1. Introduction
The fully mechanized cut-to-length (CTL) wood harvesting system based on a single-grip harvester is now widely used by the logging industry in temperate and boreal forests, particularly in the Nordic countries. Today almost 100% of logging in Sweden and Finland is carried out by the harvester-forwarder system [
1]. In Russia, particularly its northern European part, there has also been a movement towards mechanized CTL [
2]. A remarkable growth in Russian forest machine markets is anticipated in the long term, mainly because of the need for renewal of current wood harvesting machines and because of the huge harvest potential of Russian forests [
3]. CTL harvesting was introduced in the Russian regions along the Finnish border in the 1990s, mainly because Finnish entrepreneurs and forest machines from Finland operated in this cross-border area. The CTL method has become even more common in the 2000s, along with an increase in the import of harvesters and forwarders. The proportion of harvesting carried out using CTL systems has increased, especially in Northwest Russia, where more than 50% of harvested wood is already logged with the CTL method [
4]. The domestic production of harvesters is quite low in Russia, and most of the machines in use (over 300 harvesters per year) are exported to Russia from Finland, Sweden, Canada and the USA [
2].
Over 20 years of experience with the operation of CTL harvesting machines has demonstrated their effectiveness for logging companies in Russia;
i.e., better labor conditions in terms of ergonomics and safety, less environmental damage, and reliability in combination with convenient operation and maintenance. The productivity of work and quality of industrial round-wood (IRW) with CTL harvesting can be considered acceptable, even though they could still be improved. Previous field studies conducted at a number of large logging enterprises in Russia showed that the companies often could not achieve high output [
4] and quality of IRW [
5]. Mixed stands with various natural defects in wood and abnormalities in stem shape dominate in Russia, which needs to be taken into account in the design of harvester heads [
6]. When buying a whole harvester or a harvester head for the available base machine (the excavator, for instance), the technical features of the equipment should fit operational conditions to avoid unnecessary impairment of its effectiveness. Many developments have been made towards improvement of fully mechanized CTL in the field of harvester productivity and costs [
1,
7,
8,
9,
10,
11,
12], which are dependent upon the silvicultural system, operational phase, ambient temperature, outcome product, stand factors, operator factors and machine factors, terrain and climatic conditions, as well as growing stock per hectare according to a region [
13].
The right choice of equipment plays a significant, but not the only, role in achieving effective harvester use. The second factor for success is correct maintenance, which implies the use of oil and technical liquids recommended by the manufacturer and following the sequence and volume of maintenance operations. Special attention should be paid to the maintenance of the saw and delimbing mechanism. In particular, it is necessary to correctly adjust and regulate the delimbing and feeding mechanisms, sharpen delimbing knives, and clean bark and wood remnants from the feed rollers. The overall field-based studies and interviews conducted by Syunev
et al. [
6] and Seliverstov
et al. [
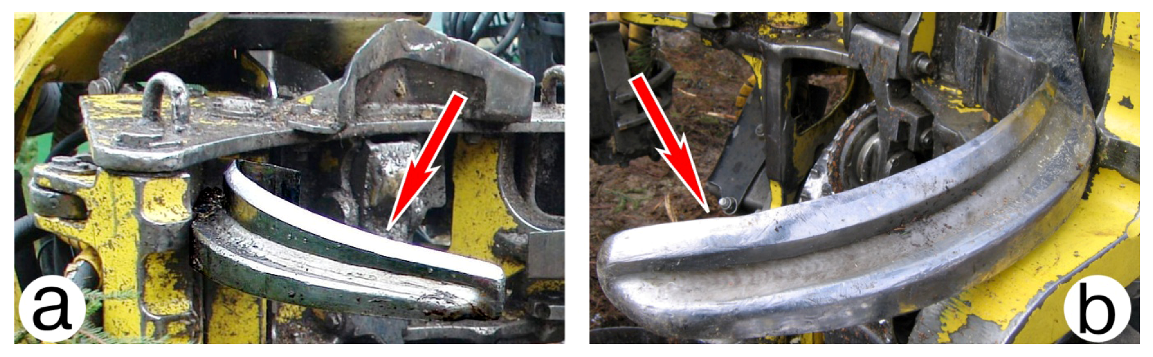
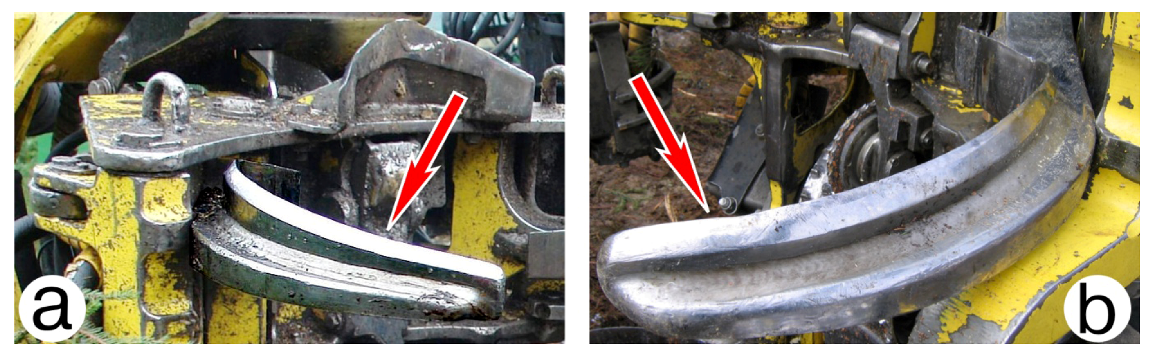
14] at 15 logging companies in Northwest Russia exposed the fact that most of the harvesters did not meet the requirements of the manuals for sharpening delimbing knives during maintenance. The delimbing knives were sharpened neither regularly nor correctly. The experience of using harvesters in Russia shows that while harvester operators pay proper attention to the sharpening of saw chains, there is a challenge with the maintenance of delimbing mechanisms. As delimbing is done by feeding the stem through the head at high speed (up to 5 m/s), there are high quality demands on the delimbing knives in terms of their durability and ability to retain the optimal geometry of the cutting edge and sides of the knife. Blunting of the cutting edges and changes in the geometry of their shape reduce the capacity of the machines and lower the quality of IRW. The knives wear out faster during the snow-free time, when the branches carry mineral substances and particles of soil during harvesting. Most of the upper movable knives investigated (
Figure 1) demonstrated incorrect sharpening of cutting edges for delimbing of thick stems. The reason was that, due to wear, the geometry of the cutting edge changed and was not corrected during subsequent sharpening. Besides the incorrect maintenance of delimbing knives, some cases of failure to observe operational requirements were registered that resulted in mechanical damage to knives. Quite often, when working with a tree, the upper supporting knife is bumped into the machine frame. Such collisions lead to damage to the knife that has to be repaired (
Figure 2). Moreover, the incorrect maintenance and operation of the knives and the poor condition of the feed rollers influence both the operational efficiency and the quality of delimbing. According to our observations (
Figure 3), damage to the spikes was the most common form of wear on movable feed rollers.
Figure 1.
Upper movable knife: (a) correct angle for cutting branches from thick stems; (b) incorrect angle for cutting branches from thick stems.
Figure 1.
Upper movable knife: (a) correct angle for cutting branches from thick stems; (b) incorrect angle for cutting branches from thick stems.
Figure 2.
Damaged top of supporting knife.
Figure 2.
Damaged top of supporting knife.
Figure 3.
Damaged spikes of the movable feed roller.
Figure 3.
Damaged spikes of the movable feed roller.
The introduction of the advanced and expensive CTL technology in Russia has shown that serious financial losses can be incurred if the maintenance of a harvester is not done correctly. A survey of John Deere machine failures in the Republic of Karelia in 2003–2006 [
15,
16] reported that poor operator and technician training systems, inefficient work crew organisation, lack of maintenance support and ubiquitous failure to comply with the operating instructions are problems to solve before CTL can prosper in Russia. According to Salivonik and Shilovsky [
16], a harvester head is one of the most weak and critical elements of harvester technical service. Thereby, the necessity to study the effects of the maintenance of the harvester head on its performance is obvious in Russia today. This field-based study was performed to broaden our knowledge of IRW damage and operational efficiency losses associated with the neglect of the proper maintenance of the delimbing and feeding mechanisms of a single-grip harvester.
2. Material and Methods
This study was conducted with the overall objective of describing the effects of feed roller wear and sharpening of delimbing knives on (i) fuel consumption; (ii) productivity; and (iii) wood damage. Stem volume groups and tree species have been taken into account as covariates. Many other confounding factors, such as machines and operators, have been avoided through appropriate planning of the experiments. More specifically, the harvester model, the harvester head model, the number and specifications of the logs were the same for all treatments. The feeding pressures of the harvesting head corresponded to their technical requirements.
The experiments were carried out in typical working conditions near the town of Vedlozero in the Republic of Karelia in the late winter and summer 2009–2010, and Vyshny Volochek in the Tver region in 2010. A midsized-wheeled John Deere 1270D harvester with an engine output power of 160 kW and operating weight of 17 tons was used on all study sites. All the harvesters studied were equipped with the JD 758 HD harvester head. This model has four feed rollers, one bearing and four sidelong movable delimbing knives. The lower and higher clamping pressures (7.5/16.0 MPa for sidelong movable rollers, 6.0/13.0 MPa for upper knives and 3.0/7.5 MPa for lower knives) were checked and corrected if necessary [
17]. Field study data in Karelia were obtained from two single-grip harvesters produced in 2006 and 2008. Both harvesters operated in the same logging company and both operators had the same qualifications and experience (five years). The harvester studied in the Tver field study was produced in 2007. The operator had five years of experience with CTL harvesting, including three years with this harvester. Thus, as far as possible, the well-known and sometimes substantial influence of working environment, machine and operator on the work output in wood harvesting was avoided. Harvested forest stands had not been thinned before the final felling. A typical study stand was of mixed tree age and species. The tree species included spruce [
Picea abies (L.) Karst.], pine (
Pinus sylvestris L.), birch (
Betula pubescens), and aspen (
Populus tremula). The average stem volumes of the harvesting sites varied between 0.20 m
3 and 0.30 m
3 u.b. (under bark). The growing stock of harvested stands varied between 200 m
3/ha and 325 m
3/ha. Typical soils in the test areas were loam, clay loam, and sandy loam. The basis of stem volumes and tree species distribution by experimental harvesting sites is presented in
Table 1. The difference between the average stem volumes from forest inventory data and from the harvester in forest block 45 of the Tver region can be explained by the uneven harvest area structure (
i.e., a partial area was harvested). The specification of the harvested IRW is shown in
Table 2.
The following seven treatments, depending on the degree of wear of feed rollers (A—heavy wear; B—medium wear; C and C’—without wear) and matching of knife blade angles to the technical requirements (1—incorrect and 2—correct sharpening), were each matched to one of the IRW assortments on each harvesting site (
Table 3 and
Table 4):
A1—the heavily worn-out feed rollers (wear up to 23%) and the incorrect (prior to the experiment) sharpening of knives (deviation from the requirement of up to 10°); A2—the heavily worn-out feed rollers (23%) and correctly sharpened knives immediately after treatment A1; B1—the medium worn-out feed rollers (13%) and the incorrectly sharpened knives (6°); B2—the medium worn-out feed rollers (13%) and correctly sharpened knives immediately after treatment B1; C’2—the renovated (by welding) feed rollers and the correctly sharpened knives after treatments B1–B2; C1—the brand-new feed rollers and the incorrectly sharpened knives (7°); and C2—the brand-new feed rollers and correctly sharpened knives made immediately after treatment C1.
Table 3 and
Table 4 show the degree of feed roller wear (the damage to the spikes), and the actual (before sharpening) knife-blade angles for the tested harvester heads, compared to the recommendations of the manufacturer. Not all the harvesters tested met the requirements for sharpening delimbing knives in accordance with the JD H758HD harvester head manual [
17]. As a result, even if knives were sharpened regularly, it was not always carried out in line with technical requirements. As can be seen, the actual angles differ from the recommended ones by up to 10°. Besides the failure to follow recommendations on sharpening angles, sometimes the geometry of sharpening was faulty.
Table 1.
Description of harvesting areas.
Table 1.
Description of harvesting areas.
| No. | Location* | Season | Average stem volume* (m3) | Stock* (m3/ha) | Tree species* | Treatment | Number of observed stems^ | Average stem volume^ (m3) |
| Pine | Spruce | Birch | Aspen |
| A | Karelia, Vedlozero forest district, block No.32 | Winter | 0.30 | 325 | 50%—pine 30%—spruce 20%—birch | A1 | 75 | 115 | 97 | 58 | 0.26 |
| A2 | 81 | 178 | 80 | 84 | 0.3 |
| B | Karelia, Vedlozero forest district, block No.8 | Winter | 0.26 | 269 | 50%—spruce 30%—pine 10%—birch 10%—aspen | B1 | 74 | 120 | 84 | 72 | 0.34 |
| B2 | 82 | 168 | 158 | 86 | 0.34 |
| C’ | Karelia, Vedlozero forest district, block No.46 | Summer | 0.20 | 292 | 40%—pine 30%—spruce 20%—birch 10%—aspen | C’1 | N/A | N/A | N/A | N/A | N/A |
| C’2 | 143 | 244 | 113 | 104 | 0.22 |
| C | Tver region, Esenovichskoye forest district, block No.45 | Summer | 0.28 | 200 | 60%—birch 20%—aspen 20%—spruce | C1 | N/A | 344 | 226 | 170 | 0.37 |
| C2 | N/A | 325 | 180 | 134 | 0.46 |
Table 2.
Specification of harvested industrial round-wood and quality requirements describing the different types of quality faults.
Table 2.
Specification of harvested industrial round-wood and quality requirements describing the different types of quality faults.
| No. | IRW | Nominal length (m) | Diameter over bark (m) | Quality faults |
| Min. at the upper end | Max. at the lower end (butt) | Max. branch length (mm) | Bark stripping (%) | Damage caused by spikes (mm) |
| A, B, C’, C | Spruce sawlogs | 6.1 (0, +0.06) | 0.170 | 0.400 | 10 | 15 | 30 |
| A, B, C’ | Pine sawlogs | 4.0 (0, +0.06) | 0.180 | 0.550 | 10 | 15 | 30 |
| A, B, C’, C | Spruce pulpwood | 3.6 (±0.15) | 0.080 | 0.400 | 10 | - | 30 |
| A, B, C’ | Pine pulpwood | 6.0 (+0.03, +0.05) | 0.060 (under bark) | 0.600 (under bark) | 10 | - | 30 |
| A, B, C’, C | Birch pulpwood | 6.0; 4.0 (+0.03, +0.05) | 0.060 (under bark) | 0.600 (under bark) | 10 | - | 30 |
| A, B, C’, C | Aspen pulpwood | 6.0; 4.0 (−0.05, +0.10) | 0.075 | 0.800 | 10 | - | 30 |
Table 3.
Treatments of John Deere H758HD harvester head rollers.
Table 3.
Treatments of John Deere H758HD harvester head rollers.
| No. | The average height of elliptical spikes (cm)/roller wear (%) | Number of missing spikes, (pcs)/(%) |
| movable | fixed on the frame | movable | fixed on the frame |
| right | center | right | center | right | center | right | center |
| A | 1.19/21 | 1.16/23 | 1.3/13 | 1.29/14 | 8/6 | 29/21 | 0 | 3/3 |
| B | 1.31/13 | 1.32/12 | 1.39/7 | 1.39/7 | 4/3 | 3/2 | 0 | 0 |
| C’ | 1.50/0 | 1.50/0 | 1.39/0 | 1.39/0 | 0/0 | 0/0 | 0 | 0 |
| C | 1.42/6 | 1.41/6 | 1.44/4 | 1.45/3 | 10/7 | 6/4 | 0 | 0 |
Table 4.
Treatments of John Deere H758HD harvester delimbing knives.
Table 4.
Treatments of John Deere H758HD harvester delimbing knives.
| No. | State of the cutting edges | The angle of sharpening the cutting edges |
| upper movable | lower movable | stationary |
| a | b | b | a | c |
| A | 1 | 40° | 50° | 45° | 30° | 30° |
| 2 | 35° | 40° | 40° | 35° | 30° |
| B | 1 | 38° | 45° | 35° | 29° | 35° |
| 2 | 35° | 40° | 40° | 35° | 30° |
| C’ | 2 | 35° | 40° | 40° | 35° | 30° |
| C | 1 | 40° | 47° | 40° | 35° | 37° |
| 2 | 35° | 40° | 40° | 35° | 30° |
2.1. Productivity and Fuel Consumption
The performance of each harvester, such as fuel consumption and productivity, was automatically monitored during a single normal operation shift on a harvesting site for each treatment. Altogether, there were about 3595 measured stems or about 1200 m
3 u.b., including 455 pines, 1494 spruces, 938 birches and 708 aspens. The detailed data per treatment are presented in
Table 1. A new version of the John Deere machine’s performance and condition monitoring system (TimberLink 2.0) was used for collecting data on cutting productivity and follow-up of cutting conditions (tree sizes and species). Performance data were transferred from the harvester to the office with a USB memory stick. The data collection procedure involved gathering preliminary information, such as date, working time, processing time, movement time, stem volume, tree species and number of trees, process productivity, fuel consumption, and some additional information, such as the contractor, machine type, harvester head type, and location. The harvesting operation of the harvesters studied was split into two distinct time elements, which were recorded with the TimberLink system. Time elements were stem selection and stem processing (
i.e., delimbing and cross-cutting). The stem selection stage covers everything from driving the machine onto the stand to operating the boom before sawing the stem.
The stem processing stage includes the felling, cutting, moving, delimbing and cross-cutting of the stem. TimberLink monitors the time required for the different stages of stem processing when processing differently sized stems. The harvester head measurement system was used to measure sectional diameters and lengths of each tree to determine stem volume. Machine productivity was determined in m3 u.b., both per productive machine hour and per stem processing machine hour (SprocMH). Fuel consumption was determined in litres per m3 u.b., for both productive machine hours (FC) and stem processing machine hours (SprocFC). Productive machine hours represent the time during which the machine performs the harvesting operation excluding breakdowns (i.e., mechanical and non-mechanical delays). It is the time spent by a machine performing its primary task and time spent on support tasks. Short delays that cannot be easily separated from production activities are included in productive time. Stem processing machine hours represent the time during which the machine actually performs felling and stem processing operations (tree felling, delimbing, cross-cutting and harvesting head movement). In addition, stem feeding time (FTstem) in seconds per stem and stem processing fuel consumption (FCstem) in litres per stem were determined. Note the difference between feeding time and processing time. FTstem (seconds per stem) and SprocMH (m3 per hour) are measures for time consumption of stem feeding and productivity of stem processing operations respectively. Therefore they are different in significance within the same treatment effect.
2.2. Post-Harvest Assessments of IRW Damage
In order to evaluate the influence of angles of knife sharpening, the quality of IRW was evaluated before and after sharpening of knives on three harvesters working in similar forest stands. The IRW assortments, such as pine saw logs and pulpwood, spruce saw logs and pulpwood, and birch and aspen pulpwood, were collected from three mixed forest stands in Karelia and one in the Tver region (see
Table 2). According to the methodology used, the required number of logs to be measured equals 50 for each tree species per treatment; a set of exactly 50 spruces, 50 pines and 50 birches was selected for IRW damage observation during normal harvesting operations within the time gap between harvesters and forwarders. The choice of the number of IRW samples for each treatment was made on the basis of the prior study experiment and by determining the minimum number of measurements to ensure the required accuracy and reliability (
p = 0.05 for a 95% confidence interval). The total number of observed logs in all treatments (A–C) was 1300, and the number of observed harvesting sites was four, including two in winter and two in summer (
Table 1). All the measurement results were registered on checklists using a data collector. The IRW damage evaluation was based on a number of IRW damage indicators, which are regulated by relevant national standards and forest industry specifications [
5]. The forms of processing damage to IRW were broken down into three groups: unprocessed branches (>10 mm), bark stripping, and damage caused by roller spikes. The results were then compared with the effective quality requirements in a given logging company, and the IRW volume loss in terms of the reject rate was determined in the context of the harvesting head’s technical condition.
2.3. Statistical Approach
The data obtained in this study were only on a stem level. The number of recorded stems, calculated using a statistical approach, gave reliable data for analyses of IRW damage. The recorded TimberLink data provided accurate data for analyses of productivity, time and fuel consumptions. Therefore, the study results are reliable within the case study. Collected data were analyzed through multivariate analysis of variance and of covariance (MANCOVA) and Fisher’s Least Significant Difference (LSD) tests at 95% confidence level using the SPSS package version 17 [
18]. This rather advanced (at least for forest engineering) procedure is concerned with examining the differences between the groups. Treatment effects were tested using MANCOVA with feed roller wear (Roller_wear) and sharpening of knives (Knives_shap) as fixed factors separately for the productivity (FT
stem, S
procMH) and fuel consumption (FC
stem) factors. A set of covariates, such as tree species, stem volume groups and season, which might be related to our dependent variables, was used in the analysis. In the multivariate analysis with harvesters as an observational unit for FT
stem, FC
stem, S
procMH dependent variables, tree species and stem volume groups were added as covariates. The seasonal factor was excluded from further MANCOVA analysis because Baranovsky and Nekrasov [
19] and Breyter
et al. [
20] in Russia reported that the season does not have a significant effect on the productivity of the delimbing and feeding mechanisms. In addition, the study by Kuitto
et al. [
21] in Finland demonstrated that the season does not have a significant effect on harvester productivity and fuel consumption.
4. Discussion and Conclusions
Despite the wide use of fully mechanized CTL technology in Russia, the present study is the first to report the operational efficiency losses associated with neglect of the proper maintenance of the delimbing and feeding mechanisms of a single-grip harvester head in clear-cut operations in mixed unmanaged stands. However, similar studies on operational efficiency and delimbing quality of single-grip harvesters have been conducted in Finland, Sweden, Canada and other countries [
22,
23,
24,
25,
26,
27,
28,
29].
The results of this study show that the operational efficiency of harvesters varies with the neglect of the proper maintenance of the harvester head delimbing and feeding mechanisms. According to the results, the correct maintenance of delimbing knives is the most effective way to keep IRW quality at the proper level. The operational efficiency of the harvester, such as productivity and fuel consumption, is more sensitive to the destruction of traditional rollers with spikes. However, no significant difference was identified for the joint effect of roller wear and knife sharpening. Surprisingly, it was not possible to find differences in time consumption depending on knife sharpening. The differences might be hidden because a big variation in tree size can be found within a stem volume group of trees (for example, 0.3–0.5 m3). For data collection, the TimberLink 2.0 monitoring system was used, and with this tool it might be possible to make a much more detailed analysis comparing pairs of stems, as equal in size as possible, but with different treatments. Then more significant differences between treatments could be found and presented.
During the field study, no serious problems associated with IRW damage caused by spikes and bark stripping were revealed in either winter or summer seasons. The most common IRW damage was associated with unprocessed stump branches with a height over 10 mm, which are rejected as either saw logs or pulpwood. Brunberg
et al. [
23] show the high level of bark damage in the sap season, but harvesting operations are usually interrupted during this period in Russia due to road closures for the passage of heavy trucks. Improved maintenance of delimbing knives at the logging company studied can reduce the rejected rate of IRW by 5% on average and thus avoid an annual loss in IRW value at the logging company of up to €7,000 per harvester, assuming an annual output of 50,000 m
3.
According to Rieppo and Örn [
24], the fuel consumption of the single grip harvester in Finland with a stem volume group of more than 0.45 m
3 was about 0.69 L/m
3, 0.25–0.45 m
3 about 0.71 L/m
3, 0.1–0.25 m
3 about 1.15 L/m
3, and for a stem volume group of less than 0.1 about 2.07 L/m
3. The results obtained in Russian conditions are not very different from Finnish ones; the differences are within ±15% depending on the stem volume group. The ratio between the highest and lowest fuel consumption per m
3 was 3. In our study, the ratio between the highest (stem volume group <0.15 m
3) and lowest (0.5–0.8 m
3) fuel consumption per m
3 of harvester during processing of logs (S
procFC) is about 2.5, depending on treatment and also increasing when processing small stems. The proportion of S
procFC in the total fuel consumption per m
3 is about 40%. This means that a 5% decrease in fuel consumption due to improved maintenance of the harvesting head reduces the annual cost of harvesting operations by €1,400 per harvester, with annual fuel consumption of approximately 35,000 L.
Nuutinen
et al. [
22] noted the significant influence of different feed rollers on effective feeding time. For medium stems, with a volume of 0.35 m
3, the effective feeding time of a steel feed roller was about 8–10 s/stem for spruce and birch. For larger stems, with a volume of 0.65 m
3, the effective feeding time was about 10–13 s/stem. These effective feeding times are on average 25%–35% less than our results and can be explained by the fact that the feeding speed of Russian harvesters is limited to about 3 m/s for several reasons such as twisted knotty stems of deciduous trees, worn feed rollers and hydraulic systems, incorrect settings,
etc. Moreover, harvesters have to buck the top of a tree into several pieces due to existing forestry requirements in Russia and this leads to a reduction of productivity. According to Gerasimov
et al. [
4], S
procMH of a single grip harvester in the Northern European part of Russia with a stem volume class <0.16 m
3 is 14.9 m
3/h, 0.16–0.30 m
3 about 31.3 m
3/h, 0.31–0.50 m
3 about 46.1 m
3/h, and 0.51–0.8 m
3 about 77.1 m
3/h. The variation within our results is about ±15%. The results of the study also confirm that the proportion of the total harvester time consumption taken by stem processing is about 27% in the studied regions. This means that a 2% increase in the productivity of the harvester due to improved maintenance of the harvesting head reduces harvesting costs at the logging company studied by up to €5,000 per harvester.
This study shows the importance of improving the maintenance of the harvester’s work elements, such as delimbing and feeding, for the cost efficiency of fully mechanized CTL harvesting operations. It is obvious that replacement of worn-out rollers by brand-new rollers is a rather costly operation, whereas restoration of spikes on the rollers and correct sharpening do not increase costs remarkably. One more parameter to be taken into account during harvesting head maintenance is contact pressure on the stem from feed rollers and knives. At the same time, the benefits of regular check-ups of the pressure of feed rollers and knives and their adjustment are obvious, because badly functioning rollers also damage IRW.
The study results confirm and complement the previous research regarding IRW damage caused by the harvester head and operational efficiency losses associated with the neglect of the proper maintenance of the delimbing and feeding mechanisms of a single-grip harvester in the most intense seasons—winter and summer. Additional and more specific research into operation during the spring season, when the peeling and elasticity of bark vary, and into other types of harvester heads, would be needed in future. Moreover, harvesters of various makes and models perform wood harvesting operations in Russia. To secure a good representation of the results of this study and allow generalization for the whole harvester fleet, satisfactory country coverage should be achieved by examining a randomly selected sample of logging companies on both stem and stand levels in other regions of Russia.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
