Low-Investment Fully Mechanized Harvesting of Short-Rotation Poplar (populus spp.) Plantations


1
CNR IBE, Via Madonna del Piano 10, I-50019 Sesto Fiorentino, Italy
2
University of the Sunshine Coast, Locked Bag 4, Maroochydore DC, Queensland 4558, Australia
3
Skogforsk, Dag Hammarskjölds väg 36 A, Uppsala Science Park, S-75183 Uppsala, Sweden
*
Author to whom correspondence should be addressed.
Forests 2020, 11(5), 502; https://doi.org/10.3390/f11050502
Submission received: 5 April 2020
/
Revised: 25 April 2020
/
Accepted: 28 April 2020
/
Published: 1 May 2020
(This article belongs to the Section Forest Ecology and Management)
Abstract
:European short-rotation poplar plantations are harvested at 5–8 year rotations and produce relatively small stems (0.05–0.10 m3), which represent a major challenge when designing a cost-effective harvesting chain. Until now, the challenge has been met through whole-tree chipping, which allows mass-handling all through the harvesting chain. However, the production of higher value logs for the panel industry requires devising different solutions. This study presents a fully mechanized low-investment system using an excavator-based feller-buncher shear, a grapple skidder obtained from the conversion of a common farm tractor and an excavator-mounted grapple saw adapted to work as a makeshift slasher. The system was tested in Northwestern Italy, achieving high productivity (between 14 and 20 t fresh weight per scheduled machine hour) and low harvesting cost (between 9 and 14 € t−1 fresh weight). However, crosscutting quality needs further improvement, because almost 50% of the logs did not meet factory specifications. Solutions to solve this issue are proposed. The tested system is suitable for local small-scale operators because it can be acquired with a reasonable capital investment (400,000 €) and it is versatile enough for use in a number of alternative jobs, when the coppice harvesting season is over.
1. Introduction
Short-rotation wood crops established with fast-growing tree species have gained growing favor with forest industries because they can offer the benefits of rationalized management, vicinity to the conversion plants and pre-defined product targets [1]. As the demand for engineered fiber products grows, so does the area of plantation forestry. This may soon double [2], and it eventually may account for 75% of the global wood supply by 2050 [3]. That is especially the case of tropical plantations, which are established with genetically selected propagation material under favorable soil and climate conditions, and achieve exceptional growth rates [4]. However, tree farms are enjoying recent popularity in Europe, where they are appreciated for their capacity to match the strategic needs of modern wood industries [5]. Modern wood industries often concentrate production in very large plants, with extreme raw material demands. These plants face a serious challenge when they try to obtain a steady fiber supply in very large volumes, especially now that the wood market is undergoing profound structural changes [6]. Therefore, wood industries need a strategic raw material reserve they can control, in order to balance any eventual fluctuations in supply volume and price [7].
In Europe, most new plantations are located East, in such countries as Poland, Romania or Slovakia, where one finds an ideal combination of good soil conditions, reasonable land price and a fast-growing economy [8,9]. Until now, the wide availability and low cost of hard-working rural labor have motivated resorting to manual or semi-mechanized work techniques for plantation establishment and harvesting; however, fast economic growth makes it doubtful that abundant, cheap labor will be available for much longer. Therefore, plantation managers are urgently looking for new mechanized solutions that may offset future labor shortages, while offering clear benefits in terms of simplified logistics and improved worker safety [10].
Most of the Eastern European industrial tree farms are established with poplars (populus spp.) and are harvested at 5–8 years intervals, making them more appealing to farmers than conventional forest plantations, especially when targeting marginal ex-arable land. Slightly longer rotations may actually offer better yields and revenues, but they would face a significant legal hurdle as they would configure as forestry rather than agriculture, and meet with stricter use limitations.
Small tree size represents a major challenge when harvesting young plantations. The productivity of forest equipment declines very rapidly when tree size is smaller than optimum [11,12], and even thinning machines are designed for trees with an optimum size around 0.2 m3. When the average tree size is much smaller than that—as in the case of 5–8 year old poplars—then it is best to opt for mass handling, harvesting more trees in one single cycle to offset small individual tree volume [13]. Several multi-tree harvesting machines have been developed for early thinning operations and are commercially available on the European market, under the categories of “feller-buncher” and “multi-stem harvester”—respectively designed for whole tree (WT) and cut-to-length (CTL) harvesting [14]. Between the two, feller-bunchers are simpler and cheaper, and represent the initial step of a harvesting system whereby trees are felled and bunched, and then extracted whole to a landing for processing into commercial assortments [15]. This harvesting method has the advantage of simplified in-forest handling [16] while remaining flexible enough to produce either whole-tree chips or a combination of logs and chips [17]. What is most important, this method guarantees mass handling all along the chain, as trees are bunched at the same time as they are felled and they are never separated again—all trees in the same bunch being crosscut together in a single pass when they reach the landing. A further advantage of this method is that it can be implemented through simple and inexpensive machinery, which makes it especially attractive to small operators with limited capital availability. Fully mechanized WT harvesting can be deployed using adapted general-purpose machinery and still achieve a very high productivity.
The goal of this research was to design and evaluate a whole-tree harvesting system for tackling the small poplar trees grown in short-rotation forest plantations. This system had to allow mass handling throughout the whole chain and be based on general-purpose, low-investment machinery within the reach of small local contractors. The system also had to be capable of manufacturing the largest possible quantity of 4-m logs (small end diameter ≥ 7 cm), which are used for the production of high-quality boards and represent the most valuable assortment potentially obtained from short-rotation plantations. The research included a thorough first testing of the new system, in order to assess work productivity, production cost and work quality.
2. Materials
As a start, the harvesting system was designed and organized as follows:
- Step 1—trees were felled and bunched with a Liebherr 317 medium-size (17 t) tracked excavator fitted with a Westtech Woodcracker 350 feller-buncher shear (Figure 1—top);
- Step 2—whole-tree bunches were skidded to the field’s edge using a Case 100 CX 85-kW farm tractor equipped with a Proforst SC3 log grapple (Figure 1—middle);
- Step 3—4-m logs were detached from the bottom end of the bunches using a Hitachi Zaxis 130 medium-sized (14 t) tracked excavator fitted with a Hultdins Supersaw 350 grapple-saw (Figure 1—bottom).
The grapple-saw crosscut the whole bunch in a single pass, without separating individual trees or performing any delimbing; the tree bases carried only a few small limbs, and most of them would be broken during felling, skidding and subsequent handling. The minimum small end diameter was 7 cm, and it was visually assessed by the grapple-saw operator. This machine would also stack tops and logs in separate piles. Ideally, the crosscutting of whole bunches should be done with a slasher, which is a purpose-built machine consisting of a cradle to accommodate the bunch, a butt-plate to index the trees and a hydraulic saw (chain or disc saw, depending on the model) to perform the cut [18]. This machine is common in Northamerica, but virtually unknown in Europe. As a result, no slasher could be found in the surroundings and importing one for a short-term trial was not cost-effective, hence the use of a grapple-saw as a local, low-cost replacement.
All machine operators were competent professionals with significant experience of their respective equipment. All operators were informed about the goal of the experiment and the study methods, and they all cooperated to the best of their capacities. Due compensation was offered to the company for the disturbance caused by the study, and the company was indeed interested in learning new work techniques from the test, which was an additional incentive to fruitful cooperation.
The system was eventually tested in Candelo near Biella, in Northwestern Italy, from 19 November to 21 November 2018. The test was conducted on a 7-year-old poplar plantation established with clone AF8 by Pellerei Ago Srl - Cossato (BI), Italy, a local farming company and bioenergy producer. The company is a main owner of short-rotation poplar plantations in Northern Italy, which they establish and manage in order to keep a strategic reserve of raw material for their fuel-hungry, 3-MWe power station. The plantations managed by Pellerei Ago Srl resemble those established over much larger surfaces in Eastern Europe, and the Italian location was chosen for this first trial due to the convenience of having a grower, a user and a suitably equipped harvesting contractor all gathered into the same company.
The test plantation had been established at a 3.2 × 2.4 m spacing (1302 trees ha−1) and survival rate was estimated at 95% (actual density = 1237 trees ha−1). Stocking at the time of harvest was 128 green t ha−1. The mean tree diameter at breast height (DBH) was 15.1 cm and the mean tree height was 16.5 m. Mean tree mass was 103 kg fresh weight (water mass fraction = 54%). The total surface area of the plantation amounted to 1.1 ha.
3. Methods
For the purpose of the study, the 1.1 ha field was divided into 13 rectangular blocks with a surface of ca. 800 m2 each, so that every single block would contain approximately 100 trees. Block width was 16 m or 5 rows, which was considered as the best work frontage for the feller-buncher. Therefore, the block length was ca. 50 m. The blocks were contiguous and distributed to cover all the field’s length, to a maximum of 300 m from the field’s edge, which represented the maximum extraction distance.
Block yield was determined by separately piling the logs and tops obtained from each block and then moving all individual piles to the certified weighbridge available at the power station. A 200-g wood disc was collected from each log pile, weighed fresh in the field with a portable precision scale and then taken to the laboratory for drying in a ventilated oven set at 103 °C and weighing again 48-h later once dry. The result was matched against the moisture content determined at the power station at the time of delivery (chips only) and the figures offered a good match (54% for the lab and 52% for the power station).
Tree size was determined by dividing block mass by block tree count. Mean DBH per block was obtained by taking the DBH of each tree with a caliper. Tree height was estimated by regressing the DBH and height of 40 sample trees selected across the range of DBH values, so as to obtain a DBH-to-height function. Sample trees were also used to determine the theoretical log yield. This was obtained by measuring the length and diameter at mid length of all 4-m logs potentially obtained from the tree, down to the 7-cm minimum diameter.
The time to fell, skid and process each block was determined separately for each block and work step, using stopwatches and hand-held field computers. Delay time was separated from productive work time, regardless of the duration of delay events [19]. The delay time is typically erratic and a short-term study bout conducted on small blocks may fail to represent the actual incidence of delay time in the long term. Therefore, delay time was added to work time using the delay factors obtained from long-term studies. A 20% delay factor was adopted, meant to reflect the favorable work conditions presented by rational tree farms established on firm flat terrain, near all maintenance and repair facilities [20]. The number of cycles was also recorded, in order to determine the average cycle duration, average n° of trees per cycle and average mass per cycle.
Log length accuracy was checked by measuring the lengths of 50 logs. Besides, the small end diameter of 500 logs was also taken, in order to determine the percent of logs within the 7-cm minimum specification.
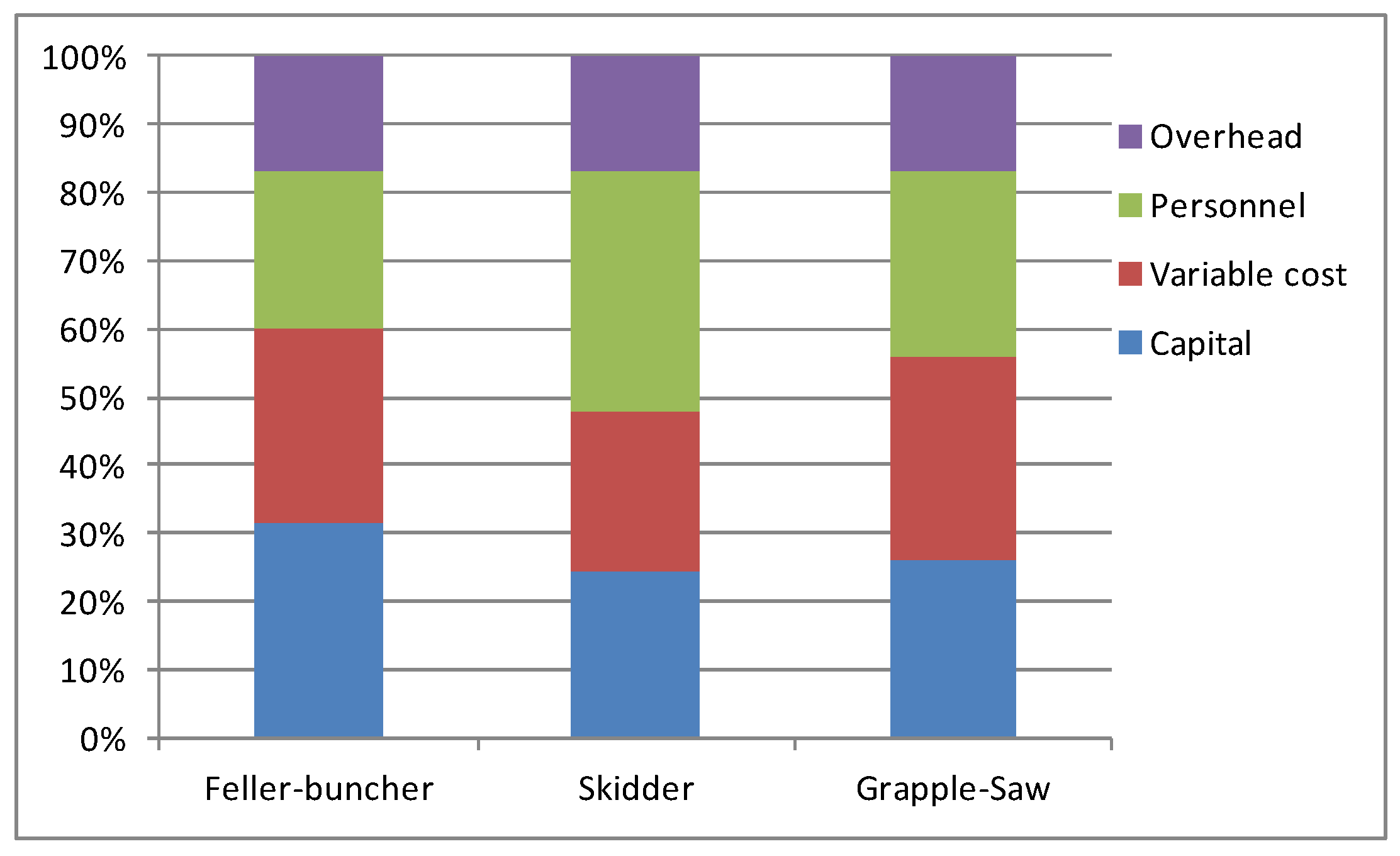
Machine cost was estimated using the European harmonized forest machine costing method recently published within the scope of COST Action FP0902 [21]. Costing assumptions were obtained from Pellerei Ago Srl. Therefore, calculated costs reflected actual machine rates and were 69 € h−1 for the excavator-based feller-buncher, 45 € h−1 for the skidder and 58 € h−1 for the grapple saw unit (Table 1). Figure 2 demonstrates that all tested technology was indeed low capital, since capital cost represented between 25% and 30% of the total cost (Figure 2).
The statistical analysis of data was conducted with SAS Statview [22]. Descriptive statistics were used to assess centrality and error. Regression analysis allowed estimating the relationship between skidding distance, skidder productivity and total harvesting cost. For all tests, statistical significance was accepted for α < 0.05.
4. Results
Mean productivity was 14 t per scheduled machine hour (SMH−1) for the feller-buncher, 20 t SMH−1 for the skidder and 19 t SMH−1 for the grapple saw (Table 2).
Being less productive than the others, the feller-buncher needed to get a head-start of half a day and to work a bit later in the day in order to avoid starvation downstream (i.e., the lack of felled trees for the teams that skidded and processed them). In contrast, the skidder and the grapple-saw were well balanced and could move along nicely—at least as far as the extraction distance remained around 100 m and no major delays affected any of the two components.
However, skidding productivity proved extremely sensitive to skidding distance, as cycle time would rapidly grow as distance increased (Table 3—Equation (5)). That is why two tractors were made available on site, with the second tractor ready to step in when needed; that way, the grapple-saw could be kept fed even when harvesting the most distant blocks, placed 300 m away. Regression analysis showed that skidder productivity decreased with the natural logarithm of skidding distance —hence, very quickly (Table 3—Equation (6)). This is clearly shown in Figure 3.
Regression analysis also showed that as tree size decreased, the feller-buncher would cut more trees per cycle (Table 3—Equation (1)), but that would not result in a meaningful increase of cycle time (Table 3—Equation (2)); therefore, as tree size decreased more trees would be produced per hour (Table 3—Equation (3)) and productivity remained virtually unaltered (Table 3—Equation (4)). There may be no better demonstration of the benefits accrued through mass handling.
Regression analysis could not detect any significant correlations between log yield (% of log volume over total tree volume) or % stem breakage and such stand characteristics as tree size or field stocking. In that regard, it is worth noting that stem breakage was relatively small and accounted for less than 3% of the total number of trees being harvested. Stem breakage occurred more often during felling than during processing, which may be related to the specific design of the feller-buncher model used for the trial, but also to the general mechanics of shear-type felling heads, which cut the tree after firmly grabbing it and therefore may place excessive tension on the stem during cut.
Concerning log yield, the actual measured figure averaged 83% and exceeded the theoretical figure predicted at the inventory, included between 55% and 65% (interquartile range—Table 4). While one may attribute part of the difference to the error of estimate that goes along with any inventory based on a limited number of sample trees, the gap is too wide to be spanned by error alone. This result must be read in the light of a rather poor work quality, which was the only point where the system on test did not prove satisfactory: 55% of all logs produced exceeded the 400 ± 15-cm length tolerance, and 6% of them fell below the 7-cm small end diameter specification. Therefore, it is reasonable to infer that the very high log yield was partly due to the inclusion of substandard elements in the log piles.
Harvesting cost most commonly ranged between 8.5 and 13.7 € t−1 (interquartile range), with the average at 11.1 € t−1 (Table 2). The effect of increasing extraction distance reverberated through the whole chain and determined a significant increase of overall harvesting cost (Table 3—Equation (7), Figure 4). However, the cost increase was lower than the theoretical value calculated simply by adding a mean felling and processing cost to the steeply growing skidding cost curve: that pointed at a certain capacity for the system to readjust and absorb part of the eventual inefficiency caused by an extension of skidding distance (Figure 4). No significant relationship was found between harvesting cost, tree size and field stocking, which is evidence for the capacity of mass handling to offset variations of tree size and field stocking—at least within the limits explored in this study.
5. Discussion and Conclusions
Interestingly enough, in 2011 CNR conducted a study in the same area and with the same company (i.e., Pellerei Ago Srl) on a similar plantation, but with the main goal of producing whole tree chips—not a mix of logs and chips [23]. Comparison between the results of the two studies shows that whole-tree chipping incurred a higher harvesting cost, estimated between 16 and 23 € t−1, than found here for the combined production of logs and tops (i.e., 9 to 14 € t−1). However, whole-tree chipping included the cost of chipping, which was not considered in this study. Most importantly, the company evolved in their equipment selection and changed the purpose-built machines used in 2011 (a harvester and a forwarder) for cheaper excavator- and tractor-based machines. The owners declared that the superior mobility of purpose-built forestry machines is wasted on plantations established on ex-arable land, where slope gradient and terrain roughness do not represent a limitation.
The operation tested in this study can be acquired with a relatively small capital investment, around 400,000 €. That is about half of what is needed in order to acquire purpose-built equipment for doing the same job [24]. Even if a purpose-built operation proved equally cost-effective—and that has yet to be proved—the higher investment cost of purpose-built machinery would make it more difficult for small-scale logging contractors to equip, given the generally low-investment capacity of rural entrepreneurs [25]. Furthermore, general-purpose machines are more versatile and can be deployed on a large number of alternative jobs outside forestry. Farm tractors can be quickly reconverted to agriculture and excavators to construction and earthmoving jobs. Such versatility is especially valuable when equipping for plantations that are generally managed as coppice and can only be harvested during the winter season [26]. In that case, equipment depreciation becomes a major challenge, which is effectively met by decreasing capital commitment and increasing equipment versatility.
The system tested in 2018 was not only relatively inexpensive to acquire, but also offered the advantages of high productivity and low production cost. Its main weakness was in poor work quality, since a large proportion of the logs did not meet the set size specifications. While one may argue that this was an early test and that grapple-saw operators are likely to become better at their job as they gain more experience, it is a fact that dedicated machines are normally used for that task and that the grapple-saw used here was just a makeshift solution in the absence of a proper slasher. The test showed that it is very difficult to perform accurate cuts without a way to indexing tree butts; therefore, some form of mobile butt-plate would be required for the job, even if European users preferred to renounce proper slashers and opt for loader-mounted grapple saws, due to their widespread availability and superior versatility [27]. Eventually, a slasher could be reduced to a simple cradle with a butt plate, and the chainsaw would then be installed on the loader grapple. If one wanted to maximize cut length accuracy, the market offers grapples with hydraulically adjustable saws, and the more exacting operators could also ask their saws to be equipped with simple distance sensors aimed at the butt plate or some other fixed element of the slasher, so as to cut with absolute accuracy.
Any interventions to increase productivity should target felling first, since this is the slowest of the three steps in the harvesting process, and the most expensive as well (46% of the total harvesting cost—see Table 2). The purpose-built machine used in 2011 achieved a mean productivity of 160 trees SMH−1 or 19 t SMH−1, even if it lacked a proper accumulating system, unlike the shears used in 2018. That is a 15% increment in trees cut per hour, despite cutting larger trees. Obviously, a more expensive purpose-built piece of equipment must be more efficient than the adaptation of a general-purpose machine, but the comparison shows that there might be some margin for improvement.
Furthermore, much attention should be devoted to skidding, which is the most sensitive to extraction distance. The study shows that skidding cost is low and system balance is achieved when the extraction distance is around 100 m; beyond that distance, productivity drops and skidding cost increases sharply. What is most important, the operation designed and tested in this study is a ∜hot deck∝ system [28] where all components are closely interdependent; therefore, if the productivity of one component decreases, so does that of the components downstream (i.e., starvation) and upstream (i.e. constipation), which is bound to generate a multiplier effect. That is why a second tractor was kept at hand, for deploying when extraction distance became excessively long. As a norm, a second tractor should be deployed when the extraction distance exceeds 150 m, so that system balance can be maintained. However, that will double skidding cost. The reason why tractor-based skidders are so sensitive to extraction distance is in their limited payload capacity. While modified farm tractors can achieve a field speed in excess of 15 km h−1 (with recorded peaks above 20 km h−1), their payload seldom exceeds 1 t. In fact, loading trees on a trailer would allow a marked increase of payload, but preliminary tests showed that such operation would result in excessive stem breakage, which occurred when lifting the stems from their mid-point and placing them on the trailer. A better solution is likely found with a clambunk skidder, which has a much larger payload capacity than a conventional skidder but still grabs the trees from their butt ends and does not require full lifting from the midpoint [29]. The main technical drawback of clambunk skidders is their limited maneuverability [30], which probably is not a great handicap when clearcutting a plantation in flat and even terrain. If capital cost must be minimized and versatility enhanced, then one may resort to a clambunk attachment for farm tractors, which can be built locally (Figure 5).
Even so, any eventual improvements need to be considered for their impact on the whole harvesting chain. The system designed for the experiment is characterized by a high level of interdependence between its components, which makes it crucial to allow for some capacity margin.
Author Contributions
R.S.: Study planning and organization, experiment design, field data collection, data analysis, writing of the paper; N.M.: Study planning, field data collection, data analysis, writing of the paper; C.L.: field data collection, data analysis. All authors have read and agreed to the published version of the manuscript.
Funding
This study was funded by the Bio Based Industries Joint Undertaking under the European Union’s Horizon 2020 research and innovation program under grant agreement No 745874 »Dendromass for Europe« (D4EU).
Acknowledgments
The Authors also acknowledge the support of F. De Francesco during field data collection and of Pellerei Ago Srl for the organization of the trials.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Campinhos, E., Jr. Sustainable plantations of high-yield shape Eucalyptus trees for production of fiber: The Aracruz case. New For. 1999, 17, 129–143. [Google Scholar] [CrossRef]
- Portin, A.; Lehtonen, P. Strategic Review of the Future of Forest Plantations; Indufor Report A12-06869; Indufor Oy: Helsinki, Finland, 2012; 121p, Available online: www.fao.org/forestry/42701-090e8a9fd4969cb334b2ae7957d7b1505.pdf (accessed on 3 April 2018).
- Sohngen, B.; Mendelsohn, R.; Sedjo, R. Forest management, conservation, and global timber markets. Am. J. Agric. Econ. 1999, 81, 1–13. [Google Scholar] [CrossRef]
- Stape, J.L.; Binkley, D.; Ryan, M.G.; Fonseca, S.; Loos, R.A.; Takahashi, E.N.; Silva, C.R.; Silva, S.R.; Hakamada, R.E.; Ferreira, J.M.A.; et al. The Brazil Eucalyptus Potential Productivity Project: Influence of water, nutrients and stand uniformity on wood production. For. Ecol. Manag. 2010, 259, 1684–1694. [Google Scholar] [CrossRef]
- Spinelli, R.; Hartsough, B. Harvesting SRF poplar for pulpwood: Experience in the Pacific Northwest. Biomass. Bioenergy 2006, 30, 439–445. [Google Scholar] [CrossRef]
- Hetemäki, L.; Hurmekoski, E. Forest Products Markets under Change: Review and Research Implications. Curr. For. Rep. 2016, 2, 177–188. [Google Scholar] [CrossRef]
- Stanton, B.; Eaton, J.; Johnson, J.; Rice, D.; Schuette, B.; Moser, B. Hybrid Poplar in the Pacific Northwest: The Effects of Market-Driven Management. J. For. 2002, 100, 28–33. [Google Scholar]
- Werner, C.; Haas, E.; Grote, R.; Gauder, M.; Graeff-Honninger, S.; Claupein, W.; Butterbach-Bahl, K. Biomass production potential from Populus short rotation systems in Romania. GCB Bioenerg. 2012, 4, 642–653. [Google Scholar] [CrossRef]
- IPP. Biomass Plantations in Poland. Available online: http://www.internationalpaper.com/company/regions/europe-middle-east-africa/sustainability/highlights/biomass-plantations-in-poland (accessed on 3 March 2020).
- Bell, J. Changes in logging injury rates associated with use of feller-bunchers in West Virginia. J. Saf. Res. 2002, 33, 436–471. [Google Scholar] [CrossRef]
- Visser, R.; Spinelli, R. Determining the shape of the productivity function for mechanized felling and felling-processing. J. For. Res. 2012, 17, 397–402. [Google Scholar] [CrossRef]
- Eriksson, M.; Lindroos, O. Productivity of harvesters and forwarders in CTL operations in northern Sweden based on large follow-up datasets. Int. J. For. Eng. 2014, 25, 179–200. [Google Scholar] [CrossRef]
- Dahlin, B. Cradle Type Multi-Stem Delimber; Monograph no. 185 in Series Studia Forestalia Suecica; Swedish University of Agricultural Sciences: Uppsala, Sweden, 1991. [Google Scholar]
- Karpachev, S.; Bykovskiy, M. Simulation modelling of the felling-bunching machine logging operation with the multiple-tree accumulating head. In Proceedings of the IOP Conference Series: Earth and Environmental Science, Voronezh, Russia, 4–5 October 2019; Volume 22, pp. 12–21. [Google Scholar]
- Stokes, B.; Ashmore, C.; Rawlins, C.; Sirois, D. Glossary of Terms Used in Timber Harvesting and Forest Engineering; General Technical Report SO-73; USDA, Forest Service, Southern Forest Experimental Station: New Orleans, LA, USA, 1989; 33p.
- Kammenga, J. Whole-tree utilization system for thinning young Douglas-fir. J. For. 1983, 4, 220–224. [Google Scholar]
- Conway, S. Logging Practices: Principles of Timber Harvesting Systems; Backbrat Book, Hal Leonard Corp.: Milwaukee, WI, USA, 1982; 436p, ISBN 0879301449. [Google Scholar]
- Klinhoff, R. S & L Portable Timber Slasher; Technical Release. American Pulpwood Association 1970 No. 70R-23; CABI: Wallingford, UK, 1970; p. 2. [Google Scholar]
- Björheden, R.; Apel, K.; Shiba, M.; Thompson, M.A. IUFRO Forest Work Study Nomenclature; Swedish University of Agricultural Science, Department of Operational Efficiency: Garpenberg, Sweden, 1985; 16p. [Google Scholar]
- Spinelli, R.; Visser, R. Analyzing and estimating delays in harvester operations. Int. J. For. Eng. 2008, 19, 35–40. [Google Scholar] [CrossRef]
- Ackerman, P.; Belbo, H.; Eliasson, L.; de Jong, A.; Lazdins, A.; Lyons, J. The COST model for calculation of forest operations costs. Int. J. For. Eng. 2014, 25, 75–81. [Google Scholar] [CrossRef]
- SAS Institute Inc. StatView Reference; SAS Publishing: Cary, NC, USA, 1999; pp. 84–93, ISBN-1-58025-162-5. [Google Scholar]
- Spinelli, R.; Schweier, J.; De Francesco, F. Harvesting techniques for non-industrial biomass plantations. Biosys. Eng. 2012, 113, 319–324. [Google Scholar] [CrossRef]
- Di Fulvio, F.; Abbas, D.; Spinelli, R.; Acuna, M.; Ackerman, P.; Lindroos, O. Benchmarking technical and cost factors in forest felling and processing operations in different global regions during the period 2013–2014. Int. J. For. Eng. 2017, 28, 94–105. [Google Scholar] [CrossRef]
- Penttinen, M.; Rummukainen, A.; Mikkola, J. Profitability, liquidity and solvency of wood harvesting contractors in Finland. Small-Scale For. 2010, 10, 211–229. [Google Scholar] [CrossRef]
- Manzone, M.; Balsari, P.; Spinelli, R. Small-scale storage techniques for fuel chips from short rotation forestry. Fuel 2013, 109, 687–692. [Google Scholar] [CrossRef]
- Spinelli, R.; Lombardini, C.; Marchi, E.; Aminti, G. A low-investment technology for the simplified processing of energy wood from coppice forests. Eur. J. For. Res. 2019, 138, 31–41. [Google Scholar] [CrossRef]
- Kellogg, L.D.; Bettinger, P.; Studier, D. Terminology of Ground-Based Mechanized Logging in The Pacific Northwest; Forest Research Laboratory, Oregon State University: Corvallis, OR, USA, 1993; 12p. [Google Scholar]
- Hemphill, D. Clambunk Skidder Applications; LIRA Technical Release 7 (2): 1-4; Forest Growers Research: Rotorua, New Zealand, 1985. [Google Scholar]
- LeDoux, C.B. Mechanized Systems for Harvesting Eastern Hardwoods; Gen. Tech. Rep. NRS-69; U.S. Department of Agriculture, Forest Service, Northern Research Station: Newtown Square, PA, USA, 2010; 13p.
Figure 1.
Felling and bunching trees with the excavator-based feller-buncher (Top); skidding bunches with the forestry-fitted farm tractor (Middle); crosscutting stems into 4-m logs with the excavator-based grapple saw (Bottom).
Figure 1.
Felling and bunching trees with the excavator-based feller-buncher (Top); skidding bunches with the forestry-fitted farm tractor (Middle); crosscutting stems into 4-m logs with the excavator-based grapple saw (Bottom).

Figure 2.
Cost breakdown for the main equipment on test.

Figure 3.
Skidder productivity as a function of skidding distance.

Figure 4.
Harvesting cost as a function of skidding distance.

Figure 5.
Clambunk skidder attachment for farm-tractor based skidders.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Machine costing.
| Machine | Type | Feller-Buncher | Skidder | Grapple-Saw |
|---|---|---|---|---|
| Purchase price | € | 155,000 | 70,000 | 105,000 |
| Salvage value | € | 31,000 | 14,000 | 21,000 |
| Service life | Years | 8 | 8 | 8 |
| Annual use | SMH | 1200 | 1200 | 1200 |
| Operator wage | € SMH−1 | 16 | 16 | 16 |
| Interest | % | 8% | 8% | 8% |
| Depreciation | € year−1 | 15,500 | 7000 | 10,500 |
| Interest | € year−1 | 8060 | 3640 | 5460 |
| Insurance | € year−1 | 2500 | 2500 | 2500 |
| Maintenance | € year−1 | 7750 | 3500 | 5250 |
| Fuel & Lubricant | € year−1 | 15,576 | 9346 | 15,576 |
| Personnel | € year−1 | 19,200 | 19,200 | 19,200 |
| Overhead & Profit | % | 20 | 20 | 20 |
| Overhead & Profit | € year−1 | 13,717 | 9037 | 11,697 |
| Total cost | € year−1 | 82,303 | 54,223 | 70,183 |
| Total cost | € SMH−1 | 68.6 | 45.2 | 58.5 |
Notes: SMH = Scheduled machine hour, including delays.
Table 2.
Main results of the productivity study.
| Subject | Parameter | Unit | Mean | Median | SD | IQR |
|---|---|---|---|---|---|---|
| Stand | DBH | cm | 15.1 | 14.7 | 1.2 | 1.9 |
| Tree mass | kg | 105.6 | 100.3 | 22.2 | 21.7 | |
| Stocking | t ha−1 | 130.6 | 124.1 | 27.5 | 32.2 | |
| Trees cycle-1 | n° | 2.3 | 2.3 | 0.4 | 0.6 | |
| Felling | Cycle time | s | 51 | 49 | 12 | 13 |
| Productivity | trees SMH−1 | 141 | 139 | 43 | 69 | |
| Productivity | t SMH−1 | 14.2 | 14.4 | 2.9 | 4.6 | |
| Cost | € t−1 | 5.1 | 4.7 | 1.2 | 1.7 | |
| Breakage | % n° | 1.8 | 1.3 | 1.6 | 3.2 | |
| Skidding | Distance | m | 112 | 80 | 85 | 152 |
| (1 tractor) | Load size | t | 1.0 | 0.9 | 0.2 | 0.4 |
| Cycle time | s | 223 | 209 | 112 | 151 | |
| Productivity | t SMH−1 | 20.7 | 18.0 | 11.9 | 18.9 | |
| Cost | € t−1 | 2.9 | 2.5 | 1.6 | 2.7 | |
| Processing | Log yield | % mass | 82.7 | 83.8 | 4.3 | 5.3 |
| Productivity | trees SMH−1 | 188 | 176 | 45 | 72 | |
| Productivity | t SMH-1 | 19.2 | 18.2 | 3.4 | 3.4 | |
| Cost | € t−1 | 3.1 | 3.2 | 0.4 | 0.6 | |
| Breakage | % n° | 1.2 | - | 1.4 | 2.0 | |
| Overall | Total breakage | % n° | 2.9 | 2.4 | 3.0 | 3.8 |
| Total cost | € t−1 | 11.1 | 11.1 | 2.0 | 2.6 |
Notes: n = 13; SD = standard deviation; IQR = interquartile range; DBH = diameter at. breast height; SMH = Scheduled machine hours, including delays; t = tons fresh weight.
Table 3.
Main results of the regression analysis.
| Equation | Step | Adj. R2 | F-Value | p-Value | Regression |
|---|---|---|---|---|---|
| (1) | Felling | 0.470 | 11.651 | 0.0058 | Tree cycle−1 = 3.779 − 0.014 kg tree−1 |
| (2) | Felling | 0.014 | 1.174 | 0.3018 | Cycle time = 71.149 − 8.737 kg tree−1 |
| (3) | Felling | 0.602 | 19.167 | 0.0011 | Tree SMH−1 = 303.109 − 1.535 kg tree−1 |
| (4) | Felling | 0.026 | 1.319 | 0.2751 | t SMH−1 = 18.842 − 0.044 kg tree−1 |
| (5) | Skidding | 0.932 | 164.949 | <0.0001 | Cycle time = 82.8 + 1.253 Dist |
| (6) | Skidding | 0.810 | 52.3 | <0.0001 | t SMH−1 = 78.651 − 13.093 LN Dist |
| (7) | Total cost | 0.512 | 13.570 | 0.0036 | € t−1 = 9.172 + 0.017 Dist |
Notes: n = 13; Adj. R2 = Adjusted R2; Cycle time in s; kg = kg fresh weight; SMH = Scheduled machine. hour, including delays; Dist = skidding distance in m.
Table 4.
Theoretical and actual log yield.
| Plot | Inventory | Actual | Actual | Inventory | Actual |
|---|---|---|---|---|---|
| # | Log Mass (t) | Log Mass (t) | Total Mass (t) | Log Yield (%) | Log Yield (%) |
| 1 | 7.2 | 9.2 | 11.8 | 61 | 78 |
| 2 | 7.1 | 10.1 | 11.6 | 61 | 87 |
| 3 | 5.6 | 9.5 | 11.3 | 50 | 84 |
| 4 | 5.4 | 9.3 | 10.7 | 50 | 87 |
| 5 | 6.7 | 7.8 | 9.3 | 72 | 84 |
| 6 | 6.5 | 11.6 | 13.6 | 48 | 86 |
| 7 | 7.8 | 11.4 | 13.3 | 59 | 86 |
| 8 | 7.8 | 7.1 | 8.5 | 92 | 84 |
| 9 | 5.5 | 7.2 | 8.5 | 64 | 84 |
| 10 | 5.9 | 7.9 | 10.1 | 58 | 79 |
| 11 | 5.4 | 6.3 | 8.8 | 62 | 72 |
| 12 | 4.6 | 6.7 | 8.2 | 56 | 81 |
| 13 | 6.5 | 7.5 | 8.9 | 73 | 85 |
| Mean | 62 | 83 | |||
| Median | 61 | 84 | |||
| SD | 12 | 4 | |||
| IQR | 9 | 5 |
Notes: Log yield = Proportion of logs mass over total tree mass (%); Inventory = Value obtained from the pre-harvest inventory; Actual = Value obtained from actual scaled weight, after harvesting; SD = standard deviation; IQR = interquartile range; t = tons fresh weight.
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Spinelli, R.; Magagnotti, N.; Lombardini, C. Low-Investment Fully Mechanized Harvesting of Short-Rotation Poplar (populus spp.) Plantations. Forests 2020, 11, 502. https://doi.org/10.3390/f11050502
AMA Style
Spinelli R, Magagnotti N, Lombardini C. Low-Investment Fully Mechanized Harvesting of Short-Rotation Poplar (populus spp.) Plantations. Forests. 2020; 11(5):502. https://doi.org/10.3390/f11050502
Chicago/Turabian StyleSpinelli, Raffaele, Natascia Magagnotti, and Carolina Lombardini. 2020. "Low-Investment Fully Mechanized Harvesting of Short-Rotation Poplar (populus spp.) Plantations" Forests 11, no. 5: 502. https://doi.org/10.3390/f11050502
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.