
Improved Performance of Asphalt Concretes using Bottom Ash as an Alternative Aggregate

 , ,
, ,
Abstract
:1. Introduction
2. Materials
2.1. Bottom Ash (BA)
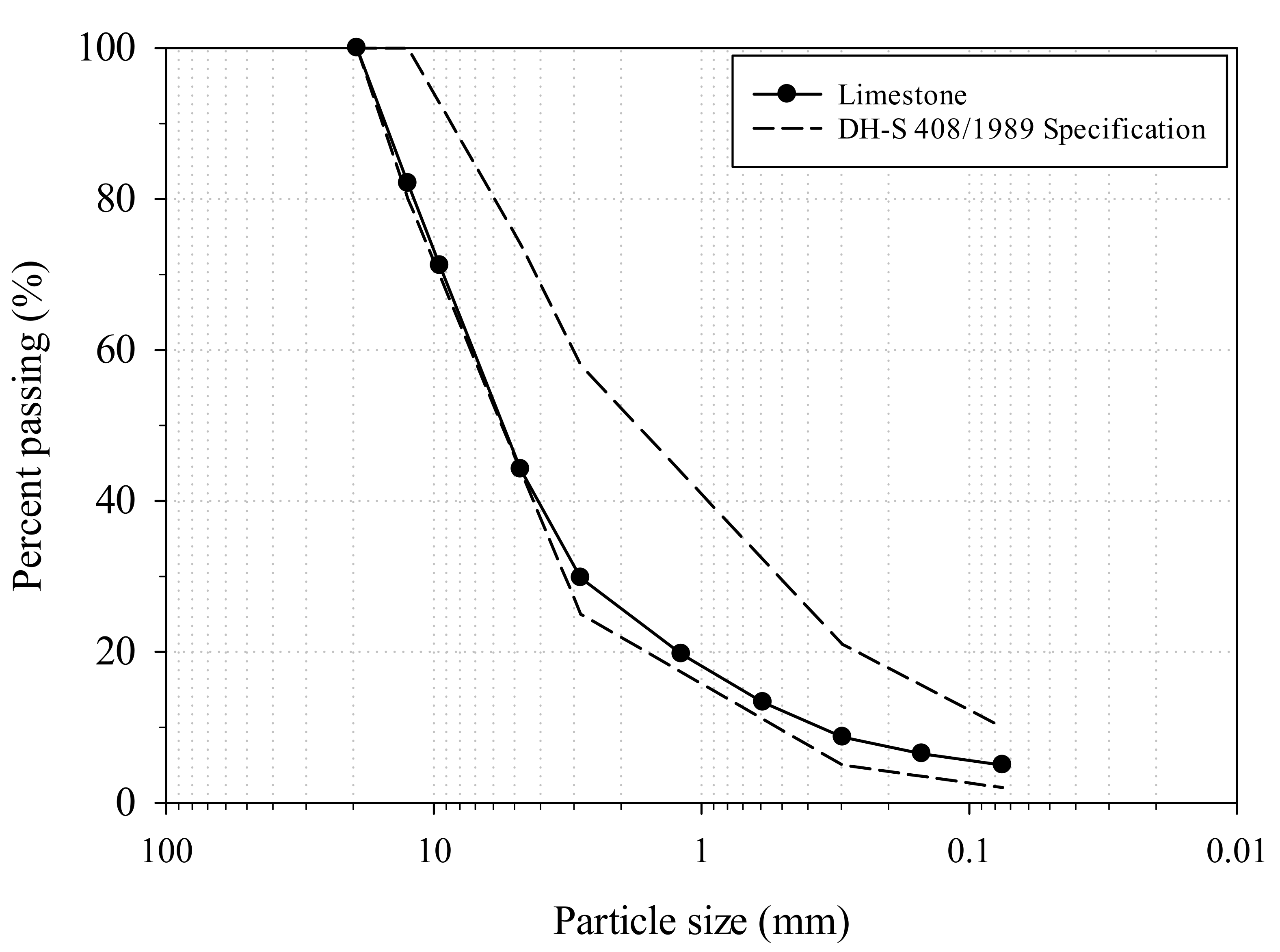
2.2. Natural Aggregate
2.3. Bituminous Binder
3. Experimental Programs
3.1. Sample Preparation
3.2. Marshall Stability and Flow
3.3. Strength Index
3.4. Indirect Tensile Strength
3.5. Indirect Tensile Resilient Modulus (IT Mr)
3.6. Indirect Tensile Fatigue (ITF)
3.7. Permanent Deformation
3.8. Rutting Resistance
3.9. Skid Resistance
4. Results and Discussion
4.1. Marshall Properties of BA-Asphalt Concretes
4.2. Performance of BA-Asphalt Concretes
5. Conclusions
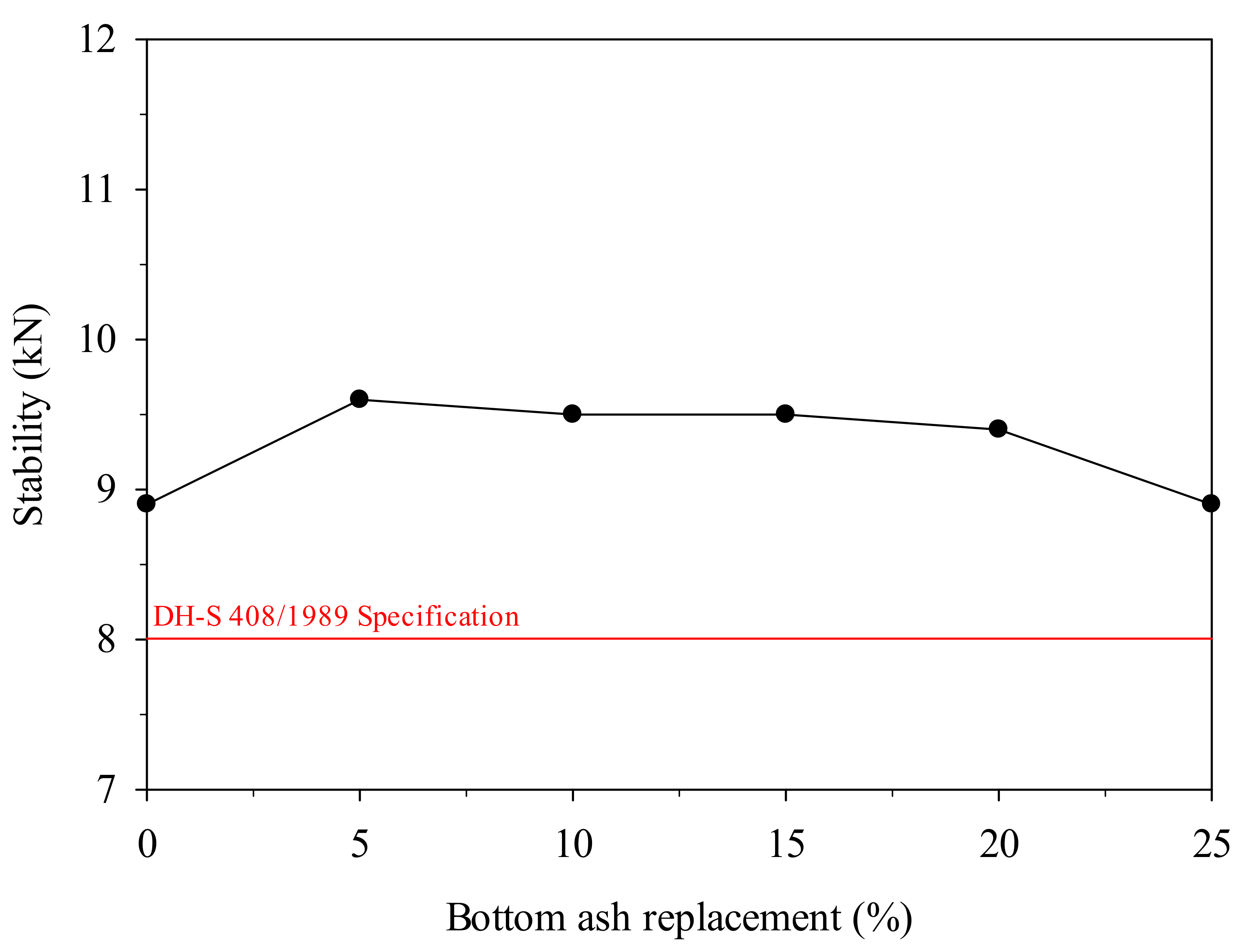
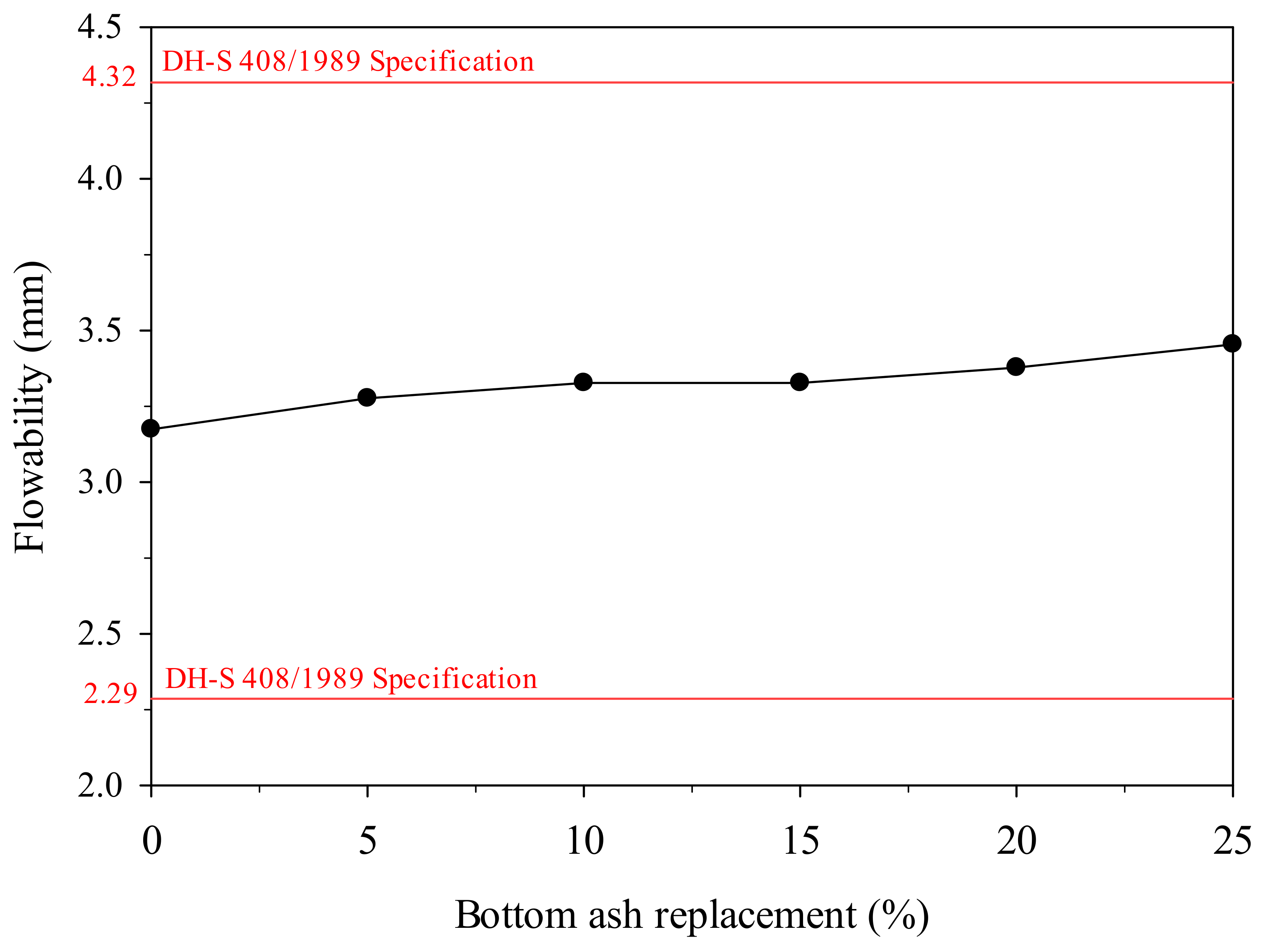
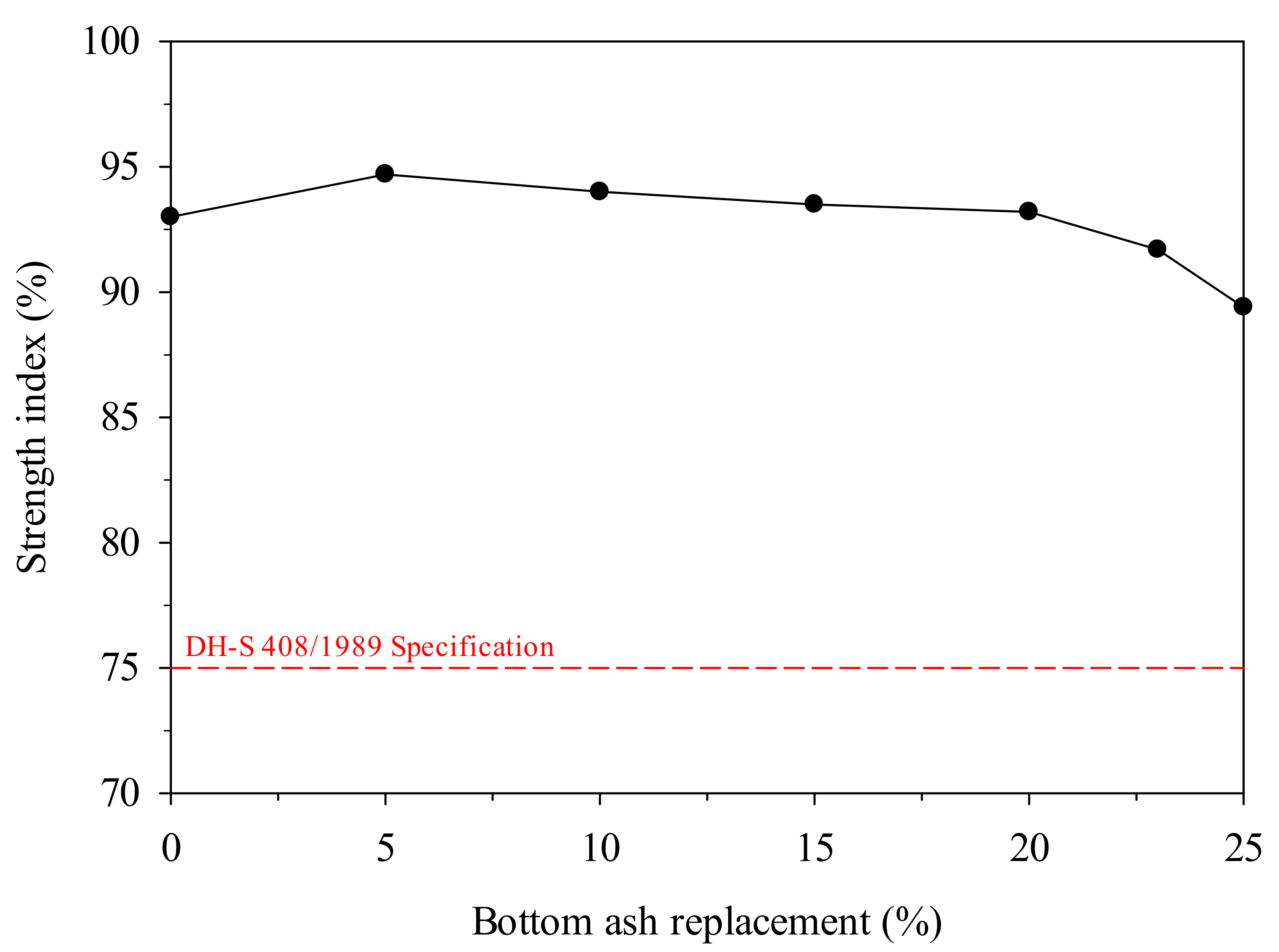
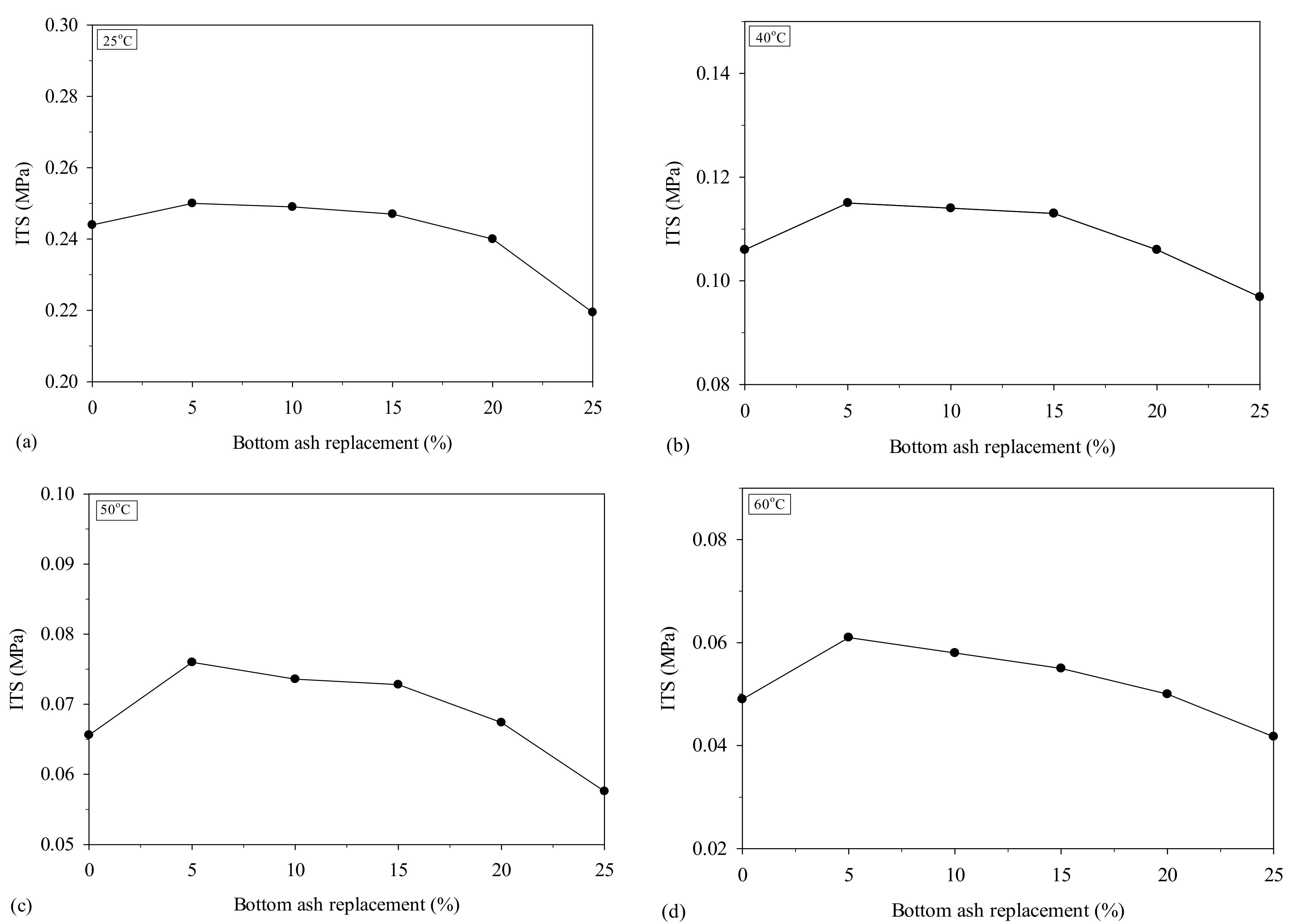
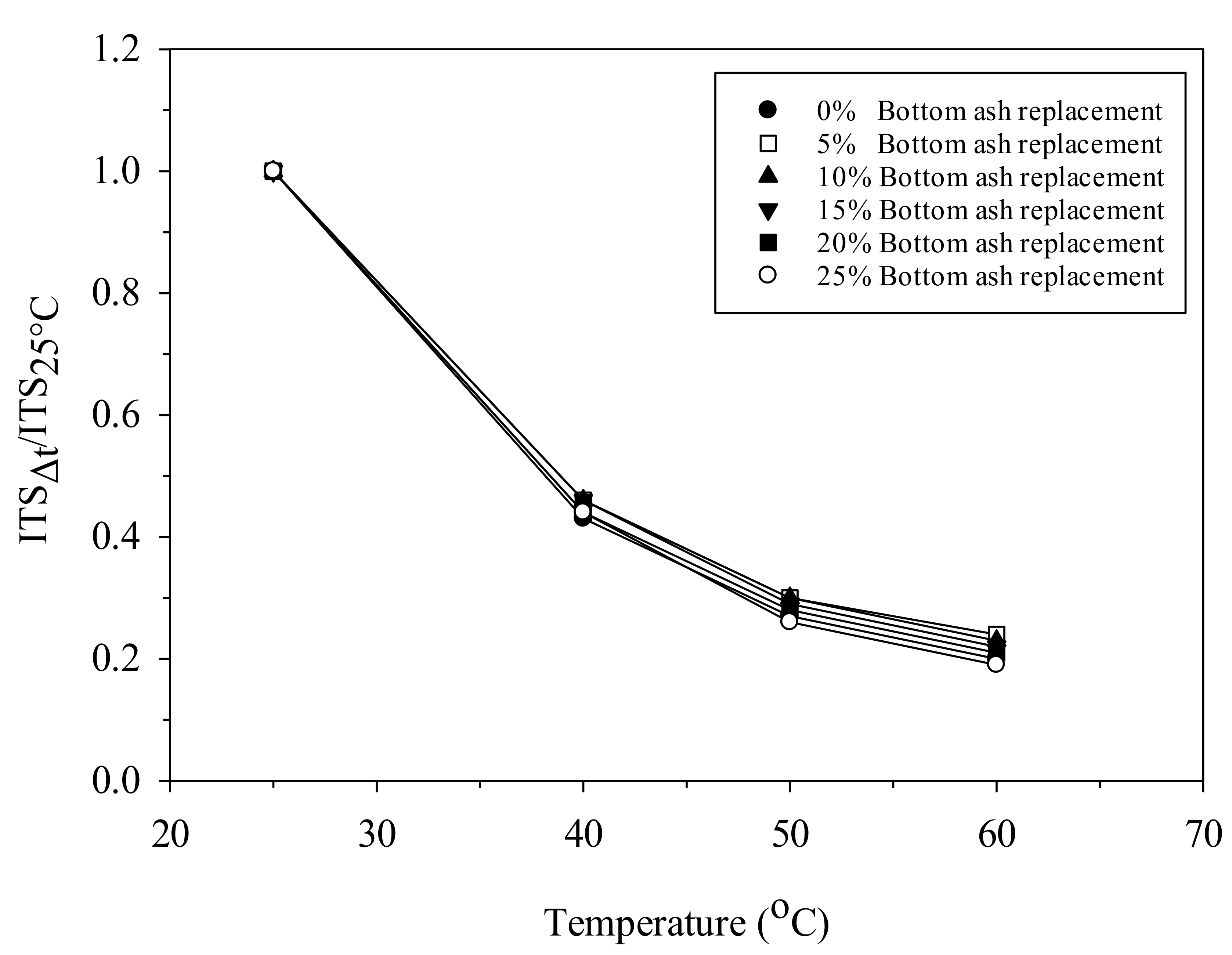
- With a higher specific surface, the higher BA-replacement ratio yields higher optimum bituminous binder content, at the same air void (4%). BA replacement could increase the thickness of asphalt film, due to its lipophilic reaction. This thick asphalt film is the influence factor, affecting the mechanical strength of asphalt concrete. The highest Marshall stability, strength index, and ITS were found at the OPT-BA, of 5%. Beyond 5% BA replacement, the excessive thick film on BA causes a weak zone and, hence, a reduction in mechanical properties.
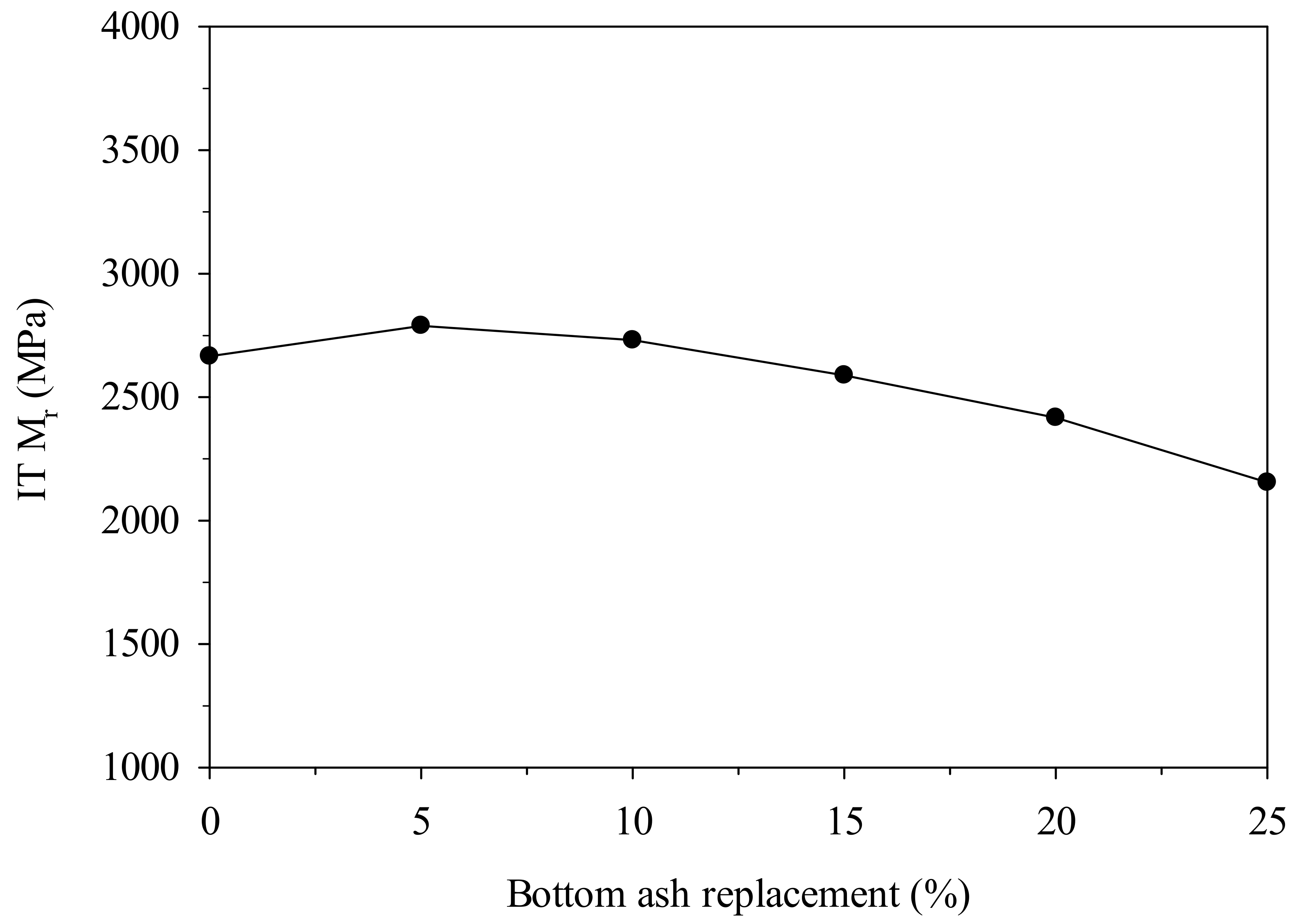
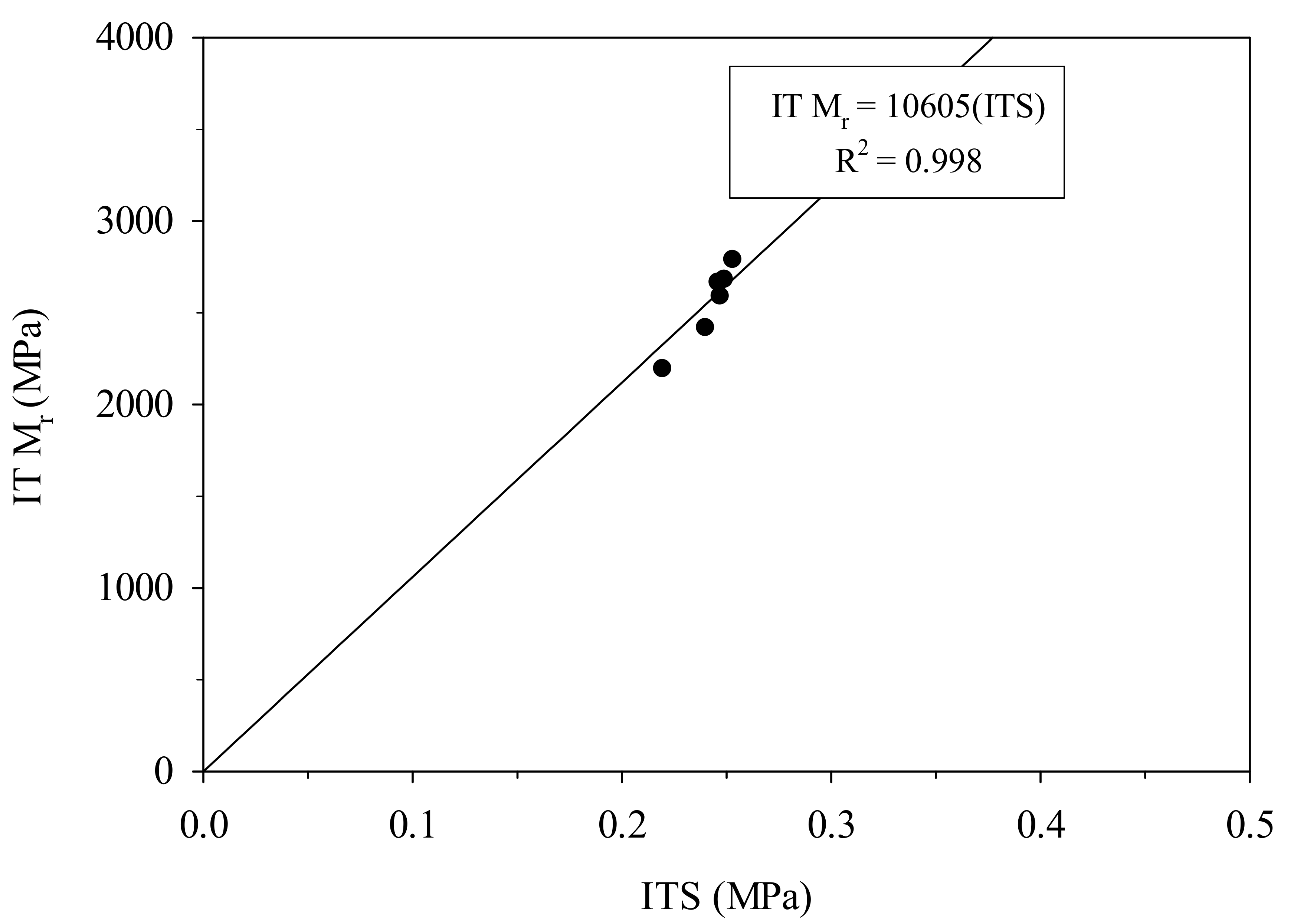
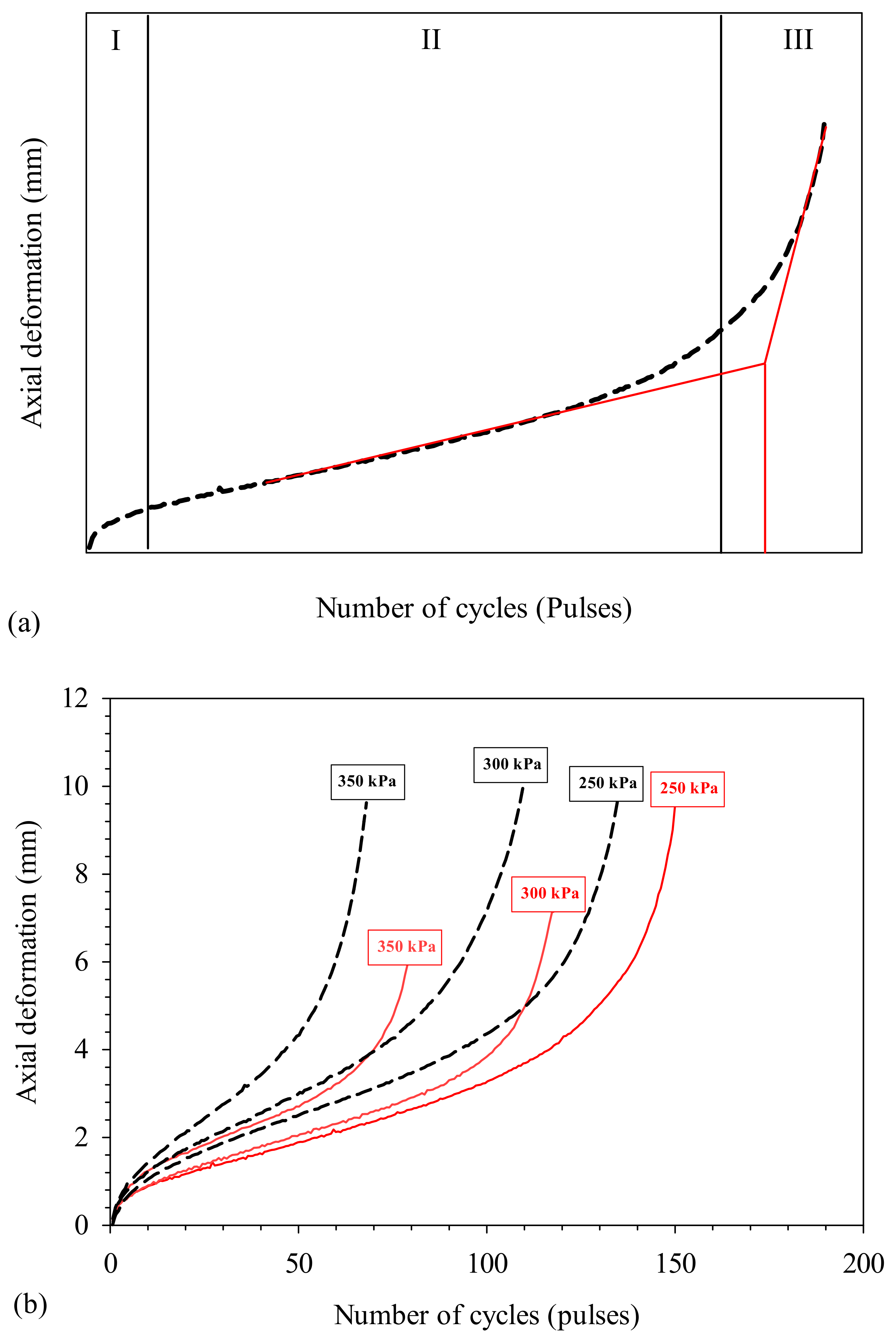
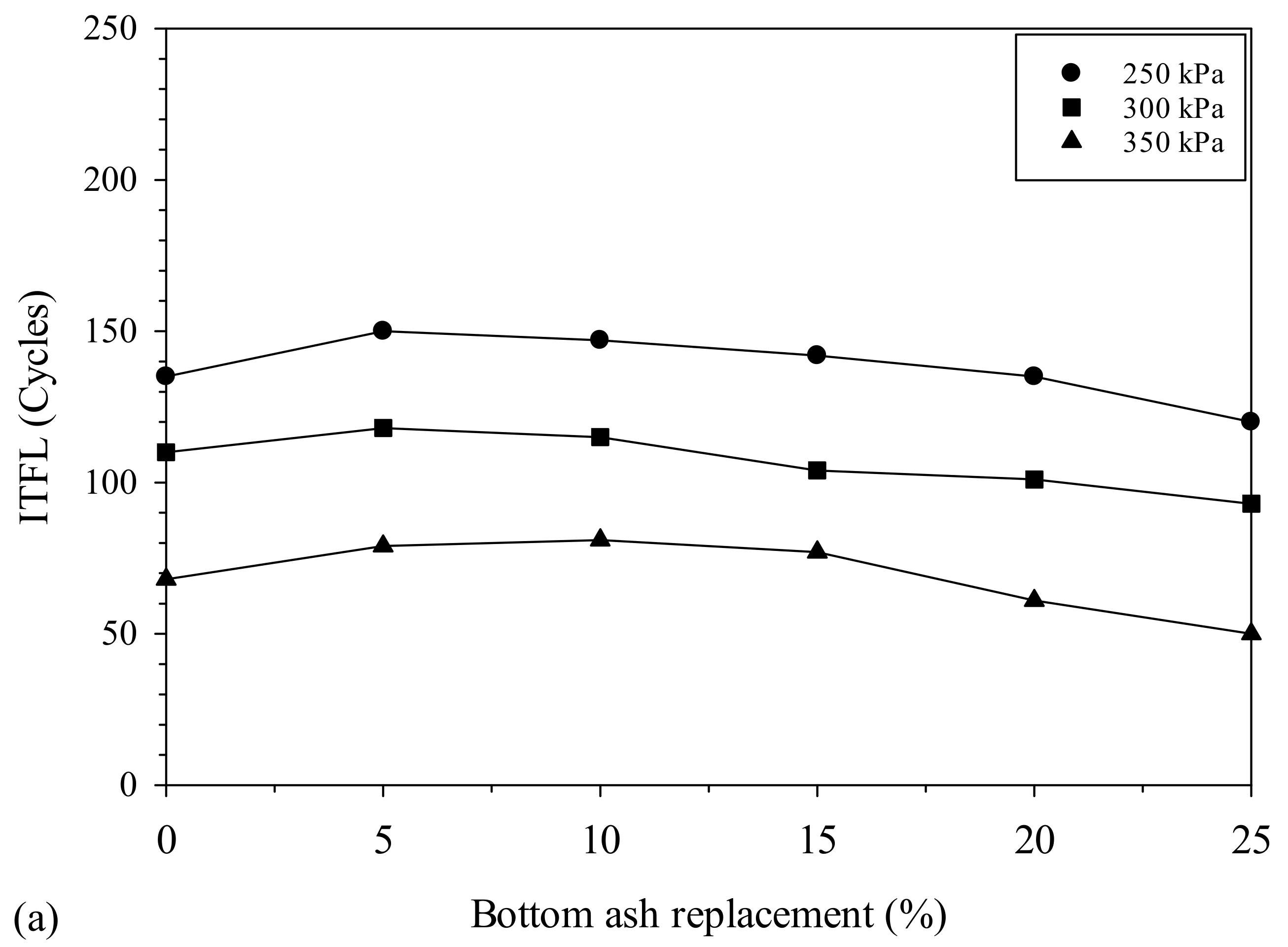
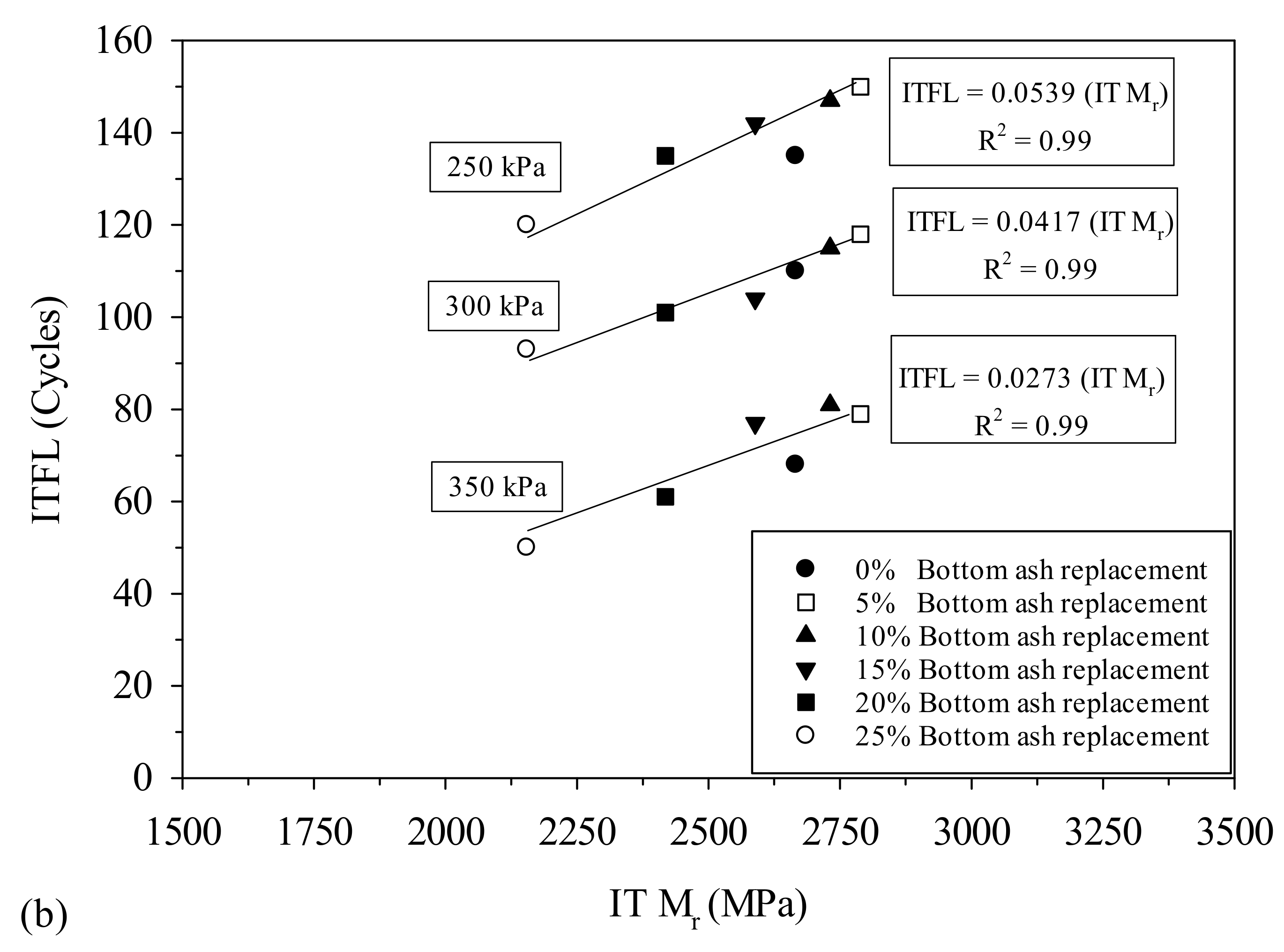
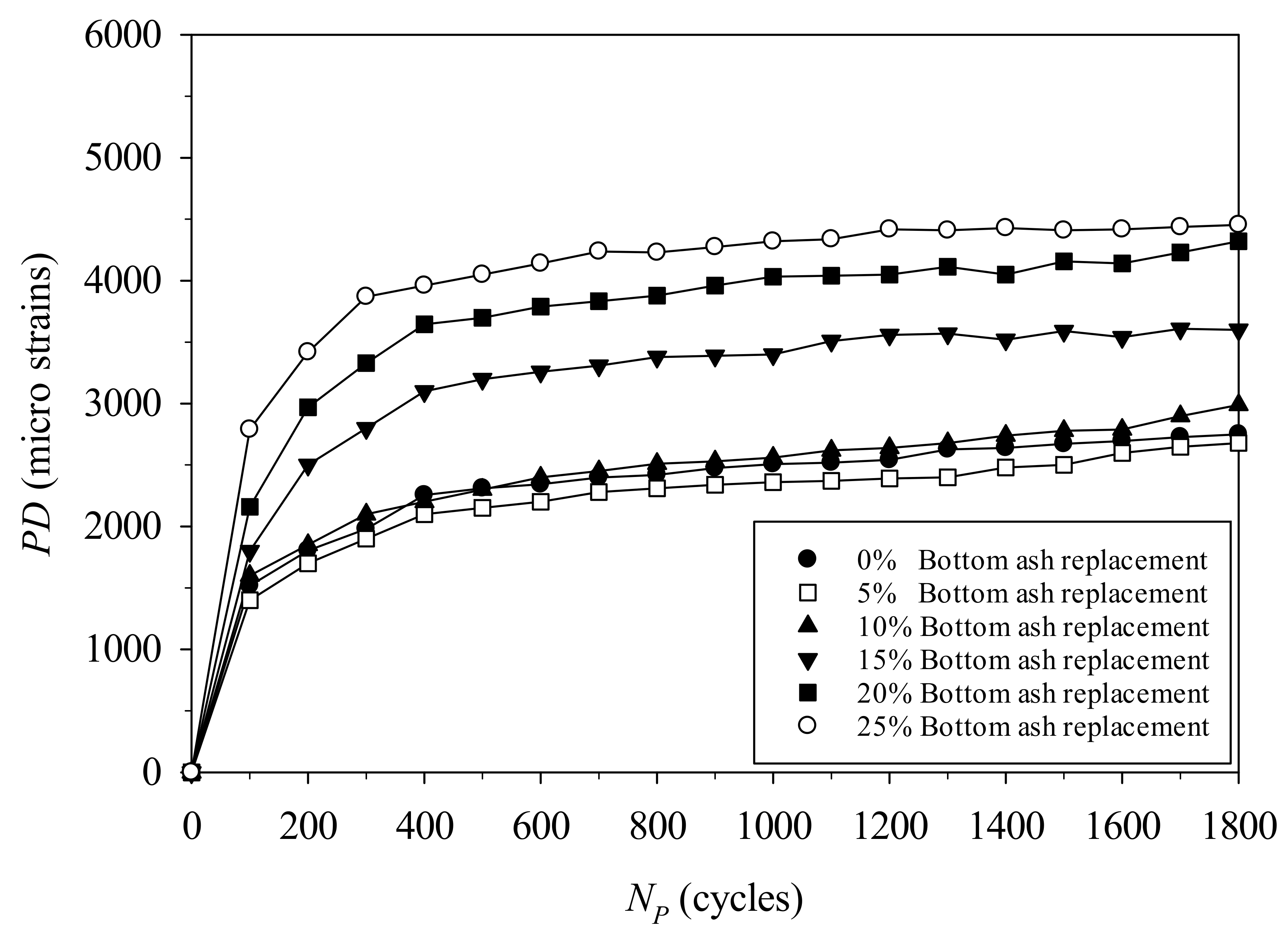
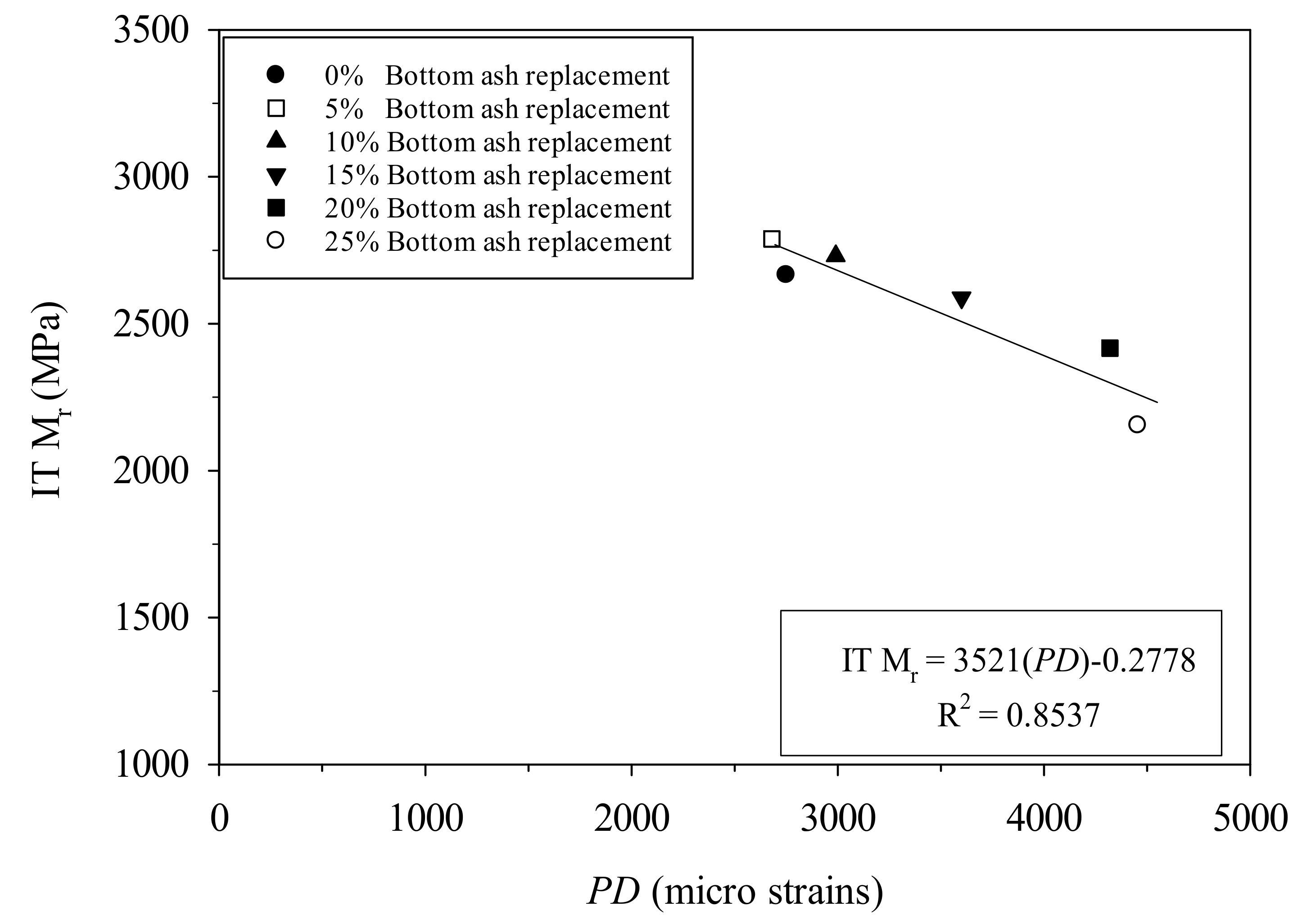
- The improved ITS led to an increase in the resistance to plastic deformation, under repeated tensile stress. Hence, IT Mr was improved, and the highest IT Mr was, also, found at the OPT-BA. At the same number of repeated tensile loadings, BA-asphalt concretes exhibited a lower total deformation than the asphalt concretes, for all stress levels. Similar to ITS and IT Mr results, the highest ITFL was found at the OPT-BA, of 5%, for all stress levels tested. IT Mr is linearly correlated to ITFL, for both asphalt concretes and BA-asphalt concretes, at a specific stress level.
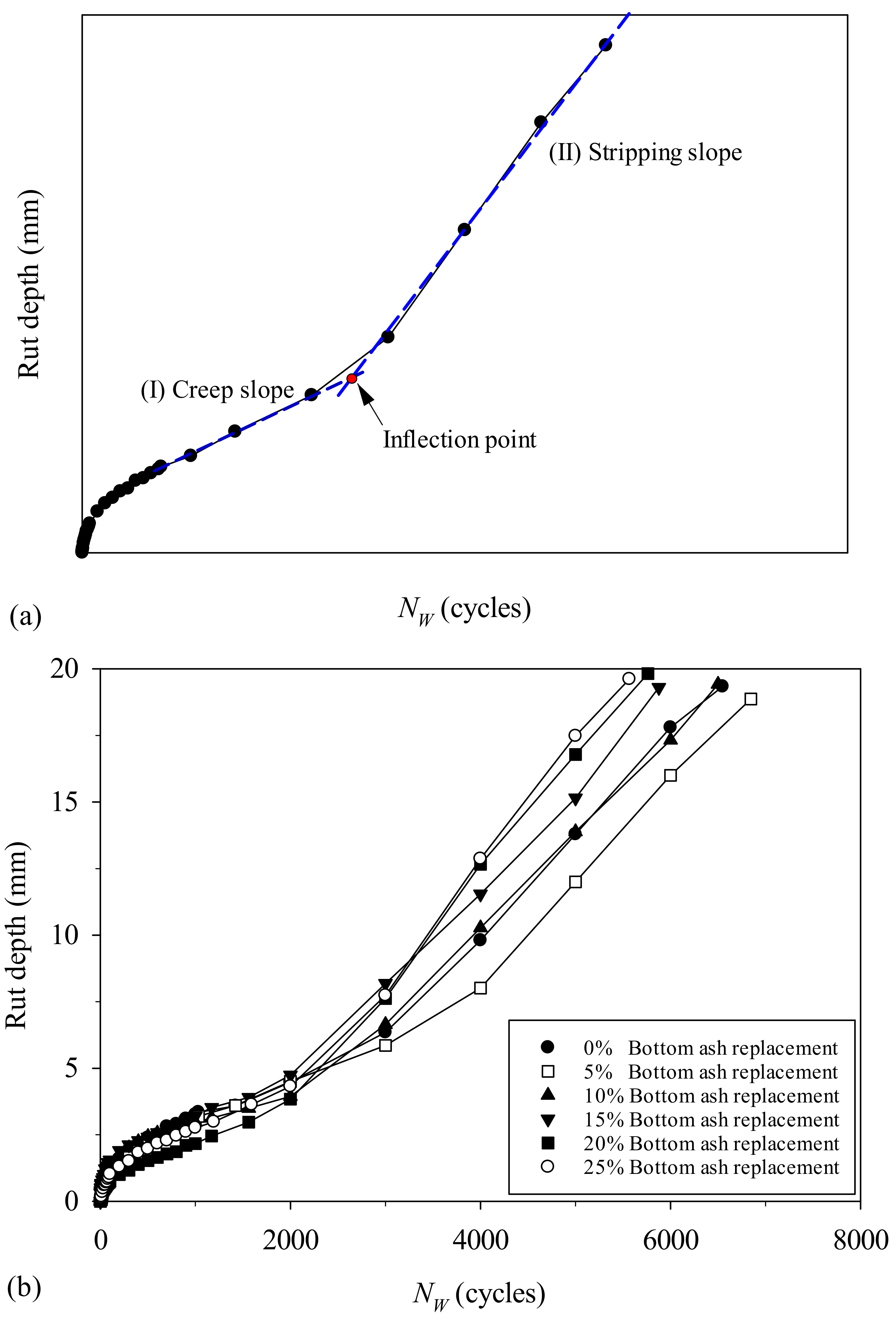
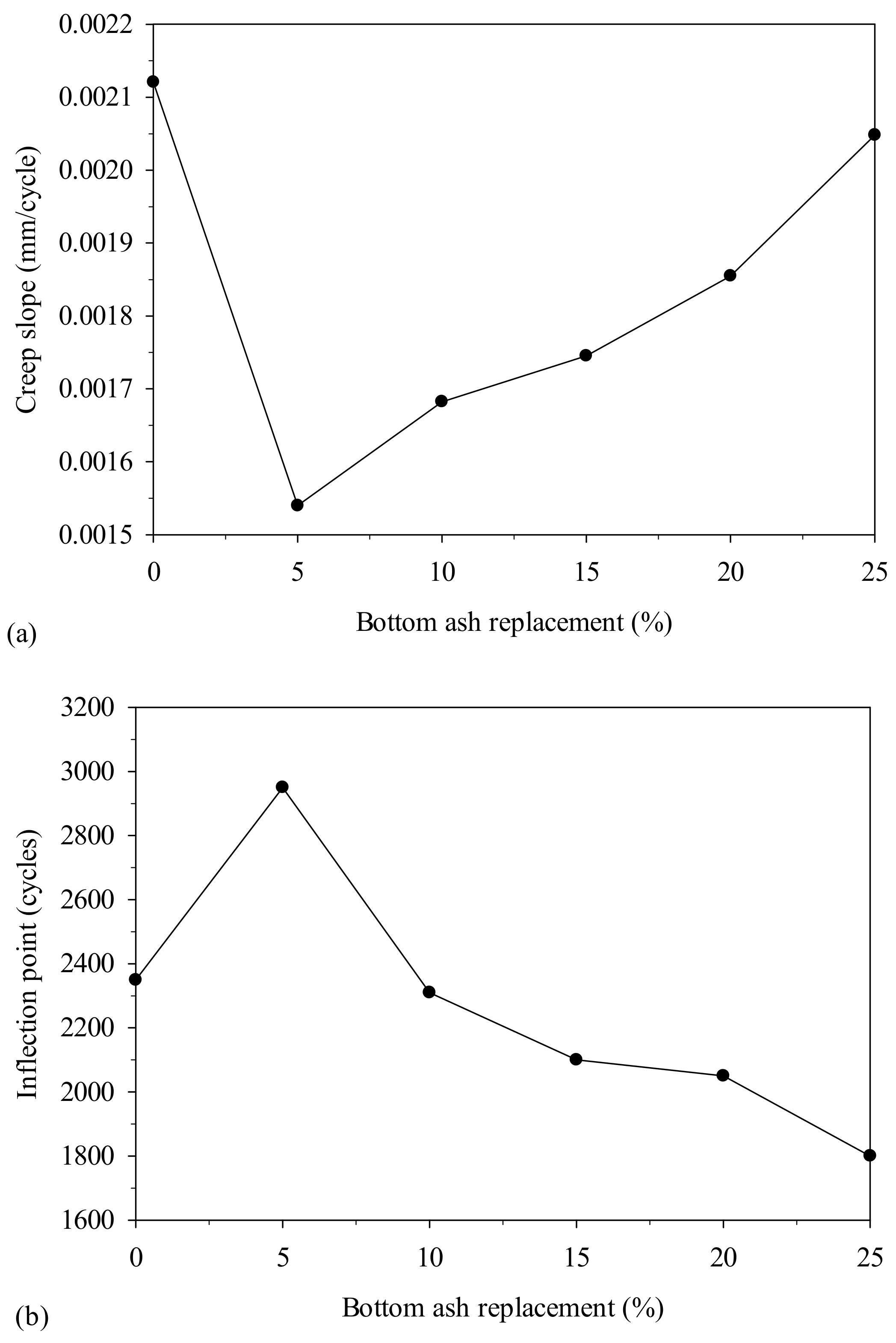
- The wheel-tracker-test results indicated that the BA replacement could improve the creep slope, inflection point, and stripped slope of asphalt concretes, which were in agreement with the dynamic creep test, in that it could, also, improve the PD. As such, BA-asphalt concretes at the OPT-BA had a lower rut depth than the asphalt concretes, at the same number of wheel cycles.
- Based on analysis of the performance tests, IT Mr was, directly, related to the compressive resilient modulus, which controls permanent deformation and rutting resistance. A higher IT Mr is associated with lower PD and rut depth. In other words, the OPT-BA improved both the tensile and compressive cyclic performance, leading to improved ITFL and rutting resistance.
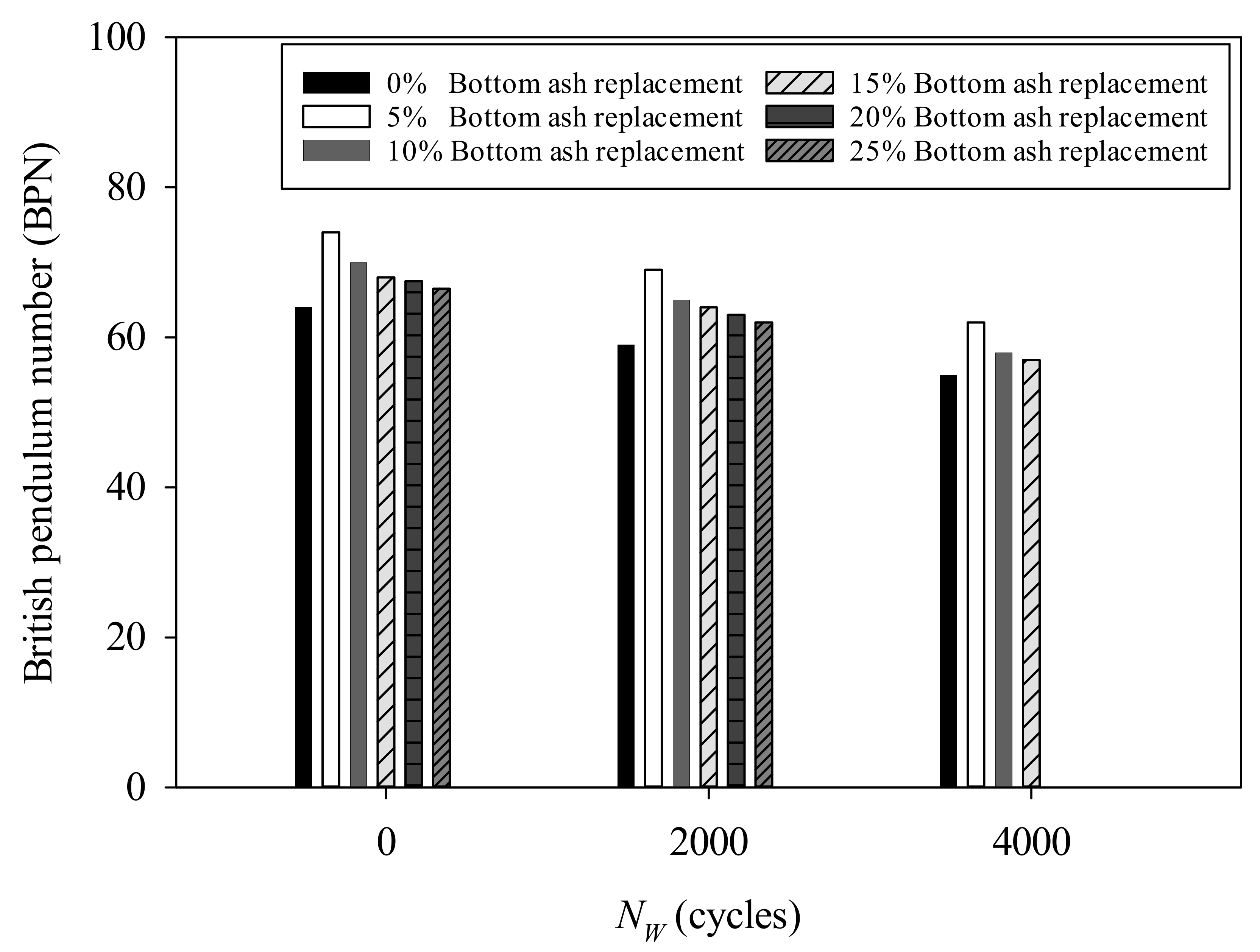
- BPN for all BA-replacement ratios tested decreased with the increased number of wheel cycles. BA replacement was able to improve the BPN, at a given number of wheel cycles, and the highest BPN is found at the OPT-BA, of 5%.
- With the Sustainable Development Goals (SDGs), including the three pillars of sustainability (society, economy, and environment) for the government of Thailand, the usage of BA replacement, even at a small amount, of 5% (given the long road network in Thailand), would benefit the requirements for all three pillars. The outcome of this research will promote the usage of BA, a by-product from coal-fired powerplants, as a cleaner additive in sustainable pavement application. This usage will reduce the environmental problems and create a value-added by-product. This research will be useful for national and international road authorities as well as powerplant administrators worldwide.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kim, H.; Lee, H.-K. Coal BA in field of civil engineering: A review of advanced applications and environmental considerations. KSCE J. Civ. Eng. 2015, 19, 1802–1818. [Google Scholar] [CrossRef]
- Kopsick, D.A.; Angino, E.E. Effect of leachate solutions from fly and BA on groundwater quality. J. Hydrol. 1981, 54, 341–356. [Google Scholar] [CrossRef]
- Lin, C.-Y.; Yang, D.-H. Removal of pollutants from wastewater by coal BA. J. Environ. Sci. Health Part A 2002, 37, 1509–1522. [Google Scholar] [CrossRef] [PubMed]
- Ma, C.J.; Kim, J.H.; Kim, K.H.; Tohno, S.; Kasahara, M. Specification of chemical properties of feed coal and BA collected at a coal-fired power plant. Asian J. Atmos. Environ. 2010, 4, 80–88. [Google Scholar] [CrossRef] [Green Version]
- Jang, A.; Kim, I.S. Solidification and stabilization of Pb, Zn, Cd and Cu in tailing wastes using cement and fly ash. Miner. Eng. 2000, 13, 1659–1662. [Google Scholar] [CrossRef]
- Kim, H.-K.; Lee, H.-K. Use of power plant BA as fine and coarse aggregates in high-strength concrete. Constr. Build. Mater. 2011, 25, 1115–1122. [Google Scholar] [CrossRef]
- Kim, B.; Prezzi, M.; Salgado, R. Geotechnical properties of fly and BA mixtures for use in highway embankments. J. Geotech. Geoenviron. Eng. 2005, 131, 914–924. [Google Scholar] [CrossRef]
- Carpenter, A.C.; Gardner, K.H.; Fopiano, J.; Benson, C.H.; Edil, T.B. Life cycle based risk assessment of recycled materials in roadway construction. Waste Manag. 2007, 27, 1458–1464. [Google Scholar] [CrossRef]
- Bai, Y.; Darcy, F.; Basheer, P.A.M. Strength and drying shrinkage properties of concrete containing furnace BA as fine aggregate. Constr. Build. Mater. 2005, 19, 691–697. [Google Scholar] [CrossRef]
- Cheriaf, M.; Rocha, J.C.; Pera, J. Pozzolanic properties of pulverized coal combustion BA. Cem. Concr. Res. 1999, 29, 1387–1391. [Google Scholar] [CrossRef]
- Sauer, J.J.; Benson, C.H.; Edil, T.B. Metals Leaching from Highway Test Sections Constructed with Industrial Byproducts; University of Wisconsin-Madison: Madison, WI, USA, 2005. [Google Scholar]
- Edil, T.B.; Benson, C.H.; Bin-Shafique, M.; Tanyu, B.F.; Kim, W.H.; Senol, A. Field evaluation of construction alternatives for roadways over soft subgrade. Transp. Res. Rec. 2002, 1786, 36–48. [Google Scholar] [CrossRef]
- Huang, W.-H.; Lovell, C. BA as embankment material. In Geotechnics of Waste Fills—Theory and Practice; ASTM International: West Conshohocken, PA, USA, 1990. [Google Scholar]
- Kayabal, K.; Buluş, G. The usability of BA as an engineering material when amended with different matrices. Eng. Geol. 2000, 56, 293–303. [Google Scholar] [CrossRef]
- Kumar, S.; Stewart, J. Evaluation of Illinois pulverized coal combustion dry BA for use in geotechnical engineering applications. J. Energy Eng. 2003, 129, 42–55. [Google Scholar] [CrossRef]
- Kumar, S.; Vaddu, P. Swell potential of pulverized coal combustion BA amended with sodium bentonite. J. Energy Eng. 2004, 130, 54–65. [Google Scholar] [CrossRef]
- Lovell, C.W.; Ke, T.C.; Huang, W.H.; Lovell, J.E. BA as a highway material. Transp. Res. Rec. 1991, 1310, 106–116. [Google Scholar]
- Bakoshi, T.; Kohno, K.; Kawasaki, S.; Yamaji, N. Strength and durability of concrete using BA as replacement for fine aggregate. Spec. Publ. 1998, 179, 159–172. [Google Scholar]
- Chia, K.-S.; Zhang, M.-H. Workability of air-entrained lightweight concrete from rheology perspective. Mag. Concr. Res. 2007, 59, 367–375. [Google Scholar] [CrossRef]
- Chindaprasirt, P.; Jaturapitakkul, C.; Chalee, W.; Rattanasak, U. Comparative study on the characteristics of fly ash and BA geopolymers. Waste Manag. 2009, 29, 539–543. [Google Scholar] [CrossRef]
- Freidin, C. Cementless pressed blocks from waste products of coal-firing power station. Constr. Build. Mater. 2007, 21, 12–18. [Google Scholar] [CrossRef]
- Kim, H.K.; Jeon, J.H.; Lee, H.K. Workability, and mechanical, acoustic and thermal properties of lightweight aggregate concrete with a high volume of entrained air. Constr. Build. Mater. 2012, 29, 193–200. [Google Scholar] [CrossRef]
- Kizgut, S.; Cuhadaroglu, D.; Samanli, S. Stirred grinding of coal BA to be evaluated as a cement additive. Energy Sources Part A Recovery Util. Environ. Eff. 2010, 32, 1529–1539. [Google Scholar] [CrossRef]
- Kula, I.; Olgun, A.S.İ.M.; Erdogan, Y.; Sevinc, V. Effects of colemanite waste, cool BA, and fly ash on the properties of cement. Cem. Concr. Res. 2001, 31, 491–494. [Google Scholar] [CrossRef]
- Ksaibati, K.; Stephen, J. Utilization of Ba in Asphalt Mixes; University of Wyoming: Laramie, WY, USA, 1999. [Google Scholar]
- Chen, J.S.; Chu, P.Y.; Chang, J.E.; Lu, H.C.; Wu, Z.H.; Lin, K.Y. Engineering and environmental characterization of municipal solid waste BA as an aggregate substitute utilized for asphalt concrete. J. Mater. Civ. Eng. 2008, 20, 432–439. [Google Scholar] [CrossRef]
- Luo, H.L.; Chen, S.H.; Lin, D.F.; Cai, X.R. Use of incinerator BA in open-graded asphalt concrete. Constr. Build. Mater. 2017, 149, 497–506. [Google Scholar] [CrossRef]
- Churchill, E.V.; Amirkhanian, S.N. Coal ash utilization in asphalt concrete mixtures. J. Mater. Civ. Eng. 1999, 11, 295–301. [Google Scholar] [CrossRef]
- Kurama, H.; Kaya, M. Usage of coal combustion BA in concrete mixture. Constr. Build. Mater. 2008, 22, 1922–1928. [Google Scholar] [CrossRef]
- Moulton, L.K.; Seals, R.K.; Anderson, D.A. Utilization of ash from coal burning power plants in highway construction. Transp. Res. Rec. 1973, 430, 26–39. [Google Scholar]
- Tanyu, B.F.; Kim, W.H.; Edil, T.B.; Benson, C.H. Development of methodology to include structural contribution of alternative working platforms in pavement structure. Transp. Res. Rec. 2005, 1936, 70–77. [Google Scholar] [CrossRef]
- Jattak, Z.A.; Hassan, N.A.; Satar, M.K.I.M. Moisture susceptibility and environmental impact of warm mix asphalt containing bottom ash. Case Stud. Constr. Mater. 2021, 15, e00636. [Google Scholar] [CrossRef]
- Vaitkus, A.; Gražulytė, J.; Šernas, O.; Vorobjovas, V.; Kleizienė, R. An algorithm for the use of MSWI bottom ash as a building material in road pavement structural layers. Constr. Build. Mater. 2019, 212, 456–466. [Google Scholar] [CrossRef]
- Tasneem, K.M.; Eun, J.; Nam, B. Leaching behaviour of municipal solid waste incineration bottom ash mixed with Hot-Mix Asphalt and Portland cement concrete used as road construction materials. Road Mater. Pavement Des. 2017, 18, 687–712. [Google Scholar] [CrossRef]
- Lynn, C.J.; Ghataora, G.S.; Obe, R.K.D. Municipal incinerated bottom ash (MIBA) characteristics and potential for use in road pavements. Int. J. Pavement Res. Technol. 2017, 10, 185–201. [Google Scholar] [CrossRef]
- Javilla, B.; Fang, H.; Mo, L.; Shu, B.; Wu, S. Test evaluation of rutting performance indicators of asphalt mixture. Constr. Build. Mater. 2017, 155, 1215–1223. [Google Scholar] [CrossRef]
- Polaczyk, P.; Ma, Y.; Xiao, R.; Hu, W.; Jiang, X.; Huang, B. Characterization of aggregate interlocking in hot mix asphalt by mechanistic performance tests. Road Mater. Pavement Des. 2021, 22, S498–S519. [Google Scholar] [CrossRef]
- Austroads. Pavement Design: A Guide to the Structural Design of Road Pavements; Austroads: Sydney, Austtralia, 2004. [Google Scholar]
- Modarres, A.; Alinia, P. Bengar Investigating the indirect tensile stiffness, toughness and fatigue life of hot mix asphalt containing copper slag powder. Int. J. Pavement Eng. 2019, 20, 977–985. [Google Scholar] [CrossRef]
- Hasita, S.; Hoy, M.; Suddeepong, A.; Horpibulsuk, S.; Yeanyong, C.; Arulrajah, A.; Mohammadinia, A. Performance and toxic leaching evaluation of dense-graded asphalt concretes using steel slag as aggregate. J. Mater. Civ. Eng. 2021, 33, 04020432. [Google Scholar] [CrossRef]
- Hasita, S.; Rachan, R.; Suddeepong, A.; Horpibulsuk, S.; Arulrajah, A.; Mohammadinia, A.; Nazir, A. Performance improvement of asphalt concretes using steel slag as a replacement material. J. Mater. Civ. Eng. 2020, 32, 04020227. [Google Scholar] [CrossRef]
- Takaikaew, T.; Tepsriha, P.; Horpibulsuk, S.; Hoy, M.; Kaloush, K.E.; Arulrajah, A. Performance of fiber-reinforced asphalt concretes with various asphalt binders in Thailand. J. Mater. Civ. Eng. 2018, 30, 04018193. [Google Scholar] [CrossRef]
- Thailand Office of Transport and Traffic Policy and Planning. Annual Report 2018. In Transport Infrastructure Status Report 2018; Thailand Office of Transport and Traffic Policy and Planning: Bangkok, Thailand, 2018. [Google Scholar]
- Andres-Valeri, V.C.; Rodriguez-Torres, J.; Calzada-Perez, M.A.; Rodriguez-Hernandez, J. Exploratory study of porous asphalt mixtures with additions of reclaimed tetra pak material. Constr. Build. Mater. 2018, 160, 233–239. [Google Scholar] [CrossRef] [Green Version]
- Hassan, H.F.; Al-Jabri, K.S. Effect of organic fibers on open-graded friction course mixture properties. Int. J. Pavement Eng. 2005, 6, 67–75. [Google Scholar] [CrossRef]
- Gupta, A.; Lastra-Gonzalez, P.; Rodriguez-Hernandez, J.; González, M.G.; Castro-Fresno, D. Critical assessment of new polymer-modified bitumen for porous asphalt mixtures. Constr. Build. Mater. 2021, 307, 124957. [Google Scholar] [CrossRef]
- Pirmohammad, S.; Mengharpey, M.H. Influence of natural fibers on fracture strength of WMA (warm mix asphalt) concretes using a new fracture test specimen. Constr. Build. Mater. 2020, 251, 118927. [Google Scholar] [CrossRef]
- Pirmohammad, S.; Shokorlou, Y.M.; Amani, B. Influence of natural fibers (kenaf and goat wool) on mixed mode I/II fracture strength of asphalt mixtures. Constr. Build. Mater. 2020, 239, 117850. [Google Scholar] [CrossRef]
- DH-S 408/1989; Standard for Highway Construction. Thailand Department of Highways: Bangkok, Thailand, 1996.
- DH-SP 401/1988; Specification for Asphalt Cemen. Thailand Department of Highways: Bangkok, Thailand, 1996.
- DH-T 604/1971; Specification for Hot-applied Thermoplastic Road Marking Materials. Thailand Department of Highways: Bangkok, Thailand, 1996.
- ASTM D6927-15; Standard Test Method for Marshall Stability and Flow of Asphalt Mixtures. ASTM: West Conshohocken, PA, USA, 2015.
- DH-S 413/2001; Standard for Materail Testing. Thailand Department of Highways: Bangkok, Thailand, 1996.
- ASTM D6931-17; Standard Test Method for Indirect Tensile (IDT) Strength of Asphalt Mixtures. ASTM: West Conshohocken, PA, USA, 2017.
- ASTM D4123-82; Standard Test Method for Indirect Tension Test for Resilient Modulus of Bituminous Mixtures. ASTM: West Conshohocken, PA, USA, 1995.
- EN 12697-24; Bituminous 830 Mixtures-Test Methods for Hot Mix Asphalt-Part 24: Resistance to 831 Fatigue. CEN (European Committee for Standardization): Brussels, Belgium, 2004.
- AS 2891.12.1-1995; Methods of sampling and testing asphalt, method 12.1: Determination of the permanent compressive strain characteristics of asphalt-dynamic creep test; Standards Australia: Sydney, NSW, Australia, 1995.
- AASHTO T 324; Standard method of test for Hamburg wheel-track testing of compacted hot mix asphalt (HMA). American Association of State Highway and Transportation Officials (AASHTO): Washington, DC, USA, 2011.
- ASTM E303-93; Standard Test Method for Measuring Surface Frictional Properties Using the British Pendulum Tester. ASTM: West Conshohocken, PA, USA, 2022.
- Hanoon, A.N.; Jaafar, M.S.; Hejazi, F.; Abdul Aziz, F.N. Energy absorption evaluation of reinforced concrete beams under various loading rates based on particle swarm optimization technique. Eng. Optim. 2017, 49, 1483–1501. [Google Scholar] [CrossRef]
- Lv, Q.; Huang, W.; Sadek, H.; Xiao, F.; Yan, C. Investigation of the rutting performance of various modified asphalt mixtures using the Hamburg Wheel-Tracking Device test and Multiple Stress Creep Recovery test. Constr. Build. Mater. 2019, 206, 62–70. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Limestone | BA | DH-S 408/1989 Specifications |
|---|---|---|---|
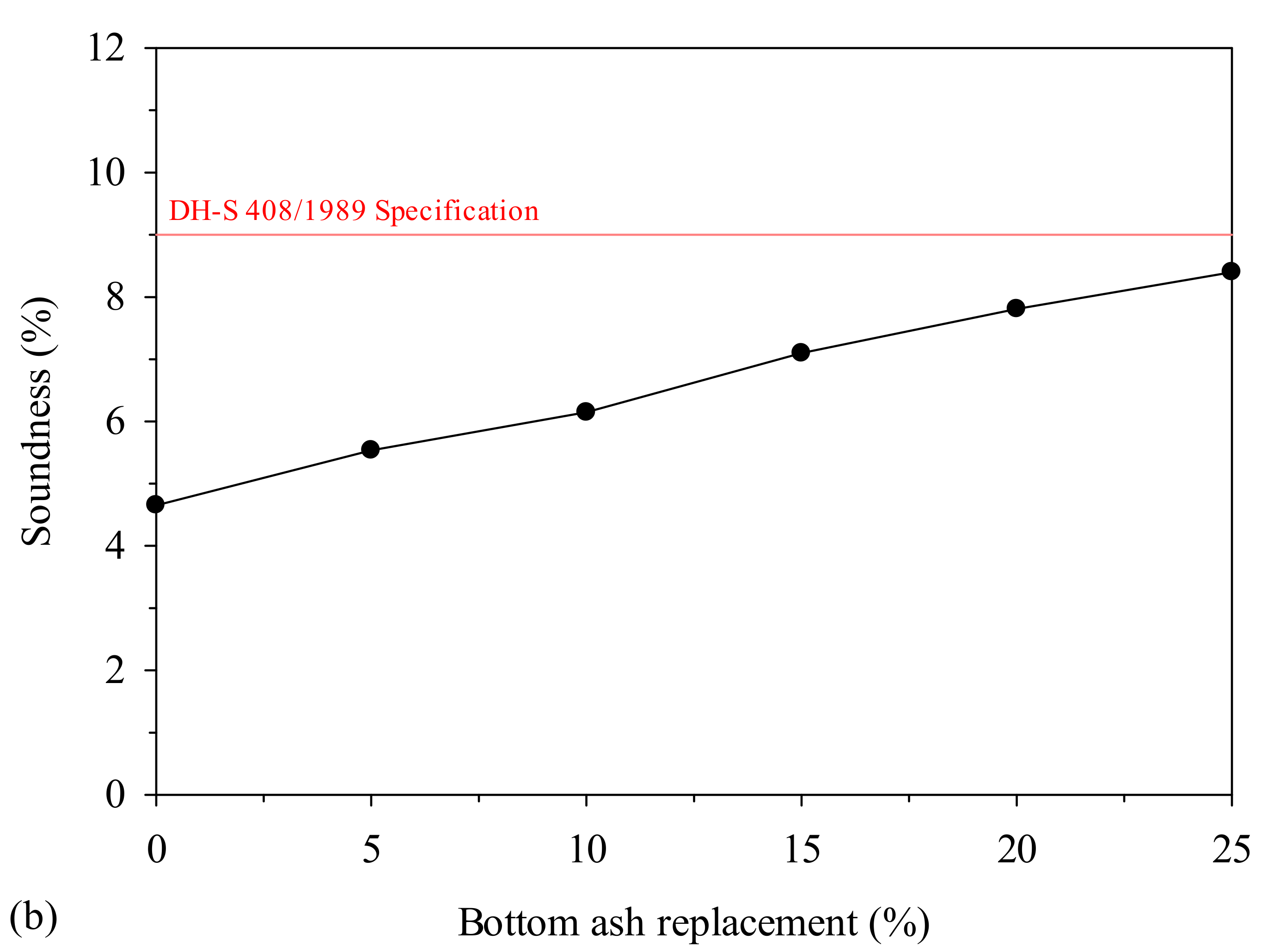
| Soundness (%) | 4.65 | 24.3 | ≤9% |
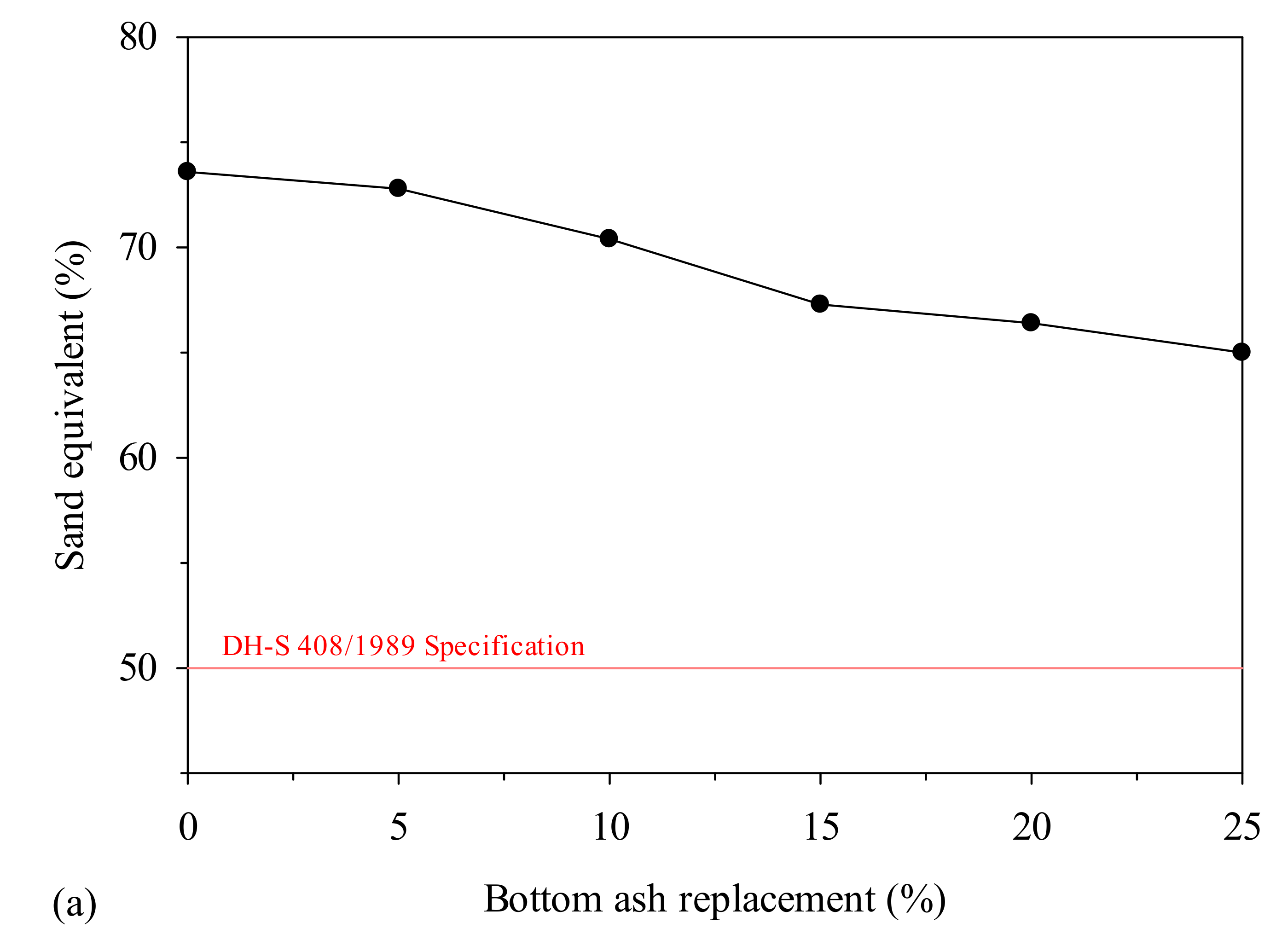
| Sand equivalent (%) | 73.6 | 53.1 | ≥50% |
| Specific gravity | 2.64 | 2.53 | - |
| Properties | Limestone | DH-S 408/1989 Specifications | |
|---|---|---|---|
| Soundness (%) | 1.96 | 9% max | |
| Los Angeles abrasion value, LA (%) | 28.7 | 40% max | |
| Elongation index (%) | Bin 2 | 20.5 | 30% max |
| Bin 3 | 22.0 | ||
| Bin 4 | 24.9 | ||
| Flakiness index (%) | Bin 2 | 19.9 | 30% max |
| Bin 3 | 22.4 | ||
| Bin 4 | 23.6 | ||
| Specific gravity | Bin 2 | 2.69 | - |
| Bin 3 | 2.703 | - | |
| Bin 4 | 2.709 | - | |
| Aggregate impact value, AIV (%) | 21.3 | 25% max | |
| Aggregate crushing value, ACV (%) | 20.8 | 25% max | |
| Asphalt absorption (%) | 0.24 | - | |
| Properties | Units | Specifications | Results |
|---|---|---|---|
| Penetration | - | 60–70 | 67 |
| Softening point | °C | 45–55 | 47.8 |
| Flash point | °C | >232 | 332 |
| Ductility at 25 °C | cm | >100 | 150 |
| Solubility in trichloroethylene | %wt | >99.0 | 99.97 |
| Elastic recovery | % | - | 35 |
| Specific gravity at 25 °C | - | - | 1.02 |
| Test on residue from thin-film oven test (5 h at 163 °C) | |||
| Weight loss | % by wt. | <0.8 | 0.12 |
| Penetration | % by wt. | >54 | 71.1 |
| Ductility at 25 °C | cm | >50 | 150 |
| Total Weight of Aggregate per Sample (g) | BA Replacement | Limestone Aggregate | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Bin 1 | Bin 2 | Bin 3 | Bin 4 | |||||||
| (4.75–0.075 mm) | (4.75–0.6 mm) | (12.5–2.36 mm) | (19.0–4.75 mm) | |||||||
| % wt. of Bin 1 | Weight (g) | % wt. | Weight (g) | % wt. | Weight (g) | % wt. | Weight (g) | % wt. | Weight (g) | |
| 1200.00 | 0 | 0.00 | 35.00 | 420.00 | 22.00 | 264.00 | 24.00 | 288.00 | 19.00 | 280.00 |
| 5 | 21.00 | 33.25 | 399.00 | |||||||
| 10 | 42.00 | 31.50 | 378.00 | |||||||
| 15 | 63.00 | 29.75 | 357.00 | |||||||
| 20 | 84.00 | 28.00 | 336.00 | |||||||
| 25 | 105.00 | 26.25 | 315.00 | |||||||
| BA Replacement-Ratio by wt. of Aggregate (%) | Optimum Bituminous Binder (%) | Density (%) | VMA (%) | Air Voids (%) | VFB (%) |
|---|---|---|---|---|---|
| 0 | 5.0 | 2.391 | 14.3 | 4.0 | 81.3 |
| 0 | 4.9 | 2.389 | 14.7 | 4.0 | 75.5 |
| 5 | 5.0 | 2.385 | 15.0 | 4.0 | 75.8 |
| 10 | 5.1 | 2.379 | 15.7 | 4.0 | 75.84 |
| 15 | 5.2 | 2.368 | 16.5 | 4.0 | 76.4 |
| 20 | 5.4 | 2.356 | 17.8 | 4.0 | 76.7 |
| 25 | 5.5 | 2.338 | 18.7 | 4.0 | 78.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Buritatum, A.; Suddeepong, A.; Horpibulsuk, S.; Akkharawongwhatthana, K.; Yaowarat, T.; Hoy, M.; Bunsong, C.; Arulrajah, A. Improved Performance of Asphalt Concretes using Bottom Ash as an Alternative Aggregate. Sustainability 2022, 14, 7033. https://doi.org/10.3390/su14127033
Buritatum A, Suddeepong A, Horpibulsuk S, Akkharawongwhatthana K, Yaowarat T, Hoy M, Bunsong C, Arulrajah A. Improved Performance of Asphalt Concretes using Bottom Ash as an Alternative Aggregate. Sustainability. 2022; 14(12):7033. https://doi.org/10.3390/su14127033
Chicago/Turabian StyleBuritatum, Apinun, Apichat Suddeepong, Suksun Horpibulsuk, Kongsak Akkharawongwhatthana, Teerasak Yaowarat, Menglim Hoy, Chalermphol Bunsong, and Arul Arulrajah. 2022. "Improved Performance of Asphalt Concretes using Bottom Ash as an Alternative Aggregate" Sustainability 14, no. 12: 7033. https://doi.org/10.3390/su14127033