Pressurization Ventilation Technique for Controlling Gas Leakage and Dispersion at Backfilled Working Faces in Large-Opening Underground Mines: CFD Analysis and Experimental Tests

Abstract
:1. Introduction
2. Pressurization Ventilation Technique
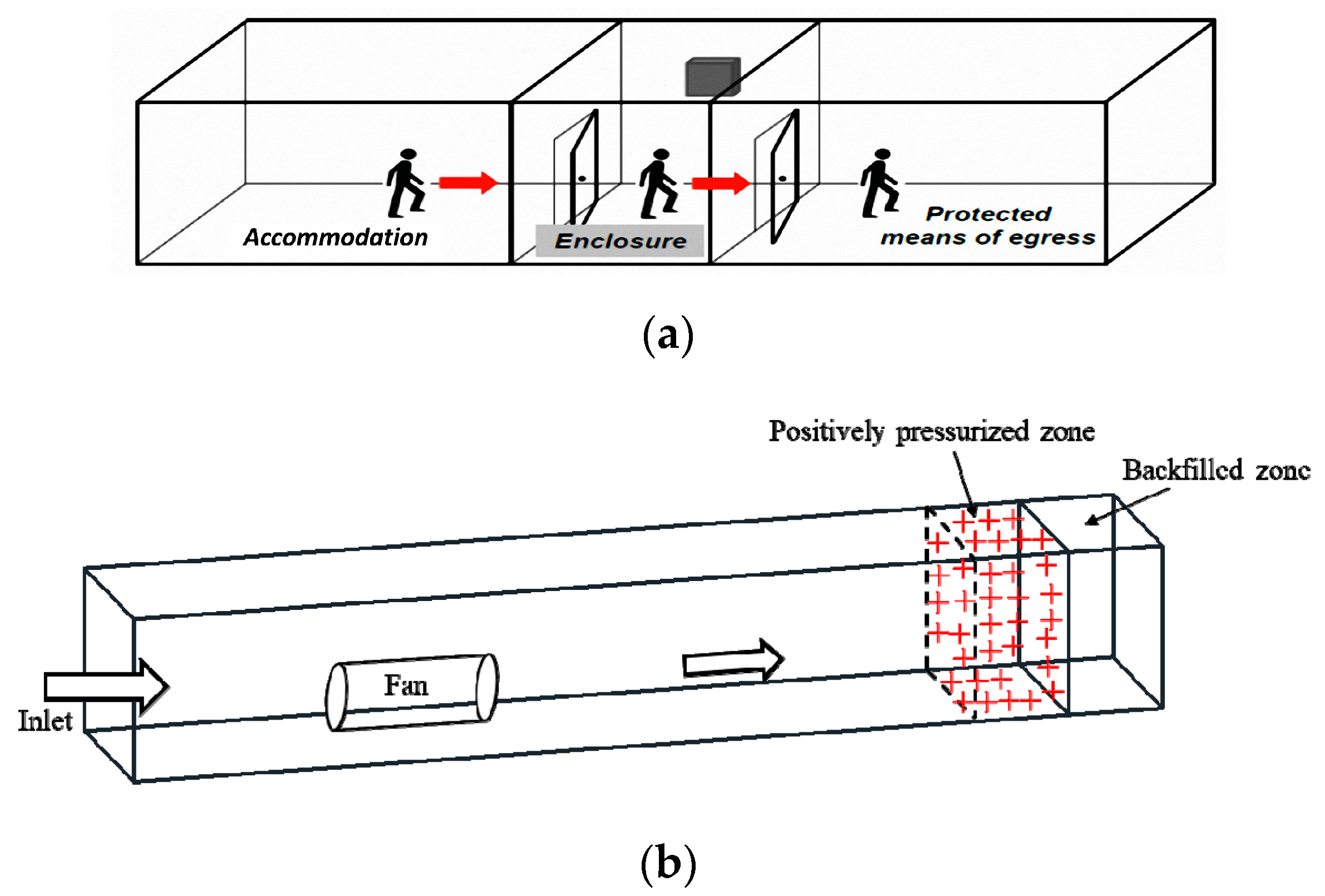
2.1. Background of the Pressurization Ventilation Technique
2.2. Description of Fans for the Pressurization Ventilation System
3. Mine Site Study of the Pressurization Ventilation Technique
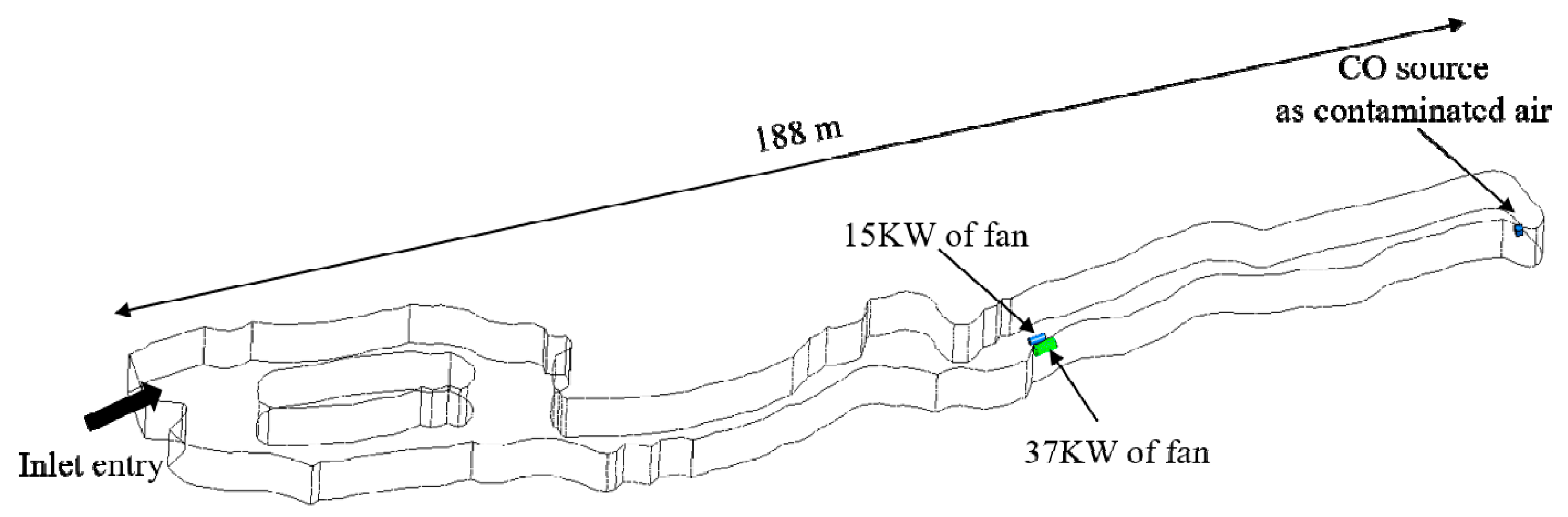
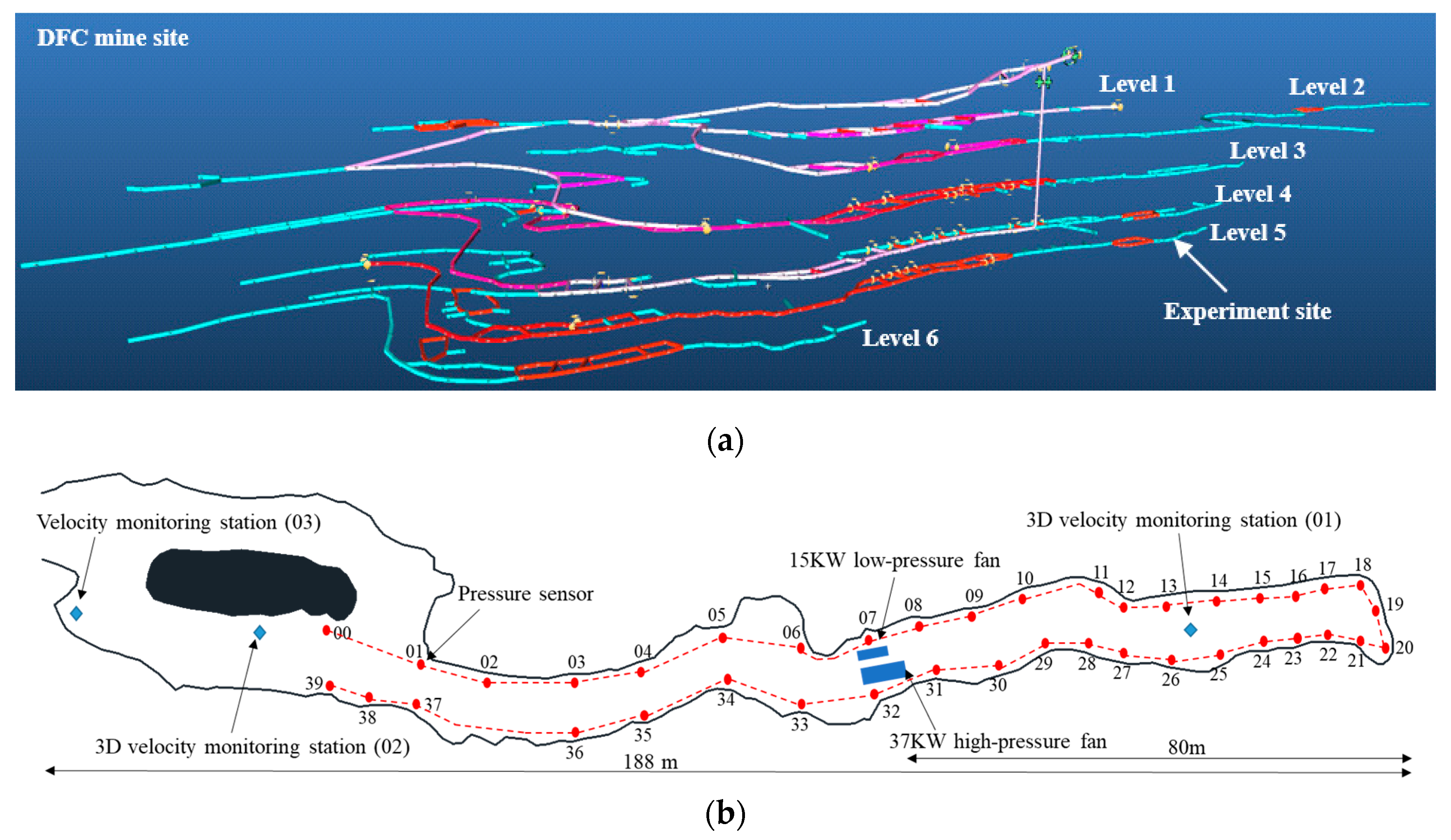
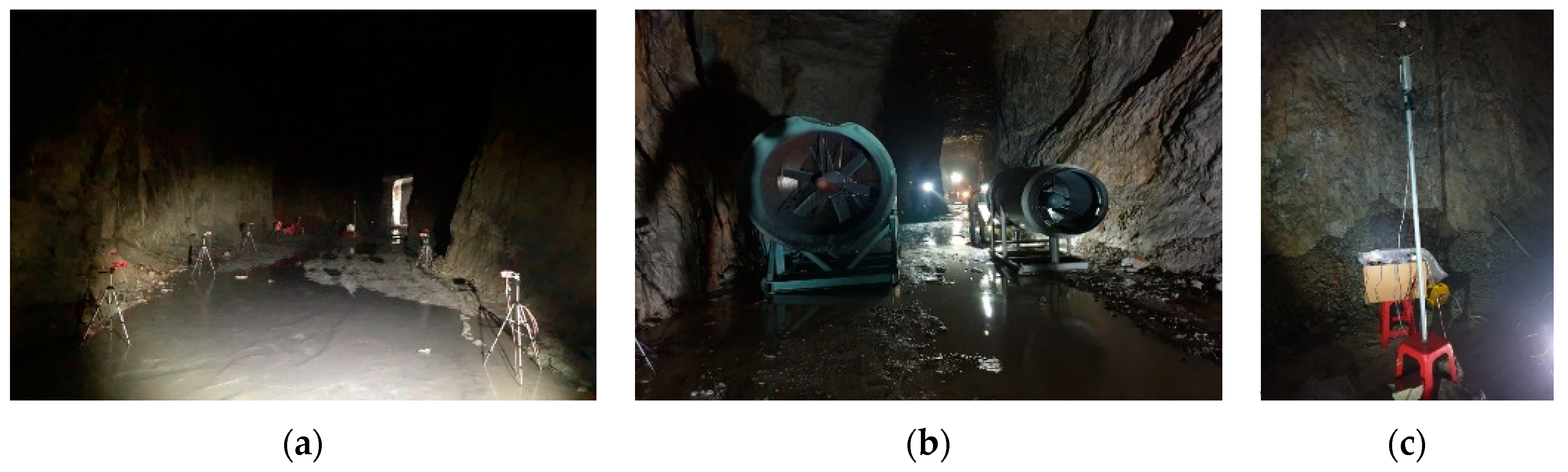
3.1. Description of Mine Site Study and Experiment Method
3.2. Experimental Results
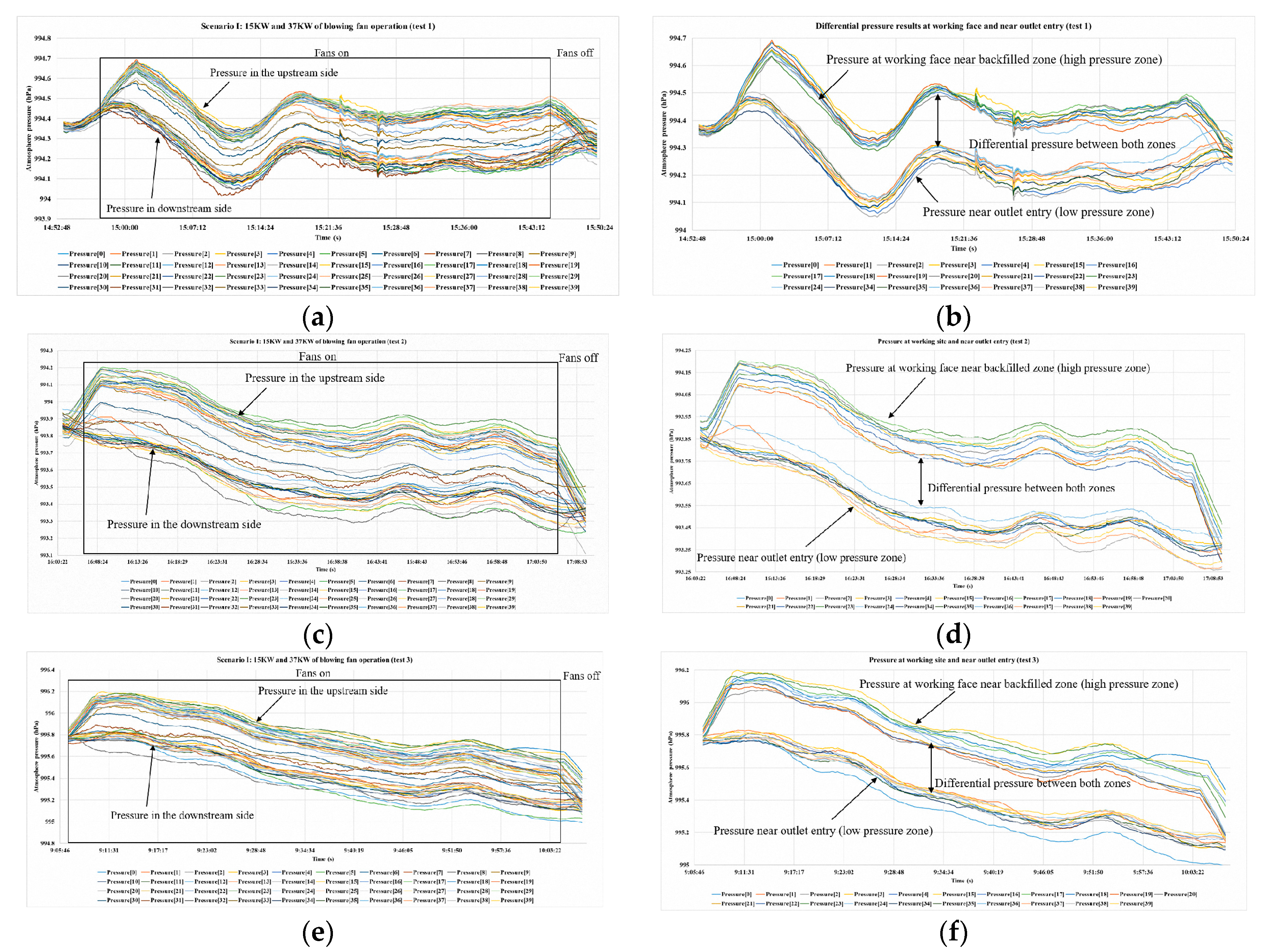
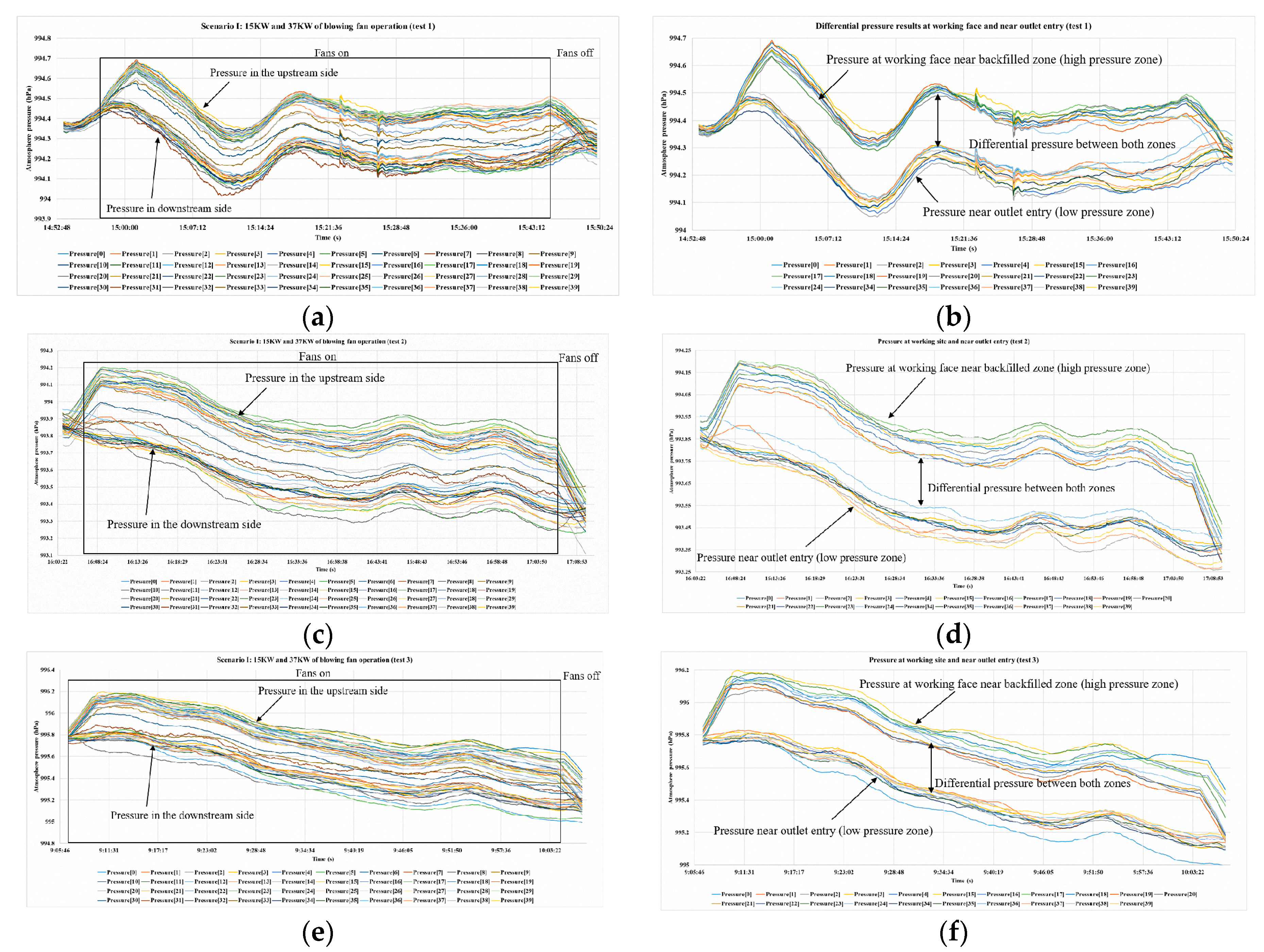
3.2.1. Scenario I: 15 kW and 37 kW Fans in Blowing Mode
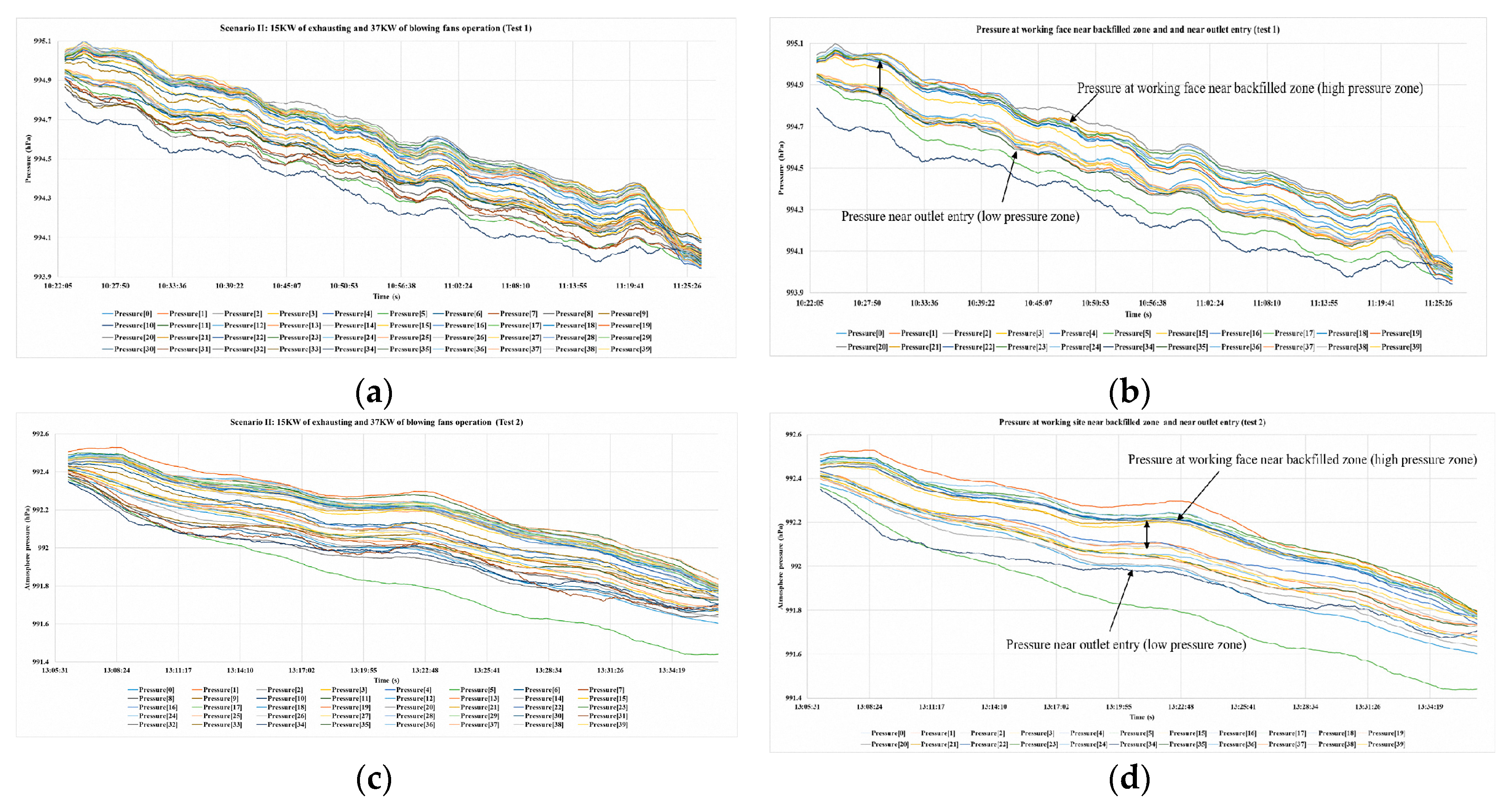
3.2.2. Scenario II: 15 kW Fan in Exhausting Mode and 37 kW Fan in Blowing Mode
4. Comparison through CFD Analysis
4.1. CFD Analysis
4.2. Discussion and Comparison of the Site Study with the CFD Analysis
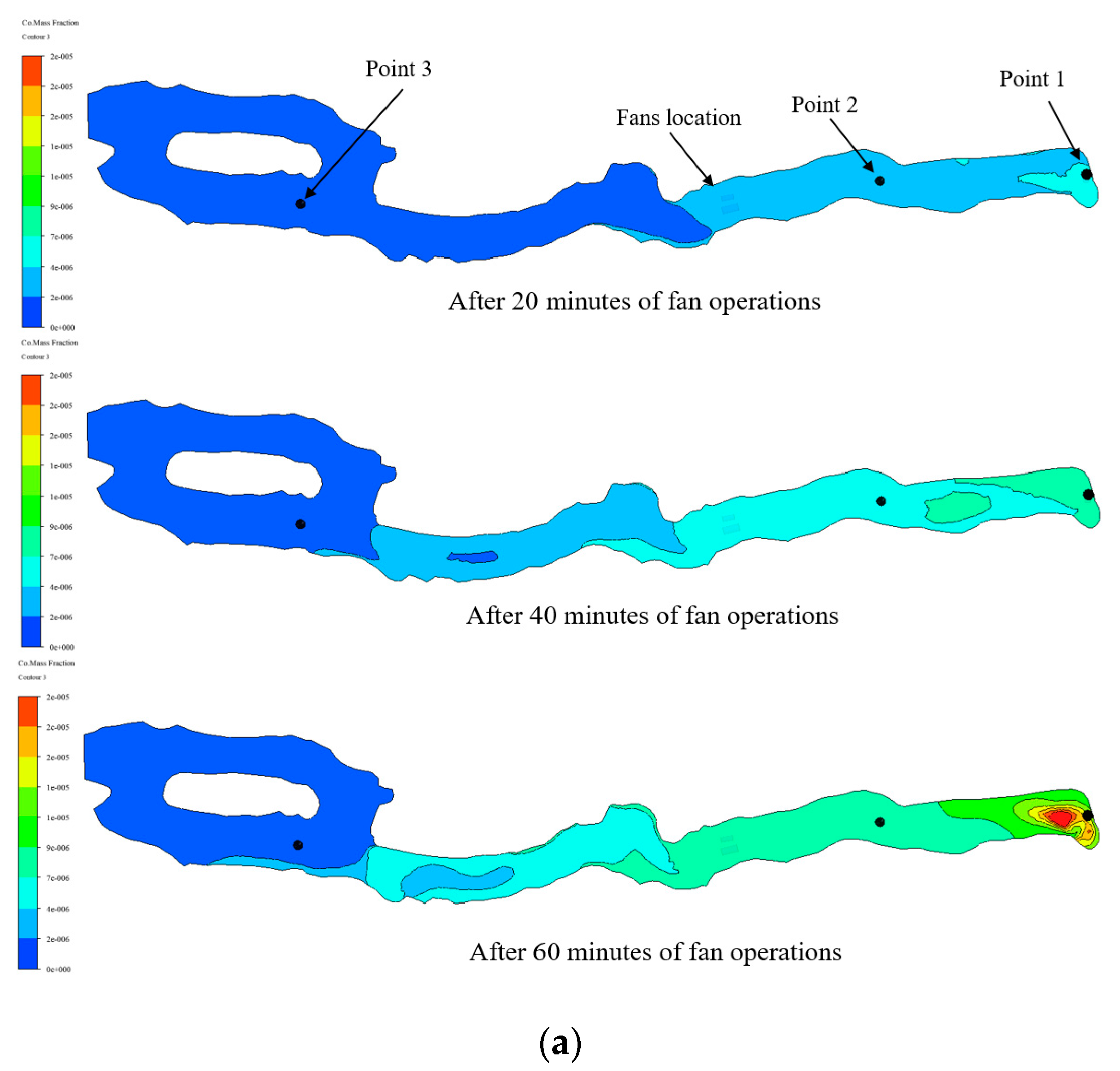
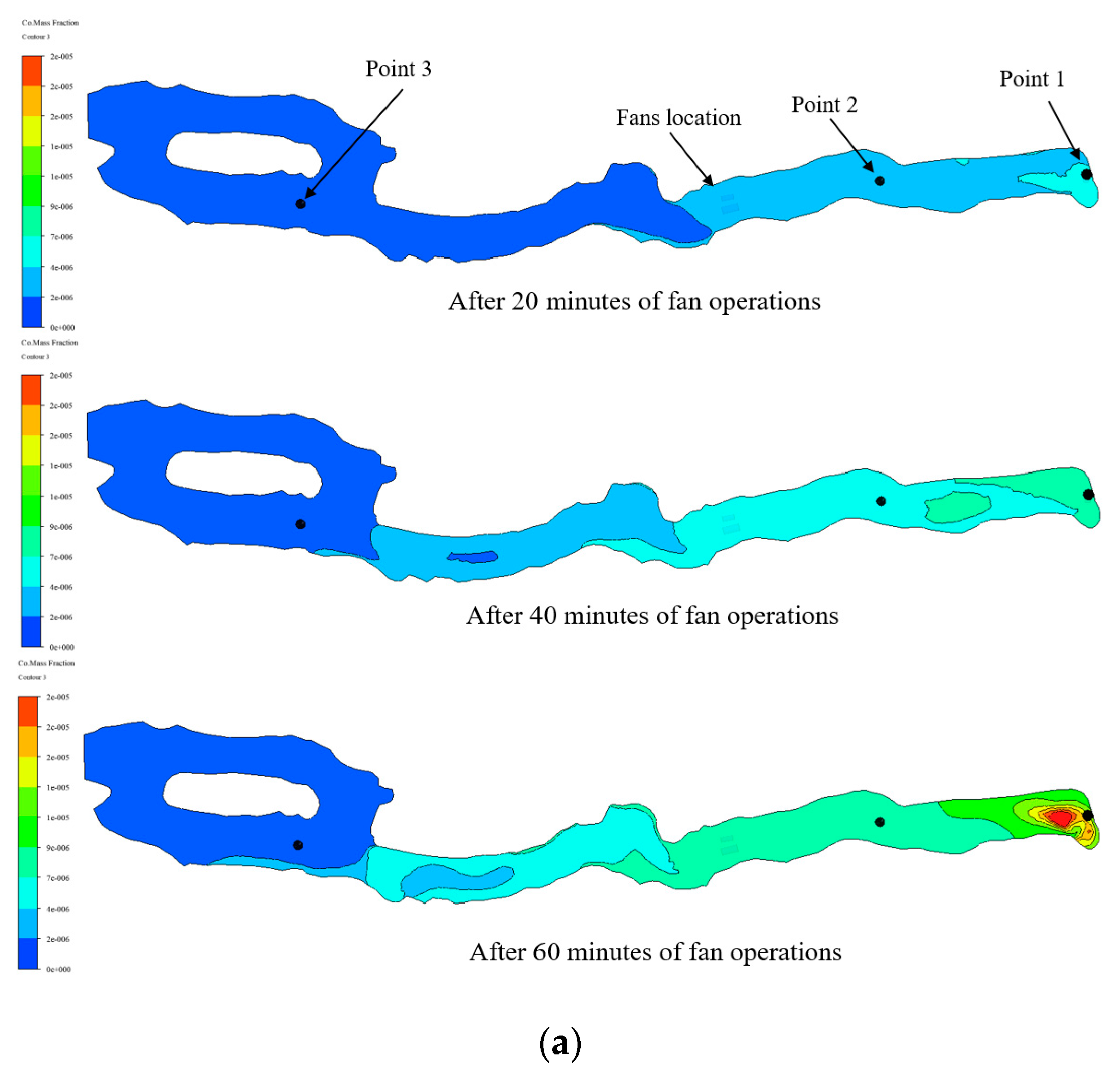
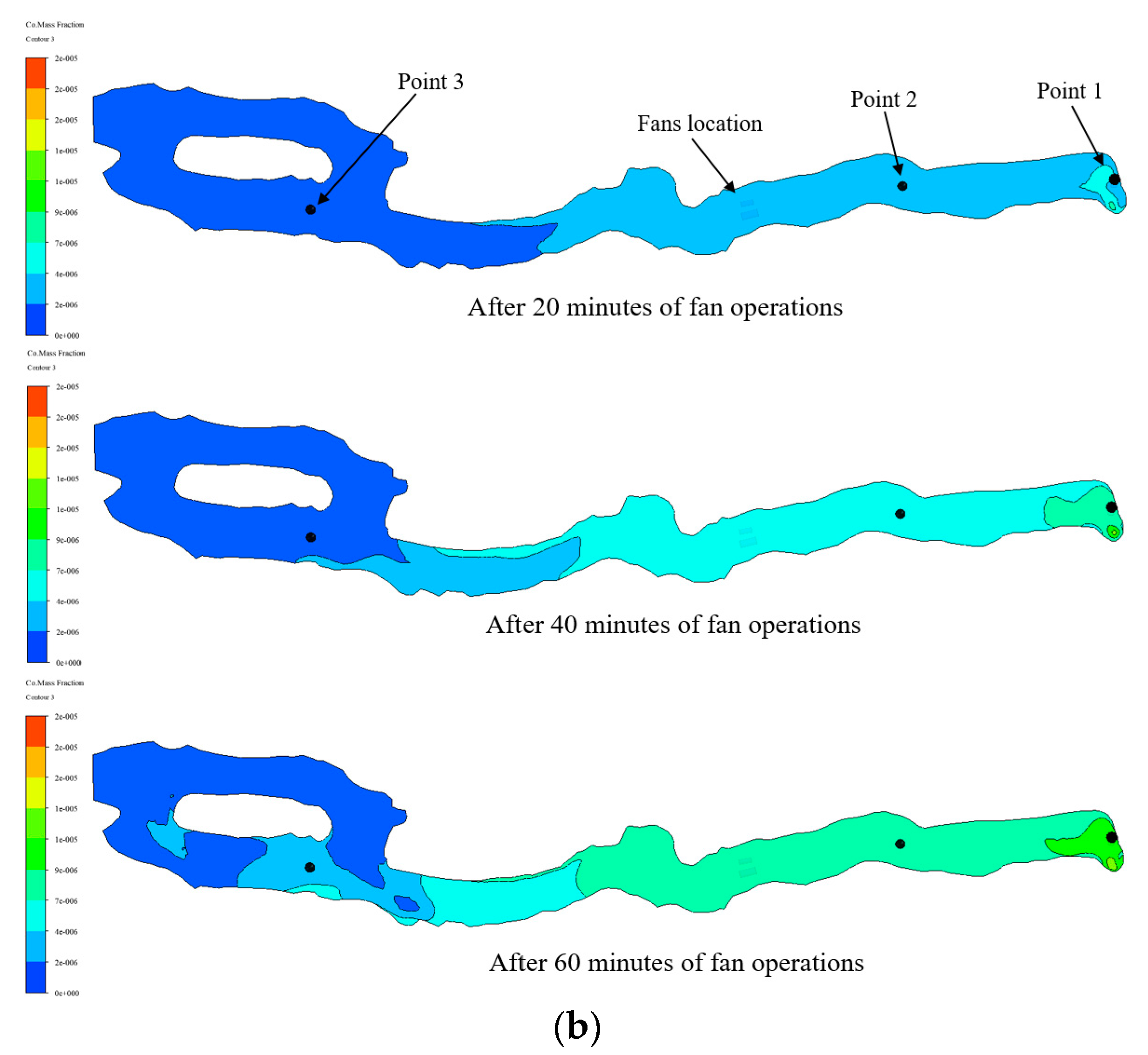
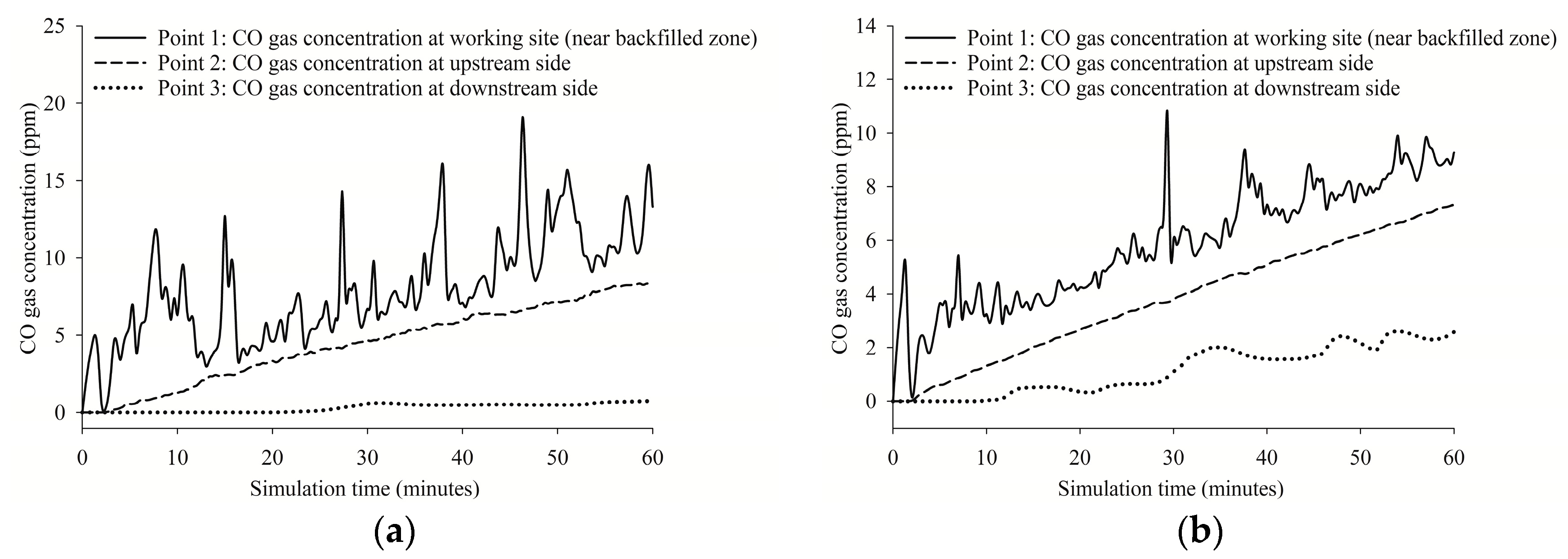
4.3. Possibility of Contaminant Dispersion
5. Conclusions
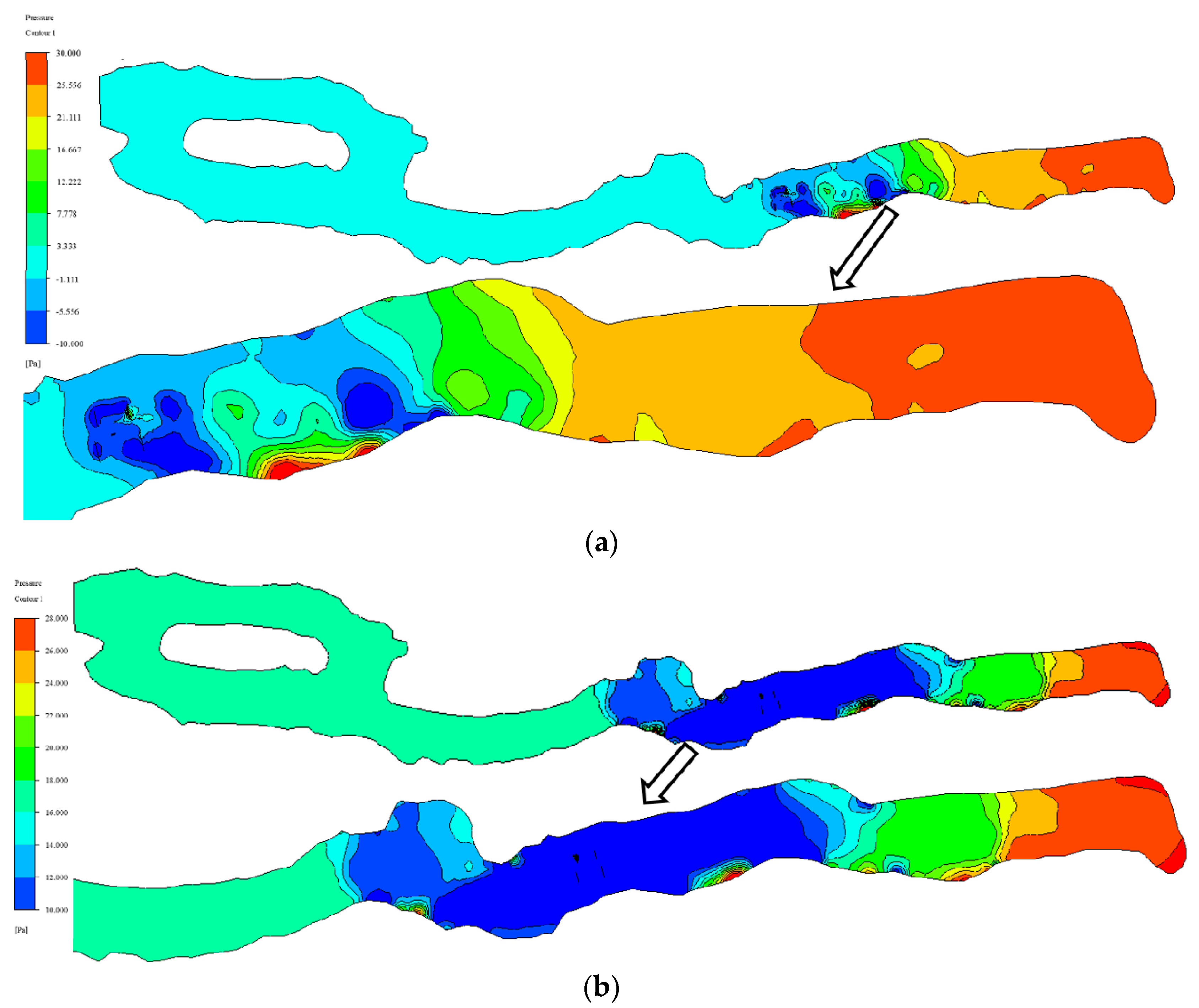
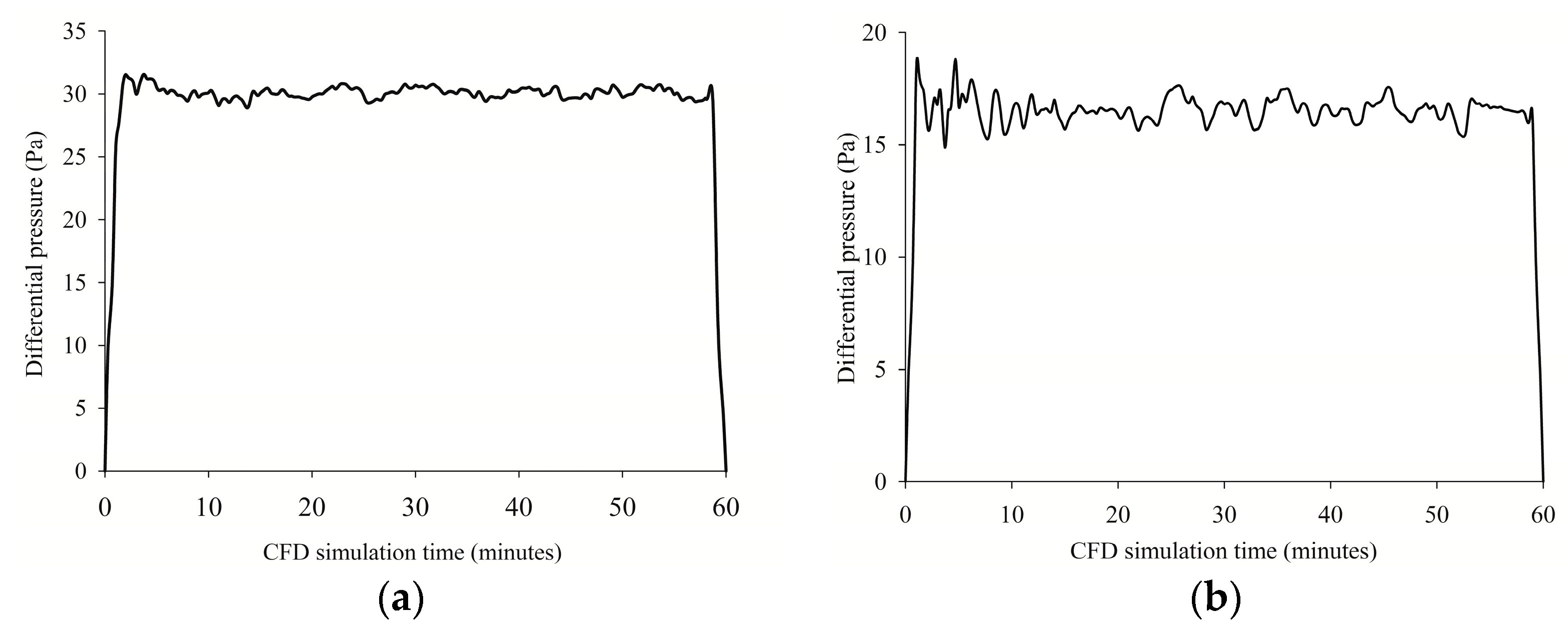
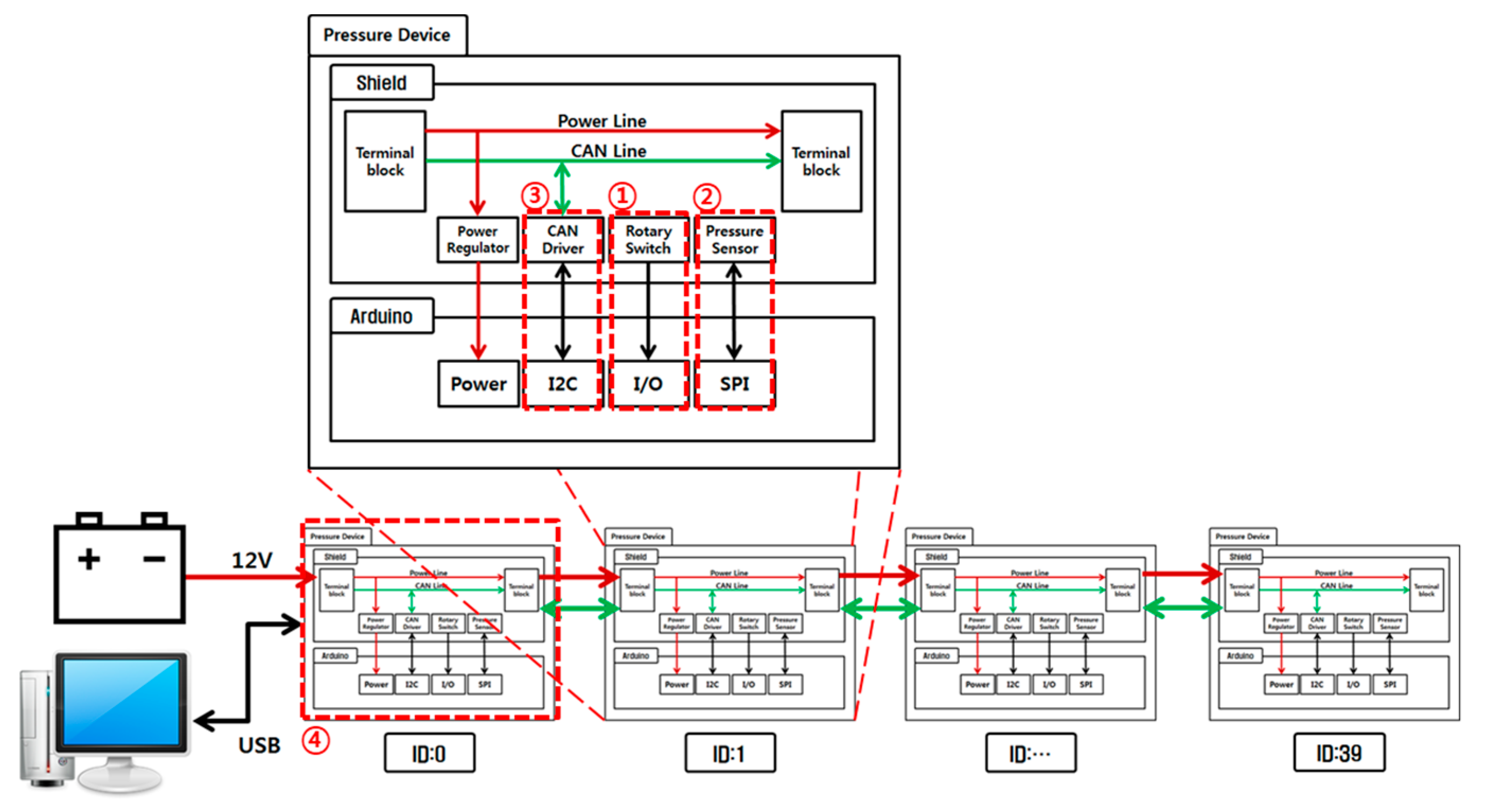
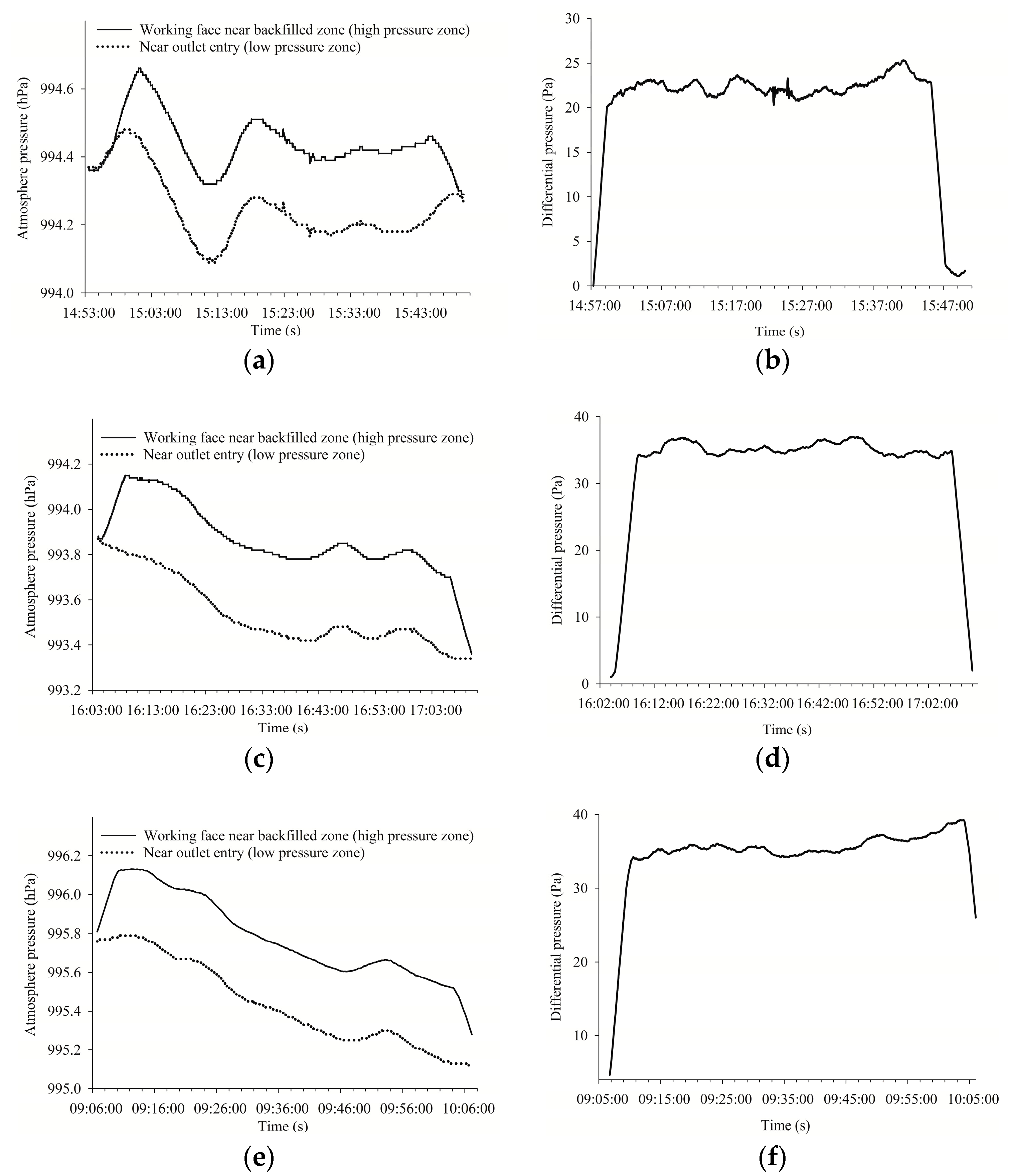
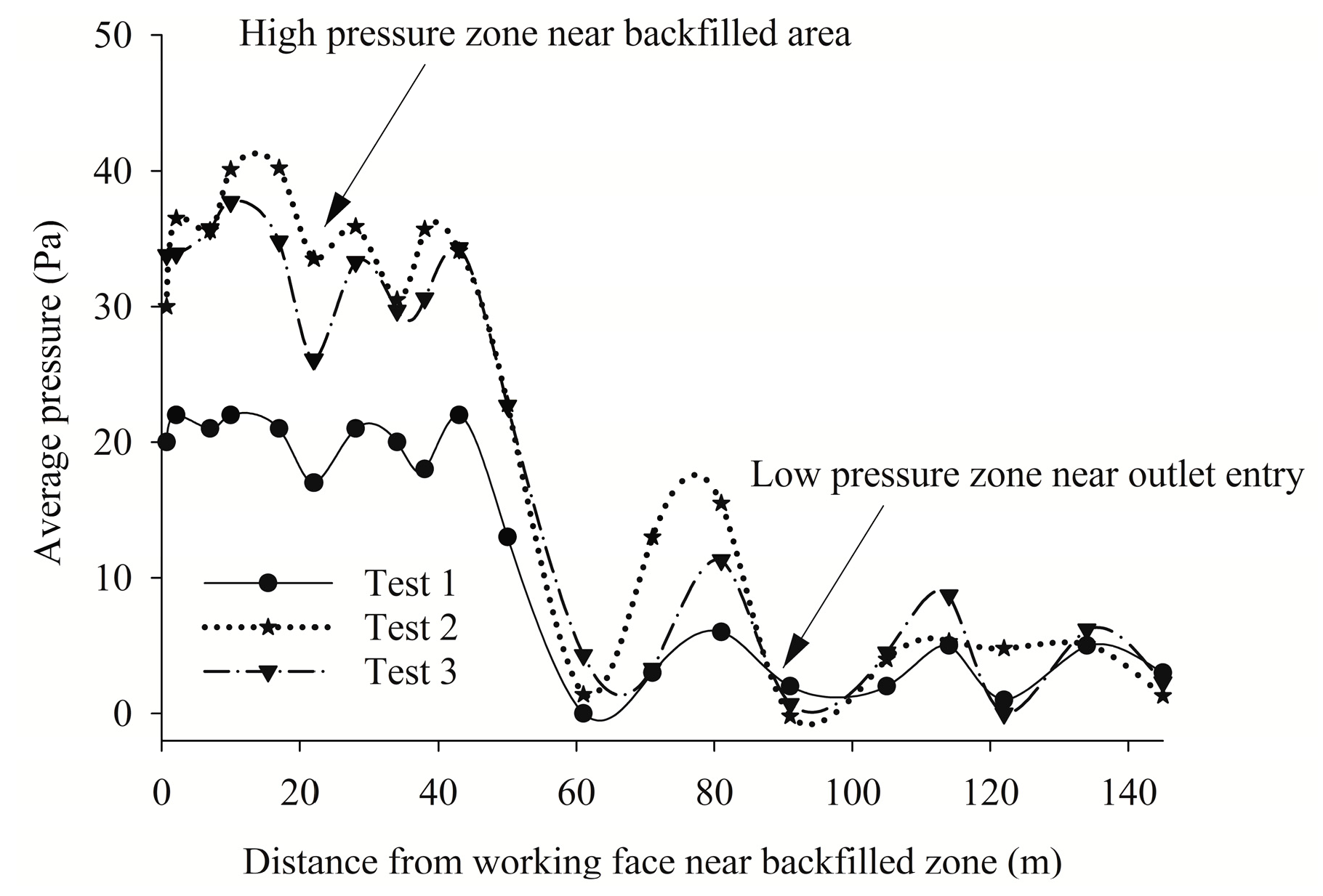
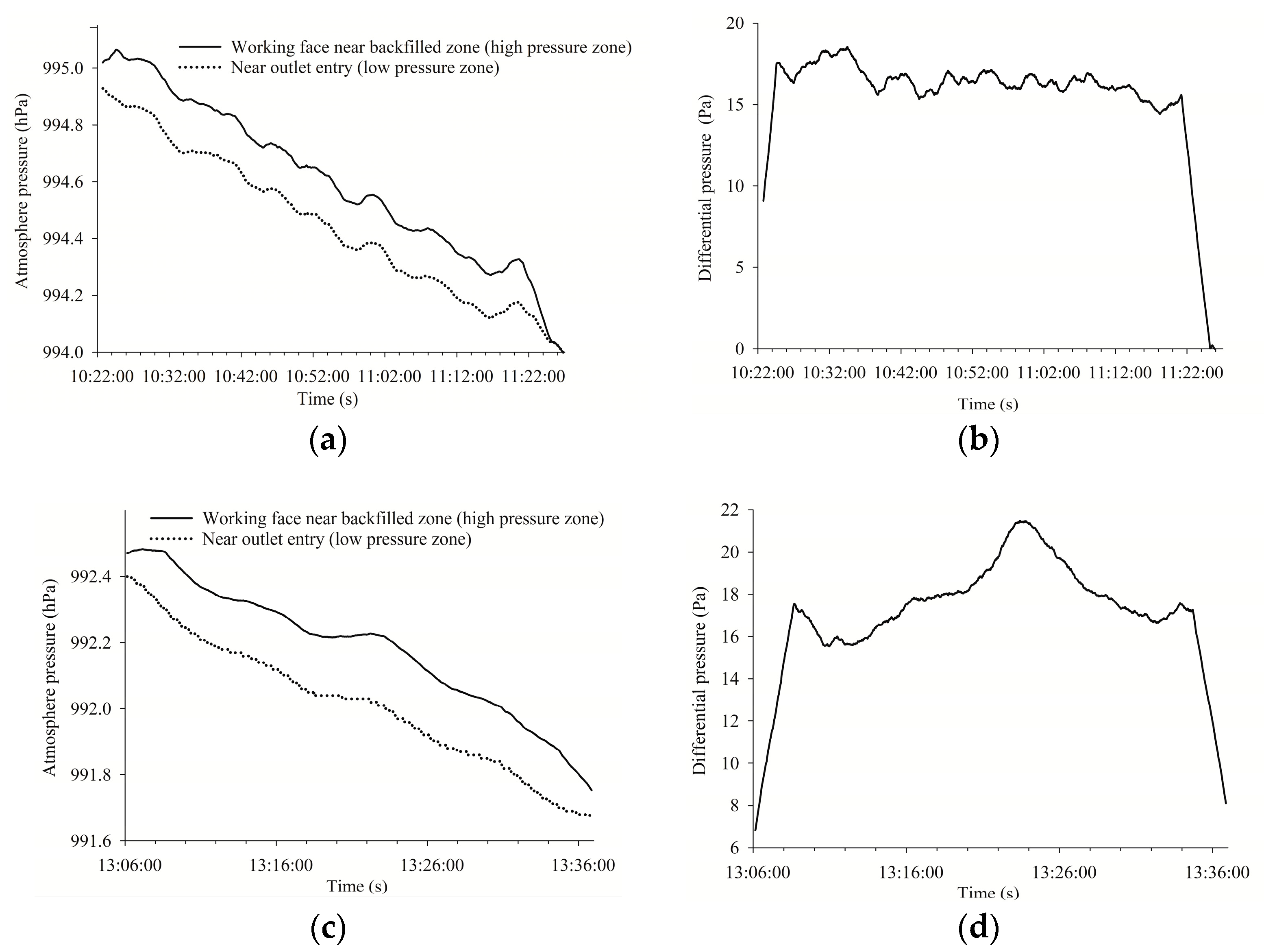
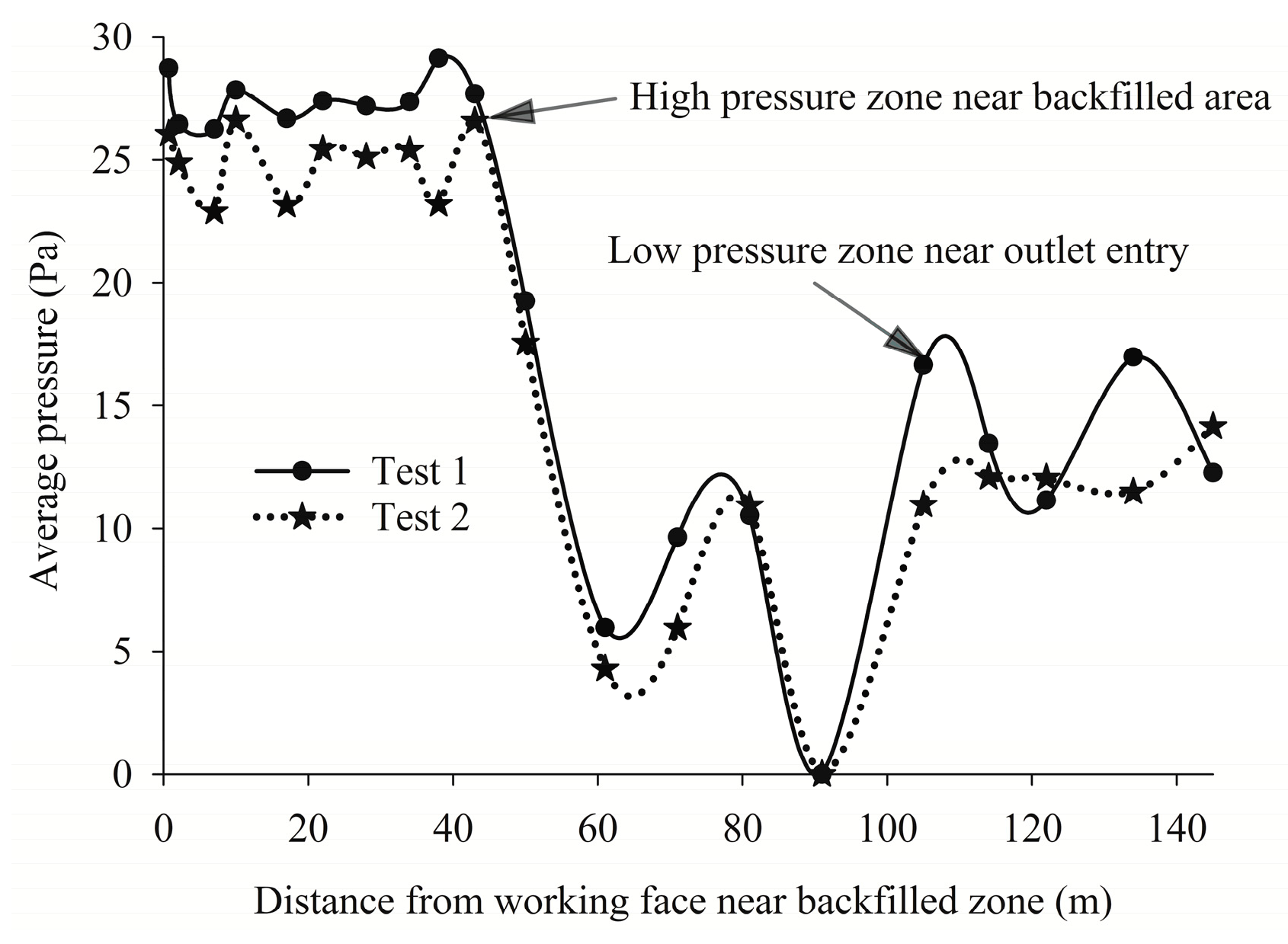
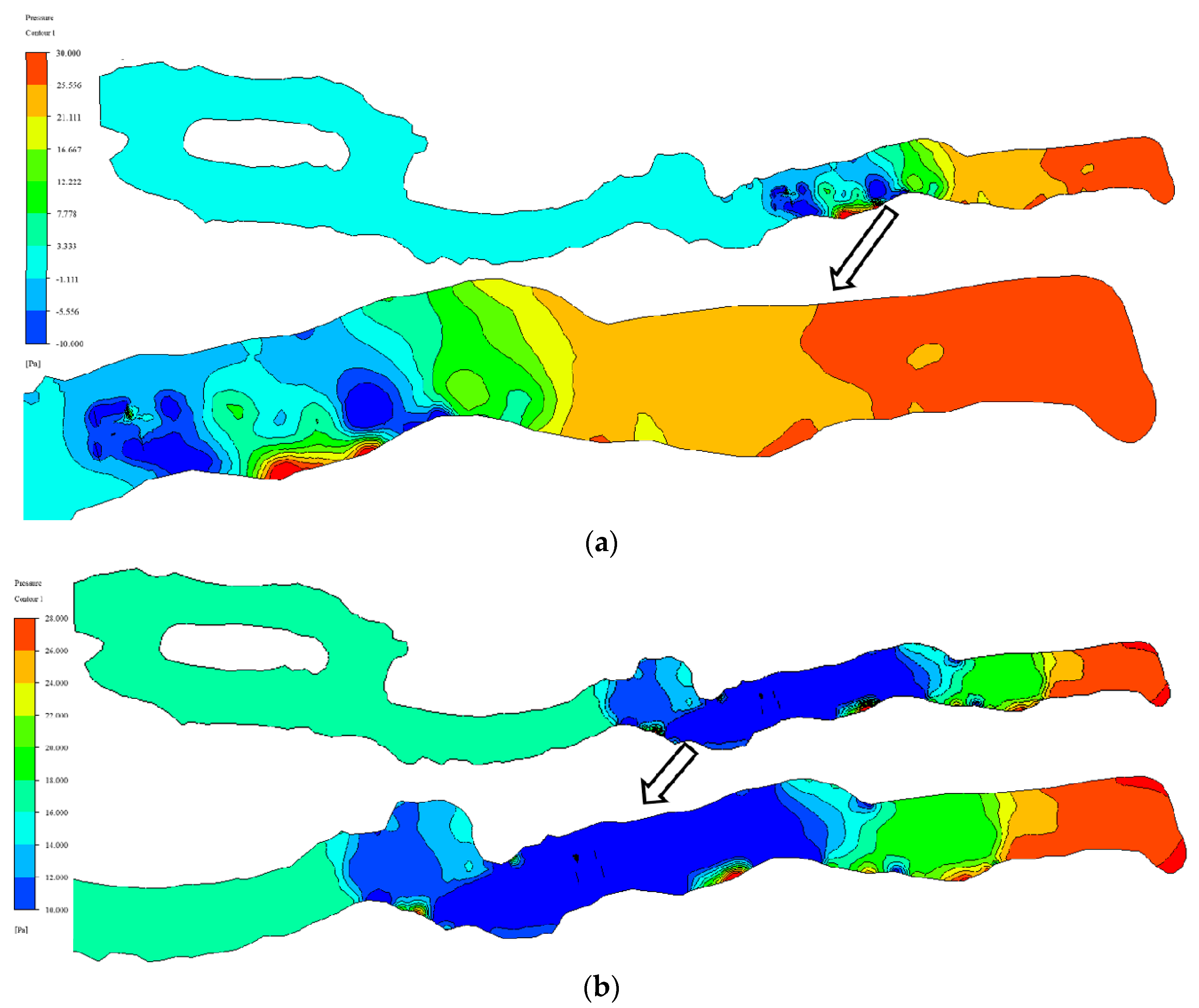
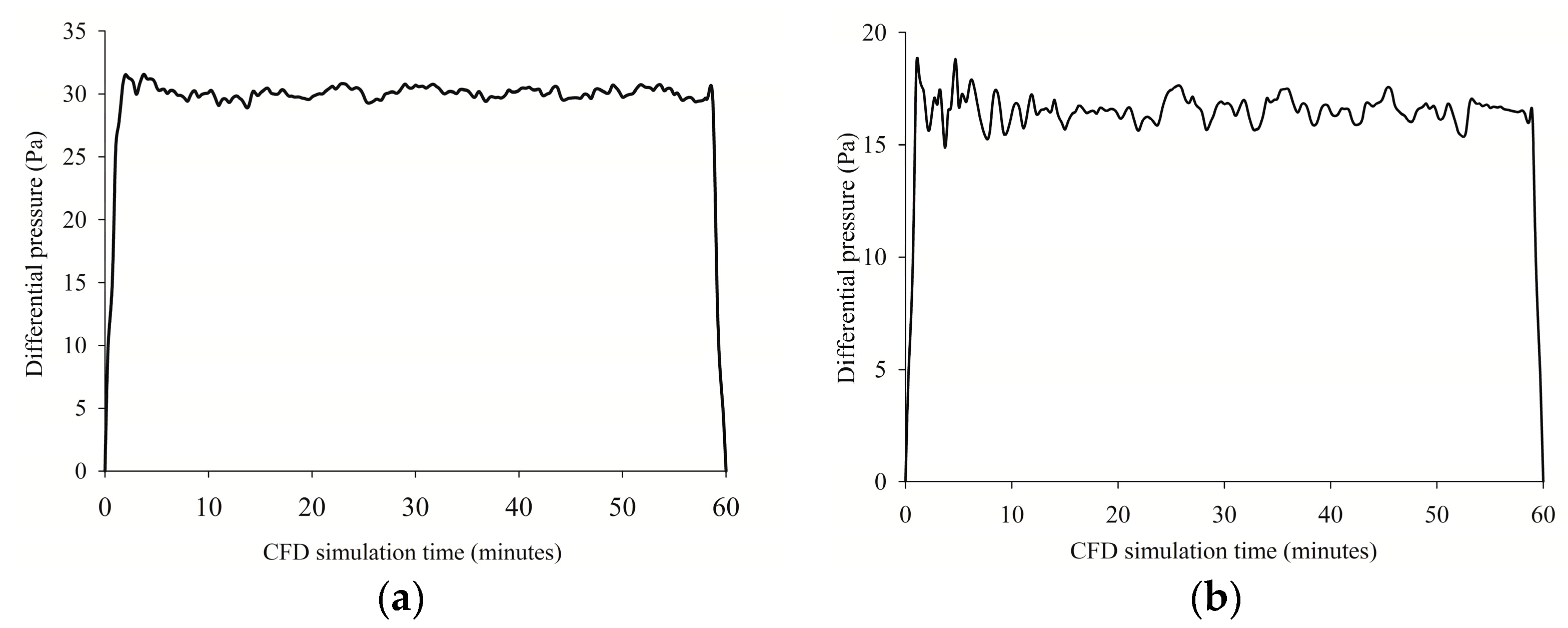
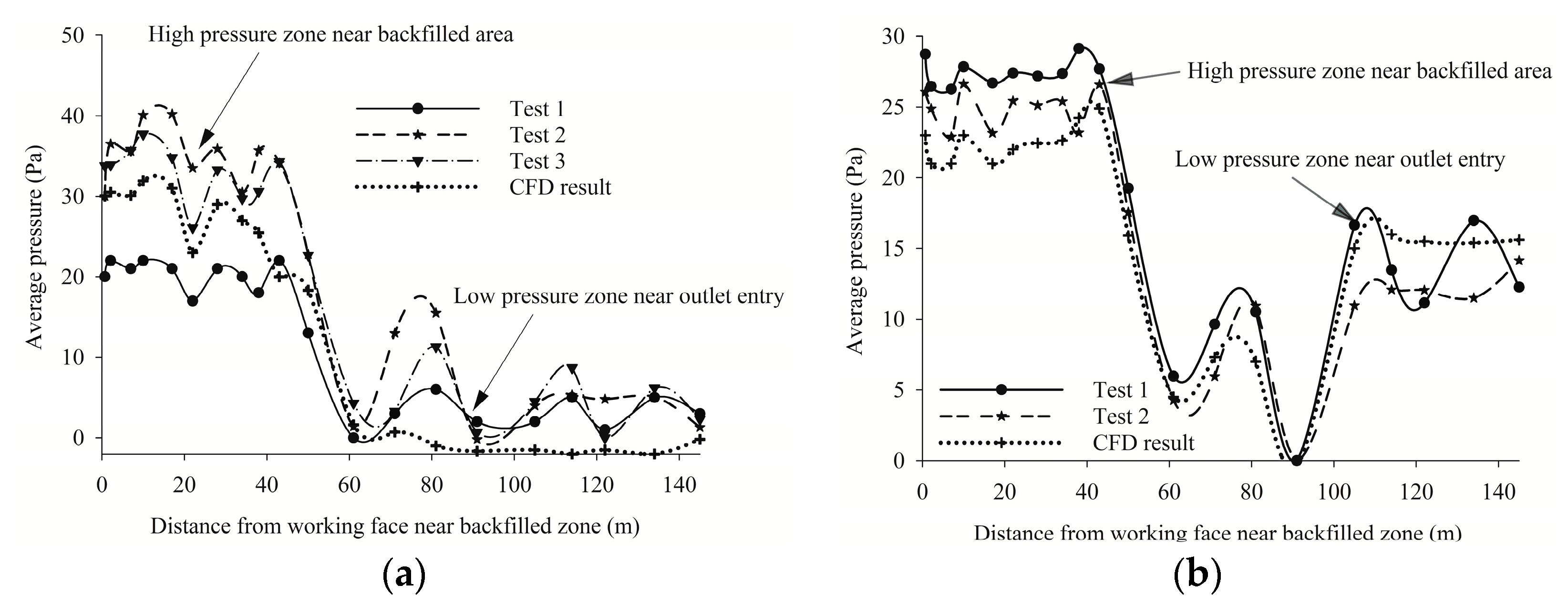
- With two fans in blowing mode, a positively pressurized zone can be generated continuously near the face, and the pressure differentials between the downstream and upstream measured by 40 pressure sensors communicated by CAN ranged between 22.3 and 32.78 Pa. The pressure differential simulated by CFD analysis was 29.23 Pa.
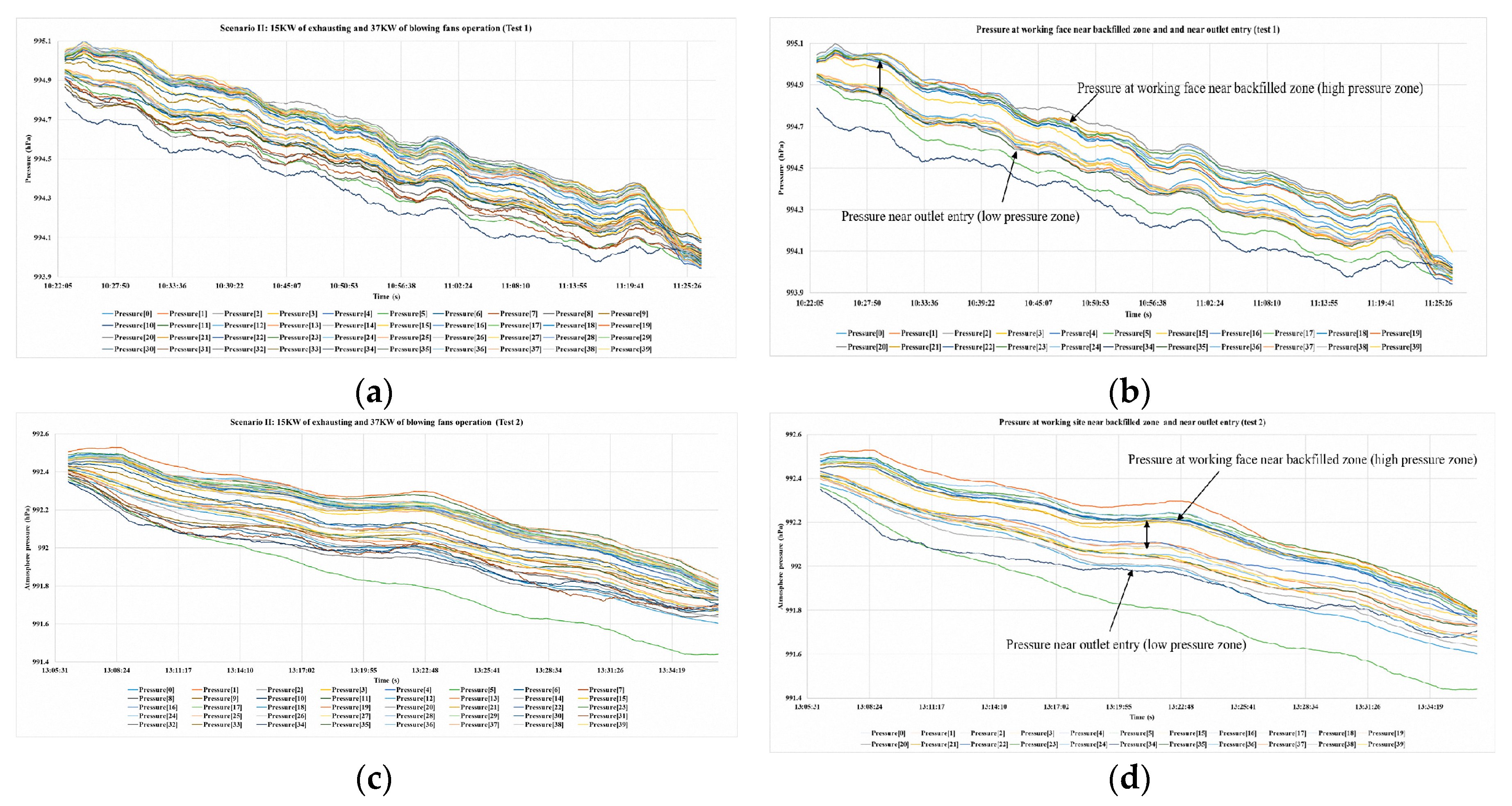
- With the 37 kW fan in blowing mode and the 15 kW fan in exhausting mode, relatively smaller pressure differentials of 15.38–17.56 Pa were observed and are comparable to the CFD analysis result of 16.15 Pa.
- Since the differential pressure of 50 Pa specified in British standards to control building fires which have a relatively larger dissipation force than the gas leakage in the mining face, the pressure difference of approximately 30 Pa created by two blowing fans and 16 Pa by one-blowing and one-exhausting fan in this study seems to be sufficient to control the gas leakage and dispersion within the working space.
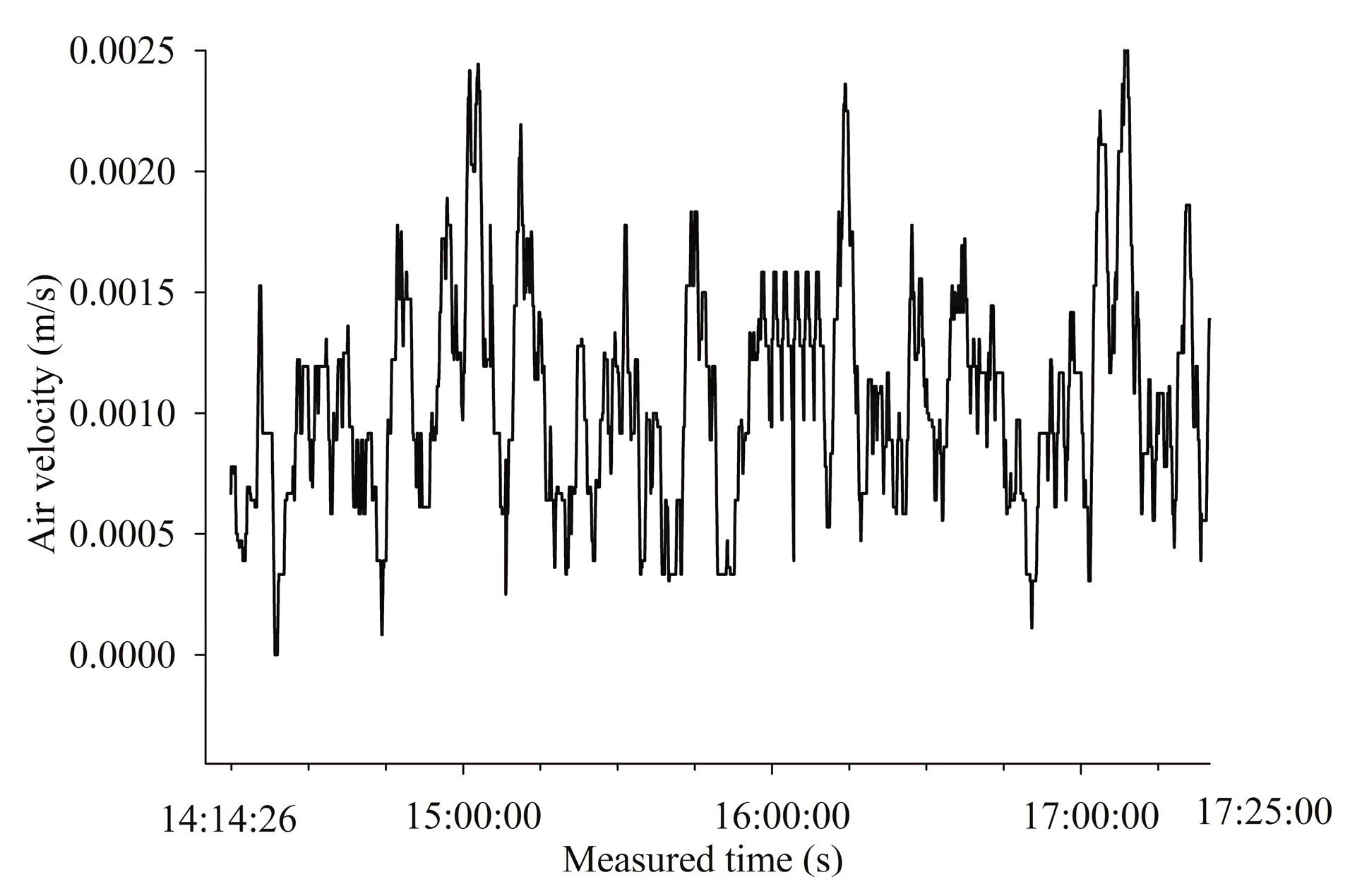
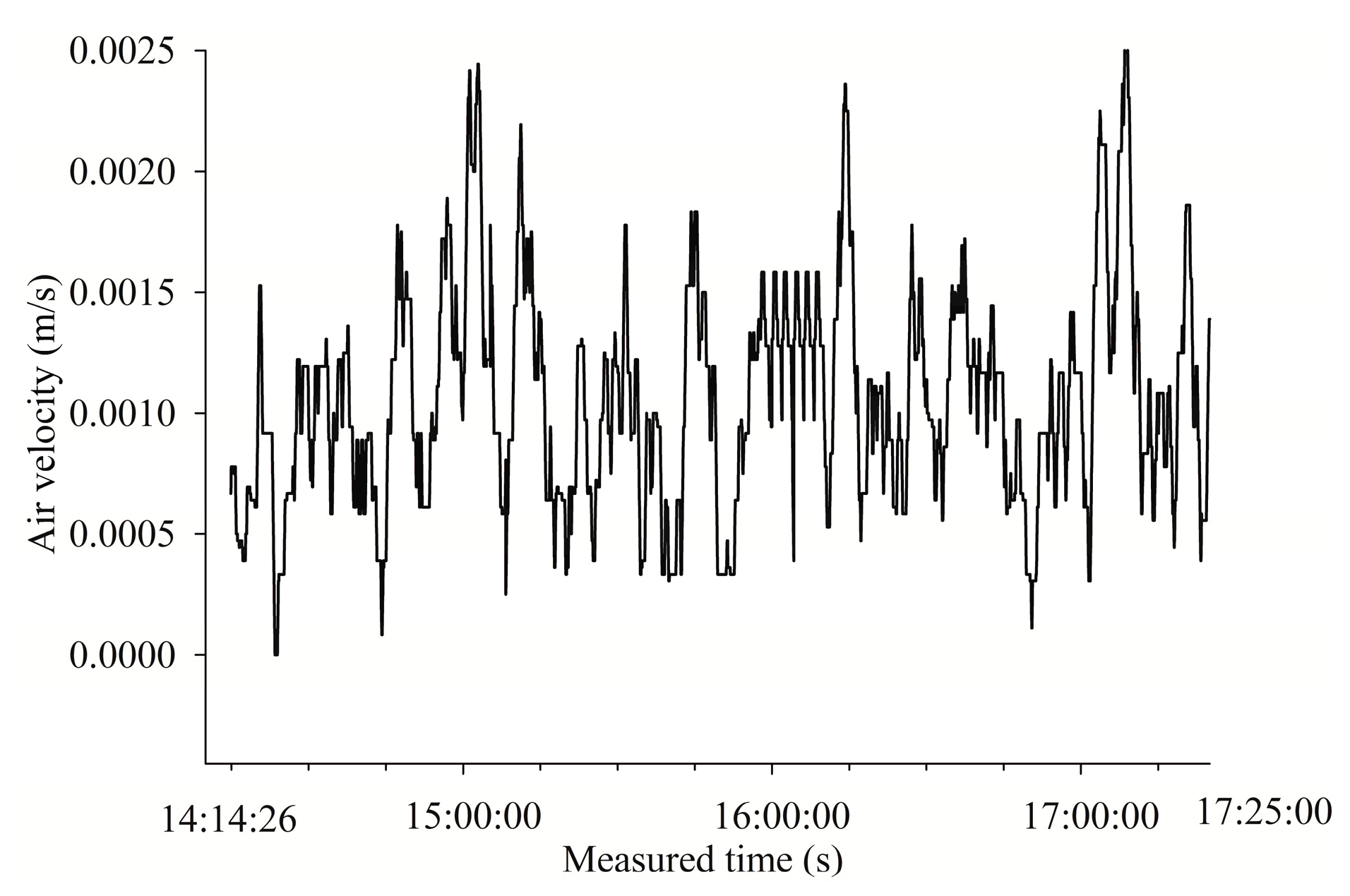
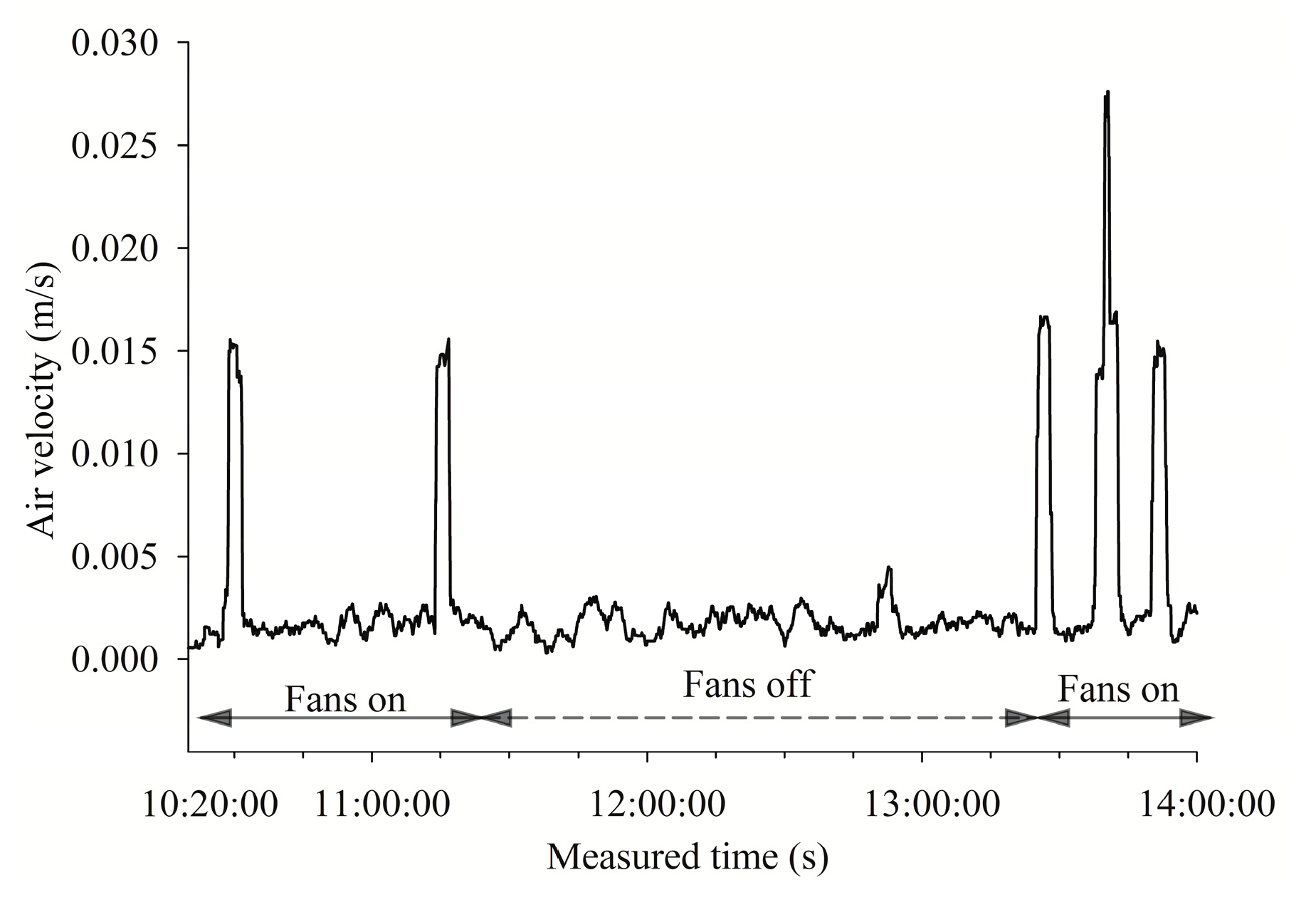
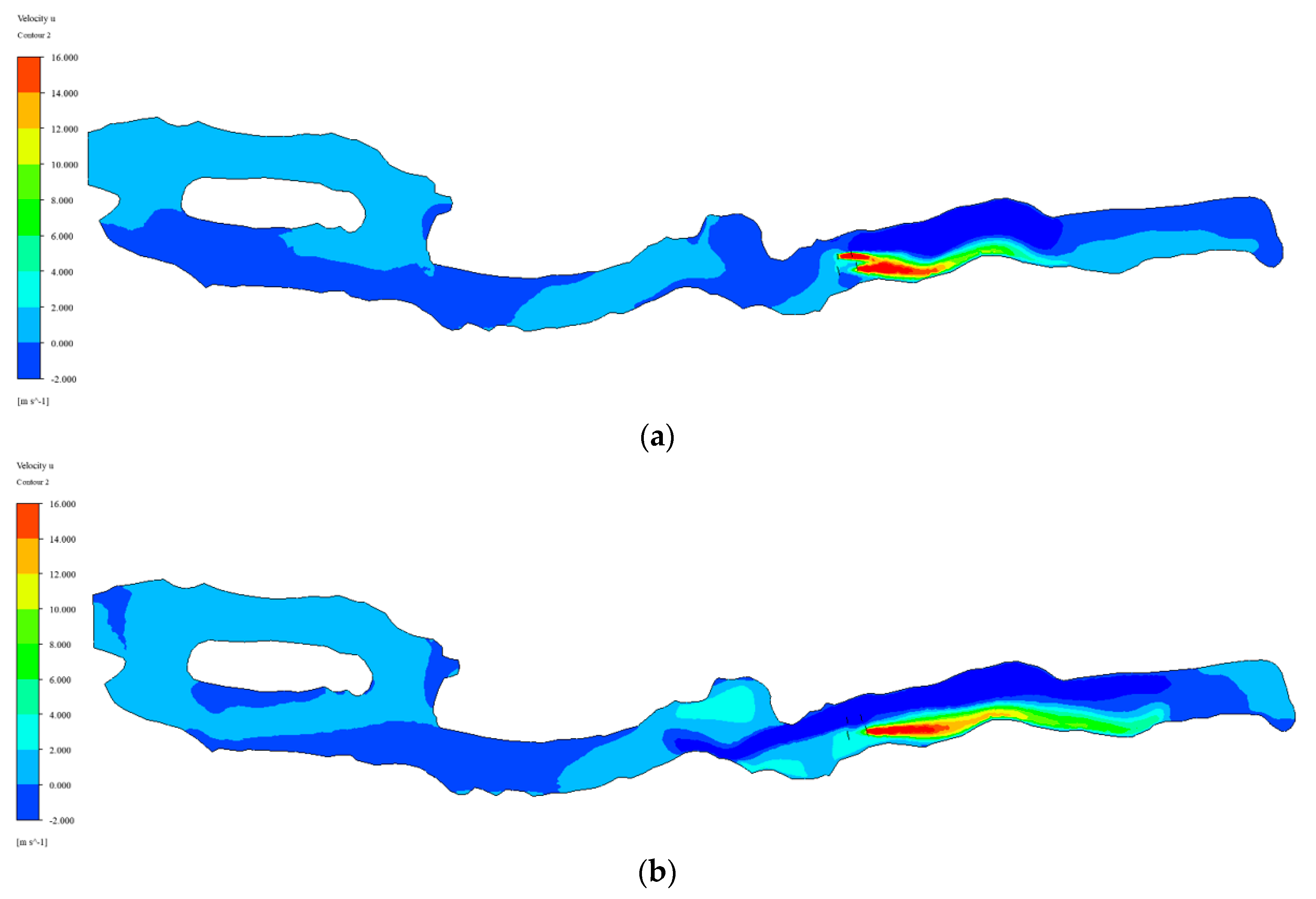
- The above conclusion was supported by the velocity distributions measured at both within and outside of the pressurized zones. The air in the pressurized zone was vigorously circulated, while the outside airflow was almost stagnant. This implies that contaminated air can be well confined within the pressurized zone near the face.
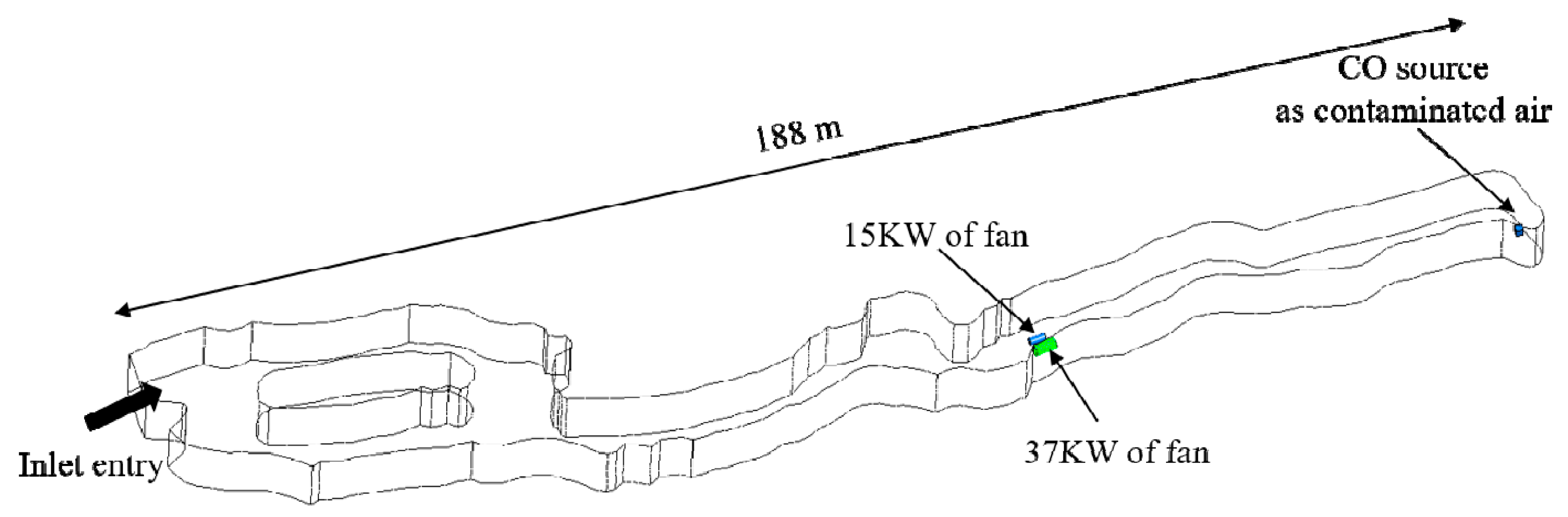
- Since most of the limestone mines in Korea are developed within the steeply dipping veins, the developed entries are not straight but curved irregularly. This makes the jet stream discharged from the fan collide with the nearby sidewalls and reduce the fan efficiency considerably. Therefore, to install the fans for this ventilation scheme, the fan location must guarantee the minimum loss of jet stream momentum in the downstream side.
- Even though the time required for curing depends on the type of backfilling materials, this ventilation system can be turned on only during the curing period to have a high possibility of containing gas leakage. In addition, it was shown that the pressurization system with low-pressure fans can be operated at low cost. These are the economic advantages of the system discussed in this study.
- With this pressurization system, the positively pressurized zone can be generated continuously near the face to restrain the gas leakage and also confine the leaked-out gases near the backfilling face. However, the efficiency of preventing gas leakage from the backfilled zone was not analyzed in this study, due to the lack of basic knowledge about the permeability characteristics of backfilled zones. The total efficiency of the system is a topic requiring further study in the future.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bloss, M.L. An operational perspective of mine backfill. In Proceedings of the Eleventh International Symposium on Mining with Backfill; Australian Centre for Geomechanics: Perth, Australia, 2014; pp. 15–30. Available online: https://papers.acg.uwa.edu.au/p/1404_0.2_Bloss/ (accessed on 13 June 2019).[Green Version]
- Gai, G.; Cancelliere, P. Design of a pressurized smokeproof enclosure: CFD analysis and experimental tests. Safety 2017, 3, 13. [Google Scholar] [CrossRef]
- Lay, S. Pressurization systems do not work & present a risk to life safety. Case Stud. Fire Saf. 2014, 1, 13–17. [Google Scholar] [CrossRef] [Green Version]
- Tamura, G.T. Assessment stair pressurization systems for smoke contorol. ASHRAE Trans. 1992, 98, 66–72. [Google Scholar]
- Tamura, G.T. Stair pressurization for smoke contorol: Design considerations. ASHRAE Trans. 1989, 95, 184–192. [Google Scholar]
- Budnick, E.K.; Klote, J.H. The Capabilities of SMOKE Control: Part II-System Performance and Stairwell Pressurization. In NFPA Meeting 1987. Available online: https://www.iccsafe.org/wp-content/uploads/ctc/ Capabilities_of_smoke_control_Bukowski.pdf (accessed on 13 June 2019).
- Wang, Y.; Gao, F. Tests of stairwell pressurization systems for smoke control in a high-rise building. ASHRAE Trans. 2004, 110, 185. [Google Scholar]
- Jo, J.H.; Lim, J.H.; Song, S.Y.; Yeo, M.S.; Kim, K.W. Characteristics of pressure distribution and solution to the problems caused by stack effect in high-rise residential buildings. Build. Environ. 2007, 42, 263–277. [Google Scholar] [CrossRef]
- Li, M.; Gao, Z.; Ji, J.; Li, K. Modeling of positive pressure ventilation to prevent smoke spreading in sprinklered high-rise buildings. Fire Saf. J. 2018, 95, 87–100. [Google Scholar] [CrossRef]
- British Standards Institute. Smoke and Heat Control Systems. Specification for Pressure Differential Systems; BS EN 12101-6; BSI: London, UK, 2005. [Google Scholar]
- British Standards Institute. Fire Precautions in the Design, Construction and Use of Buildings Part 4: Code of Practice for Smoke Control Using Pressure Differentials; BS EN 5588; BSI: London, UK, 2016; Part 4. [Google Scholar]
- Grau, R.H., III; Mucho, T.P.; Robertson, S.B.; Smith, A.C.; Garcia, F. Practical techniques to improve the air quality in underground stone mines. In Proceedings of the 9th US/North American Mine Ventilation Symposium, Kingston, ON, Canada, 8–12 June 2002; pp. 123–129. [Google Scholar]
- Grau, R.H., III; Krog, R.B.; Robertson, S.B. Maximizing the ventilation of large-opening mines. In Proceedings of the 11th US/North American Mine Ventilation Symposium, University Park, PA, USA, 5–7 June 2006; pp. 53–60. [Google Scholar]
- Krog, R.B.; Grau, R.H., III. Fan selection for large-opening mines: Vane-axial or propeller fans-which to choose? In Proceedings of the 11th US/North American Mine Ventilation Symposium, University Park, PA, USA, 5–7 June 2006; pp. 527–534. [Google Scholar]
- NIOSH. Using propeller fans to improve ventilation in large-entry stone mines. NIOSH Tech News 2002, 2, 499. [Google Scholar]
- Chekan, G.J.; Colinet, J.F.; Grau, R.H., III. Impact of fan type for reducing respirable dust at an underground limestone crushing facility. In Proceedings of the 11th US/North American Mine Ventilation Symposium, University Park, PA, USA, 5–7 June 2006; pp. 203–210. [Google Scholar]
- HPL, S.C. Introduction to the Controller Area Network (CAN). Available online: https://barrgroup.com/Embedded-Systems/How-To/Controller-Area-Network-CAN-Robustness (accessed on 13 June 2019).
- ANSYS, Inc. FLUENT User’s Guide, Version 17.0; ANSYS, Inc.: Canonsburg, PA, USA, 2019. [Google Scholar]
- Derek, J.; Robert, H. Methane emissions measurements of natural gas components using a utility terrain vehicle and portable methane quantification system. Atmos. Environ. 2016, 144, 1–7. [Google Scholar] [CrossRef] [Green Version]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Categories | 37 kW High-Pressure Fan | 15 kW Low-Pressure Fan |
|---|---|---|
| Flow quantity (m3/s) | 47.1 | 16.67 |
| Diameter (m) | 1.4 | 0.95 |
| Pressure (Pa) | 555.1 | 235 |
| Discharge velocity(m/s) | 30.6 | 23.5 |
| Noise level (dB(A)) | 105 | 103 |
| Power (kW) | 37 | 15 |
| Length (m) | 3.0 | 2.23 |
| Weight (kg) | 998 | 792 |
| Experiment Scenarios | Airway Layout | Description |
|---|---|---|
| Scenario I |  | +) 37 kW high-pressure and 15 kW low-pressure fans operated in blowing mode. +) Three tests were repeated. |
| Scenario II | 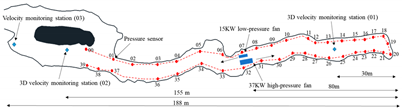 | +) 37 kW high-pressure fan in blowing mode; 15 kW low-pressure fan in exhausting mode. +) Two tests were repeated. |
| Categories | Differential Pressure (Pa) | Average Velocity at Station 2 (m/s) | |
|---|---|---|---|
| Scenario I | Test 1 | 22.30 | 0.001 |
| Test 2 | 32.78 | 0.001 | |
| Test 3 | 30.50 | 0.001 | |
| Scenario II | Test 1 | 15.38 | 0.012 |
| Test 2 | 17.56 | 0.011 | |
| Parameters | CFD Model |
|---|---|
| Inlet boundary | Pressure inlet |
| Wall boundary | Friction wall |
| Ventilation resistance (k) | 0.014 kg/m3 |
| Wall temperature | 20 °C |
| Mesh type | Tetrahedron elements |
| Solution model | Turbulence model () |
| Mesh size function | Proximity and curvature |
| Number of mesh elements | 500,000 |
| Simulation condition | Transient-state conditions |
| Fan Type | High-Pressure Fan | Low-Pressure Fan | |
|---|---|---|---|
| Fan dimension | Discharge diameter (m) | 1.4 | 0.95 |
| Length (m) | 3.0 | 2.2 | |
| Power (kW) | 37 | 15 | |
| Fan efficiency (h) | 0.7 | ||
| Fan Pressure (Pa) | 551 | 235 | |
| Outlet velocity (m/s) | 30.6 | 23.5 | |
| Scenarios of Experiment | Differential Pressure by Experimental Result (Pa) | Differential Pressure by CFD Results (Pa) | |
|---|---|---|---|
| Scenario I (15 kW and 37 kW of blowing fans operation) | Test 1 | 22.3 | 29.23 |
| Test 2 | 32.78 | ||
| Test 3 | 30.5 | ||
| Scenario II (15 kW of exhausting and 37 kW of blowing fan) | Test 1 | 15.38 | 16.15 |
| Test 2 | 17.56 | ||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nguyen, V.-D.; Heo, W.-H.; Kubuya, R.; Lee, C.-W. Pressurization Ventilation Technique for Controlling Gas Leakage and Dispersion at Backfilled Working Faces in Large-Opening Underground Mines: CFD Analysis and Experimental Tests. Sustainability 2019, 11, 3313. https://doi.org/10.3390/su11123313
Nguyen V-D, Heo W-H, Kubuya R, Lee C-W. Pressurization Ventilation Technique for Controlling Gas Leakage and Dispersion at Backfilled Working Faces in Large-Opening Underground Mines: CFD Analysis and Experimental Tests. Sustainability. 2019; 11(12):3313. https://doi.org/10.3390/su11123313
Chicago/Turabian StyleNguyen, Van-Duc, Won-Ho Heo, Rocky Kubuya, and Chang-Woo Lee. 2019. "Pressurization Ventilation Technique for Controlling Gas Leakage and Dispersion at Backfilled Working Faces in Large-Opening Underground Mines: CFD Analysis and Experimental Tests" Sustainability 11, no. 12: 3313. https://doi.org/10.3390/su11123313