Abstract
Acetylation with acetic anhydride is well known to improve the dimensional stability and durability of wood. Veneer is appealing for acetylation because of its thin thickness, which supports a complete and even impregnation of difficult-to-treat wood species, such as beech (Fagus sylvatica L.). Unlike resin-based veneer impregnation, acetylated veneer does not require any additional curing. As a result, veneer properties are already altered prior to bonding. The compression thickness reduction in acetylated beech veneer during the manufacturing of laminated veneer lumber (LVL) utilizing 1, 3, and 6 MPa at 150 °C for 30 min is investigated in this study. The results show that acetylated beech veneer is considerably less compressible than the references. Moreover, the density of acetylated LVL at low pressure (1 MPa) is similar to the one of references, even though the compressibility is much lower. This is due to the added acetyl groups after acetylation. The reduction in compressibility is most likely caused due to a decrease in moisture content (MC) and its accompanied mechanisms.
1. Introduction
The use of beech wood (Fagus sylvatica L.) is of growing interest. It is one of Europe’s most important timber species [1]. Even though beech has high mechanical properties, it is not dimensionally stable nor resistant to biodegradation [2,3,4]. To improve such properties, wood modification can be applied to create load-bearing building products for exterior uses [5], such as beech laminated veneer lumber (LVL), which is currently manufactured for interior uses, such as BauBuche produced by the company Pollmeier. Acetylation is of primary interest in this regard, as it has been shown to improve dimensional stability and durability [6,7,8,9,10,11]. It is one of the few chemical wood modification technologies on the market, and is known as ACCOYA® for solid wood and TRICOYA® for wood fibers. The use of thin veneers for modification has the advantage of supporting even difficult-to-treat sections of beech [4].
Some technologies for treating veneers with curing resins have been developed in the last decade, for example, treatments with melamine resins, phenol resins, and 1,3-dimethylol-4,5-dihydroxyethyleneurea (DMDHEU) [8,9,11,12,13,14,15,16]. Following an impregnation step, the bonding and curing of the resin are combined in one process, with pre-curing being an option. The compression of such boards can be carried out by applying high pressures and temperatures [2]. During acetylation, wood hydroxyl groups (–OH), on the other hand, react with acetic anhydride (C4H6O3) to form covalent bonds and acetic acid (C2H4O2) as a by-product [9]. Acetylation does not necessitate an additional curing step. Since the moisture content (MC) of the acetylated veneers has already been lowered, compression in a downstream bonding process is likely to be reduced [17]. For instance, unmodified poplar veneers with low MC (7%) only minimally compressed during the manufacturing of LVL [18]. Despite the fact that compression is rarely required for LVL and even unwanted in load-bearing constructions, understanding the mechanisms of hot bonding is essential for production. The main purpose of this experiment is to determine the compressibility of acetylated beech LVL during a hot-bonding process. To further understand the material characteristics, oven-dry density and other density profiles are studied on the manufactured boards.
2. Materials and Methods
2.1. Veneer Acetylation
Rotary-cut beech veneers (2200 × 600 mm2) were used for acetylation. Some of the veneers had discolored red-heart areas. The commercial production plant of ACCOYA® in Arnhem, the Netherlands, acetylated half of the veneers on an industrial scale. Half of the veneers were kept as untreated references. After acetylation, the veneers had a weight percent gain (WPG) of approximately 24.4 (SD 0.5%), measured by ACCOYA® on five randomly selected acetylated veneers from the same sample set. Veneers were cut to 500 × 500 mm2 squares before bonding. Based on 576 measurements on 144 veneers, untreated, unconditioned veneers were 2.36 mm thick (SD 0.15 mm) while acetylated veneers were 2.48 mm thick (SD 0.06 mm). The MC was identified before bonding as 2.97% (SD 0.26, n = 50) for the acetylated samples and 8.69% (SD 0.40, n = 50) for the references; these were measured on veneers (100 × 100 mm2) of a similar stack from the same batch [5]. The slightly increased thickness of the acetylated veneers is known to be due to the bulked cell walls.
2.2. Hot-Bonding LVL
In total, 18 eight-layered LVL boards were bonded using a hydraulic press (LAP-40, Gottfried Joos GmbH & Co., KG, Kirchhundem, Germany) at 150 °C for 30 min with 1, 3 or 6 N/mm2 pressure. For each material (acetylated and untreated) and pressure three boards were manufactured. To avoid penetration into the checks during the application, a 1-C phenol-formaldehyde-resin (PF) supplied by Bakelite was applied at 200 g/m2 on the side without lathe checks. After pressing, the boards were immediately stacked under low pressure in an ambient climate for 12 to 24 h to cool down.
2.3. Compression Ratio
On the same set of panels, the compression ratio was measured using two different methods.
2.3.1. Method 1
During bonding, the LAP-40 press features an electronic scale (±0.1) that measures the distance between the heating plates. After 10 s of pressing, the first distance (d1) is measured, and the second is measured precisely after 29 min of pressing (d2). The compression (ΔC1) is the difference between the two (Equation (1)). This method includes the bond line thickness; after 10 s the wet film thickness is measured and after 29 min the dry film thickness is measured.
ΔC1 = d1 − d2/d1 × 100 in %
2.3.2. Method 2
A different approach to measure compression is based on Bicke (2019) [2]. Shortly before applying the adhesive on the veneers, the thickness is measured using a caliper (±0.01) on each veneer edge (ti). The board thickness (tboard) is measured after 12 to 24 h of cooling, again on four sides. The compression (ΔC2) is calculated with the sum of each veneer thickness per board before bonding and the cold board thickness after pressing (Equation (2)). The bond line thickness is included in the board thickness (tboard) measurement, but not in the single-veneer thickness measurement (ti). As a result, the degree of compression (ΔC2) is slightly but consistently biased depending on the bond line thickness, resulting in lower calculated compression. It is also possible that thickness recovery (springback) takes place post-hot-pressing until the cold board is measured.
ΔC2 = (∑ti − tboard)/∑ti × 100 in %
2.4. Density
2.4.1. Gravimetrical
The boards were divided into 50 × 50 mm2 samples (24 per board). The samples were oven-dried (103 °C). The mass (m0), length (l0), width (w0), and thickness (t0) were measured. The density (ρ) was calculated by the following Equation (3):
ρ = m0/l0 × w0 × t0 in kg/m3
2.4.2. X-ray Profile
A densitometer (Densityprofiler, GreCon GmbH) was utilized to measure the density profiles of the acetylated LVL specimens and references. The measurements were carried out on 54 samples from which the oven-dry density was previously recorded. The samples were kept in a desiccator before the measurements. The specimens were inserted into the machine so that the profiles displayed the densities over the board thickness. The X-ray measured a vertical plane of 35 mm in height and 100 µm in width, instead of a small beam. As a result, the generated density value was a mean value over this vertical plane. The density was recorded with measuring intervals of 0.05 mm, a feeding speed of 0.1 mm/s, and a voltage of 33 kV.
3. Results and Discussion
In comparison with the references, acetylated samples were clearly less compressible (Figure 1). With increasing pressure, this effect became larger. At 6 MPa, acetylated LVL densified only as much as the references did at 1 MPa. This is in good agreement with another study that found lower compression on acetylated wood [19].
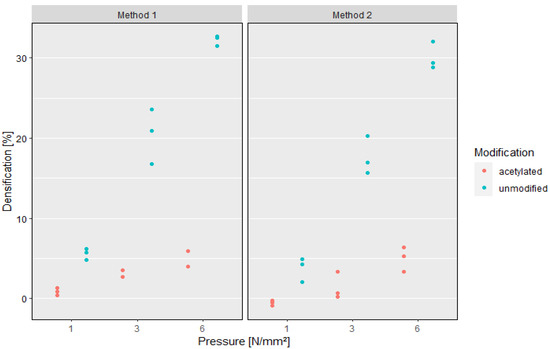
Figure 1.
The compression ratio of acetylated and non-acetylated beech LVL was measured using two methods, as described in Section 2. The fact that method 2 exhibited negative compression at 1 MPa whereas method 1 did not could be attributed to the second approach’s missing adhesive film thickness (see method 2 in Section 2).
Wood needs to be above the glass transition temperature (Tg) for compression without destroying the cell wall [20]. This is characterized as a movement from a glassy to a quasi-rubbery condition that is more of a temperature range rather than an exact point. In that range, wood components soften and become compressible without breaking the cell wall structure. The Tg of cellulose, hemicellulose, and natural lignin are 200–250 °C, 150–220 °C, and 205 °C, respectively [21], while the properties of isolated compounds can vary from those of wood [22,23,24,25,26]. Additionally, the Tg of wood is impacted by its MC [24,26]. Inside the wood cell wall, water functions as a form of lubricant. After acetylation, however, wood’s chemical composition is altered. For example, when hornbeam (Carpinus betulus L.) was acetylated, reactive –OH groups of hemicellulose were replaced by acetyl groups, the lignin structure was altered, and cellulose (−8.55%) and Klason lignin content (−2.86%) were modestly reduced [27]. As a result of acetylation, the space for water was occupied by acetyl groups and the cell wall was bulked (permanently swollen) [9]. Numerous studies have shown that the MC of acetylated wood is decreased [10,28,29]. A low MC in the acetylated samples was also discovered in this study, as described above. Therefore, it is likely that the Tg was not attained due to the low MC of the acetylated beech veneers, resulting in a decreased compression ratio. A high Tg was also found for acetylated glucuronoxylan from aspen wood [30], for example.
The heat transfer was also likely to be reduced due to the lowered MC of the veneer, but was not measured in this study. However, it is generally understood that heat conductivity is linked to MC [31]. Reduced heat transfer was found in the manufacturing of acetylated particle boards [32], for example. It is expected that this has merely a modest effect on the compression in this study, because otherwise the top layers (higher temperature) of the board would be denser than the inner layers (lower temperature), which was not the case (Figure 2).
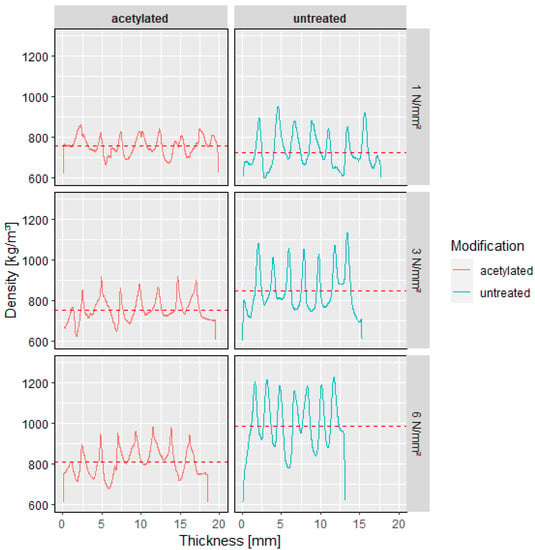
Figure 2.
One representative density profile for acetylated LVL and untreated references bonded with 1, 3, and 6 MPa. The red–dotted lines show the mean values of each density profile.
Acetylated LVL pressed at low pressure (1 MPa) had a similar density to the references (Table 1), even though the compression was lower, as previously described. When comparing acetylated wood to references, higher densities are frequently discovered [33,34]. The added acetyl groups replaced the reactive –OH groups, resulting in a higher density, even if the extractives or other soluble substances were rinsed away during the acetylation process. Distorted veneer surfaces prevented density testing on single sheets, which may have revealed more information about the density after acetylation.

Table 1.
Oven-dry density measured with 24 samples on each board.
Returning to Table 1, higher pressures very marginally increased the density of the acetylated samples, which is consistent with the minimal compression found previously (Figure 1). With increasing pressure, the density differences between the acetylated samples and references increased. As a result of compression, the densities of the references bonded at higher pressures (3 and 6 MPa) were higher than that of the acetylated wood. This is in good agreement with another study, where beech LVL (modified with low-molecular-weight phenol formaldehyde and untreated) was pressed with different pressures. The results showed higher compression with increasing pressure and higher WPG.
The findings on density profiles (Figure 1) support the previous results in Figure 1, i.e., that acetylated samples were less dense. Furthermore, the data in Table 1 are supported by the mean values in Figure 2 (red–dotted lines). The local minima and maxima are more or less evenly distributed across the thicknesses, indicating that the board densified to the same degree in the core and top layers. For the eight-layered LVL, seven peaks were recognized on each density profile. The PF bondline is represented by each peak in the quasi-sinusoid curve, and the veneer is represented by the trough-shaped area between the two peaks [35]. It is possible, though, that the water-soluble phenol resin plasticized the cell wall and facilitated compression in that area [36]. Both effects, namely, the adhesive distribution and the plasticizing effect, were very likely to cause the peaks. Considering the height of the peaks, the plasticizing was reduced on the acetylated samples.
4. Conclusions and Outlook
After acetylation, beech veneers were only marginally compressible during a bonding process, even when high temperature (150 °C), long pressing time (30 min), and high pressure (6 MPa) were applied. Although acetylated beech LVL had a low compression ratio, it had a similar density as the references pressed at a low pressure (1 MPa). This is most likely the result of weight gain due to added acetyl groups during the acetylation process. It is suggested that reduced MC and its accompanying mechanisms are the primary cause of decreased compression.
Author Contributions
Conceptualization, fabrication of LVL and data collection (compression ratio, gravimetrical density measurements), formal analysis, visualization, writing—original draft preparation, M.S.; density profile test design and measurements, A.K.M.; supervision, H.M.; writing—review and editing, M.S., A.K.M. and H.M. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Fachagentur Nachwachsende Rohstoffe e. V. (2220HV049B). We also want to acknowledge the support by the Open Access Publication Funds of the Göttingen University.
Informed Consent Statement
Not applicable.
Acknowledgments
We want to acknowledgement our industry partners Accsys Technologies (Arnhem, The Netherlands) and Deutsche Holzveredelung Schmeing GmbH & Co., KG (Kirchhundem, Germany) for supplying the veneers and its acetylation, as well as Bakelite for providing the adhesive. We also want to express our gratitude to our project partners from the University of Kaiserslautern.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Brunet, J.; Fritz, Ö.; Richnau, G. Biodiversity in European beech forests—A review with recommendations for sustainable forest management. Ecolog. Bull. 2010, 2010, 77–94. [Google Scholar]
- Bicke, S. Dimensionsstabile und Pilzresistente Furnierwerkstoffe durch Zellwandmodifizierung mit Niedermolekularem Phenol-Formaldehyd. Ph.D. Thesis, Georg-August-Universität Göttingen, Göttingen, Germany, 2019. Available online: https://ediss.uni-goettingen.de/handle/21.11130/00-1735-0000-0005-12BC-3 (accessed on 18 December 2021).
- DIN 68364:2003-05; Kennwerte von Holzarten–Rohdichte, Elastizitätsmodul und Festigkeiten. Beuth Verlag GmbH: Berlin, Germany, 2003. Available online: https://www.beuth.de/de/-/-/62090580 (accessed on 18 December 2021).
- DIN EN 350:2016-12; Dauerhaftigkeit von Holz und Holzprodukten–Prüfung und Klassifizierung der Dauerhaftigkeit von Holz und Holzprodukten Gegen Biologischen Angriff. Deutsche Fassung EN_350:2016; Beuth Verlag GmbH: Berlin, Germany, 2016. Available online: https://www.beuth.de/de/-/-/249162590 (accessed on 24 August 2021).
- Slabohm, M.; Militz, H. Improving durability and dimensional stability of beech (Fagus sylvatica L.) LVL by acetylation with acetic anhydride. In Proceedings of the European Conference on Wood Modification, Nancy, France, 25–26 April 2022. [Google Scholar]
- Beckers, E.; Bongers, F. Mechanical properties of acetylated solid wood treated on pilot plant scale. In Proceedings of the First European Conference on Wood Modification, Ghent, Belgium, 3–4 April 2003. [Google Scholar]
- Beckers, E.P.J.; Militz, H. Acetylation of Solid Wood. Initial Trials on Lab and Semi Industrial Scale; Second Pacific Rim Bio-Based Composites Symposium: Vancouver, BC, Canada, 1994; pp. 125–135. [Google Scholar]
- Hill, C.A.S. Wood Modification: An Update. BioResources 2011, 6, 918–919. Available online: https://ojs.cnr.ncsu.edu/index.php/BioRes/article/view/BioRes_06_2_0918_Hill_Wood_Modification_An_Update (accessed on 11 February 2011).
- Hill, C.A.S. Wood Modification: Chemical, Thermal and Other Processes; 293 S Wiley Series in Renewable Resources; John Wiley & Sons: Chichester, UK; Hoboken, NJ, USA, 2006. [Google Scholar]
- Militz, H. Die Verbesserung des Schwind- und Quellverhaltens und der Dauerhaftigkeit von Holz mittels Behandlung mit unkatalysiertem Essigsäureanhydrid. Holz als Roh-und Werkstoff 1991, 49, 147–152. [Google Scholar] [CrossRef]
- Sandberg, D.; Kutnar, A.; Karlsson, O.; Jones, D. Wood Modification Technologies: Principles, Sustainability, and the Need for Innovation, 1st ed.; CRC Press/Taylor & Francis Group: Boca Raton, FL, USA, 2021. [Google Scholar]
- Emmerich, L.; Bollmus, S.; Militz, H. Wood modification with DMDHEU (1.3-dimethylol-4.5-dihydroxyethyleneurea)–State of the art, recent research activities and future perspectives. Wood Mater. Sci. Eng. 2019, 14, 3–18. [Google Scholar] [CrossRef]
- Hill, C.; Altgen, M.; Rautkari, L. Thermal modification of wood—a review: Chemical changes and hygroscopicity. J. Mater. Sci. 2021, 56, 6581–6614. [Google Scholar] [CrossRef]
- Jones, D.; Sandberg, D. A Review of Wood Modification Globally–Updated Findings from COST FP1407. IPBE. Available online: https://ipbe.innorenew.eu/ipbe/article/view/8 (accessed on 30 December 2020).
- Rowell, R. Acetylation of wood—A Review. Int. J. Lignocell. Prod. 2014, 1, 1–27. [Google Scholar] [CrossRef]
- Sandberg, D.; Kutnar, A.; Mantanis, G. Wood modification technologies—A review. iForest 2017, 10, 895–908. [Google Scholar] [CrossRef] [Green Version]
- Slabohm, M.; Mai, C.; Militz, H. Bonding Acetylated Veneer for Engineered Wood Products—A Review. Materials 2022, 15, 3665. [Google Scholar] [CrossRef]
- Zhang, H.J.; Chui, Y.H.; Schneider, M.H. Compression control and its significance in the manufacture and effects on properties of poplar LVL. Wood Sci. Technol. 1994, 28, 285–290. Available online: http://link.springer.com/10.1007/BF00204214 (accessed on 30 December 2020). [CrossRef]
- Laine, K.; Segerholm, K.; Wålinder, M.; Rautkari, L.; Hughes, M.; Lankveld, C. Surface densification of acetylated wood. Eur. J. Wood Prod. 2016, 74, 829–835. [Google Scholar] [CrossRef]
- Tarkow, H.; Seborg, R.M. Surface densification of wood. Forest Prod. J. 1968, 18, 104–107. [Google Scholar]
- Back, E.; Salmén, L. Glass Transit of wood compons hold Implic for Molding and Pulping Processes. Tappi J. 1982, 65, 107–110. [Google Scholar]
- Kelley, S.S.; Rials, T.G.; Glasser, W.G. Relaxation behaviour of the amorphous components of wood. J. Mater. Sci. 1987, 22, 617–624. [Google Scholar] [CrossRef]
- Cousins, W.J. Young’s modulus of hemicellulose as related to moisture content. Wood Sci. Technol. 1978, 12, 161–167. [Google Scholar] [CrossRef]
- Lenth, C.A.; Kamke, F. Moisture dependent softening behavior of wood. Wood Fiber Sci. 2001, 33, 492–507. [Google Scholar]
- Jakes, J.; Plaza, N.; Stone, D.; Hunt, C.; Glass, S.; Zelinka, S. Mechanism of Transport Through Wood Cell Wall Polymers. J. Forest Prod. Ind. 2013, 2, 10–13. [Google Scholar]
- Blechschmidt, J.; Engert, P.; Stephan, M. The glass transition of wood from the viewpoint of mechanical pulping. Wood Sci. Technol. 1986, 20, 263–272. [Google Scholar] [CrossRef]
- Dömény, J.; Čermák, P.; Pařil, P.; Pozsgayné, F.F.; Dejmal, A.; Rademacher, P. Application of Microwave Heating for Acetylation of Beech (Fagus sylvatica L.) and Poplar (Populus hybrids). Wood Biol. Resour. 2015, 10, 8181–8193. [Google Scholar] [CrossRef]
- Digaitis, R.; Thybring, E.E.; Thygesen, L.G.; Fredriksson, M. Targeted acetylation of wood: A tool for tuning wood-water interactions. Cellulose 2021, 28, 8009–8025. [Google Scholar] [CrossRef]
- Čermák, P.; Baar, J.; Dömény, J.; Výbohová, E.; Rousek, R.; Pařil, P.; Oberle, A.; Čabalová, I.; Hess, D.; Vodák, M.; et al. Wood-water interactions of thermally modified, acetylated and melamine formaldehyde resin impregnated beech wood. Holzforschung 2022, 76, 437–450. Available online: https://www.degruyter.com/document/doi/10.1515/hf-2021-0164/html (accessed on 30 December 2020). [CrossRef]
- Gröndahl, M.; Teleman, A.; Gatenholm, P. Effect of acetylation on the material properties of glucuronoxylan from aspen wood. Carbohydrate Polym. 2003, 52, 359–366. [Google Scholar] [CrossRef]
- Niemz, P.; Sonderegger, W.U. Holzphysik: Physik des Holzes und der Holzwerkstoffe: Mit zahlreichen Bildern und Tabellen; Fachbuchverlag Leipzig im Carl Hanser Verlag: München, Germany, 2017. [Google Scholar]
- Bavaneghi, F.; Ghorbani, M. Mechanical behavior and springback of acetylated particleboard made in different press times. Wood Mater. Sci. Eng. 2016, 11, 57–61. [Google Scholar] [CrossRef]
- Bongers, F.; Alexander, J.; Marcroft, J.; Crawford, D.; Hairstans, R. Structural design with Accoya Wood. Int. Wood Prod. J. 2013, 4, 172–176. [Google Scholar] [CrossRef]
- Forsman, K.; Fredriksson, M.; Serrano, E.; Danielsson, H. Moisture-dependency of the fracture energy of wood: A comparison of unmodified and acetylated Scots pine and birch. Holzforschung 2021, 75, 731–741. [Google Scholar] [CrossRef]
- Wang, J.; Wang, X.; Zhan, T.; Zhang, Y.; Lv, C.; He, Q.; Fang, L.; Lu, X. Preparation of hydro-thermal surface-densified plywood inspired by the stiffness difference in “sandwich structure” of wood. Construct. Build. Mater. 2018, 177, 83–90. [Google Scholar] [CrossRef]
- Engehausen, N.; Benthien, J.T.; Nopens, M.; Ressel, J.B. Density Profile Analysis of Laminated Beech Veneer Lumber (BauBuche). Fibers 2021, 9, 31. [Google Scholar] [CrossRef]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).