1. Introduction
In recent years, the pulp and paper industry (PPI) has manifested a growing interest in diversifying its product portfolio. One such example is the utilisation of side streams, thereby creating new value chains [
1]. Diversification can be achieved through different bioeconomy strategies which support the transition from conventional pulp mills to multi-output biorefineries. According to Bugge et al. (2016) [
2], there are three ideal visions of what a bioeconomy contributes: a bio-technology vision, a bio-resource vision, and a bio-ecology vision; it is worth noting that there are no strict boundaries between these visions. Considering the creation of new value chains for the PPI, the bio-resource vision emphasises the conversion of biological raw materials into value-added products, and thus focuses heavily on implementing the concept of bioeconomy in research, development and demonstration activities [
2]. The key characteristics of this vision are economic growth and sustainability based on interdisciplinary and interactive science-market networks [
2]. In regard to the PPI, which is typically characterised by its high capital intensity, low innovation intensity, and global markets, the main question is how to materialise the transition towards a bioeconomy [
3,
4]. Furthermore, a study conducted by Toppinen et al. (2017) revealed the need to establish cross-sectoral networks and the great potential of investments in sustainability as part of the PPI’s transition towards bioeconomy [
5].
The PPI can play a key role within cross-sectoral collaborations aimed at developing bio-based materials to substitute for conventional products [
5]. One promising approach is the use of kraft lignin, a highly cross-linked bio-aromatic macromolecule and, at 20% to 30%, the second-largest component in lignocellulosic biomass [
6]. Worldwide, annually, about 50 million tonnes of kraft lignin are almost completely burned for energy generation and the recovery of pulping chemicals. Only 1% to 2% is recovered and used for material applications [
7,
8]. One issue which limits the material use of lignin is the requirement for constant molecular size, functionality and reactivity [
9,
10,
11]. In recent years, the PPI has been actively developing Public-Private Partnerships (PPP) to foster bio-based innovations [
5], e.g., the development of valorisation technologies for lignin, such as solvent fractionation [
12] or base-catalysed depolymerisation [
13]. As shown in various studies (e.g., [
14,
15,
16,
17,
18]), lignin could be an interesting alternative to current fossil-based adhesives, especially as a replacement for phenol in phenol formaldehyde (PF) resins. As part of PPP, under the guise of bio-economy, the cross-sectoral collaborations and exchanges should benefit the innovation processes’ drive towards achieving economic growth and sustainability.
Although studies have shown that, in most cases, the use of wood products instead of non-wood-based materials generates lower greenhouse gas (GHG) emissions [
19,
20], it is important to note that the substitution effect (e.g., lignin as phenolic replacement) is strongly case-dependent [
21]. Therefore, supporting sustainable product development in their early stages of research requires an accompanying sustainability assessment. Although there is a broad variety of sustainability assessment tools [
22], sustainability assessment can essentially be defined as a tool to help decision-makers to identify which actions enable a society to be more sustainable [
23]. With regard to sustainability assessment in early stages of research, it should be underlined that not every available sustainability assessment is suitable for each development phase [
24]. One widely accepted and standardised (ISO 14040-series) method for quantifying and assessing the potential environmental impacts of a product or process is the Life Cycle Assessment (LCA). Various studies have been carried out on how to conduct LCAs or other sustainability assessments in research and development (R&D) [
25,
26,
27,
28]. LCA during product development is mostly used in two ways: either for quantifying and evaluating the environmental impacts across the entire life cycle of a product, or for assessing the consequences of potential changes in processes/products [
26]. However, these two options only support decisions among existing technologies, which means that a product is modified, rather than developed. Furthermore, as stated by Clancy et al. (2010), assumptions made in sustainability assessments are often based on the knowledge and data to which LCA experts have access, instead of the knowledge and experience of experts in product development [
26]. This will be encountered in the study at hand.
Conducting LCA in the early stages of technology and product development is often hampered by low data availability, limited knowledge, and continuous product modification [
29,
30,
31]. In many cases, it is not possible to conduct a full LCA; therefore, a streamlined approach can be used [
32]. Nevertheless, the early implementation of sustainability assessments is likely to support R&D, and it provides the possibility to identify environmental hotspots [
29,
33]. This study focuses on providing information on the potential environmental hotspots of lignin valorisation pathways at early stages of research (lab- and/or pilot-scale). The aim is to identify potential sustainability levers for sustainable lignin-based phenol formaldehyde (LPF) resins.
3. Results
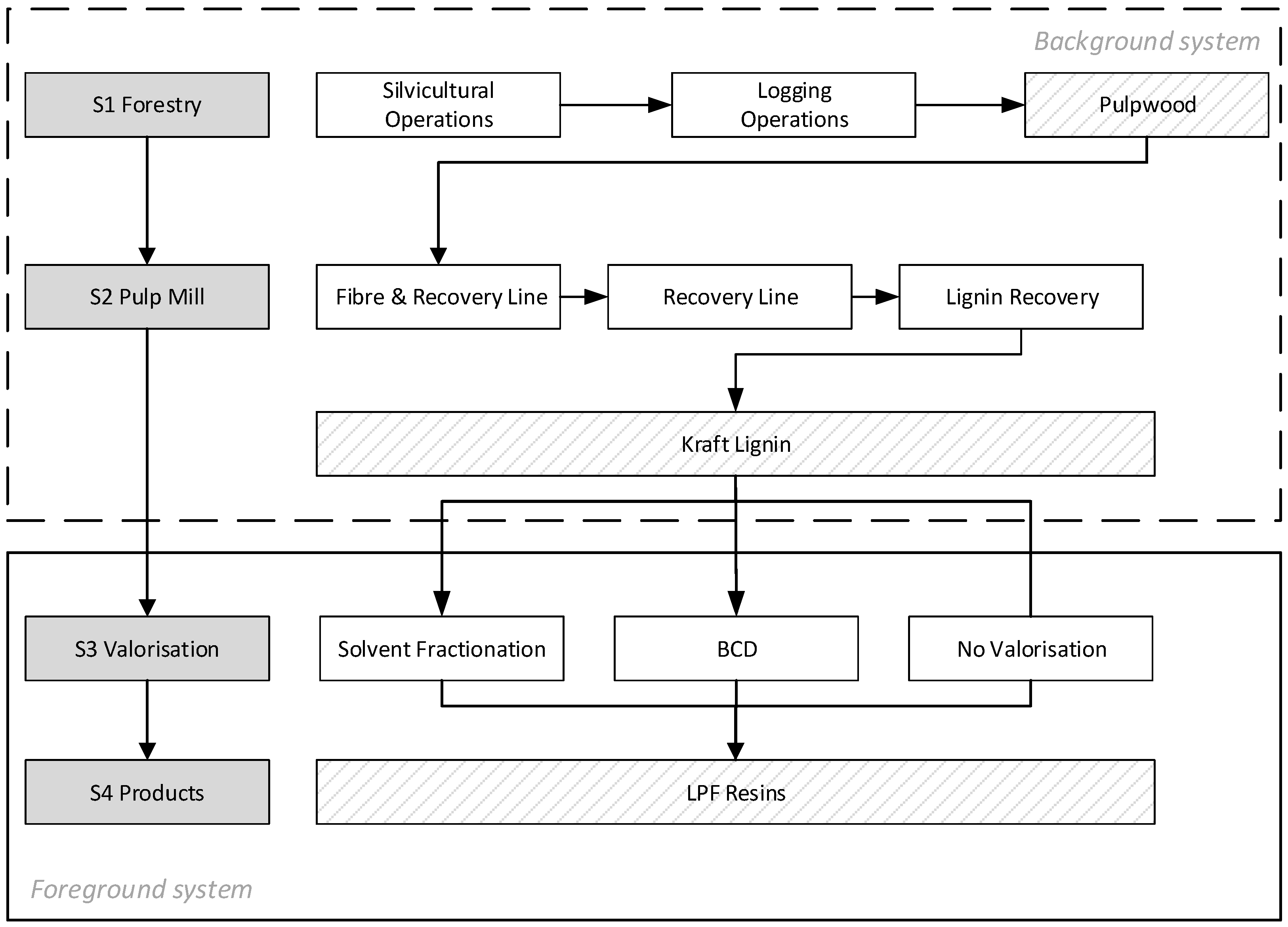
The interpretation of results is a particularly critical part of LCA at early stages of research. Therefore, the applied hotspot analysis was carried out as a two-step-approach, in order to (a) improve transparency, and (b) provide the possibility of adapting each system independently, if necessary. In the first step, hereafter referred to as “hotspotting”, the main contributors to the impact categories of background systems, (S1 Forestry and S2 Pulp Mill) were identified, followed by a similar identification for the foreground systems (S3 Valorisation and S4 Product). In the second step, the variation analysis was carried out by providing different cases in order to show the influence of hotspots on the total environmental impact (i.e., sustainability levers). A sustainability lever is further defined as an action that has an impact on the identified hotspot, and, thus, an impact on the considered impact category. Therefore, the variation analysis focuses on the foreground system, which is typically under the control of the decision-makers in the R&D process. The assessment of S1 and S2 as mature systems is based on secondary data. The assessment of S3 and S4 was carried out in line with the R&D advancements, based on primary data from lab- and pilot-scale investigations.
3.1. Hotspotting the Background System
Although studies are available on the environmental impacts of cultivating and procuring wood and of producing pulp (e.g., [
59,
60,
61,
62,
63,
64,
65,
66,
67]); data availability is limited on the environmental impacts of obtaining lignin and it is heavily case-dependent (e.g., [
68,
69]). Therefore, for this study, a simplified kraft pulp mill model was built based on the Best Available Techniques (BAT) Reference Document for the Production of Pulp, Paper and Board [
70]. It is assumed that the pulp mill is located in Northern Europe, utilising spruce and pine. In terms of forest operations, the study by Gonzalez-Garcia et al. (2009) [
59] is well suited to the presented model.
The model considers an annual input of 1.5 million tonnes of pulpwood, an annual production of 600,000 tonnes of pulp, and a lignin separation rate of 15%. As shown in
Figure 1, the pulp mill is divided into the fibre line, the recovery line and the lignin recovery process. As a multi-output process, this system is typically challenged by the required allocation procedures. Following a mass-based allocation, a total of 10.5% of the GWP and NREU from the fibre and recovery line, as well as 100% of the lignin recovery, are assigned to the lignin. The production of one tonne of pulp requires energy in the form of heat and power. The heat demand is 5.5 GJ/t in the fibre and 5.5 GJ/t in the recovery line; the power demand is 464 kWh/t within the fibre and 147 kWh/t in the recovery line. Additionally, heat is generated within the pulp mill by the combustion of black liquor and bark. The pulp mill is considered to be energy self-sufficient, with an energy surplus of 694 kWh/t (52.1% conversion ratio from heat to power). The assessment of the pulp mill also considers the use of auxiliary fuels in the lime kiln. In this model, natural gas use is assumed to be 1.3 GJ/t pulp. An NREU of 1443 MJ/t pulp is calculated by considering the fibre and recovery line. Moreover, the energy required for the separation of lignin has to be taken into account. The considered LignoBoost process for lignin recovery requires heat (31.5 MJ/kg extracted lignin) and power (0.01 kWh/kg extracted) [
71]. The model assumes that the energy demand of the LignoBoost process can be covered by the energy surplus of the pulp mill. Following a mass-based allocation, the total NREU for one tonne of kraft lignin is calculated to be 6788 MJ/t.
The assessment of the GWP considers the use of natural gas in the lime kiln, the main chemical inputs, and the direct emissions (CO
2, CH
4 and N
2O) of the pulp mill. Due the typically high recovery rate of the cooking chemicals (>99%), these chemicals were excluded from the assessment. The total GWP is calculated to be 238 kg CO
2-eq/t pulp, considering the fibre and the recovery line. Additionally, the required inputs of CO
2, H
2SO
4 and NaOH for the LignoBoost are considered. In our model, there is a CO
2 capture of the CO
2 emissions from the pulp mill for the LignoBoost process, thus reducing the direct CO
2 emissions of the pulp mill. The total GWP is calculated to be 570 kg CO
2-eq/t lignin. Based on the model, the potential hotspots and related environmental impacts of the background system are given in
Table 1.
3.2. Hotspotting the Foreground System
The foreground system contains the two valorisation technologies: Solvent fractionation and BCD. Non-valorised lignin will be considered as part of S4 Products in order to provide a comparison. In contrast to the background system, the foreground system is based on primary data from lab-scale and pilot-scale trials.
3.2.1. Hotspotting the Valorisation of Lignin
The first valorisation considered is the solvent fractionation of kraft lignin. Applications of lignin are often hampered by the material’s heterogeneity [
9,
72]. In order to realise the potential of lignin, solvent fractionation is seen as one potential technique to provide constant molecular size, functionality, and reactivity [
73,
74,
75]. The lignin is added to aqueous acetone (60%-vol.) and mixed at room temperature. This is followed by filtration to recover the insoluble lignin (INS) fraction, which is then dried under vacuum (40 °C). Water is added to the lignin-containing filtrate and mixed to a solvent concentration of 50%-vol. The second fraction is then filtrated and dried as precipitated lignin (PREC) fractionation. The third fraction, the soluble lignin (SOL), is then recovered from the second filtrate through evaporation (40 °C) under vacuum [
12]. Further details on the procedure and technical data for obtaining fractionated lignin as considered in this study are described in detail by Jääskeläinen et al. (2017) [
12]. The hotspot analysis of the solvent fractionation assumes a lignin feed of 50,000 t of dry matter (from S2). Furthermore, a recovery rate of 97.3% of the used solvents is assumed, leading to a solvent make-up of 0.13 t/t lignin and a water input of 1.95 t/t lignin. The energy demands are assumed to be 0.5 MWh/t lignin and 1.55 t steam/t lignin. The inventory for the solvent fractionation can be found in
Table 2.
The second valorisation considered is the BCD. The purpose of this promising technology is to transfer lignin catalytically into valuable products. During this process, the lignin is cleaved into BCD oil (phenolic monomers and dimers), BCD oligomers (phenolic oligomers), and BCD by-products (organic acids, alcohols and gases) [
76]. The process is carried out in a dilute alkaline solution at temperatures of between 250 and 350 °C, at high pressures (150–300 bar), and with a short residence time (5–15 min.). In order to avoid re-polymerisation, the BCD is preferably performed in a continuous flow tube reactor [
76]. A detailed description of the BCD process considered in this study can be found in Rößiger et al. (2017) [
13]. The inventory data of the BCD can be found in
Table 3. A total input of 750 t kraft lignin from S2 was assumed. The BCD provides two types of valorised lignin: the BCD oil, with an assumed output of 108 t, and the BCD oligomers (dried), with an assumed output of 289 t. The hotspotting considered the recovery of the used solvent (methyl isobutyl ketone MIBK) and the used water. While the recovery of the solvent was applied in the pilot-scale trials, water recovery was not, so the electricity demand was therefore estimated. The recovery rate of the MIBK is assumed to be 96.5%.
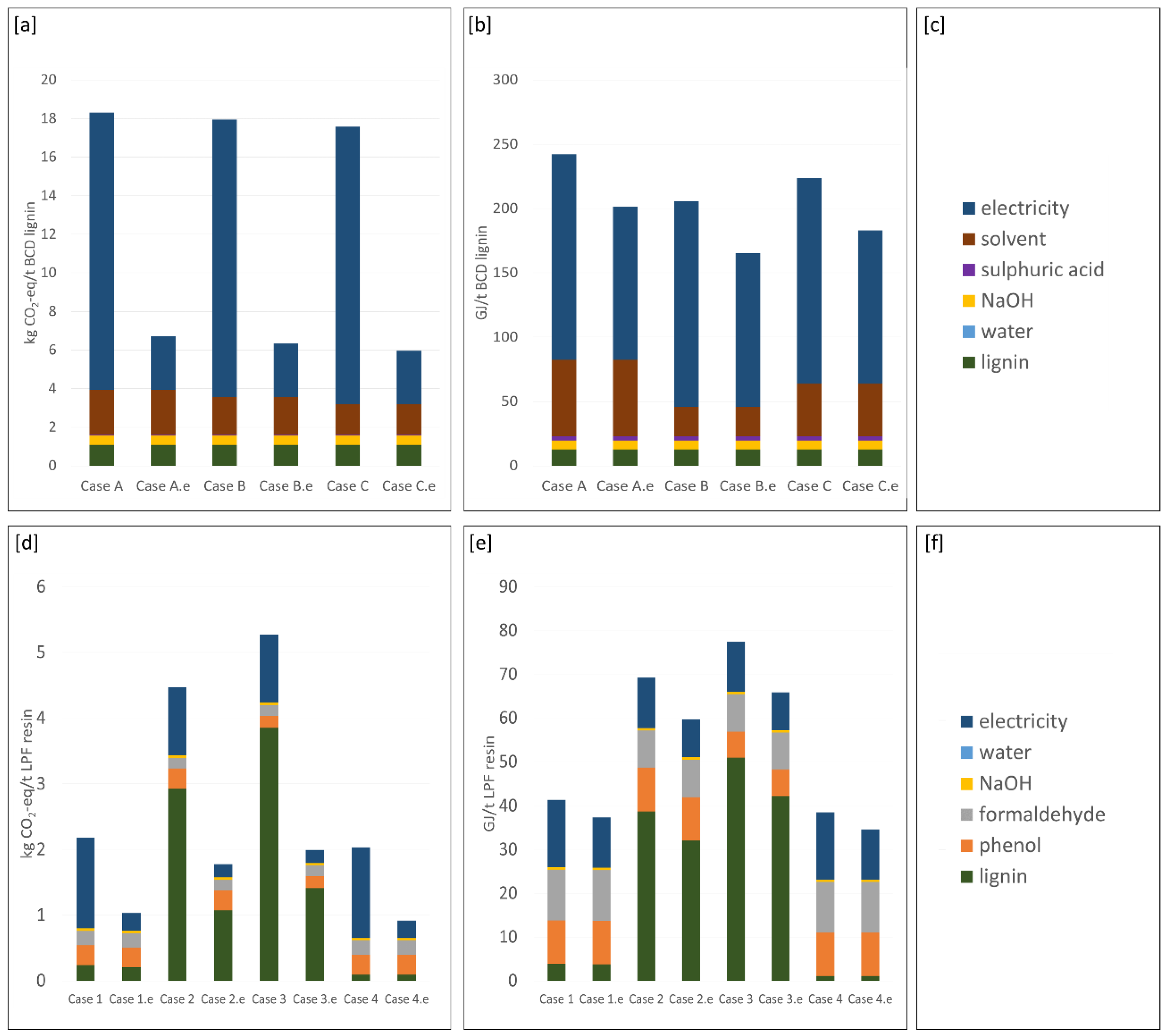
The results from the hotspot analysis can be found in
Figure 2; the total GWP and NREU for the fractionated and BCD lignin are presented in
Table 4. In both cases, the required energy inputs contribute greatly to the GWP and the NREU of the valorised lignin. In both cases, the solvents (acetone and MIBK) contribute to the environmental impact, especially in terms of the NREU. Although the hotspot analysis for the solvent fractionation and the BCD appear to be comparable, when analysing the GWP and NREU, as shown in
Table 4, it can be seen that the BCD lignin showed almost 10 times higher NREU per t valorised lignin and 12 times higher GWP than the fractionated lignin. The GWP and the NREU of the BCD lignin are strongly influenced by the high amounts of electricity assumed. The estimated water recovery within the BCD accounts for almost 60% of the total environmental impact. Nevertheless, considering the value chain from kraft lignin to valorised lignin in terms of the solvent fractionation, the NREU of the lignin increased by 360%, and, in terms of the GWP, by 260%. Comparing the valorised lignin with its conventional counterpart, fractionated lignin, a 2.8 times lower NREU and a 1.3 times lower GWP than phenol is shown. On the other hand, the BCD lignin shows a 9 times higher GWP and a 3.6 times higher NREU than conventional phenol. As stated above, due to different scales and performance, the comparison is only based on masses.
3.2.2. Hotspotting the Preparation of the LPF Resins
For the hotspot analysis, four different valorisation pathways, shown in
Table 5, are further considered; in addition to the fractionated (LPF 1) and the BCD lignin (LPF 2 and LPF 3), non-valorised lignin (LPF 4) is also considered. In terms of the BCD lignin, as well as the 50% substitution of phenol, LPF 3 shows that 70% of the phenol was substituted with BCD lignin. Technical data and detailed inventories, as well as a description of the properties of the obtained LPF resins, can be found in Solt et al. (2018) [
16]. The hotspot analysis was carried out for the preparation of 300 g LPF resins with a solid content of 44% The input (formaldehyde, phenol, water, NaOH, lignin) is used for the resin synthesis according to an industrially applied recipe for Prefere Resins Oy (Hamina, Finland). Compared to fractionated lignins and the non-valorised lignin, it is assumed that the BCD lignin requires 25% less energy input because of its shorter curing time. The results from the hotspot analysis are shown in
Figure 2.
The hotspot analysis, as presented in
Table 6, revealed that for all four valorisation pathways, both the production of the material inputs and the required energy can contribute greatly to the total GWP and NREU. Considering LPF 2 and LPF 3, both containing BCD lignin, more than 60% of the environmental impact of 1 t LPF resin is caused by the lignin itself. This is mainly attributed to the high energy inputs required for the BCD itself. Considering the fractionated lignin in LPF 1 and the non-valorised lignin in LPF 4, in both cases, the electricity input required for the preparation of the resins contributes significantly to the environmental impact.
Based on a mass comparison considering the cases LPF 1, LPF 2 and LPF 4, the LPF resins show lower environmental impacts compared with conventional PF resins. In terms of BCD lignin, LPF 3 shows a slightly higher GWP than the conventional resins, which can be traced back to the valorisation technology and the related high energy input. In further investigations, the technical performance of the LPF resins should be considered. Solt et al. (2018) [
16], for instance, showed that LPF resins containing BCD lignin can even perform better in terms of tensile shear strength than conventional ones. Furthermore, as shown in
Figure 2, the hotspot analysis reveals that the NREU and GWP are also influenced by the use of formaldehyde as an additional fossil component of LPF resins.
3.3. Variation Analysis
As stated in the Materials and Methods section, the variation analysis is carried out by considering various cases. By revealing the effects of processing adaptations, and also the bandwidths thereof, the hotspot analysis supports the subsequent R&D process towards sustainable product development. The variation analysis is aimed at identifying potential sustainability levers, which have an impact on the identified hotspot, and thus have an impact on the environmental performance of LPF resins.
3.3.1. Sustainability Levers in the Foreground System S3 Valorisation
The variation analysis considers the effect of a change of energy from a mainly fossil-driven (UCTE) to a mainly non-fossil-driven (Swedish) electricity mix on the potential environmental impacts of valorised lignin and LPF resins. The cases considering the Swedish energy input are hereafter indicated by the letter “e”. In terms of the solvent fractionation, a change of the energy source was assumed in Case SFe, as shown in
Table 7. The effect of this on the LPF resins is discussed in more detail in
Section 3.3.2.
By changing the energy source, the NREU and the GWP of fractionated lignin can be reduced by about 5% and 15%, respectively. Compared to fossil-based phenols, this would result in the environmental impacts being reduced by almost 60%. It should be highlighted that this study only considers the lignin itself as a connection point between the background and the foreground systems. For future research, it would be interesting to study the (partial) use of the pulp mill’s energy surplus as an energy source for the solvent fractionation.
With regard to BCD lignin, the hotspotting revealed that the energy demand for the water recovery is the main contributor to the total GWP and NREU. The cases considered as part of the variation analysis are described in
Table 8. In addition to the change of the energy source, a change of the solvent was also assumed. Besides MIBK, DCM or EtOAc could also be used as the solvent for extracting different phenolic monomers or oligomers from acidified/filtered BCD reactor water [
76,
77]. These results are further shown in
Figure 3.
For both valorisation technologies, the environmental impacts are heavily influenced by the reduction in energy input and/or the change of energy sources. In the case of the BCD, we were able to observe that the assumptions made in the variation analysis significantly influence the results, especially in terms of the GWP. As shown in
Figure 3a, a change of solvents (Cases A, B and C) would only have a small influence on the GWP. While a change of the solvent itself does not seem to be a sustainability lever, the recovery rate might be. Related technical changes, e.g., higher energy demand for the recovery process, need to be considered in further in-depth analyses. Due to the change of the energy source for the electricity required in the process, the GWP of 1 t BCD lignin could be reduced by almost 70%.
3.3.2. Sustainability Levers in the Foreground System S4 Product
In terms of LPR resins, a change of energy sources was considered for the cases described in
Table 9.
As shown in
Figure 3, in all cases, due to the change of energy source towards a lower fossil-based energy mix, the GWP of the LPF resins could be reduced. Just how important the consideration of energy source is can be seen when comparing the best case of BCD lignin (Case 2e and Case 3e) with the worst case of fractionated lignin (Case 1). While, during the hotspot analysis, it was shown that the LPF 1 performs better in terms of environmental impacts, through variation analysis, it is now possible to show that the BCD lignin-based LPF resins can perform better, depending on the energy source. A reduction of GWP by almost 60% is obtained when comparing Case 2e with Case 2 and Case 3e with Case 3. In terms of Case 1, considering the fractionated lignin, the GWP can be further reduced by 50% and is thus comparable with the best case of non-valorised LPF resins (Case 4). Assuming that the performance of fractionated lignin is better than that of the non-valorised lignin, it can be concluded that under the given assumptions, although the valorisation increases the environmental impacts of lignin, the LPF resins perform better compared to their conventional counterparts (PF resins).
Table 10 summarises the NREU and GWP for all valorisation pathways based on the different cases in comparison with conventional LPF resins.
4. Discussion and Conclusions
This study applies a hotspot analysis as environmental assessment during the R&D of lignin-based phenol formaldehyde (LPF) resins. The hotspot analysis follows a life-cycle-based approach, from cradle (forestry) to factory gate (preparation of LPF resins). The applied hotspot analysis is based on a two-step approach: Firstly, the valorisation pathways are assessed to find the biggest contributor (i.e., hotspot) of the considered impact categories’ global warming potential (GWP) and non-renewable energy use (NREU). In the next step, potential sustainability levers are identified as part of the variation analysis. The information derived from the hotspot analysis can be directly integrated into the ongoing R&D to support sustainable process and product development.
Conducting sustainability assessment during R&D is rendered challenging by low data availability, limited knowledge, and continuous product modification [
29,
30,
31]. Potential up-scaling effects, in particular, can significantly influence the results of such assessments [
78]. This issue, as well as others, was taken into account as early as the data collection stage for the LCA by considering processes that are not carried out in lab- or pilot-scale trials, but will be carried out in industrial-scale applications, such as the considered recovery processes. Additionally, potential modifications, like a change of solvents, were considered. Nevertheless, it should be noted that at this scale of assessment, the comparison is based on masses, rather than the function of the product. Therefore, the comparison between LPF and PF resins should be seen as a starting point for further investigations, keeping in mind that the different scales and functions should be considered as soon as reliable information is available. The presented streamlined assessment considered the provision of one t LPF resins for further applications, such as adhesives for plywood. Further assessments should consider the effects of a change from conventional to LPF resins in further processing (e.g., panel production). Additionally, the end-of-life phase of panels containing LPF resins should be integrated in a full LCA.
Under the given assumptions, the assessment of one t kraft lignin revealed that lignin can be seen as favourable in terms of GWP and NREU compared with fossil-oil-based phenols. There are two main challenges identified when assessing lignin, the first of which is the allocation within the pulp mill. In this study, a mass-based allocation was considered to be most suitable, as the direct substitution of phenol by lignin is questionable (i.e., it has a lower technical performance), and thus the system expansion does not fit when assessing the valorisation pathways. Culbertson et al. (2016) [
69], for instance, conducted a life-cycle assessment for a pulp mill with an annual production of 440,000 t pulp, also applying a mass-based allocation, leading to 550 to 702 kg CO
2-eq/t lignin. Although the assumptions of the literature case differ from the case presented in this study, the results are comparable to the results derived from the conducted hotspot analysis (570 kg CO
2-eq). In any case, it is worth highlighting that the applied allocation method significantly influences the results [
79]. Considering the emerging markets of lignin [
80], applying allocation based on economic aspects might be of interest for future in-depth analysis. Additionally, as briefly described for the background system, the separation of lignin for material use directly influences the energy balance of the pulp mill. As lignin is currently mostly used to provide energy for pulp mills, the extraction of lignin from black liquor influences the eco-efficiency of a kraft pulp mill [
81]. In this study, a 15% extraction of lignin was considered, assuming that the pulp mill was still energy self-sufficient. Additionally, integrating the potential trade-offs regarding the energy-balance in terms of environmental and economic aspects was beyond the scope of this study. Still, when discussing the use of lignin for material applications, potential stakeholders should be aware of not only the economic, but also the environmental trade-offs within the pulp mills linked to lignin separation [
81].
Considering that technical lignin has a lower reactivity to formaldehyde than phenol does, this study further considers two possible valorisation technologies and their effects on the environmental performance of lignin. For both technologies, by considering the different cases, it was possible to show the sustainability window of opportunity for further process and product development. In order to benefit from the potential of lignin as a substitute for fossil-based materials such as phenol, in addition to the technological and economic aspects of valorisation, related environmental aspects should be considered. The presented hotspot analysis revealed that special attention should be paid to the high amounts of energy needed for the required valorisation technologies. This issue should not only be considered because of the related environmental aspects, but it might also be of great interest when discussing the economic feasibility of using lignin. As briefly described in the results, one opportunity for further improving the environmental performance of valorised lignin is the use of the steam and the energy surplus from the pulp mill. In the variation analysis, it was possible to show the bandwidths of LPF resins in comparison with conventional PF resins. The streamlined assessment showed that solely assuming that a bio-based product is automatically more sustainable than a fossil-based one can lead to incorrect expectations. Especially in the context of the emerging knowledge-based bioeconomy, an awareness of these issues can help steer the strategic orientation towards achieving sustainability goals. It is thus of the utmost importance to accompany R&D processes with sustainability assessment to systematically enhance environmental performance in line with the technical performance of the developed bio-based products.





{kind=link}
{kind=link}
{kind=link}