
Application of TestBed 4.0 Technology within the Implementation of Industry 4.0 in Teaching Methods of Industrial Engineering as Well as Industrial Practice


Abstract
:1. Introduction
2. TestBed 4.0 and Its Areas of Application
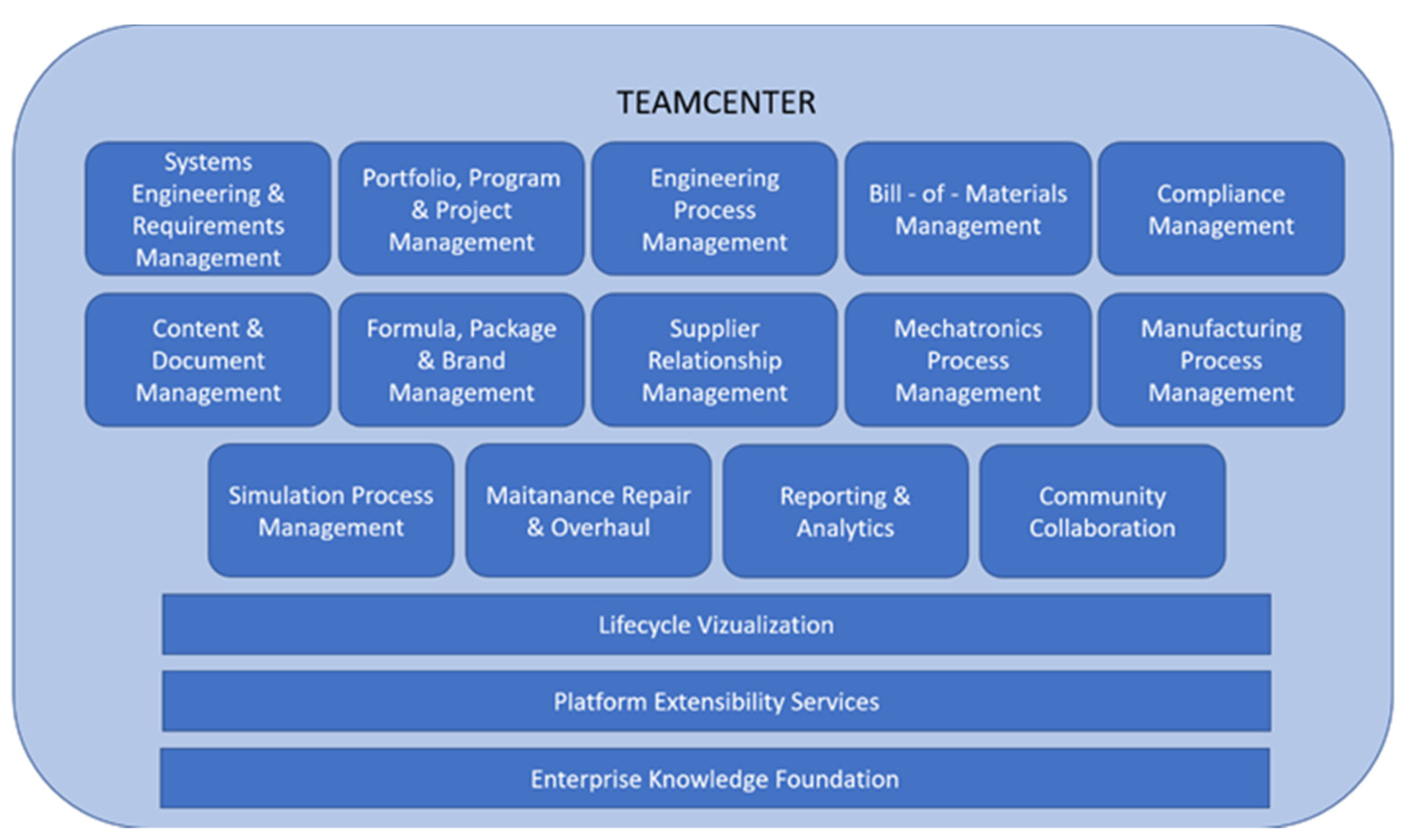
2.1. Product Data
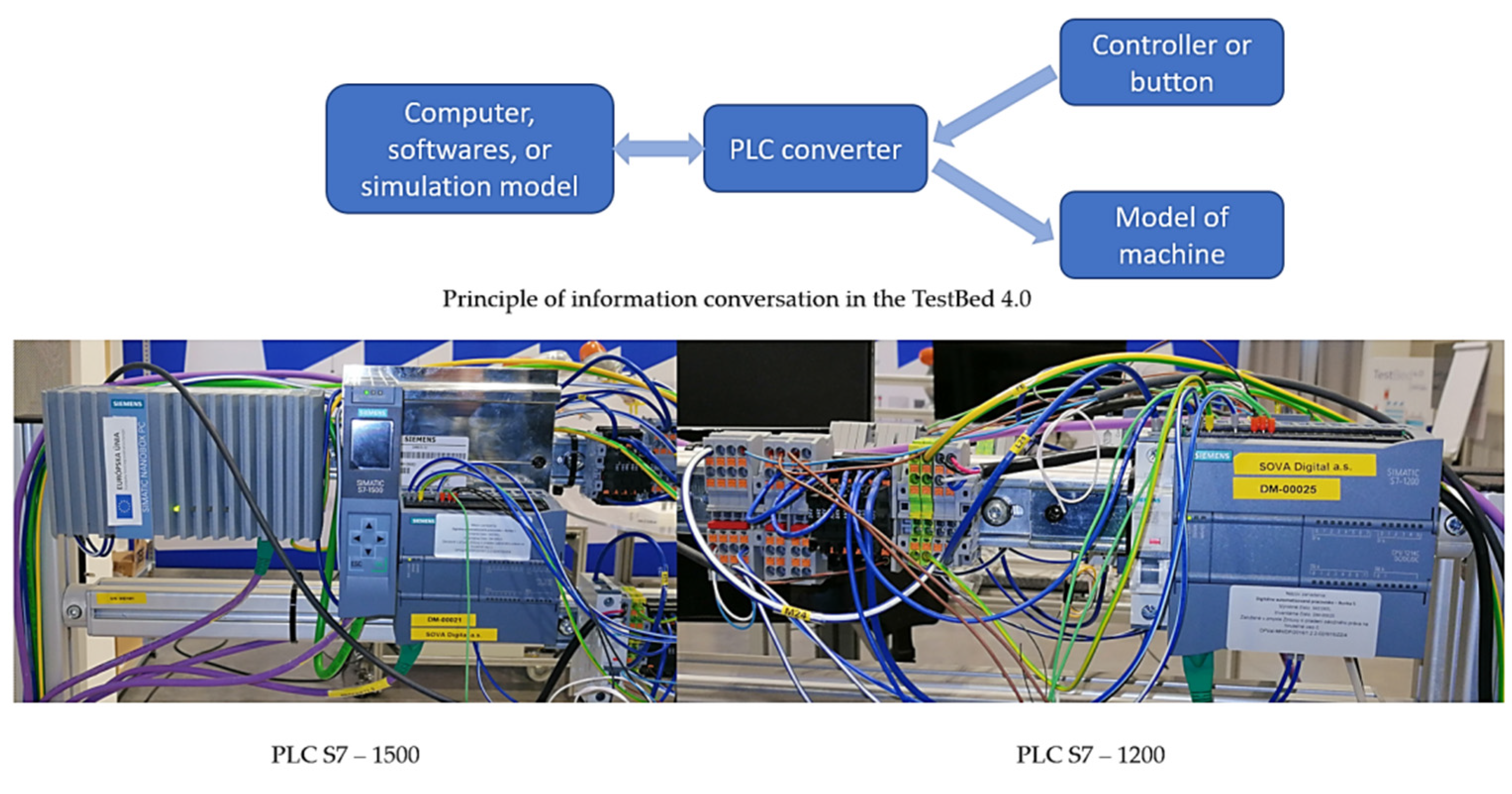
2.2. Development and Debugging of Automated Devices
2.3. Pre-Production Phases
2.4. Production, Logistics and Managerial Outputs
2.5. Material Flow Control of Equipment and People
- Scalability of RTLS localization technology.
- High positioning accuracy—30 cm accuracy that allows full flexibility and variability of virtual zones without any changes of infrastructures.
- Range between anchors in tens of meters.
- Resistance to signal interference in combination with other wireless networks.
- Battery life of mobile tags—several weeks, months to years (depending on the combination of battery capacity, transmission mode and periodicity of identification messages).
- Complete control and configuration of the RTLS system from one application—RTLS Manager.
- Ability to quickly set up and add new devices without the need to reconfigure the deployed system.
- Adjustable localization interval.
- Possibility to modify functionality.
- Possibility of configuration (reprogramming) of individual tags.
- Make-to-order (MTO) production approach, focused on fast response and personalization of products.
- Reduce the lead time—the overall lead time is shortened thanks to the absence of waste and gaps in production.
- Use digital work orders—carrying the information and extending it with real-time location and other data types based on the sensors used.
- Higher visibility and increased ability to plan, using heatmaps and spaghetti diagrams in real-time mode.
- eKanban—continuous flows in real-time.
- Optimize fleet overall efficiency (OEE) by revealing inactive periods and fixing them, it is possible to compare the OEE data of each vehicle, etc.
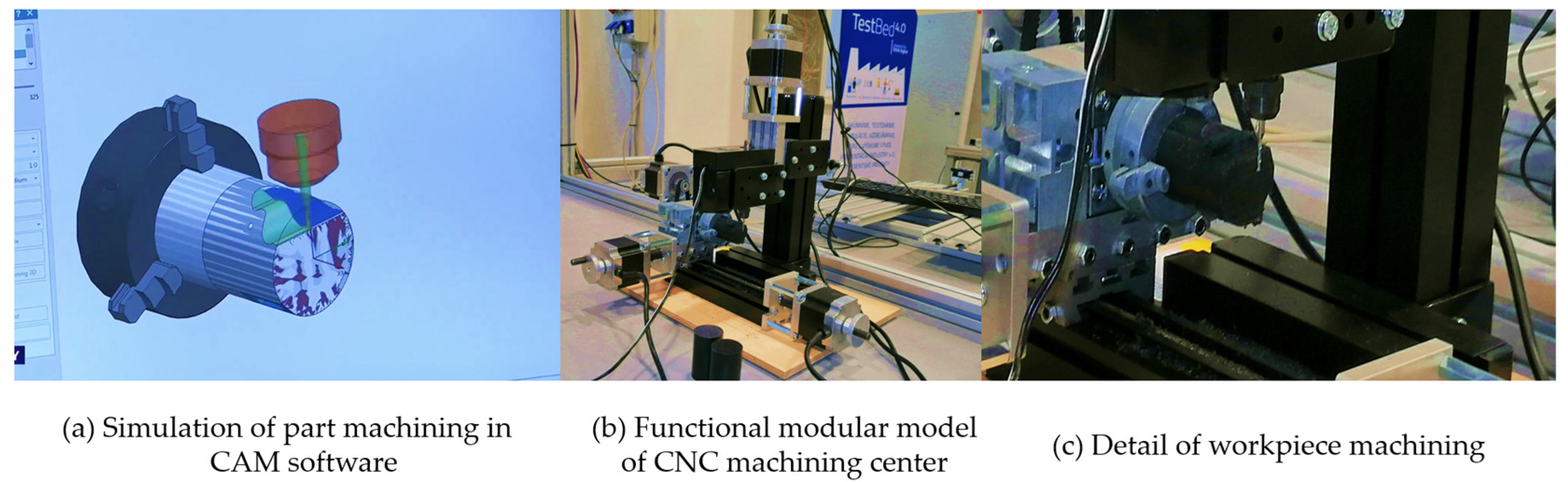
2.6. CAM-Machine
2.7. Digital Twins
2.8. External Partners and Education
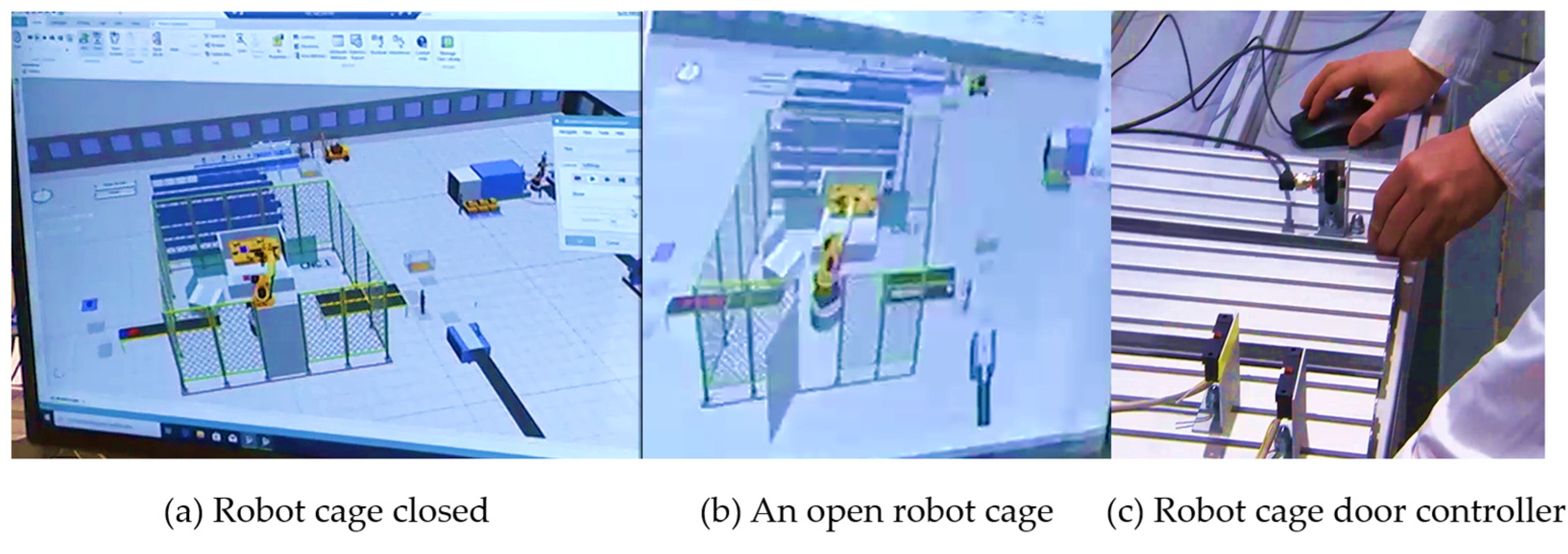
2.9. Collaborative Applications in Robotics
3. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Boccella, A.R.; Centobelli, P.; Cerchione, R.; Murino, T.; Riedel, A.R.; Piera, C. Evaluating Centralized and Heterarchical Control of Smart Manufacturing Systems in the Era of Industry 4.0. Appl. Sci. 2020, 10, 755. [Google Scholar] [CrossRef] [Green Version]
- Florescu, A.; Barabas, S.A. Modeling and Simulation of a Flexible Manufacturing System—A Basic Component of Industry 4.0. Appl. Sci. 2020, 10, 8300. [Google Scholar] [CrossRef]
- Martin Morháč: Očakávame, že TestBed 4.0 Prinesie Priemyslu Pozoruhodné Výsledky. 2020. Available online: https://www.testbed.sk/martin-morhac-ocakavame-ze-testbed-4-0-prinesie-priemyslu-pozoruhodne-vysledky/?fbclid=IwAR37v2KOu5SqRGtvbztKNden6DNKVY33LrNHr9ew4282Xn_vC_nGnvawCLw (accessed on 30 June 2021).
- Bressanelli, G.; Adrodegari, F.; Perona, M.; Saccani, N. Exploring How Usage-Focused Business Models Enable Circular Economy through Digital Technologies. Sustainability 2018, 10, 639. [Google Scholar] [CrossRef] [Green Version]
- Witkowski, K.; Saniuk, S. Aspekt logistyczny zarzadzania infrastruktura komunalna miasta. Logistyka 2011, 41, 589–600. [Google Scholar]
- Lerher, T.; Edl, M.; Rosi, B. Energy efficiency model for the mini-load automated storage and retrieval systems. Int. J. Adv. Manuf. Technol. 2014, 70, 97–115. [Google Scholar] [CrossRef]
- Cioffi, R.; Travaglioni, M.; Piscitelli, G.; Petrillo, A.; Parmentola, A. Smart Manufacturing Systems and Applied Industrial Technologies for a Sustainable Industry: A Systematic Literature Review. Appl. Sci. 2020, 10, 2897. [Google Scholar] [CrossRef] [Green Version]
- Real-Time Location System in Warehouse. Different RTLS Technologies Comparison. 2018. Available online: https://www.uwbleader.com/info/different-rtls-technologies-comparison-33845115.html (accessed on 30 June 2021).
- M. Lokšík: V TestBede 4.0 Môžete Experimentovať bez obáv z Neželaných Vplyvov na Výrobu. 2018. Available online: https://www.testbed.sk/m-loksik-v-testbede-4-0-mozete-experimentovat-bez-obav-z-nezelanych-vplyvov-na-vyrobu/ (accessed on 30 June 2021).
- Koblasa, F.; Kralikova, R.; Votrubec, R. Influence of EA Control Parameters to Optimization Process of FJSSP Problem. Int. J. Simul. Model. 2020, 19, 387–398. [Google Scholar] [CrossRef]
- RTLS–Real Time Location System. Lokačný Systém v Reálnom Čase. Available online: https://www.speedchain.sk/data/USR_047_USR_049_SPEEDCHAINSK2017/SEWIO_RTLS___KODYS_Speedchain_2017.pdf (accessed on 30 June 2021).
- Real Time Location System [RTLS] Study: How do RFID and BLE differ? 2017. Available online: https://kontakt.io/blog/real-time-location-system-rtls-study-how-do-rfid-and-ble-differ/ (accessed on 30 June 2021).
- Yang, X.P.; Gao, X.L. Optimization of Dynamic and Multi-Objective Flexible Job-Shop Scheduling Based on Parallel Hybrid Algorithm. Int. J. Simul. Model. 2018, 17, 724–733. [Google Scholar] [CrossRef]
- Straka, M.; Malindzakova, M.; Rosova, A.; Trebuna, P. The simulation model of the material flow of municipal waste recovery. Przem. Chem. 2016, 95, 773–777. [Google Scholar]
- Malik, K.; Khan, S.A. IIoT Based Job Shop Scheduler Monitoring System. In Proceedings of the 2019 International Conference on Internet of Things (iThings) and IEEE Green Computing and Communications (GreenCom) and IEEE Cyber, Physical and Social Computing (CPSCom) and IEEE Smart Data (SmartData), Atlanta, GA, USA, 14–17 July 2019; pp. 190–195. [Google Scholar]
- Straka, M.; Lenort, R.; Khouri, S.; Feliks, J. Design of Large-Scale Logistics Systems Using Computer Simulation Hierarchic Structure. Int. J. Simul. Model. 2018, 17, 105–118. [Google Scholar] [CrossRef]
- Fusko, M.; Rakyta, M.; Dulina, L.; Sulirova, I.; Edl, M. Digitization in the Technical Service Management System. MM Sci. J. 2018, 2018, 2260–2266. [Google Scholar] [CrossRef] [Green Version]
- Gregor, M.; Hercko, J.; Grznar, P. The factory of the future production system research. In Proceedings of the 2015 21st International Conference on Automation and Computing (ICAC), Glasgow, UK, 11–12 September 2015; pp. 1–6. [Google Scholar]
- Fusko, M.; Bučková, M.; Gašo, M.; Krajčovič, M.; Dulina, L.; Skokan, R. Concept of Long-Term Sustainable Intralogistics in Plastic Recycling Factory. Sustainability 2019, 11, 6750. [Google Scholar] [CrossRef] [Green Version]
- Prester, J.; Buchmeister, B.; Palčič, I. Effects of Advanced Manufacturing Technologies on Manufacturing Company Performance. Stroj. Vestn. J. Chanical Eng. 2018, 64, 763–771. [Google Scholar] [CrossRef]
- Kłos, S. Implementation of the AHP Method in ERP-Based Decision Support Systems for a New Product Development. In Communications in Computer and Information Science; Springer Science and Business Media LLC: Berlin, Germany, 2015; pp. 199–207. [Google Scholar]
- Manlig, F.; Slaichova, E.; Koblasa, F.; Vavruska, J. Innovation of business processes by means of computer-aided simulation: Novel Trends In Production Devices And Systems. Appl. Mech. Mater. 2014, 474, 67–72. [Google Scholar] [CrossRef]
- Saniuk, S.; Saniuk, A.; Lenort, R.; Samolejova, A. Formation and planning of virtual production networks in metallurgical clusters. Metalurgija 2014, 53, 725–727. [Google Scholar]
- Fedorko, G.; Molnár, V.; Honus, S.; Neradilová, H.; Kampf, R. The application of simulation model of a milk run to identify the occurrence of failures. Int. J. Simul. Model. 2018, 17, 444–457. [Google Scholar] [CrossRef]
- Laubertova, M.; Malindzakova, M.; Rosova, A.; Trpcevska, J. Material flow model of electronic waste sampling and assaying. Przem. Chem. 2016, 95, 1390–1394. [Google Scholar] [CrossRef]
- Chromjakova, F.; Bobak, R.; Hrusecka, D. Production process stability—Core assumption of INDUSTRY 4.0 concept. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Bali, Indonesia, 1–2 April 2016; Volume 215, pp. 143–154. [Google Scholar]
- Glova, J.; Sabol, T.; Vajda, V. Business Models for the Internet of Things Environment. Procedia Econ. Financ. 2014, 15, 1122–1129. [Google Scholar] [CrossRef] [Green Version]
- Wicher, P.; Stas, D.; Karkula, M.; Lenort, R.; Besta, P. A Computer Simulation-Based Analysis of Supply Chains Resilience in Industrial Environment. Metalurgija 2015, 54, 703–706. [Google Scholar]
- Balog, M.; Mindas, M.; Knapcikova, L. Productivity Fluid Management as a Tool for Saving Money in Manufacturing. TEM J. 2016, 5, 192–196. [Google Scholar] [CrossRef]
- Laciak, M.; Sofranko, M. Designing of the technological line in the SCADA system PROMOTIC. In Proceedings of the 14th International Carpathian Control Conference (ICCC), Rytro, Poland, 26–29 May 2013; pp. 202–207. [Google Scholar]
- Bangsow, S. Tecnomatix Plant Simulation: Modeling and Programming by Means of Examples; Springer: Cham, Switzerland, 2015. [Google Scholar]
- Bangsow, S. Manufacturing Simulation with Plant simulation and SimTalk: Usage and Programming with Examples and Solutions; Springer: Berlin/Heidelberg, Germany, 2010. [Google Scholar]
- Papacz, W.; Frankovský, P.; Kostka, J.; Kottfer, D. Monitoring of damage of the composite leaf spring using methods of acoustic emission. In Experimental Stress Analysis 2017; EAN: Novy Smokovec, Slovakia, 2017; pp. 648–657. ISBN 978-805533167-6. [Google Scholar]
- Klos, S.; Ptalas-Maliszewska, J. Badania kluczowych problemów w zarządzaniu utrzymaniem ruchu. In Innowacje w Zarządzaniu i Inżynierii Produkcji; Knosala, R., Ed.; Oficyna Wydawnicza Polskiego Towarzystwa Zarządzania Produkcją: Opole, Poland, 2014; pp. 678–687. ISBN 978-83-930399-6-8. [Google Scholar]
- Tvrdon, L.; Fedorko, G. Usage of Dynamic Simulation in Pressing Shop Production System Design. Int. J. Simul. Model. 2020, 19, 185–196. [Google Scholar] [CrossRef]
- Moghaddam, M.; Nof, S.Y. Collaborative service-component integration in cloud manufacturing. Int. J. Prod. Res. 2017, 56, 677–691. [Google Scholar] [CrossRef]
- Dehghanghadikolaei, A.; Fotovvati, B. Coating Techniques for Functional Enhancement of Metal Implants for Bone Replacement: A Review. Materials 2019, 12, 1795. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kikolski, M. Study of Production Scenarios with the Use of Simulation Models. Procedia Eng. 2017, 182, 321–328. [Google Scholar] [CrossRef]
- Parida, V.; Sjödin, D.; Reim, W. Reviewing Literature on Digitalization, Business Model Innovation, and Sustainable Industry: Past Achievements and Future Promises. Sustainability 2019, 11, 391. [Google Scholar] [CrossRef] [Green Version]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Technology | Bluetooth | Zigbee | RFID | UWB |
|---|---|---|---|---|
| Accuracy | 10 m | 10 m | 5 m | 10–30 cm |
| Coverage | 10 m | 10 m | 2 m | 100 m |
| Stability | low | low | low | high |
| Security | low | middle | low | high |
| Application | short distance high precision | low accuracy | area entry | high precision |
| Capacity for tag | 50 | 50 | 100 | 500 |
| Anchor quantities requirement per unit area | more | more | more | less |
| Unit price for anchor | low | low | high | high |
| Unit price for tag | high | high | low | high |
| Installation cost | high | high | high | low |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kliment, M.; Pekarcikova, M.; Trebuna, P.; Trebuna, M. Application of TestBed 4.0 Technology within the Implementation of Industry 4.0 in Teaching Methods of Industrial Engineering as Well as Industrial Practice. Sustainability 2021, 13, 8963. https://doi.org/10.3390/su13168963
Kliment M, Pekarcikova M, Trebuna P, Trebuna M. Application of TestBed 4.0 Technology within the Implementation of Industry 4.0 in Teaching Methods of Industrial Engineering as Well as Industrial Practice. Sustainability. 2021; 13(16):8963. https://doi.org/10.3390/su13168963
Chicago/Turabian StyleKliment, Marek, Miriam Pekarcikova, Peter Trebuna, and Martin Trebuna. 2021. "Application of TestBed 4.0 Technology within the Implementation of Industry 4.0 in Teaching Methods of Industrial Engineering as Well as Industrial Practice" Sustainability 13, no. 16: 8963. https://doi.org/10.3390/su13168963
APA StyleKliment, M., Pekarcikova, M., Trebuna, P., & Trebuna, M. (2021). Application of TestBed 4.0 Technology within the Implementation of Industry 4.0 in Teaching Methods of Industrial Engineering as Well as Industrial Practice. Sustainability, 13(16), 8963. https://doi.org/10.3390/su13168963