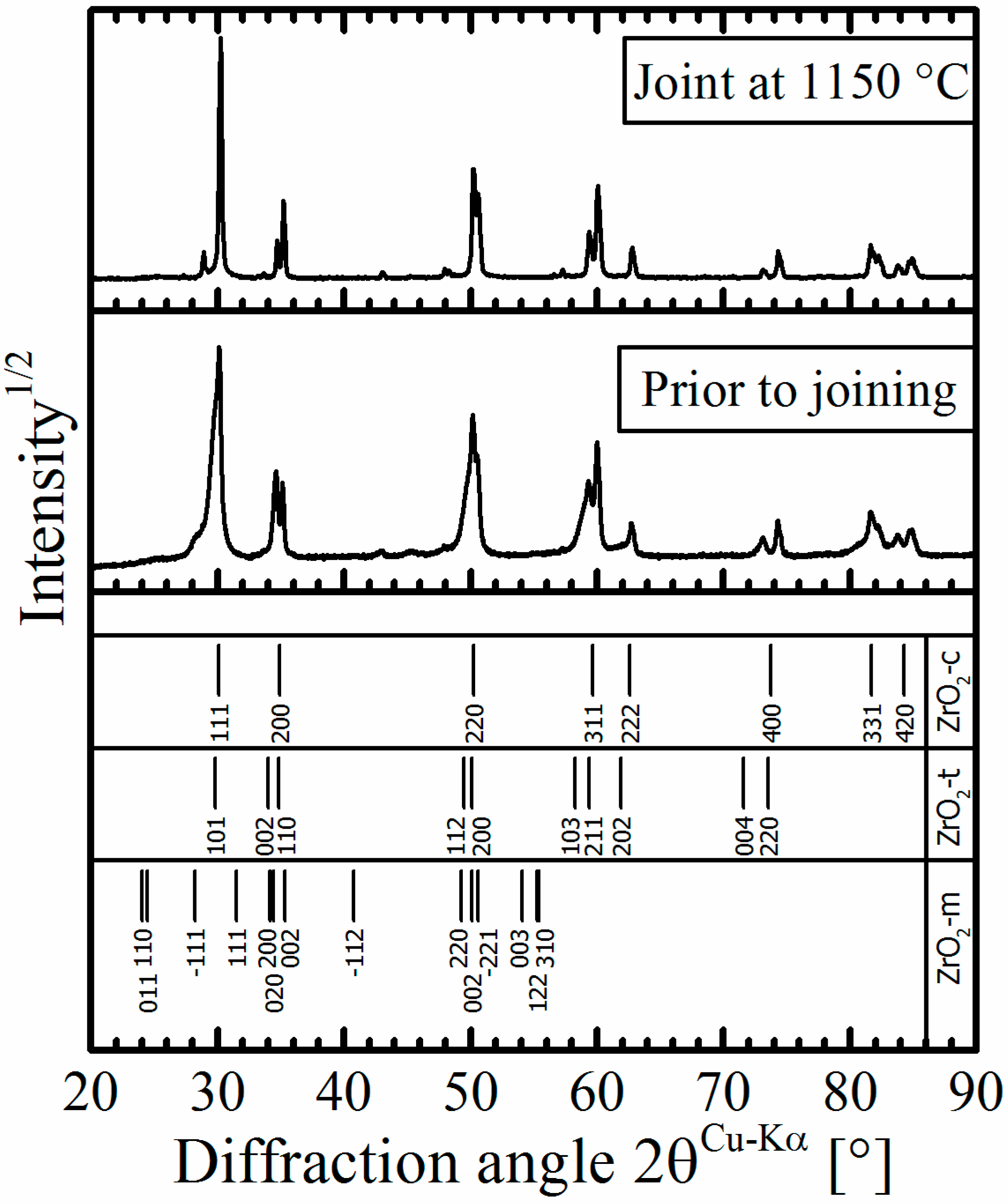
- Limited grain growth from the initial 208 nm to 226 nm after joining at 1150 °C occurred during joining. The crystallite size and the fraction of the monoclinic phase in the Y-TZP ceramic virtually did not change.
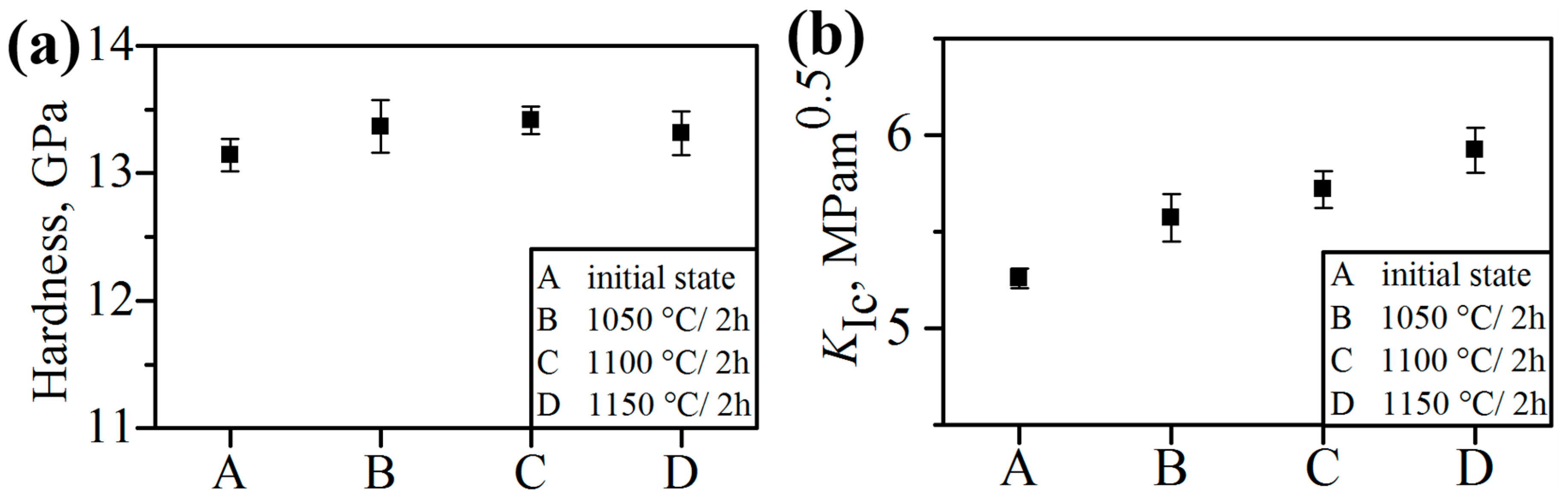
- The hardness values and the shear force for broken SPS-bonded samples did not change during joining. Slightly increased fracture toughness of the TZP-layer with increased joining temperatures was attributed to the effect of grain size on transformation toughening.
- SPS was proven to be an effective technique for sintering and solid-state joining of ceramics and metal/ceramic composites.
Acknowledgments
Author Contributions
Conflicts of Interest
Abbreviations
| PSZ | partially stabilized zirconia |
| SPS | spark plasma sintering |
| TRIP | transformation-induced plasticity |
| TZP | tetragonal zirconia polycrystal |
References
- Hannink, R.H.J.; Kelly, P.M.; Muddle, B.C. Transformation toughening in zirconia-containing ceramics. J. Am. Ceram. Soc. 2004, 83, 461–487. [Google Scholar] [CrossRef]
- Garvie, R.C.; Hannink, R.H.; Pascoe, R.T. Ceramic steel? Nature 1975, 258, 703–704. [Google Scholar] [CrossRef]
- Gerberich, W.W.; Hemmings, P.L.; Zackay, V.F.; Parker, E. Interactions between crack growth and strain-induced transformation. In Fracture; Pratt, P.L., Ed.; Chapman and Hall: London, UK, 1969; pp. 208–305. [Google Scholar]
- Grässel, O.; Krüger, L.; Frommeyer, G.; Meyer, L. High strength Fe–Mn–(Al, Si) TRIP/TWIP steels development–properties–application. Int. J. Plast. 2000, 16, 1391–1409. [Google Scholar] [CrossRef]
- Prüger, S.; Kuna, M.; Wolf, S.; Krüger, L. A material model for TRIP-steels and its application to a CrMnNi cast alloy. Steel Res. Int. 2011, 82, 1070–1079. [Google Scholar] [CrossRef]
- Kovalev, A.; Jahn, A.; Weiß, A.; Scheller, P.R. Characterization of the TRIP/TWIP effect in austenitic stainless steels using stress-temperature-transformation (STT) and deformation-temperature-transformation (DTT) diagrams. Steel Res. Int. 2011, 82, 45–50. [Google Scholar] [CrossRef]
- Wolf, S.; Martin, S.; Krüger, L.; Martin, U. Constitutive modelling of the rate dependent flow stress of cast high-alloyed metastable austenitic TRIP/TWIP steel. Mater. Sci. Eng. A 2014, 594, 72–81. [Google Scholar] [CrossRef]
- Martin, S.; Richter, S.; Decker, S.; Martin, U.; Krüger, L.; Rafaja, D. Reinforcing mechanism of Mg-PSZ particles in highly-alloyed TRIP steel. Steel Res. Int. 2011, 82, 1133–1140. [Google Scholar] [CrossRef]
- Aneziris, C.G.; Schärfl, W.; Biermann, H.; Martin, U. Energy-absorbing TRIP-Steel/Mg-PSZ composite honeycomb structures based on ceramic extrusion at room temperature. Int. J. Appl. Ceram. Technol. 2009, 6, 727–735. [Google Scholar] [CrossRef]
- Frage, N.; Kalabukhov, S.; Sverdlov, N.; Kasiyan, V.; Rothman, A.; Dariel, M.P. Effect of the spark plasma sintering (SPS) parameters and LiF doping on the mechanical properties and the transparency of polycrystalline Nd-YAG. Ceram. Int. 2012, 38, 5513–5519. [Google Scholar] [CrossRef]
- Hayun, S.; Kalabukhov, S.; Ezersky, V.; Dariel, M.P.; Frage, N. Microstructural characterization of spark plasma sintered boron carbide ceramics. Ceram. Int. 2010, 36, 451–457. [Google Scholar] [CrossRef]
- Hayun, S.; Paris, V.; Mitrani, R.; Kalabukhov, S.; Dariel, M.P.; Zaretsky, E.; Frage, N. Microstructure and mechanical properties of silicon carbide processed by Spark Plasma Sintering (SPS). Ceram. Int. 2012, 38, 6335–6340. [Google Scholar] [CrossRef]
- Duan, R.-G.; Zhan, G.-D.; Kuntz, J.D.; Kear, B.H.; Mukherjee, A.K. Spark plasma sintering (SPS) consolidated ceramic composites from plasma-sprayed metastable Al2TiO5 powder and nano-Al2O3, TiO2, and MgO powders. Mater. Sci. Eng. A 2004, 373, 180–186. [Google Scholar] [CrossRef]
- Lanfant, B.; Leconte, Y.; Bonnefont, G.; Garnier, V.; Jorand, Y.; Le Gallet, S.; Pinault, M.; Herlin-Boime, N.; Bernard, F.; Fantozzi, G. Effects of carbon and oxygen on the spark plasma sintering additive-free densification and on the mechanical properties of nanostructured SiC ceramics. J. Eur. Ceram. Soc. 2015, 35, 3369–3379. [Google Scholar] [CrossRef]
- Poyato, R.; Macías-Delgado, J.; García-Valenzuela, A.; González-Romero, R.; Muñoz, A.; Domínguez-Rodríguez, A. Electrical properties of reduced 3YTZP ceramics consolidated by spark plasma sintering. Ceram. Int. 2016, 42, 6713–6719. [Google Scholar] [CrossRef]
- Niu, H.Z.; Chen, Y.F.; Zhang, D.L.; Zhang, Y.S.; Lu, J.W.; Zhang, W.; Zhang, P.X. Fabrication of a powder metallurgy Ti2AlNb-based alloy by spark plasma sintering and associated microstructure optimization. Mater. Des. 2016, 89, 823–829. [Google Scholar] [CrossRef]
- Rudinsky, S.; Hendrickx, P.; Bishop, D.P.; Brochu, M. Spark plasma sintering and age hardening of an Al–Zn–Mg alloy powder blend. Mater. Sci. Eng. A 2016, 650, 129–138. [Google Scholar] [CrossRef]
- Minier, L.; le Gallet, S.; Grin, Y.; Bernard, F. A comparative study of nickel and alumina sintering using spark plasma sintering (SPS). Mater. Chem. Phys. 2012, 134, 243–253. [Google Scholar] [CrossRef]
- Sun, Y.; Vajpai, S.K.; Ameyama, K.; Ma, C. Fabrication of multilayered Ti-Al intermetallics by spark plasma sintering. J. Alloys Compd. 2014, 585, 734–740. [Google Scholar] [CrossRef]
- Ji, G.; Grosdidier, T.; Bernard, F.; Paris, S.; Gaffet, E.; Launois, S. Bulk FeAl nanostructured materials obtained by spray forming and spark plasma sintering. J. Alloys Compd. 2007, 434–435, 358–361. [Google Scholar] [CrossRef]
- Ji, G.; Bernard, F.; Launois, S.; Grosdidier, T. Processing conditions, microstructure and mechanical properties of hetero-nanostructured ODS FeAl alloys produced by spark plasma sintering. Mater. Sci. Eng. A 2013, 559, 566–573. [Google Scholar] [CrossRef]
- Seifert, M.; Shen, Z.; Krenkel, W.; Motz, G. Nb(Si,C,N) composite materials densified by spark plasma sintering. J. Eur. Ceram. Soc. 2015, 35, 3319–3327. [Google Scholar] [CrossRef]
- Meir, S.; Kalabukhov, S.; Frage, N.; Hayun, S. Mechanical properties of Al2O3/Ti composites fabricated by spark plasma sintering. Ceram. Int. 2015, 41, 4637–4643. [Google Scholar] [CrossRef]
- Liu, B.H.; Su, P.-J.; Lee, C.-H.; Huang, J.-L. Linking microstructure evolution and impedance behaviors in spark plasma sintered Si3N4/TiC and Si3N4/TiN ceramic nanocomposites. Ceram. Int. 2013, 39, 4205–4212. [Google Scholar] [CrossRef]
- Decker, S.; Krüger, L.; Schneider, I. Influence of steel and Mg PSZ additions on the compressive deformation behavior of an Al2O3 reinforced TRIP/TWIP-matrix-composite. In Proceedings of the International Powder Metallurgy Congress and Exhibition, Gothenburg, Sweden, 15–18 September 2013; pp. 113–118.
- Krüger, L.; Grützner, S.; Decker, S.; Schneider, I. Spark plasma sintering and strength behavior under compressive loading of Mg-PSZ/Al2O3-TRIP-steel composites. Mater. Sci. Forum 2015, 825–826, 182–188. [Google Scholar] [CrossRef]
- Radwan, M.; Nygren, M.; Flodström, K.; Esmaelzadeh, S. Fabrication of crack-free SUS316L/Al2O3 functionally graded materials by spark plasma sintering. J. Mater. Sci. 2011, 46, 5807–5814. [Google Scholar] [CrossRef]
- Decker, S.; Kruger, L. Improved mechanical properties by high-energy milling and spark plasma sintering of a TRIP-matrix composite. J. Compos. Mater. 2015, 50, 1829–1863. [Google Scholar] [CrossRef]
- Krüger, L.; Decker, S.; Ohser-Wiedemann, R.; Ehinger, D.; Martin, S.; Martin, U.; Seifert, H.J. Strength and failure behaviour of spark plasma sintered steel-zirconia composites under compressive loading. Steel Res. Int. 2011, 82, 1017–1021. [Google Scholar] [CrossRef]
- Decker, S.; Krüger, L.; Richter, S.; Martin, S.; Martin, U. Strain-rate-dependent flow stress and failure of an Mg-PSZ reinforced TRIP matrix composite produced by spark plasma sintering. Steel Res. Int. 2012, 83, 521–528. [Google Scholar] [CrossRef]
- Poklad, A.; Motylenko, M.; Klemm, V.; Schreiber, G.; Martin, S.; Decker, S.; Abendroth, B.; Haverkamp, M.; Rafaja, D. Interface phenomena responsible for bonding between TRIP steel and partiallystabilised zirconia as revealed by TEM. Adv. Eng. Mater. 2013, 15, 627–637. [Google Scholar] [CrossRef]
- Lee, G.; Yurlova, M.S.; Giuntini, D.; Grigoryev, E.G.; Khasanov, O.L.; McKittrick, J.; Olevsky, E.A. Densification of zirconium nitride by spark plasma sintering and high voltage electric discharge consolidation: A comparative analysis. Ceram. Int. 2015, 41, 14973–14987. [Google Scholar] [CrossRef]
- Delaizir, G.; Bernard-Granger, G.; Monnier, J.; Grodzki, R.; Kim-Hak, O.; Szkutnik, P.-D.; Soulier, M.; Saunier, S.; Goeuriot, D.; Rouleau, O.; et al. A comparative study of spark plasma sintering (SPS), hot isostatic pressing (HIP) and microwaves sintering techniques on p-type Bi2Te3 thermoelectric properties. Mater. Res. Bull. 2012, 47, 1954–1960. [Google Scholar] [CrossRef]
- He, D.; Fu, Z.; Wang, W.; Zhang, J.; Munir, Z.A.; Liu, P. Temperature-gradient joining of Ti–6Al–4V alloys by pulsed electric current sintering. Mater. Sci. Eng. A 2012, 535, 182–188. [Google Scholar] [CrossRef]
- Hirose, T.; Shiba, K.; Ando, M.; Enoeda, M.; Akiba, M. Joining technologies of reduced activation ferritic/martensitic steel for blanket fabrication. Fusion Eng. Des. 2006, 81, 645–651. [Google Scholar] [CrossRef]
- Miriyev, A.; Stern, A.; Tuval, E.; Kalabukhov, S.; Hooper, Z.; Frage, N. Titanium to steel joining by spark plasma sintering (SPS) technology. J. Mater. Process. Technol. 2013, 213, 161–166. [Google Scholar] [CrossRef]
- Aroshas, R.; Kalabukhov, S.; Stern, A.; Frage, N. Diffusion bonding of ceramics by spark plasma sintering (SPS) apparatus. Adv. Mater. Res. 2015, 1111, 97–102. [Google Scholar] [CrossRef]
- Liu, L.; Ye, F.; Zhou, Y.; Zhang, Z.; Hou, Q. Fast bonding α-SiAlON ceramics by spark plasma sintering. J. Eur. Ceram. Soc. 2010, 30, 2683–2689. [Google Scholar] [CrossRef]
- Ruiz, L.; Readey, M.J. Effect of heat treatment on grain size, phase assemblage and mechanical properties of 3 mol % Y-TZP. J. Am. Ceram. Soc. 1996, 79, 2331–2340. [Google Scholar] [CrossRef]
- Lange, F.F. Transformation toughening. J. Mater. Sci. 1982, 17, 225–234. [Google Scholar] [CrossRef]
- Bravo-Leon, A.; Morikawa, Y.; Kawahara, M.; Mayo, M.J. Fracture toughness of nanocrystalline tetragonal zirconia with low yttria content. Acta Mater. 2002, 50, 4555–4562. [Google Scholar] [CrossRef]
- Casellas, D.; Feder, A.; Llanes, L.; Anglada, M. Fracture toughness and mechanical strength of Y-TZP/PSZ ceramics. Scr. Mater. 2001, 45, 213–220. [Google Scholar] [CrossRef]
- Niihara, K.; Morena, R.; Hasselman, D.P.H. Evaluation of Klc of brittle solids by the indentation method with low crack-to-indent ratios. J. Mater. Sci. Lett. 1982, 1, 13–16. [Google Scholar] [CrossRef]
- Ponton, C.B.; Rawlings, R.D. Vickers indentation fracture toughness test Part 1 Review of literature and formulation of standardised indentation toughness equations. Mater. Sci. Technol. 2013, 5, 865–872. [Google Scholar] [CrossRef]
- Kaliszewski, M.S.; Behrens, G.; Heuer, A.H.; Shaw, M.C.; Marshall, D.B.; Dransmanri, G.W.; Steinbrech, R.W.; Pajares, A.; Guiberteau, F.; Cumbrera, F.L.; et al. Indentation Studies on Y2O2-Stabilized ZrO2: I, Development of Indentation-Induced Cracks. J. Am. Ceram. Soc. 1994, 77, 1185–1193. [Google Scholar] [CrossRef]
- Cottom, B.A.; Mayo, M.J. Fracture toughness of nanocrystalline ZrO2-3 mol % Y2O3 determined by vickers indentation. Scr. Mater. 1996, 34, 809–814. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value |
|---|---|
| Grain size (d50) of (3Y)-TZP | 208 nm |
| Grain size (d90) of (3Y)-TZP | 339 nm |
| Mean crystallite size of (3Y)-TZP | 60 nm |
| Mean crystallite size of the (3Y)-TZP phase in the composite layer | 70 nm |
| Fraction of the monoclinic phase in (3Y)-TZP | <1 vol % |
| Hardness of (3Y)-TZP | 13.2 GPa |
| Hardness of the composite | 10.4 GPa |
| Indentation fracture toughness () of (3Y)-TZP | 5.3 MPam0.5 |
| Element | Fe | C | Cr | Mn | Ni | Mo | Si | S | N |
|---|---|---|---|---|---|---|---|---|---|
| Wt.% | bal. | 0.031 | 13.50 | 6.49 | 5.73 | 0.07 | 0.48 | 0.007 | 0.034 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Miriyev, A.; Grützner, S.; Krüger, L.; Kalabukhov, S.; Frage, N. Bonding of TRIP-Steel/Al2O3-(3Y)-TZP Composites and (3Y)-TZP Ceramic by a Spark Plasma Sintering (SPS) Apparatus. Materials 2016, 9, 558. https://doi.org/10.3390/ma9070558
Miriyev A, Grützner S, Krüger L, Kalabukhov S, Frage N. Bonding of TRIP-Steel/Al2O3-(3Y)-TZP Composites and (3Y)-TZP Ceramic by a Spark Plasma Sintering (SPS) Apparatus. Materials. 2016; 9(7):558. https://doi.org/10.3390/ma9070558
Chicago/Turabian StyleMiriyev, Aslan, Steffen Grützner, Lutz Krüger, Sergey Kalabukhov, and Nachum Frage. 2016. "Bonding of TRIP-Steel/Al2O3-(3Y)-TZP Composites and (3Y)-TZP Ceramic by a Spark Plasma Sintering (SPS) Apparatus" Materials 9, no. 7: 558. https://doi.org/10.3390/ma9070558