
On the Properties Evolution of Eco-Material Dedicated to Manufacturing Artificial Reef via 3D Printing: Long-Term Interactions of Cementitious Materials in the Marine Environment

 ,
,  , , , , , , , , , and add
Show full author list
, , , , , , , , , and add
Show full author list
Abstract
:1. Introduction

2. Experimental Program
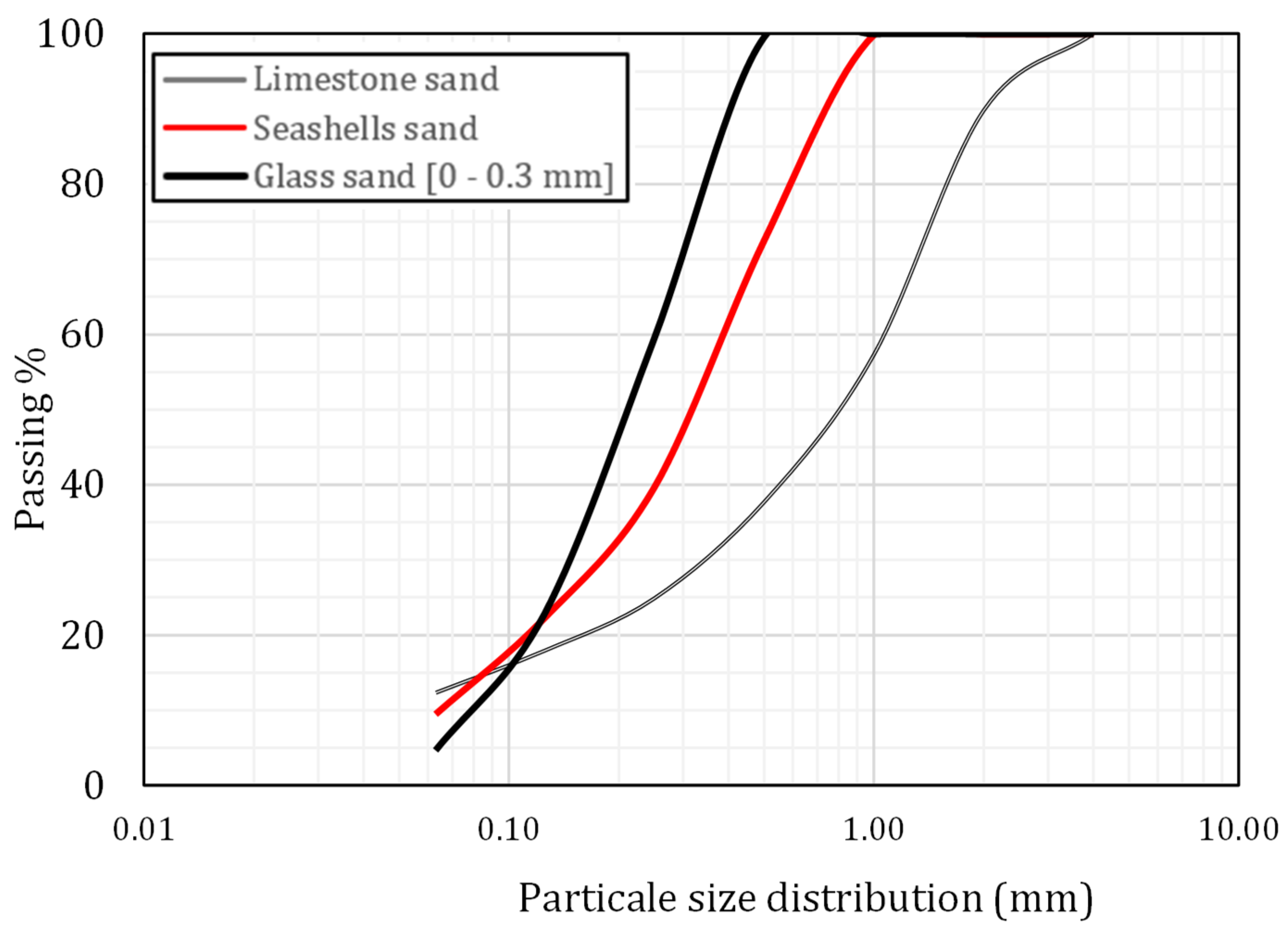
2.1. Raw Materials
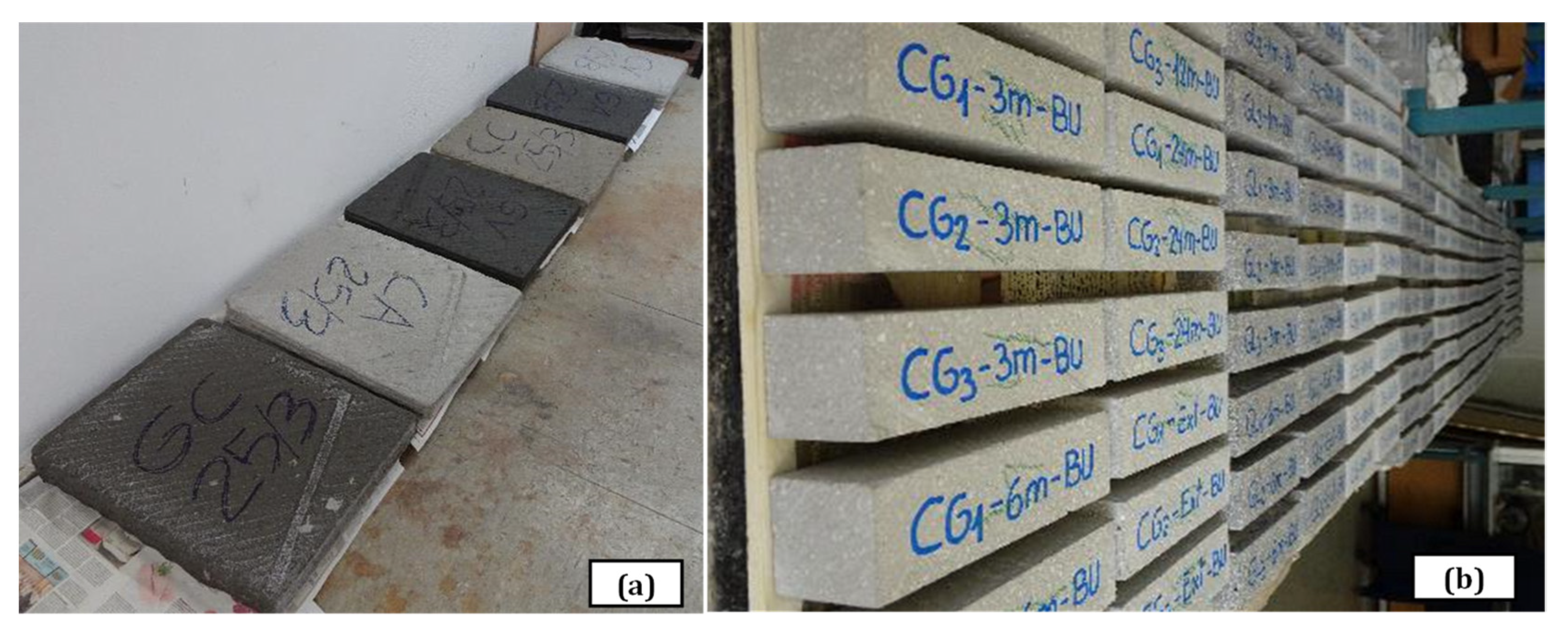
2.2. Sample Manufacturing
2.3. Immersion and Monitoring
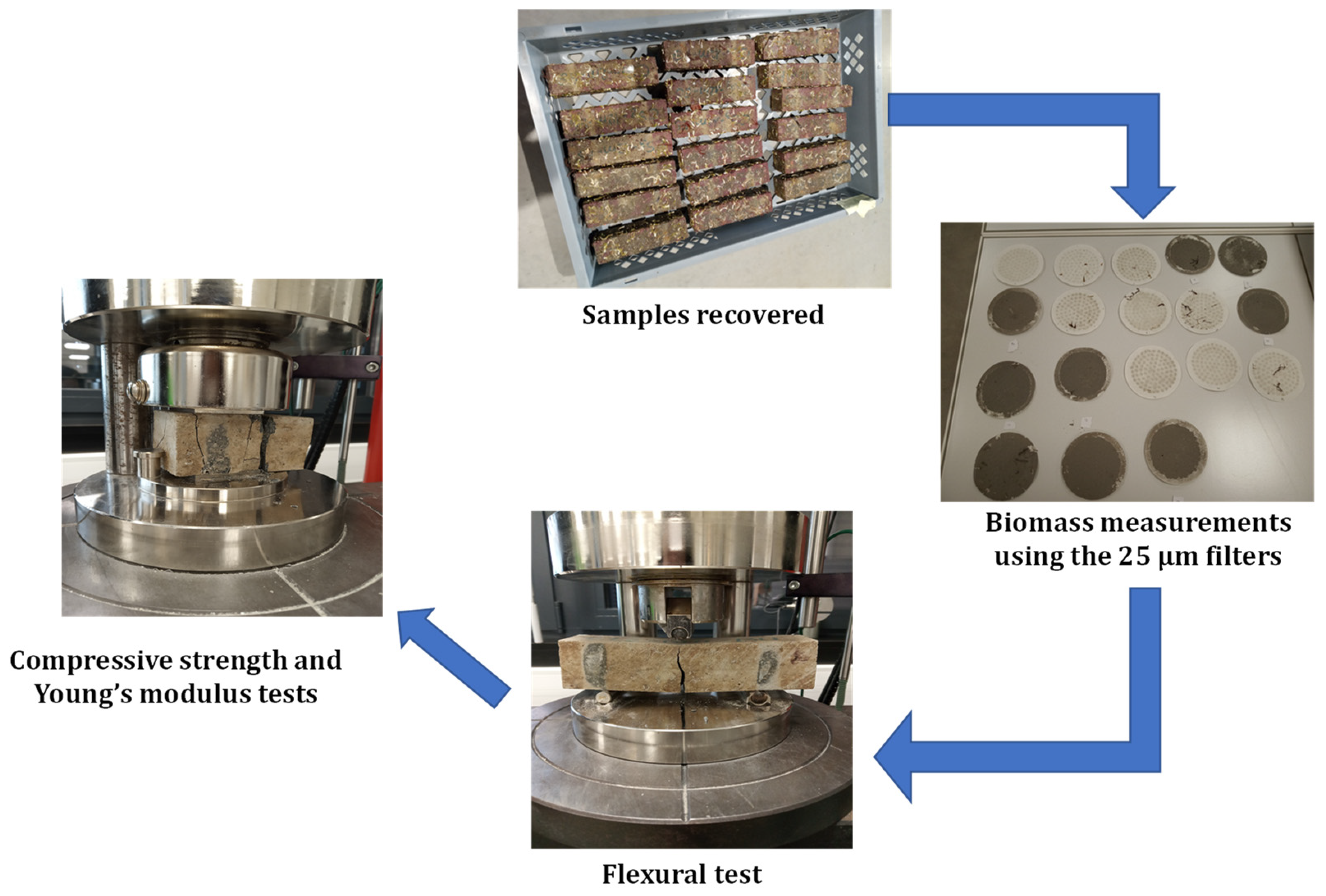
2.4. Experimental Protocol
3. Results and Discussion
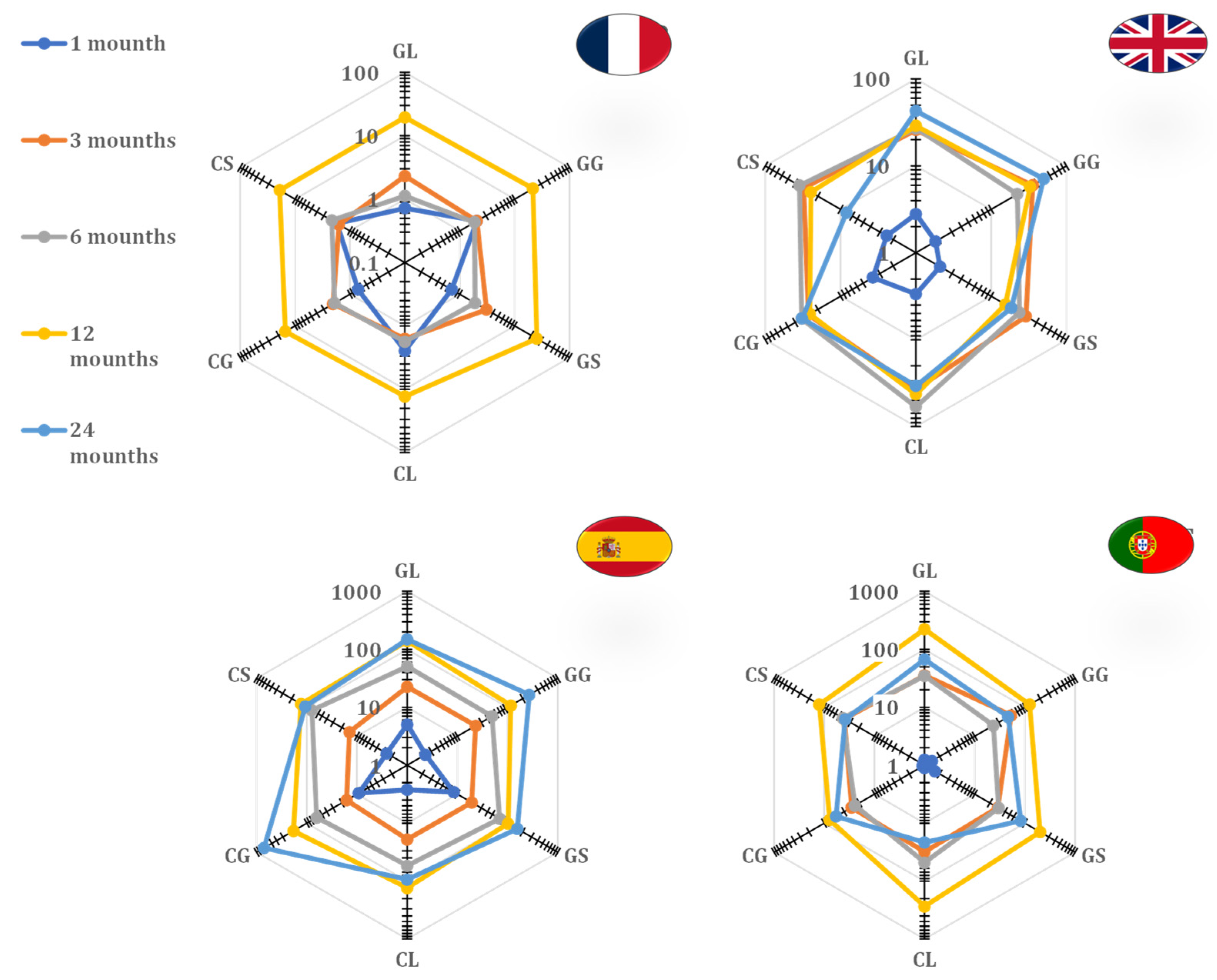
3.1. Biomass Weights Results of All Immersion Time
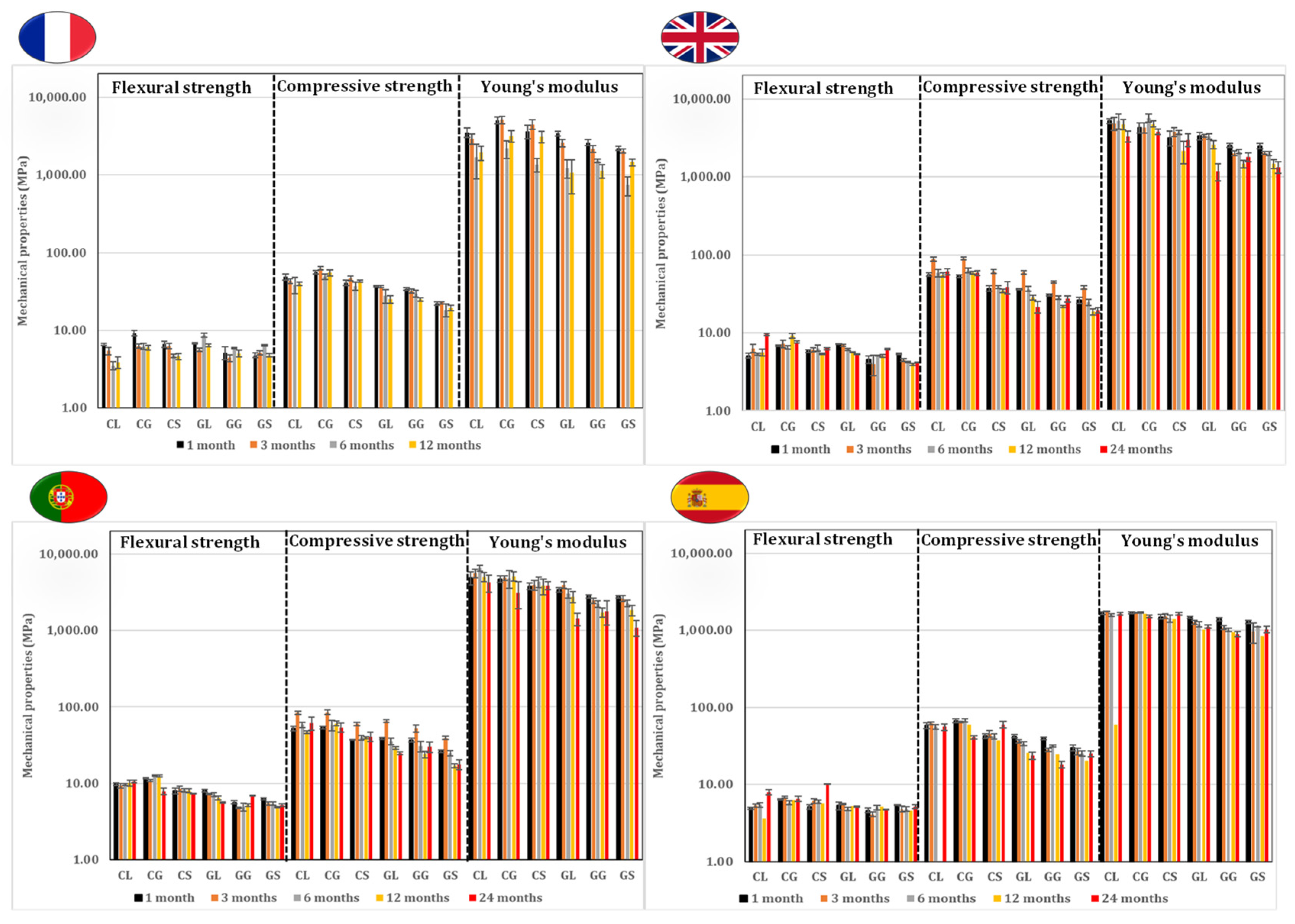
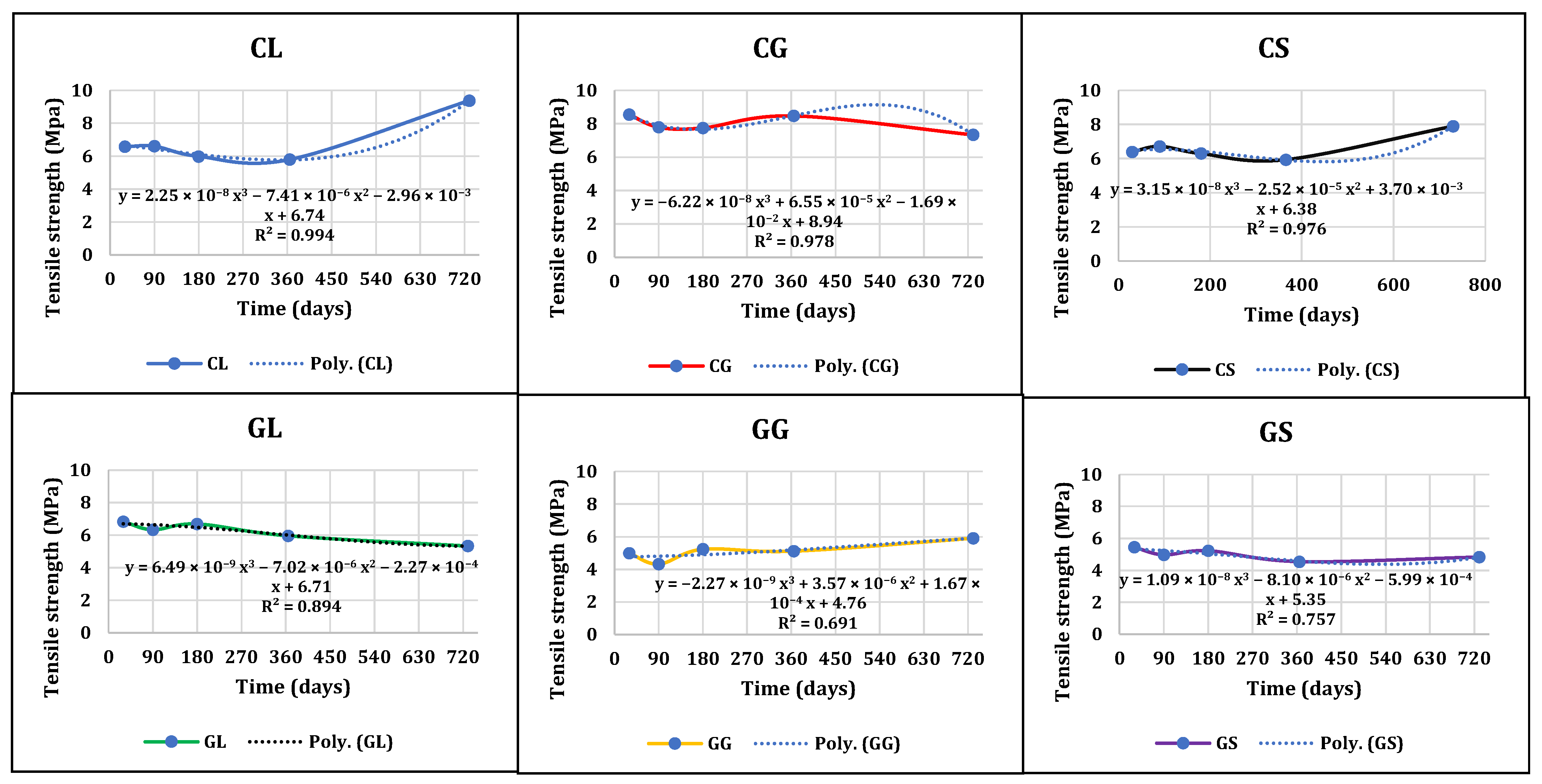
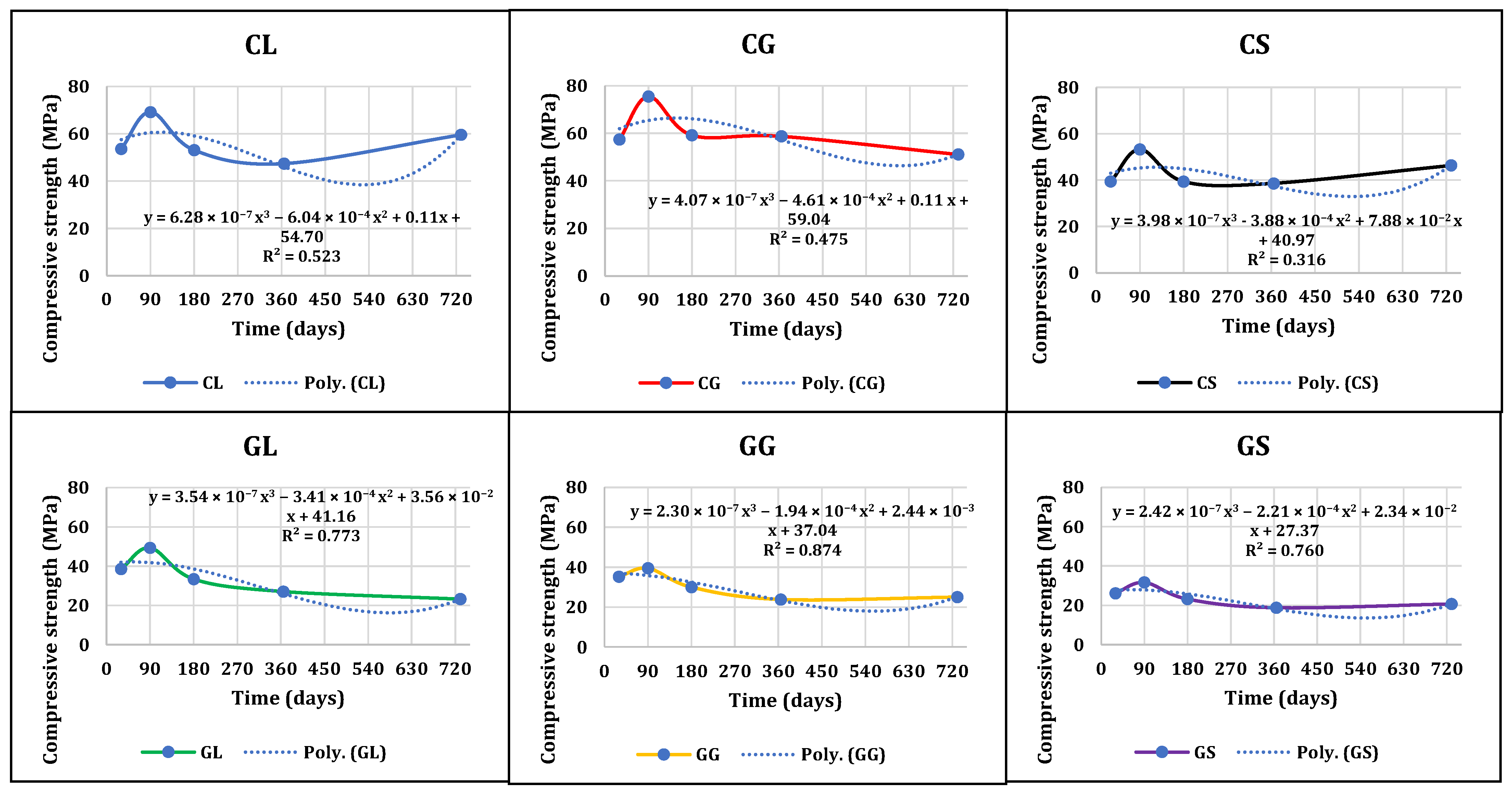
3.2. Mechanical Properties Results
4. Conclusions
- CL and CG formulations show the higher value in terms of mechanical properties and bio-colonization mass.
- Formulations based on CEM III presented better results than those based on geopolymer.
- A decrease of the mechanical properties with the immersion duration was observed.
- Due to the interaction between the cementitious materials and marine environment, an increase of bio-colonization mass was noticed until one year of immersion, after which a decrease was noted.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hess, R.W.; Hynes, M.V.; Peters, J.E. Disposal Options for Ships; 2001. [Google Scholar] [CrossRef]
- Crain, C.M.; Halpern, B.S.; Beck, M.W.; Kappel, C.V. Understanding and Managing Human Threats to the Coastal Marine Environment. Ann. N. Y. Acad. Sci. 2009, 1162, 39–62. [Google Scholar] [CrossRef] [PubMed]
- Baine, M. Artificial reefs: A review of their design, application, management and performance. Ocean Coast. Manag. 2001, 44, 241–259. [Google Scholar] [CrossRef]
- Reis, B.; van der Linden, P.; Pinto, I.S.; Almada, E.; Borges, M.T.; Hall, A.E.; Stafford, R.; Herbert, R.J.H.; Lobo-Arteaga, J.; Gaudêncio, M.J.; et al. Artificial reefs in the North –East Atlantic area: Present situation, knowledge gaps and future perspectives. Ocean Coast. Manag. 2021, 213, 105854. [Google Scholar] [CrossRef]
- Firth, L.; Knights, A.; Bridger, D.; Evans, A.; Mieszkowska, N.; Moore, P.; O’connor, N.; Sheehan, E.; Thompson, R.; Hawkins, S. Ocean Sprawl: Challenges and Opportunities for Biodiversity Management in A Changing World. In Oceanography and Marine Biology; CRC Press: Boca Raton, FL, USA, 2016; pp. 193–270. [Google Scholar] [CrossRef] [Green Version]
- Schygulla, C.; Peine, F. Nienhagen reef: Abiotic boundary conditions at a large brackish water artificial reef in the baltic sea. J. Coast. Res. 2013, 29, 478–486. [Google Scholar] [CrossRef] [Green Version]
- Spagnolo, A.; Cuicchi, C.; Punzo, E.; Santelli, A.; Scarcella, G.; Fabi, G. Patterns of colonization and succession of benthic assemblages in two artificial substrates. J. Sea Res. 2014, 88, 78–86. [Google Scholar] [CrossRef]
- Charbonnel, E.; Carnus, F.; Ruitton, S.; le Direac’h, L.; Harmelin, J.-G.; Beurois, J. Artificial Reefs in Marseille: From Complex Natural Habitats to Concepts of Efficient Artificial Reef Design. In Global Change: Mankind-Marine Environment Interactions; Springer: Dordrecht, The Netherlands, 2010; pp. 81–82. [Google Scholar] [CrossRef]
- Ramos, J.; Lino, P.G.; Himes-Cornell, A.; Santos, M.N. Local fishermen’s perceptions of the usefulness of artificial reef ecosystem services in Portugal. Peer J. 2019, 6, e6206. [Google Scholar] [CrossRef] [PubMed]
- Kruth, J.-P.; Leu, M.C.; Nakagawa, T. Progress in Additive Manufacturing and Rapid Prototyping. Cirp Ann. 1998, 47, 525–540. [Google Scholar] [CrossRef]
- Chu, C.; Graf, G.; Rosen, D.W. Design for Additive Manufacturing of Cellular Structures. Comput. Aided Des. Appl. 2008, 5, 686–696. [Google Scholar] [CrossRef] [Green Version]
- Gero, J.S. Recent Advances in Computational Models of Creative Design. In Computing in Civil and Building Engineering; Pahl, P., Werner, H., Eds.; Balkema: Rotterdam, The Netherlands, 1995; pp. 21–30. Available online: https://cs.gmu.edu/~jgero/publications/1996.html (accessed on 8 June 2022).
- Cesaretti, G.; Dini, E.; de Kestelier, X.; Colla, V.; Pambaguian, L. Building components for an outpost on the Lunar soil by means of a novel 3D printing technology. Acta Astronaut. 2014, 93, 430–450. [Google Scholar] [CrossRef]
- Lloret, E.; Shahab, A.R.; Linus, M.; Flatt, R.J.; Gramazio, F.; Kohler, M.; Langenberg, S. Complex concrete structures. Comput. Des. 2015, 60, 40–49. [Google Scholar] [CrossRef]
- Pegna, J. Exploratory investigation of solid freeform construction. Autom. Constr. 1997, 5, 427–437. [Google Scholar] [CrossRef]
- Lowke, D.; Dini, E.; Perrot, A.; Weger, D.; Gehlen, C.; Dillenburger, B. Particle-bed 3D printing in concrete construction—Possibilities and challenges. Cem. Concr. Res. 2018, 112, 50–65. [Google Scholar] [CrossRef]
- Kazemian, A.; Yuan, X.; Cochran, E.; Khoshnevis, B. Cementitious materials for construction-scale 3D printing: Laboratory testing of fresh printing mixture. Constr. Build. Mater. 2017, 145, 639–647. [Google Scholar] [CrossRef]
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Gibb, A.G.F.; Thorpe, T. Mix design and fresh properties for high-performance printing concrete. Mater. Struct. 2012, 45, 1221–1232. [Google Scholar] [CrossRef] [Green Version]
- Ma, G.; Wang, L. A critical review of preparation design and workability measurement of concrete material for largescale 3D printing. Front. Struct. Civ. Eng. 2018, 12, 382–400. [Google Scholar] [CrossRef]
- Perrot, A.; Mélinge, Y.; Rangeard, D.; Micaelli, F.; Estellé, P.; Lanos, C. Use of ram extruder as a combined rheo-tribometer to study the behaviour of high yield stress fluids at low strain rate. Rheol. Acta 2012, 51, 743–754. [Google Scholar] [CrossRef] [Green Version]
- Cépralmar, Région Languedoc-Roussillon – 21 avril 2015 - Guide Pratique D’aide à L’élaboration, L’exploitation et la Gestion des Récifs Artificiels en Languedoc-Roussillon: 236 pages. Available online: https://pole-lagunes.org/guide-pratique-daide-a-lelaboration-lexploitation-et-la-gestion-des-recifs-artificiels-en-languedoc-roussillon/ (accessed on 8 June 2022).
- Yoris-Nobile, A.I.; Lizasoain-Arteaga, E.; Slebi-Acevedo, C.J.; Blanco-Fernandez, E.; Alonso-Cañon, S.; Indacoechea-Vega, I.; Castro-Fresno, D. Life cycle assessment (LCA) and multi-criteria decision-making (MCDM) analysis to determine the performance of 3D printed cement mortars and geopolymers. J. Sustain. Cem. Mater. 2022, 1–18. [Google Scholar] [CrossRef]
- Ly, O.; Yoris-Nobile, A.I.; Sebaibi, N.; Blanco-Fernandez, E.; Boutouil, M.; Castro-Fresno, D.; Hall, A.E.; Herbert, R.J.H.; Deboucha, W.; Reis, B.; et al. Optimisation of 3D printed concrete for artificial reefs: Biofouling and mechanical analysis. Constr. Build. Mater. 2021, 272, 121649. [Google Scholar] [CrossRef]
- NF EN196–1; Methods of testing cement—Part 1: Determination of strength. AFNOR edition; CEN: Paris, France, 2016.
- El-Khoury, M.; Roziere, E.; Grondin, F.; Cortas, R.; Chehade, F.H. Experimental evaluation of the effect of cement type and seawater salinity on concrete offshore structures. Constr. Build. Mater. 2022, 322, 126471. [Google Scholar] [CrossRef]
- Hayek, M.; Salgues, M.; Habouzit, F.; Bayle, S.; Souche, J.-C.; de Weerdt, K.; Pioch, S. In vitro and in situ tests to evaluate the bacterial colonization of cementitious materials in the marine environment. Cem. Concr. Compos. 2020, 113, 103748. [Google Scholar] [CrossRef]
- Boukhelf, F.; Cherif, R.; Trabelsi, A.; Belarbi, R.; Bouiadjra, M.B. On the hygrothermal behavior of concrete containing glass powder and silica fume. J. Clean. Prod. 2021, 318, 128647. [Google Scholar] [CrossRef]
- Sebaibi, N.; Benzerzour, M.; Abriak, N.-E.; Binetruy, C. Mechanical and physical properties of a cement matrix through the recycling of thermoset composites. Constr. Build. Mater. 2012, 34, 226–235. [Google Scholar] [CrossRef]
- Zeng, H.; Li, Y.; Zhang, J.; Chong, P.; Zhang, K. Effect of limestone powder and fly ash on the pH evolution coefficient of concrete in a sulfate-freeze–thaw environment. J. Mater. Res. Technol. 2022, 16, 1889–1903. [Google Scholar] [CrossRef]
- Polder, R.B.; Peelen, W.H. Characterisation of chloride transport and reinforcement corrosion in concrete under cyclic wetting and drying by electrical resistivity. Cem. Concr. Compos. 2002, 24, 427–435. [Google Scholar] [CrossRef]
- Mittermayr, F.; Rezvani, M.; Baldermann, A.; Hainer, S.; Breitenbücher, P.; Juhart, J.; Graubner, C.-A.; Proske, T. Sulfate resistance of cement-reduced eco-friendly concretes. Cem. Concr. Compos. 2015, 55, 364–373. [Google Scholar] [CrossRef]
- Osmanovic, Z.; Haračić, N.; Zelić, J. Properties of blastfurnace cements (CEM III/A, B, C) based on Portland cement clinker, blastfurnace slag and cement kiln dusts. Cem. Concr. Compos. 2018, 91, 189–197. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | C3S | C2S | C3A | C4AF |
|---|---|---|---|---|
| CEM III/B | 67% | 11% | 10% | 8% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Boukhelf, F.; Sebaibi, N.; Boutouil, M.; Yoris-Nobile, A.I.; Blanco-Fernandez, E.; Castro-Fresno, D.; Real-Gutierrez, C.; Herbert, R.J.H.; Greenhill, S.; Reis, B.; et al. On the Properties Evolution of Eco-Material Dedicated to Manufacturing Artificial Reef via 3D Printing: Long-Term Interactions of Cementitious Materials in the Marine Environment. Sustainability 2022, 14, 9353. https://doi.org/10.3390/su14159353
Boukhelf F, Sebaibi N, Boutouil M, Yoris-Nobile AI, Blanco-Fernandez E, Castro-Fresno D, Real-Gutierrez C, Herbert RJH, Greenhill S, Reis B, et al. On the Properties Evolution of Eco-Material Dedicated to Manufacturing Artificial Reef via 3D Printing: Long-Term Interactions of Cementitious Materials in the Marine Environment. Sustainability. 2022; 14(15):9353. https://doi.org/10.3390/su14159353
Chicago/Turabian StyleBoukhelf, Fouad, Nassim Sebaibi, Mohamed Boutouil, Adrian I. Yoris-Nobile, Elena Blanco-Fernandez, Daniel Castro-Fresno, Carlos Real-Gutierrez, Roger J. H. Herbert, Sam Greenhill, Bianca Reis, and et al. 2022. "On the Properties Evolution of Eco-Material Dedicated to Manufacturing Artificial Reef via 3D Printing: Long-Term Interactions of Cementitious Materials in the Marine Environment" Sustainability 14, no. 15: 9353. https://doi.org/10.3390/su14159353