Preliminary Evaluation of Hot Mix Asphalt Containing Reclaimed Epoxy Asphalt Materials


1
Department of Civil and Environmental Engineering, University of South Florida, Tampa, FL 33620, USA
2
Department of Civil Engineering, King Saud University, Riyadh 11451, Saudi Arabia
*
Author to whom correspondence should be addressed.
Sustainability 2020, 12(9), 3531; https://doi.org/10.3390/su12093531
Submission received: 4 February 2020
/
Revised: 9 April 2020
/
Accepted: 24 April 2020
/
Published: 26 April 2020
Abstract
:Designing long-life pavements and pavement recycling with reclaimed asphalt pavement (RAP) are two important strategies for improving the sustainability of asphalt pavements. Epoxy asphalt, as a proven long-life pavement material, is attracting attention from the pavement community for its use in road pavements. The recyclability of epoxy asphalt mixtures, however, has never been studied and has now become one concern in promoting the use of epoxy asphalt in road pavements. This study attempts to explore the performance of hot mix asphalt (HMA) containing reclaimed epoxy asphalt materials. Reclaimed epoxy asphalt was fabricated in the laboratory and incorporated into regular asphalt mixtures at various contents. Specimens were prepared and tested for their performance in comparison with mixtures without RAP. It was found that replacing the coarse aggregates in HMA with epoxy RAP up to 80% did not negatively affect its Marshall stability, tensile strength, and moisture resistance. The plastic deformation at failure of HMA, however, may increase with the increase in epoxy RAP content. At the current stage, the results from this study do not provide evidence to invalidate the use of epoxy RAP in HMA, at least at a coarse aggregate replacement rate of less than 40%.
1. Introduction
The history of reclaimed asphalt pavement (RAP) dates back to the 20th century. Due to the oil embargo and corresponding skyrocketed crude oil price in the 1970s, the use of RAP in asphalt mixtures became popular in the U.S. [1]. Since the 1970s, the motivations of incorporating RAP in pavement construction have gradually changed beyond cost savings. Nowadays, asphalt is considered to be one of the most frequently recycled materials in the world [2]. According to the Federal Highway Administration (FHWA), the U.S. reclaims over 80% of all asphalt in the country back into highway use [2]. Previous research, done by the North Carolina Department of Transportation (NCDOT) in 2009, revealed that all fifty states in the U.S. allow reclaiming asphalt pavements. Most of these states legally permitted using more than 25% RAP in hot mix asphalt (HMA) [3].
During the past thirty years, rapid advances in the field of RAP have also been noticed. In the beginning, the allowable amount of RAP in HMA was limited to a low percentage. Nowadays, up to 100% of RAP mixtures may be designed, with excellent performance in use in pavements [4]. The development of increasing RAP content in HMA refers to significant contributory factors. For example, it was found that recycling agents (RAs) or rejuvenators may be added to high RAP content mixtures and work as a softener to compensate for the negative effects of binder aging. The oxidized asphalt binders can be rejuvenated with the use of appropriate recycling agents to eliminate the physicochemical deficiencies of aged binders [5,6]. Thus, high-RAP content mixtures may be designed with ensuring performance similar to or better than virgin mixtures [6]. Moreover, recent studies focusing on the interaction between RAP and virgin materials have developed blending charts to follow, which noticeably enhance the performance of high-RAP content mixtures [7]. In reviewing the literature, much of the previous research has been published in the field of RAP. However, there is no guidance on the use of a high percentage of RAP in mixtures.
In recent decades, many authors have considered the advantages of using RAP materials instead of virgin ones [1,4,8,9,10,11]. Cost reduction from using RAP is one of the main advantages discussed by the vast majority of studies on RAP [4,8,11]. It is evident that the production cost of the mixture will decrease with the increase in RAP content. A significant study on the cost comparison for virgin and RAP mixtures was presented by Kandhal and Mallick in 1997. The study reported that replacing one ton of new HMA by one ton of RAP materials may reduce the mixture production cost by 69% [12]. Other main advantages of using RAP include environmental pollution reduction and natural resource conservation [1,4,13]. It is clear from previous studies that using RAP decreases the waste produced and helps solve the disposal issues of highway construction materials [4,9,10].
In the years since RAP first appeared in use, recycling techniques have evolved to create a more reliable product. RAP that contains conventional asphalt binder has been a useful alternative to virgin materials due to its thermoplastic nature. Thermoplastic materials may be repeatedly softened to recover their physical properties when they are exposed to heat [14]. Thus, RAP materials can be re-used in the production of new HMA. Unlike thermoplastic materials, the chemical and physical properties of thermosetting materials such as epoxy resin cannot be reversed by heat after they are fully cured [15].
Different from conventional asphalt, epoxy asphalt is a two-phase chemical system in which the continuous phase is a thermosetting epoxy resin and the discontinuous phase is asphalt. Epoxy asphalt is commonly stored in two main components: epoxy resin (A) and asphalt with curing agent (B). Once mixed, the chemical reaction between epoxy resin and the curing agent creates a stiff, three-dimensional epoxy resin network structure in which asphalt is dispersed [15,16,17]. Compared to conventional asphalt, epoxy asphalt possesses distinct properties after curing. It has a high strength and stiffness as well as high resistance to fatigue cracking, aging, and fuel spillage [15,16,17,18,19,20,21], and excellent resistance to rutting [15,22,23]. Therefore, epoxy asphalt recently became an excellent material applied on arterial road bridge decks that are highly flexible and exposed to heavy traffic and/or extreme weather conditions, such as the San Francisco–Oakland Bay Bridge in the U.S. and the Xihoumen Bridge in China [15]. The epoxy asphalt was used as the binder for aggregate and as a bond coat to the steel deck and between layers of pavement. The use of epoxy asphalt in roadway pavements has been very limited due to its higher material cost compared with conventional asphalt. However, from a pavement life cycle cost perspective, epoxy asphalt can be a preferable option, since its high cost may be justified by its long service life [24]. Furthermore, with consideration of the new requirements of various aspects of transportation infrastructure such as sustainability and durability, epoxy asphalt pavement is considered as a long-life construction compared with the conventional ones [15].
Since the transportation engineering society has recently paid more attention to the sustainability in pavement construction, new sustainable construction methods have been discovered by researchers. For example, crumb rubber produced from waste tires has been used as an alternative sustainable asphalt modifier to enhance the quality of asphalt mixture [25,26,27]. Bio-resource materials such as microalgae and waste cooking oil also have been used by researchers as alternative sustainable modifiers of HMA [28,29]. As a high-performance binder material, epoxy asphalt is recently gaining increased attention from the pavement engineering community for its applications beyond bridge decks, into roadway pavements. Examples of adding epoxy asphalt in open-graded friction course (OGFC) mixtures have emerged in multiple countries, such as the U.S. [15], New Zealand [18,21,24], China [15,19,20], and Europe [30,31]. It is expected that, in the near future, epoxy asphalt will become more commonly used in various sustainable pavement applications. The use of reclaimed epoxy asphalt mixture, therefore, might be a new sustainable construction method. Currently, there is no practice of recycling epoxy asphalt mixtures into new pavement construction and there is little research on the property and design of asphalt mixtures containing reclaimed epoxy asphalt pavement (“epoxy RAP”) materials.
2. Research Objective
As a first attempt of research on this topic, this study tries to explore the influence of including epoxy RAP in asphalt mixture on the mixture performance. Primarily, this study tries to examine whether an asphalt mixture containing epoxy RAP would have volumetric properties and performance comparable to a mixture without epoxy RAP, and make relevant mixture design recommendations.
3. Materials and Methods
To achieve the research objective, the study prepared and evaluated asphalt mixture specimens with and without epoxy RAP in the laboratory. The materials and relevant preparation methods are described below.
3.1. Epoxy Asphalt Binder
A two-component epoxy asphalt binder was obtained from a material supplier located in California, U.S. and used in this study. Table 1 shows the typical properties of the material components before and after mixing and curing. Based on the supplier’s instructions, 19.4% of epoxy resin and 80.6% of the asphaltic portion should be mixed to produce the epoxy asphalt binder for use with aggregates.
3.2. Conventional Asphalt Binder
An asphalt sample of performance grade PG 67-22 was obtained from a local asphalt supplier for highway pavements in Tampa, Florida, and used in this research to produce conventional mixtures. PG 67-22 is an unmodified asphalt binder commonly used in Florida, where epoxy asphalt has been investigated for its potential use in open-graded friction course (OGFC) mixtures [32].
3.3. Virgin Aggregate
The aggregates used in this study are fractionated and crushed granite provided by a local aggregate supplier in Tampa, Florida. The resistance of aggregates against wearing was tested with two replicates in the laboratory using the Los Angeles Abrasion Machine. Following AASHTO T 96, it was found that the result of attrition and abrasion loss of the aggregate is 17%, which is between 10% and 45% [33].
3.4. Epoxy RAP Materials
Epoxy asphalt has not been widely applied in road pavements. Attempts are being made in a few countries are to use it in open-graded friction course (OGFC) mixtures to improve their durability [21,22]. This is still in the research phase in the U.S. Therefore, no epoxy RAP material is available from the field in the U.S. In this study, OGFC specimens containing epoxy asphalt were fabricated in the laboratory and aged in an oven for a long period to simulate the in-service aging of asphalt. The advantage of aging compacted samples is that it enables laboratory specimens to be representative of field materials for reliable performance test and prediction [34].
4. Mix Design
The main aim of the design of HMA containing epoxy RAP materials is to ensure that epoxy RAP mixtures perform as well as virgin mixtures without epoxy RAP. In addition, mixtures have to meet the required volumetric properties, including air voids (AV), voids in mineral aggregates (VMA), and voids filled with asphalt (VFA). All specimens of asphalt mixtures in this study were prepared with three replicates for each sample.
First, epoxy RAP materials were processed in the laboratory after a group of compacted OGFC epoxy asphalt mixtures were fabricated and aged in an oven for a long period. The aggregate gradation with a nominal maximum aggregate size (NMAS) of 12.5 mm, as shown in Table 2, was adopted for the open-graded epoxy asphalt mixtures [35]. Based upon SHRP recommendations, two, four, and eight days of laboratory aging at 85 °C are approximately equal to four, eight, and sixteen years of aging in the field [25]. The long-term aging procedure followed in this study is to age compacted mixture specimens in an oven at 85 °C for 120 h according to AASHTO R 30 [36]. The aged specimens were then broken into pieces, which were separated into various size groups through sieving. These epoxy RAP materials were then added at different proportions into new HMA for analysis.
For new conventional mixtures, dense-graded gradation was used with an NMAS of 12.5 mm for HMA. Table 3 shows the gradation of virgin aggregates and epoxy RAP materials. Epoxy RAP materials above 4.75 mm were used in this study as a replacement for a portion of virgin coarse aggregates in the new HMA. Figure 1 shows samples of epoxy RAP materials with different sizes (12.5, 9.5 and 4.75 mm).
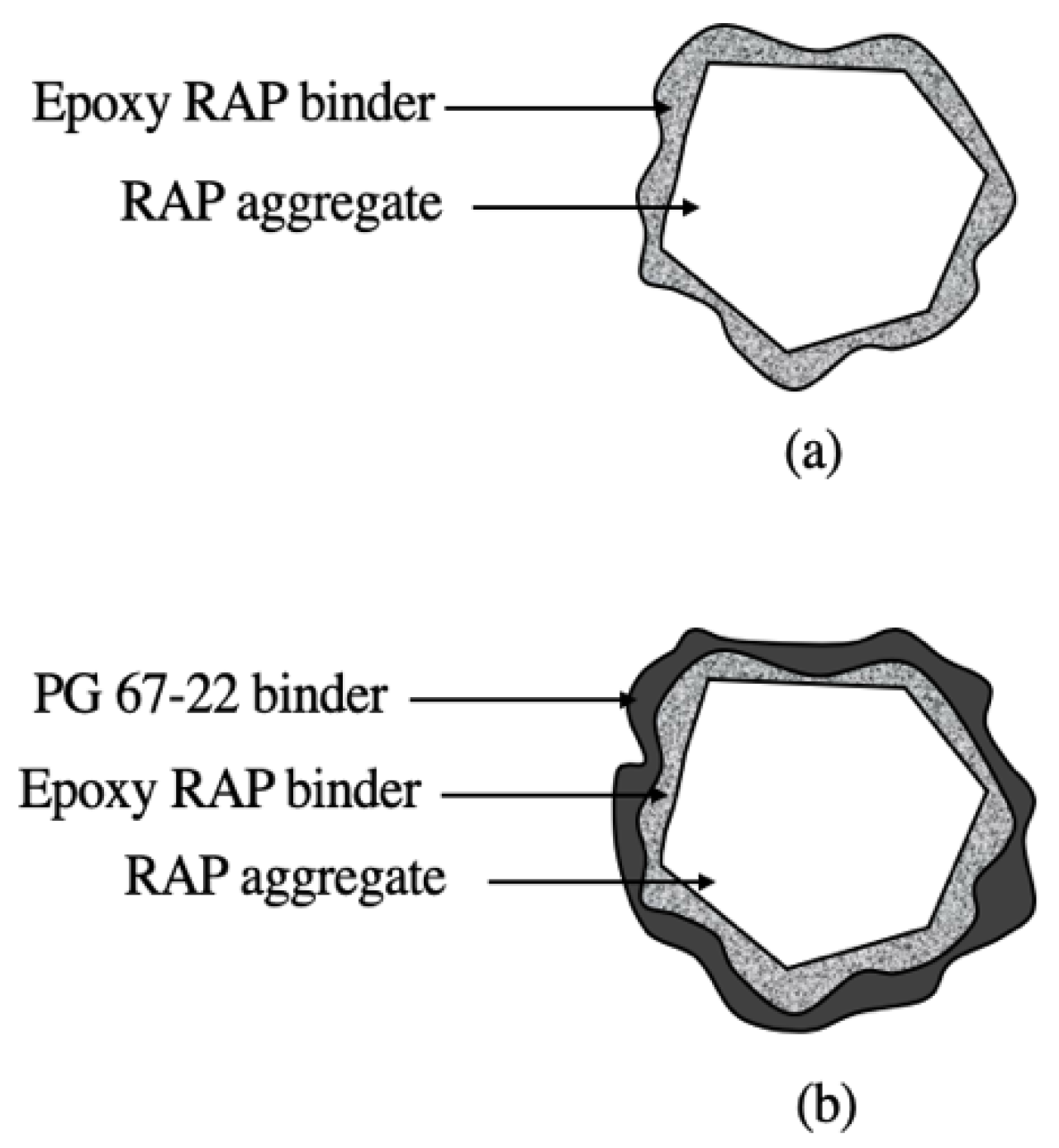
Since the cured epoxy RAP binder cannot be fully recovered and reused as a binding material in new HMA, epoxy RAP materials containing epoxy asphalt and aggregate were added directly to new HMA in this study. Epoxy RAP particles have aged epoxy asphalt at their surfaces, as illustrated in Figure 2a. After mixing with new aggregates and binder, it is expected that epoxy RAP particles will be coated with a virgin asphalt binder, as illustrated in Figure 2b.
5. Performance Tests
5.1. Dynamic Shear Rheometer (DSR) Test
DSR is used to characterize the viscous and elastic behavior of asphalt binders at medium to high temperatures [37]. The test measures complex shear modulus (G*) and phase angle (δ) of an asphalt sample. The complex shear modulus (G*) can be considered as the sample’s resistance to deformation, while the phase angle (δ) is the lag between the applied shear stress and the resulting shear strain. G* and δ may be used to predict the rutting and fatigue cracking performance of HMA. While rutting is the major concern early in pavement life, fatigue cracking is the main concern later in pavement life. For rutting resistance, an asphalt binder with a higher value of the complex shear modulus elastic portion, G*/sinδ is desirable. For fatigue-cracking resistance, an asphalt binder with a lower value of the complex shear modulus viscous portion, G*·sinδ is desirable [37].
Epoxy asphalt binder is a thermosetting material. The chemical and physical properties of thermosetting materials such as epoxy resin cannot be reversed by heat after they are fully cured [15]. Therefore, due to the difficulty of aged epoxy binder preparation, epoxy asphalt binder was diluted with 75% of conventional binder in this study before aging. Such a dilution is a legitimate practice by road agencies to bring down the material cost. A DSR test can be conducted on aged diluted epoxy binder, as specimens can be prepared for testing. For the purpose of preparing aged diluted epoxy binders, specimens have been subjected to aging in a RTFO and PAV to simulate the short-term and long-term aging of the binders following AASHTO T 240 an AASHTO R 28, respectively. Unaged binders were tested at 67 °C to evaluate their resistance to rutting, while long-term aged binders were tested at 25 °C to evaluate their resistance to fatigue-cracking. The test was conducted on two replicates of each specimen.
5.2. Marshall Stability and Flow Test
Marshall stability and flow values were measured on all virgin and epoxy RAP samples following AASHTO T 245 [38]. All specimens of 101 mm (4-inch) diameter were prepared according to the Marshall method of mix design. All mixtures were soaked in a water bath at 60 °C for 35 min before conducting the test according to AASHTO T 245.
5.3. Indirect Tensile Strength Test
The indirect tensile strength (ITS) test was used to determine the tensile properties of the mixtures. The indirect tensile resistance of the mixtures was determined following the procedures outlined in ASTM D 6931 [39]. Specimens were maintained at a temperature of 25 °C for a period of 2 h before conducting the test. The loading was applied along the vertical diameter of each specimen, which caused a tensile deformation perpendicular to the loading direction. The indirect tensile strength was calculated by knowing the dimension of the specimen as well as the maximum load using Equation (1)
where ITS = the indirect tensile strength (kPa); P = the applied load (N); d = the specimen diameter (mm); h = the specimen height (mm).
5.4. Moisture Susceptibility Test
HMA mixtures could be susceptible to moisture if the internal bond between asphalt binder and aggregate weakens in the presence of water. The moisture susceptibility of compacted specimens can be evaluated by a tensile strength ratio (TSR), which is widely adopted by many transportation agencies around the world as an indicator of the moisture sensitivity of asphalt mixtures. The minimum threshold TSR value for accepting a mixture is commonly set at 80% [40].
This study followed the AASHTO T 283 specifications to perform the TSR test [41]. The test compares the indirect tensile strength (ITS) of unconditioned samples to that of samples that are partially saturated with water. The conditioned samples are subjected to partial vacuum saturation and an optional freeze–thaw cycle. To assure that the volume of water is about 70% to 80% of the volume of air voids, conditioned samples should be submerged and partially saturated with a 70 kPa vacuum pressure. After saturation, samples are placed in a freezer at −18 °C for 16 h and then immersed in a water bath at 60 °C for 24 h based on the AASHTO T 283 procedure. The TSR value is defined in Equation (2), as follows
where is the average tensile strength of moisture-conditioned specimens and is the average tensile strength of dry (unconditioned) specimens.
6. Discussion of Test Results
6.1. DSR Test Results
Table 4 presents the DSR test results related to rutting and fatigue cracking resistance. The results present the influence of aged epoxy asphalt residues on PG 67-22 binder. For rutting resistance, the results of G*/sinδ indicate that the binder with aged diluted epoxy asphalt has better resistance to rutting than the conventional binder, as it has a higher value of the G*/sinδ. For fatigue resistance, it appears that the binder with aged diluted epoxy asphalt has slightly higher G*·sinδ than the conventional binder. However, both specimens have G*·sinδ values less than 5000 kPa, which make both results acceptable according to AASHTO T 315-06.
6.2. Marshall Stability and Flow Test
The Marshall Stability and Flow test results for all asphalt mixtures are shown in Table 5. It can be seen that there is no significant difference in the stability values between epoxy RAP mixtures and the virgin mixture without epoxy RAP. The flow value, however, increased significantly with the increase in epoxy RAP content in the HMA.
Table 5 also shows that after substituting 40% of the coarse aggregate with epoxy RAP materials, the volumetric properties did not noticeably change. However, when epoxy RAP materials content is increased to 80% of coarse aggregate, the air void content (AV) and voids in mineral aggregates (VMA) would increase, and the voids filled with asphalt (VFA) would decrease.
6.3. Tensile Strength Ratio (TSR)
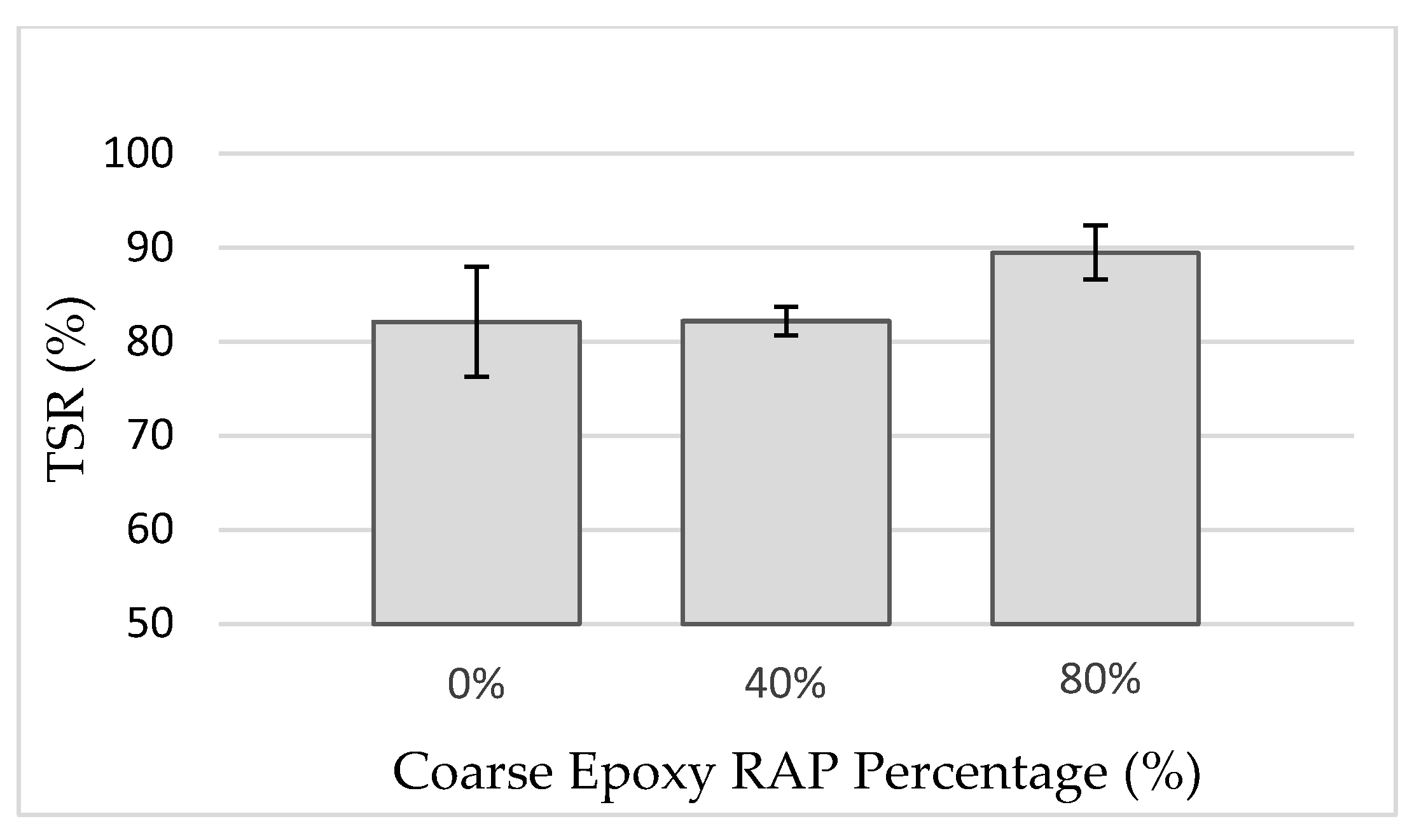
The indirect tensile strength (ITS) was measured from two groups of specimens. The first group was tested after a 2 h preservation period at 25 °C. The other group was moisture conditioned before the ITS test. The test results for all asphalt mixtures are summarized in Table 6. It can be noticed that there is no significant difference in the ITS when the coarse aggregates in a new HMA are replaced with epoxy RAP materials up to 80%. The TSR values, as also plotted in Figure 3, are all greater than 80%. Specifically, the TSR value obtained from mixtures containing 40% of coarse epoxy RAP is similar to that of the virgin mixtures, while the TSR value of mixtures containing 80% of coarse epoxy RAP seems to be higher than those of the virgin mixtures, which indicates that increasing epoxy RAP content in HMA may reduce the mixture susceptibility to moisture damage. This is consistent with our prior knowledge that epoxy asphalt mixtures have excellent moisture resistance [42].
6.4. Statistical Analysis of Test Results
As a further step, a t-test was performed to evaluate any statistical difference between the test results from virgin and recycled mixtures. A 95% confidence level was selected, and the statistical analysis results are shown in Table 7 and Table 8. As can be seen from the two tables, the t-test results are consistent with our previous discussions. The strength of HMA, in terms of Marshall stability and indirect tensile strength, is not significantly affected by the addition of epoxy RAP, even with up to 80% replacement of coarse aggregates. The extent of plastic deformation at the failure of HMA, in terms of flow value, is statistically significantly increased by the addition of epoxy RAP, at 40% or 80% replacement of coarse aggregates. This is likely due to the reduced angularity of epoxy RAP particles incurred during the reclaiming process.
7. Environmental and Economic Benefits
The reclaiming of asphalt pavements is considered as a sustainable option for the road industry, as environmental and economic benefits can be realized. The use of RAP in a new HMA helps to solve the disposal issues of highway construction materials [4,9,10], as well as reduce the amount of natural resources used [1,4,13]. The test results in this study show that it is possible to reclaim epoxy asphalt materials back into asphalt pavement without negatively impacting the pavement performance. This may help to relieve the concern of road agencies in promoting the use of epoxy asphalt in road pavements for durable pavement infrastructure that is also cost-effective during the life cycle of the pavement.
8. Conclusions
The main objective of this study was to evaluate and produce a hot asphalt mixture (HMA) containing epoxy RAP materials that would have similar properties to a virgin asphalt mixture without epoxy RAP. This study selected a virgin asphalt mixture containing an unmodified asphalt binder (PG 67-22) as the reference mixture. Coarse aggregates in this virgin mixture were replaced with reclaimed epoxy asphalt materials (epoxy RAP) at various percentages.
Test results showed that replacing the coarse aggregates in HMA with an epoxy RAP up to 80% did not negatively affect the stability, tensile strength, and moisture resistance of the mixture. The volumetric properties of the mixture were not affected when up to 40% coarse aggregates were replaced with epoxy RAP. The plastic deformation at failure of HMA, in terms of flow value, however, increased with the increase in epoxy RAP content. A higher plastic deformation may suggest a lower resistance to rutting failure of the HMA. Relevant performance tests, such as a repetitive load test for rutting, may be conducted to further evaluate the performance of HMA containing an epoxy RAP. At the current stage, the results from this study do not provide evidence to object to the use of epoxy RAP in hot mix asphalt, at least as a replacement of coarse aggregates at a low percentage (less than 40%).
9. Future Work
While this preliminary study presents results that showed the promise of using reclaimed epoxy RAP in new HMA pavements, the experiments performed in the study did not cover the full-scale performance evaluation of HMA due to the limitations of resources and time. A future study will be planned to include the following work:
- The performance of HMA containing an epoxy RAP will be further evaluated in terms of resistance to fatigue cracking, rutting, and thermal cracking using state-of-the-art test procedures on compacted HMA specimens;
- In this study, epoxy RAP binders and mixtures were artificially fabricated in the laboratory due to a lack of materials from the field. In the future, the authors will manage to obtain reclaimed epoxy RAP samples from in-service epoxy asphalt pavements when they become available and incorporate the materials in performance test and evaluation;
- The environmental and economic benefits of reclaimed epoxy RAP will be quantitatively analyzed through life-cycle cost analysis and life-cycle assessment once prediction of the performance trend of HMA containing epoxy RAP becomes feasible.
Author Contributions
Conceptualization, M.A., Q.L. and C.X.; methodology, M.A., Q.L. and C.X.; software, M.A.; validation, M.A., Q.L. and C.X.; formal analysis, M.A. and Q.L.; writing—original draft preparation, M.A.; writing—review and editing, Q.L. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Acknowledgments
The authors acknowledge the assistance from the King Saud University, Riyadh for providing the asphalt test facilities.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Izaks, R.; Haritonovs, V.; Klasa, I.; Zaumanis, M. Hot mix asphalt with high RAP content. Procedia Eng. 2015, 114, 676–684. [Google Scholar] [CrossRef] [Green Version]
- Federal Highway Administration (FHWA). Public Roads—Recycled Roadways; FHWA-HRT-05-003; FHWA: Washington, DC, USA, 2005.
- Copeland, A. Reclaimed Asphalt Pavement in Asphalt Mixtures: State of the Practice; Federal Highway Administration: Washington, DC, USA, 2011.
- Zaumanis, M.; Mallick, R.B.; Frank, R. 100% hot mix asphalt recycling: Challenges and benefits. Transp. Res. Procedia. 2016, 14, 3493–3502. [Google Scholar] [CrossRef] [Green Version]
- Dunn, L.; Cross, S. Basic Asphalt Recycling Manual; Asphalt Recycling and Reclaiming Association: Annapolis, MD, USA, 2001. [Google Scholar]
- Pradyumna, T.A.; Jain, P.K. Use of RAP stabilized by hot mix recycling agents in bituminous road construction. Transp. Res. Procedia 2016, 17, 460–467. [Google Scholar] [CrossRef]
- Hossain, M.; Musty, H.Y.; Sabahfer, N. Use of High-Volume Reclaimed Asphalt Pavement (RAP) for Asphalt Pavement Rehabilitation due to Increased Highway Truck Traffic from Freight Transportation; Final Reports & Technical Briefs om Mid-America Transportation Center: Lincoln, NE, USA, 2012. [Google Scholar]
- Page, G.C.; Murphy, K.H. Hot-mix recycling saves Florida DOT $38 million. Asphalt 1987, 1. Available online: https://www.researchgate.net/publication/295469598_Hot-mix_recycling_saves_Florida_DOT_38_million (accessed on 26 April 2020).
- Yrjanson, W.A. Recycling of Portland Cement Concrete Pavements; Transportation Research Board: Washington, DC, USA, 1989. [Google Scholar]
- Al-Qadi, I.L.; Elseifi, M.; Carpenter, S.H. Reclaimed Asphalt Pavement—A Literature Review; Federal Highway Administration: Washington, DC, USA, 2007.
- Sultan, S.A.; Guo, Z. Evaluating the performance of sustainable perpetual pavements using recycled asphalt pavement in China. Int. J. Transp. Sci. Technol. 2016, 5, 200–209. [Google Scholar] [CrossRef]
- Kandhal, P.S.; Mallick, R.B. Pavement Recycling Guidelines for State and Local Governments—Participant’s Reference Book, Report No. FHWA-SA-98-042; National Center for Asphalt Technology: Auburn, AL, USA, 1997. [Google Scholar]
- Kennedy, T.W.; Tam, W.O.; Solaimanian, M. Optimizing use of reclaimed asphalt pavement with the Superpave system. J. Assoc. Asph. Paving Technol. 1998, 67, 311–333. [Google Scholar]
- Gaul, R. A long-life pavement for orthotropic bridge decks in China. In Proceedings of the New Technologies in Construction and Rehabilitation of Portland Cement Concrete Pavement and Bridge Deck Pavement; American Society of Civil Engineering: Changsha, China, 3–6 August 2009; pp. 1–8. [Google Scholar]
- Lu, Q.; Bors, J. Alternate uses of epoxy asphalt on bridge decks and roadways. Constr. Build. Mater. 2015, 78, 18–25. [Google Scholar] [CrossRef]
- Youtcheff, J.; Gibson, N.; Shenoy, A.; Al-Khateeb, G. The Evaluation of Epoxy Asphalt and Epoxy Asphalt Mixtures. In Proceedings of the Annual Conference-Canadian Technical Asphalt Association; Polyscience Publications: Charlottetown, PE, Canada, November 2006; Volume 51, p. 351. [Google Scholar]
- Apostolidis, P.; Liu, X.; Erkens, S.; Scarpas, A. Evaluation of epoxy modification in bitumen. Constr. Build. Mater. 2019, 208, 361–368. [Google Scholar] [CrossRef]
- Herrington, P.; Alabaster, D. Epoxy modified open-graded porous asphalt. Road Mater. Pavement Des. 2008, 9, 481–498. [Google Scholar] [CrossRef]
- Luo, S.; Lu, Q.; Qian, Z. Performance evaluation of epoxy modified open-graded porous asphalt concrete. Constr. Build. Mater. 2015, 76, 97–102. [Google Scholar] [CrossRef]
- Luo, S.; Qian, Z.; Yang, X.; Lu, Q. Fatigue behavior of epoxy asphalt concrete and its moisture susceptibility from flexural stiffness and phase angle. Constr. Build. Mater. 2017, 145, 506–517. [Google Scholar] [CrossRef]
- Wu, J.P.; Herrington, P.R.; Alabaster, D. Long-term durability of epoxy-modified open-graded porous asphalt wearing course. Int. J. Pavement Eng. 2019, 20, 920–927. [Google Scholar] [CrossRef]
- Maher, A.; Bennert, T. Advanced Characterization Testing of the Port Authority of NY/NJ’s Hot Mix Asphalt Materials; Rutgers University Center for Advanced Infrastructure and Transportation: Piscataway, NJ, USA, 2006. [Google Scholar]
- Chen, L.; Qian, Z. Rehabilitation of cracking in epoxy asphalt pavement on steel bridge decks. In Proceedings of the 7th RILEM International Conference on Cracking in Pavements; Springer: Delft, The Netherlands, 20–22 June 2012; pp. 255–266. [Google Scholar]
- International Transport Forum. Long-Life Surfacings for Roads: Field Test Results; ITF Research Reports; OECD: Paris, France, 2017. [Google Scholar]
- Wang, H.; Zhang, C.; Li, L.; You, Z.; Diab, A. Characterization of low temperature crack resistance of crumb rubber modified asphalt mixtures using semi-circular bending tests. J. Test. Eval. 2016, 44, 847–855. [Google Scholar] [CrossRef]
- Presti, D.L. Recycled tire rubber modified bitumen for road asphalt mixtures: A literature review. Constr. Build. Mater. 2013, 49, 863–881. [Google Scholar] [CrossRef]
- Wang, H.; Liu, X.; Apostolidis, P.; Scarpas, T. Review of warm mix rubberized asphalt concrete: Towards a sustainable paving technology. J. Clean. Prod. 2018, 177, 302–314. [Google Scholar] [CrossRef] [Green Version]
- Chailleux, E.; Audo, M.; Bujoli, B.; Queffelec, C.; Legrand, J.; Lepine, O. Alternative Binder from Microalgae: Algoroute Project; Transportation Research Circular: Washington, DC, USA, 2012. [Google Scholar]
- Wen, H.; Bhusal, S.; Wen, B. Laboratory evaluation of waste cooking oil-based bioasphalt as an alternative binder for hot mix asphalt. J. Mater. Civ. Eng. 2012, 25, 1432–1437. [Google Scholar] [CrossRef]
- Zegard, A.; Smal, L.; Naus, R.; Apostolidis, P.; Liu, X.; van de Ven, M.; Erkens, S.; Scarpas, A. Field Trials with Epoxy Asphalt for Surfacing Layers: Province of North Holland Case Study; TRB Annual Meeting: Washington, DC, USA, 13–17 January 2019. [Google Scholar]
- Dinnen, J.; Farrington, J.; Widyatmoko, D. Experience with the Use of Epoxy-Modified Bituminous Binders in Surface Courses in England; Asphalt Professional: Bathgate, UK, February 2020; No. 82. [Google Scholar]
- Newly Funded Florida DOT Research Projects, March 2019–May 2019. Available online: https://www.techtransfer.ce.ufl.edu/t2ctt/FDOT_New_Research_(5_2019).asp (accessed on 28 February 2019).
- Aashto, T. Resistance to Degradation of Small-Size Coarse Aggregate by Abrasion and Impact in the Los Angeles Machine; American Association of State Highway and Transportation Officials: Washington, DC, USA, 1996. [Google Scholar]
- Bell, C.A.; AbWahab, Y.; Cristi, M.E.; Sosnovske, D. Selection of Laboratory Aging Procedures for Asphalt-Aggregate Mixtures; Strategic Highway Research Program: Washington, DC, USA, 1994. [Google Scholar]
- Tsai, B.W.; Harvey, J.T.; Monismith, C.L. Evaluation of Open-Graded Friction Course (OGFC) Mix Design: Summary Version; California Department of Transportation (Caltrans): Sacramento, CA, USA, 2012.
- Aashto, R. Standard Practice for Mixture Conditioning of Hot-Mix Asphalt (HMA); American Association of State Highway and Transportation Officials: Washington, DC, USA, 2002. [Google Scholar]
- Aashto, T. Determining the Rheological Properties of Asphalt Binder Using a Dynamic Shear Rheometer (DSR); American Association of State Highway and Transportation Officials: Washington, DC, USA, 2006. [Google Scholar]
- Aashto, T. Standard Method of Test for Resistance to Plastic Flow of Bituminous Mixtures Using Marshall Apparatus; American Association of State Highway and Transportation Officials: Washington, DC, USA, 1997. [Google Scholar]
- Asmt, D. Standard Test Method for Indirect Tensile (IDT) Strength of Asphalt Mixtures; American Society for Testing and Materials, Annual Book of ASTM Standards: West Conshohocken, PA, USA, 2012. [Google Scholar]
- Qian, Z.; Chen, L.; Jiang, C.; Luo, S. Performance evaluation of a lightweight epoxy asphalt mixture for bascule bridge pavements. Constr. Build. Mater. 2011, 25, 3117–3122. [Google Scholar] [CrossRef]
- Aashto, T. Standard Method of Test for Resistance of Compacted Bituminous; American Association of State Highway and Transportation Officials: Washington, DC, USA, 2007. [Google Scholar]
- Lu, Q. Research on the Structure and Tests of Epoxy Asphalt Surfacing for Steel Deck Bridges. Master’s Thesis, Southeast University, Nanjing, China, 2000. [Google Scholar]
Figure 1.
Epoxy RAP particles used in this study.

Figure 2.
Epoxy RAP particles before mixing with virgin binder (a), and after mixing with virgin binder (b).
Figure 2.
Epoxy RAP particles before mixing with virgin binder (a), and after mixing with virgin binder (b).

Figure 3.
Tensile strength ratio for virgin and reclaimed mixtures.


{kind=link}
{kind=link}
{kind=link}
Table 1.
Properties of epoxy asphalt binder components before and after mixing and curing (provided by the material supplier).
Table 1.
Properties of epoxy asphalt binder components before and after mixing and curing (provided by the material supplier).
| Property | Value | Method |
|---|---|---|
| Resin (Part A) | ||
| Viscosity at 23 °C (Pa·s) | 11 to 15 | ASTM D 445 |
| Epoxide equivalent weight | 182 to 192 | ASTM D 1652 |
| Color (Gardner) | ≤4 | ASTM D 1544 |
| Moisture content (%) | ≤0.05 | ASTM D 1744 |
| Flash point, Cleveland open cup (°C) | ≥200 | ASTM D 92 |
| Specific Gravity at 23 °C | 1.16 to 1.17 | ASTM D 1475 |
| Appearance | Transparently amber | Visual |
| Asphalt and hardening agent (Part B) | ||
| Viscosity at 100 °C (Pa·s) | ≥0.3 | ASTM D 4402 |
| Specific Gravity at 23 °C | 0.98 to 1.02 | ASTM D 1475 |
| Color | Black | Visual |
| Acid Value (mg KOH/g) | 50 to 70 | ASTM D 664 |
| Flash Point, Cleveland open cup (°C) | ≥200 | ASTM D 92 |
| Parts A and B Combined and Cured | ||
| Weight Ratio, Parts A/B | 100/416 | |
| Tensile Strength at 23 °C (mPa) | ≥6.0 | ASTM D 638 |
| Elongation at break at 23 °C (%) | ≥270 | ASTM D 638 |
| Viscosity increase to 1 Pa·s at 121 °C (minutes) | ≥ 55 | |
| Thermoset Property at 300 °C | Shall not melt | Small sample placed on hot plate |
Table 2.
Aggregate gradation for OGFC epoxy asphalt mixtures
| Sieve Size (mm) | ¾ in (19) | ½ in (12.5) | 3⁄8 in (9.5) | #4 (4.75) | #8 (2.36) | #30 (0.6) | #200 (0.075) |
| % Passing | 100 | 97 | 83 | 33 | 12 | 5 | 2 |
Table 3.
Gradation and binder content of hot mix asphalt (HMA) containing epoxy reclaimed asphalt pavement (epoxy RAP) materials
Table 3.
Gradation and binder content of hot mix asphalt (HMA) containing epoxy reclaimed asphalt pavement (epoxy RAP) materials
| Sieve Size (mm) | Virgin and Epoxy RAP Mix (% Passing) | Note |
|---|---|---|
| ¾ in. (19) | 100.0 | For epoxy RAP mix, 40% and 80% of each aggregate size of coarse aggregate (12.5, 9.5 and 4.75 mm) are substituted with epoxy RAP materials. |
| ½ in. (12.5) | 97.5 | |
| 3⁄8 in. (9.5) | 87.5 | |
| #4 (4.75) | 62.5 | |
| #8 (2.36) | 46.0 | |
| #16 (1.18) | 35.0 | |
| #30 (0.6) | 22.5 | |
| #50 (0.3) | 16.0 | |
| #100 (0.15) | 9.0 | |
| #200 (0.075) | 5.0 | |
| Asphalt Content | 5.5% (By mass of aggregate) | |
Table 4.
Summary of DSR test condition and results.
| Test Condition and Results | Rutting | Fatigue | ||
|---|---|---|---|---|
| PG 67-22 | PG 67-22 with Diluted Epoxy | PG 67-22 | PG 67-22 with Diluted Epoxy | |
| Frequency (rad/s) | 10.0 | 10.0 | 10.0 | 10.0 |
| Mean strain (%) | 12.00 | 12.00 | 1.00 | 1.00 |
| Mean shear stress (kPa) | 0.151 | 0.313 | 48.376 | 63.807 |
| Test temperature (°C) | 67.0 | 67.0 | 25.0 | 25.0 |
| Number of data points | 10 | 10 | 10 | 10 |
| Phase angle (degrees) | 87.2 | 83.0 | 47.3 | 43.1 |
| Complex modulus G* (kPa) | 1.3 | 2.6 | 4836.8 | 6378.7 |
| (kPa) | 1.26 | 2.63 | - | - |
| (kPa) | - | - | 3552.55 | 4356.36 |
| Standard deviation (kPa) | 0.00 | 0.00 | 1.66 | 4.42 |
| Median (kPa) | 1.26 | 2.63 | 3561.42 | 4377.37 |
Table 5.
Marshal test results for all virgin and epoxy RAP mixtures.
| Epoxy RAP Content in Coarse Aggregate (%) | Marshall Stability (kN) | Flow Value (mm) | AV (%) | VMA (%) | VFA (%) |
|---|---|---|---|---|---|
| 0 | 17.98 | 3.69 | 4.4 | 18.6 | 76.5 |
| 40 | 16.23 | 4.82 | 4.5 | 19.0 | 76.3 |
| 80 | 15.88 | 5.75 | 6.2 | 20.8 | 70.4 |
Table 6.
Results of tensile strength ratio test.
| Epoxy RAP Content in Coarse Aggregate (%) | ITS of Unconditioned Specimens (kPa) | ITS of Conditioned Specimens (kPa) | TSR (%) |
|---|---|---|---|
| 0 | 1101.94 | 905.30 | 82.15 |
| 40 | 1091.82 | 897.63 | 82.21 |
| 80 | 1036.06 | 926.82 | 89.46 |
Table 7.
Laboratory test results and t-test statistical analysis, virgin mixtures versus 40% coarse epoxy RAP mixtures.
Table 7.
Laboratory test results and t-test statistical analysis, virgin mixtures versus 40% coarse epoxy RAP mixtures.
| Virgin Mixtures | 40% Coarse Epoxy RAP Mixtures | p-Value | t-Stat | Are the Results Significantly Different at 95% Confidence Level? | |||
|---|---|---|---|---|---|---|---|
| Value (Mean) | Standard Deviation | Value (Mean) | Standard Deviation | ||||
| AV (%) | 4.4 | 0.82 | 4.5 | 0.70 | 0.4154 | −0.2281 | No |
| VMA (%) | 18.6 | 0.70 | 19.0 | 0.59 | 0.2189 | −0.8611 | No |
| VFA (%) | 76.5 | 3.61 | 76.3 | 2.97 | 0.4708 | 0.0779 | No |
| Marshall (kN) | 17.98 | 2.32 | 16.23 | 1.81 | 0.1802 | 1.0319 | No |
| Flow (mm) | 3.6 | 0.20 | 4.7 | 0.19 | 0.0011 | −6.9849 | Yes |
| ITS UC (kPa) | 1101.94 | 36.21 | 1091.82 | 46.97 | 0.3911 | 0.2957 | No |
| ITS C (kPa) | 905.30 | 37.13 | 897.63 | 33.12 | 0.4013 | 0.2671 | No |
UC: Unconditioned; C: Conditioned.
Table 8.
Laboratory test results and t-test statistical analysis, virgin mixtures versus 80% coarse epoxy RAP mixtures.
Table 8.
Laboratory test results and t-test statistical analysis, virgin mixtures versus 80% coarse epoxy RAP mixtures.
| Virgin Mixtures | 80% Coarse Epoxy RAP Mixtures | p-Value | t-Stat | Are the Results Significantly Different at 95% Confidence Level? | |||
|---|---|---|---|---|---|---|---|
| Value (Mean) | Standard Deviation | Value (Mean) | Standard Deviation | ||||
| AV (%) | 4.4 | 0.82 | 6.2 | 0.98 | 0.0361 | −2.4261 | Yes |
| VMA (%) | 18.6 | 0.70 | 20.8 | 0.83 | 0.0126 | −3.4900 | Yes |
| VFA (%) | 76.5 | 3.61 | 70.4 | 3.61 | 0.0531 | 2.0790 | No |
| Marshall (kN) | 17.98 | 2.32 | 15.88 | 2.18 | 0.1582 | 1.1439 | No |
| Flow (mm) | 3.6 | 0.20 | 5.7 | 0.28 | 0.0002 | −10.374 | Yes |
| ITS UC (kPa) | 1101.94 | 36.21 | 1036.06 | 73.58 | 0.1182 | 1.3915 | No |
| ITS C (kPa) | 905.30 | 37.13 | 926.82 | 37.98 | 0.2608 | −0.7016 | No |
UC: Unconditioned; C: Conditioned.
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Alamri, M.; Lu, Q.; Xin, C. Preliminary Evaluation of Hot Mix Asphalt Containing Reclaimed Epoxy Asphalt Materials. Sustainability 2020, 12, 3531. https://doi.org/10.3390/su12093531
AMA Style
Alamri M, Lu Q, Xin C. Preliminary Evaluation of Hot Mix Asphalt Containing Reclaimed Epoxy Asphalt Materials. Sustainability. 2020; 12(9):3531. https://doi.org/10.3390/su12093531
Chicago/Turabian StyleAlamri, Mohammed, Qing Lu, and Chunfu Xin. 2020. "Preliminary Evaluation of Hot Mix Asphalt Containing Reclaimed Epoxy Asphalt Materials" Sustainability 12, no. 9: 3531. https://doi.org/10.3390/su12093531
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.