
Utilising Digital Twins to Bolster the Sustainability of Logistics Processes in Industry 4.0


1
Institute of logistics and Transport, Faculty of Mining, Ecology, Process Control and Geotechnology, Technical University of Kosice, Letná 9, 042 00 Košice, Slovakia
2
SOVA Digital a.s., Bojnická 3, 831 04 Bratislava, Slovakia
*
Author to whom correspondence should be addressed.
Sustainability 2024, 16(6), 2575; https://doi.org/10.3390/su16062575
Submission received: 19 February 2024
/
Revised: 15 March 2024
/
Accepted: 18 March 2024
/
Published: 21 March 2024
(This article belongs to the Special Issue Advancing Sustainable Supply Chain Management and Circular Economy through Industry 4.0 Technologies)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:Industry 4.0, characterized by the integration of advanced technologies, has allowed industries to optimise operations, reduce waste, and minimize environmental impact. Digitalization has become a cornerstone for achieving sustainability goals, and one of the key enablers of Industry 4.0 is the digital twin. The digital twin provides real-time insights and simulations to optimise processes. Organizations can thus optimise not only their operations but also contribute to a more resilient global supply chain. The aim of the paper is to present a comprehensive methodology for implementing the digital twin principle in the Tecnomatix environment. The Tecnomatix model is connected to Siemens PLC SIMATIC S7-1200 utilizing the OPC UA (Unified Architecture) method and through KEPServerEX, V6.14.263.0. The described approach enables continuous monitoring of critical indicators to optimise production efficiency and address downtime issues.
1. Introduction
Digitisation and integration of intelligent technologies into production processes are indispensable for sustainability in an ever-evolving industrial environment. Sustaining economic growth must be addressed from a long-term perspective, e.g., by finding ways to deal with energy, resource, and environmental constraints [1,2]. In finding solutions to these problems, the great hope is the industrial revolution of Industry 4.0. Industry 4.0 is the implementation of cyber-physical systems for creating smart factories using the Internet of Things, big data, cloud computing, artificial intelligence, and communication technologies for information and communication in real time over the value chain [3]. Industry 4.0 brought innovations that reshaped traditional production processes and influenced supply chain processes in various facets [4,5,6]. At the forefront of Industry 4.0. is the concept of digital twins (DTs). The digital twin is a virtual model duplicating physical components and behaviours. DT is formed by employing sensors to capture real-time data from real-world elements. The digital twin introduces Industry 4.0 capabilities to traditional industrial manufacturing. The digital twin is at the heart of Industry 4.0 development, encompassing automation, data interchange, and manufacturing processes, creating limitless chances for companies to thrive [7]. DT, as the digital version of a physical system, captures data about system activity in real-time. In the context of sustainability, digital twins offer a dynamic and comprehensive view of industrial processes, allowing for precise resource management and optimisation. The issue of the digital twin application is described in various contexts in the literature. Terminologically, the topic of DT was dealt with in [8], which analysed the definition of the DT concept in scientific literature and proposed the definition of DT for Industry 4.0 manufacturing. Interesting information can be found in review articles. One of them is the article by Melesse et al. [9]. These authors conducted a systematic literature review to assess the role of digital twin models in industrial operations and to identify challenges for realisation.
Modelling a digital twin is crucial to accurately creating a virtual replica of a real system [10]. In [11,12], the authors provided systematic research of current studies on digital twin modelling. Another modelling problem was solved by Reed et al. [13]. The authors used artificial neural networks (ANNs) in DES models to determine the current distribution of each event. The application was in digital twin models that aimed to closely mimic a real system by learning from its past behaviour and utilising current data to predict its future. The subject of the study [14] is research on how to construct a digital twin and what kind of information is needed to ensure its realistic behaviour. In that context, the DT was designed in the work by Orlov and Burkovski [15]. They addressed the problems of mathematical modelling, the choice of a suitable simulation method, and the architecture of software implementing the functionality of the digital twin. A different approach to modelling and operations for the digital twin in the context of manufacturing was proposed by Bao et al. [16]. Liu et al. [17] presented a prototype of a digital twin-based manufacturing system design platform named Digital Twin System. Also, [18] introduced a toolbox for realising a digital twin in specific applications. Their approach was illustrated by implementing the digital twin of a battery system in a robotic minicar. A specific situation for DT application represents a Cyber-physical system (CPS). In CPS, classical modelling and simulation methods failed. For this case, Wang et al. [19] proposed Bayesian inference-based prediction and an updated method to run the CPS model. In order to optimise the manufacturing process, DT was exploited in the research by De Giacomo et al. [20]. They proposed an approach based on Markov Decision Processes. Finally, the benefits and shortcomings of digital twin implementation, including building life cycle management, were explored in [21].
The application of the digital twin in manufacturing is based on the creation of a virtual model of the real system (controlled via PLC) and the creation of communication between the virtual and real systems. This facilitates the transfer of data about the real behaviour of the production system to the virtual model. These data are further used to regulate and optimise the production process. The role of this big data in supporting smart manufacturing was discussed in the paper by Tao et al. [22]. Some further articles dealt with the issue of data transfer between a PLC-controlled manufacturing system and a virtual system. For instance, research [23] focused on the digital twin solution to validate the performance optimisation of production lines. On the other hand, Ref. [24] showed that the capability of the PLC largely determines the architecture of the DT. They proposed new architectures for digital twins that use digitally encapsulated information to create higher-level system twins. As known, PLC cyclically executes control algorithms to automate production processes. Koziolek et al. [25] proposed a dynamic update mechanism for Virtual PLCs. Their approach is based on a purpose-built K8s Operator and allows for control application updates without halting the production processes.
Open platform communication (OPC) unified architecture (UA) is used as a communication standard in industrial automation systems. Another group of articles discussed the problem of communication between clients and servers. The authors Lee and Sung [26] proposed the design of an OPC UA agent to enable UA information service and client functionalities in PLCs. The GEMMA-GRAFCET Methodology (GG Methodology) was introduced as a standard approach for the management of the operational modes of CPS through the PLC code. The PLC code obtained from the GG Methodology was assessed in the research by Mejia et al. [27]. Similarly, Žičkienė et al. [28] designed a data integration method based on OPC UA for cases where communication protocols between equipment within the digital twin vary greatly and are difficult to interconnect. Also, Cavalieri and Chiacchio [29] dealt with the performance evaluation of OPC UA. Lee et al. [30] presented an approach for transforming OPC UA into a Unified Modelling Language (UML), and Ref. [31] proposed an OPC UA-compliant interface for the exchange of predictive model markup language. However, OPC UA adoption in devices such as sensors and actuators is still lacking due to power requirements. Bauer et al. [32] developed a hardware engine that offloaded the processing of the OPC UA protocol. Cyber-Physical Machine Tools (CPMT) represent a new generation of machine tools. The development of CPMT requires standardised information modelling methods and communication protocols for machine tools. With this intention, Liu et al. [33] proposed a CPMT Platform based on OPC UA and MTConnect that enables efficient data communication.
A virtual model of the real system can be created in various software environments. The preferred choice is often Tecnomatix Plant simulation software. The Tecnomatix program is utilised to model, simulate, visualize, and analyse production systems and logistic processes to optimise material flow and resource utilisation. For example, Gutmann et al. [34] implemented digital twin technology in Tecnomatix to optimise the balance between power consumption and productivity, and Jakhotiya et al. [35] utilised Tecnomatix Process Simulate to generate a digital twin of the actual KUKA LBR cobot. Likewise, Ružarovský and Skýpala [36] tested the information exchange between the virtual control system, using the Tecnomatix Process Simulate software, on the digital twin side and the Siemens TIA Portal with PLC SIM Advanced on the controller side. Similarly, Židek et al. [37] utilised a digital twin for an experimental assembly system. A digital twin was created using CAD design software (CDS) and imported to a Tecnomatix platform to simulate all processes.
As can be seen, the synergy of digital technologies and sustainability objectives creates a pathway towards a more responsible and resilient industrial society. Digital twins offer real-time insights into operations, facilitating swift responses to disruptions, minimizing downtime, and reducing resource wastage. By optimising logistic flows and identifying efficiency opportunities, digital twins promote resource conservation and environmental sustainability. Moreover, their predictive capabilities enable proactive maintenance, extending equipment lifespan and curbing unnecessary resource consumption. Overall, the integration of digital twins in production logistics aligns with sustainability goals by fostering operational efficiency, reducing environmental impact, and promoting resource stewardship.
The objective of this research is the application of the digital twin principle on a PLC-controlled production line. Partial research tasks include model creation, determination of switches and sensors in the Tecnomatix environment, establishing connections between physical inputs and Tecnomatix, Tecnomatix and KEPServerEX, and creating between the PLC and PC. The presented approach provides a comprehensive methodology for connecting virtual and real systems and ensuring the monitoring of critical indicators to optimise production line efficiency. The line digital twin is created in the Tecnomatix Plant Simulation version 2302. The virtual system is connected to Siemens PLC SIMATIC S7-1200 using the OPC UA and KEPServerEX V6.14.263.0.
2. Materials and Methods
2.1. Research Problem and Methodology Description
The implementation of the digital twin principle offers the advantage of transferring real-time information that refers to the status of individual machines and various equipment across all production processes. This information facilitates swift responses to machine malfunctions or conditions caused by their weaning. The adapted data further enables the simulation of processes, and, partially, also prepares for other unforeseen situations.
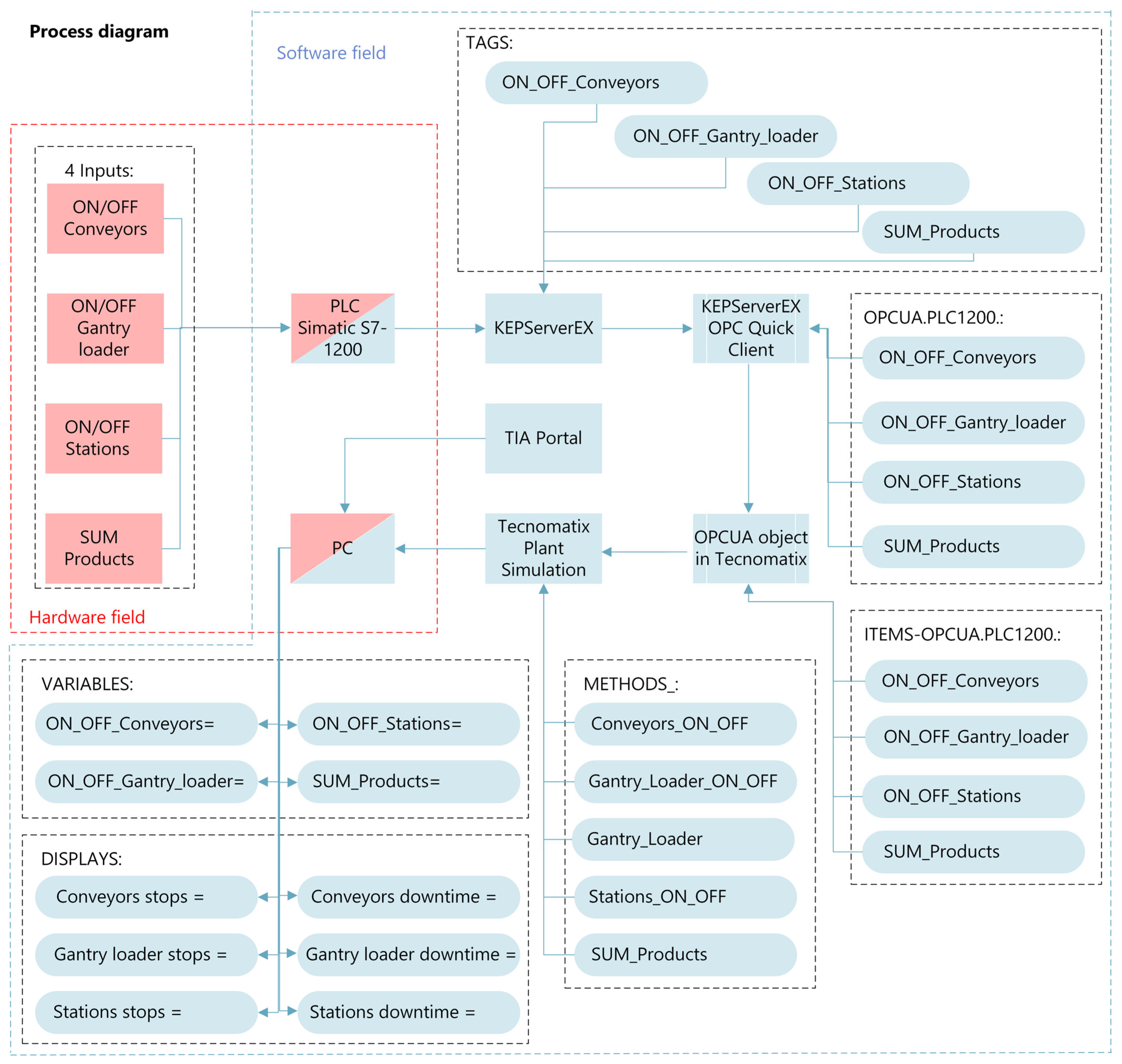
Based on the above, an empirical examination of the digital twin concept was undertaken on a hypothetical production line, employing four inputs: three mechanical limit switch buttons and one photoelectric sensor with reflex detection. The integration of these inputs was achieved through a SIEMENS PLC SIMATIC S7-1200 manufactured by Siemens, establishing connectivity via an Ethernet cable directly linked to a laptop. The production line visualisation and simulation were conducted using Siemens Tecnomatix Plant Simulation, supported by additional application resources such as SIEMENS TIA portal and PTC Kepware KEPServerEX. We opted for these methods because Tecnomatix Plant Simulation is a powerful tool that offers comprehensive capabilities for modeling and simulating production systems [35]. In conjunction with the TIA Portal, Tecnomatix enables the design and simulation of manufacturing systems while directly interfacing with PLCs. This integration ensures that the simulated model accurately reflects the behaviour of the real-world production line. KEPServerEx is chosen due to its ability to provide a unified source of industrial data to all automation devices with limitless tag support. Unlike other OPC servers, KEPServerEx maintains consistent speed regardless of tag count [38]. Integrating KEPServerEX and TIA Portal with Tecnomatix Plant Simulation creates a robust simulation environment. The scheme presenting the structure and connections of the digital twin is shown in Figure 1.
Our research hypothesis posits that the result of the connections, coupled with software and hardware configurations, leads to a functional digital twin in SIEMENS Tecnomatix Plant Simulation version 2302. This digital twin is anticipated to capture and record input stimuli.
2.2. Model Creation in Tecnomatix Plant Simulation: Starting Situation
In Tecnomatix Plant Simulation, the DT of a production line is modelled featuring four workstations served using a gantry loader, supplemented through two conveyors (Figure 2). Initial products for processing are directed to workstation no. 1. Part moving between workstations no. 1 to no. 4 is executed via a gantry loader equipped with two heads. Upon completion of processing at workstation no. 4, parts are automatically conveyed away.
In the basic model of DT (Figure 2), a singular method, namely the initialisation method denoted by Method_Gantry_Loader (Figure 3), is used to control the movement of the gantry loader, manipulation of parts, and relocation of the gantry loader between workstations. To ensure the proper functioning of this method, it must be defined on the first workstation (Controls—Exit: Method_Gantry_Loader).
2.3. Inputs (Switches and Sensor)
In our scenario, the hypothetical production line, whose DT is modelled in Tecnomatix, is represented by four inputs, encompassing two types: mechanical limit switches and a photoelectric sensor with reflex detection. The three mechanical limit switches are determined to stop the machines and are designated for each type of machine, namely conveyors, the gantry loader, and workstations. The remaining input, represented by the photoelectric sensor, is designated to tally finished products after their final processing stage.
Drawing upon our designated inputs and the created model, the monitoring system in Tecnomatix includes ten attributes, observed and analysed for operational insights: the current state of conveyors (in service or out), the current state of the gantry loader (in service or out), the current state of workstations (in service or out), number of manufactured products, number of conveyor stops, total downtime of conveyors, number of gantry loader stops, total downtime of gantry loader, number of workstations stops, and total downtime of workstations.
3. Connections and Operation
The production line (presented in Figure 2) is currently running only in simulation mode, without the possibility to influence its operation using external inputs.
In order to receive real input data into the Tecnomatix model, we attach the OPC UA object to the model in Tecnomatix (located in Toolbox—Information Flow—OPC UA). The OPC UA interface is an interface between Plant Simulation and control and automation technology systems, facilitating the exchange and access of data. It enables access to process monitors, particularly PLC controls, through the OPC Unified Architecture. The OPC UA Interface functions as a client, capable of both reading and writing control variables and signals of PLC controls. The term “OPC” stands for Open Platform Communications [39]. The embedded OPC UA object is designed to communicate with the KEPServerEX software V6.14.263.0, which serves as an intermediary, receiving data from Siemens PLC.
KEPServerEX provides a single source of industrial automation data for your application. It enables users to connect, manage, monitor, and control diverse automation devices and software applications through a unified and user-friendly interface. KEPServerEX leverages OPC (the automation industry’s standard for interoperability) and IT-centric communication protocols to provide users with a single source for industrial data [40]. In our case, KEPServerEX functions as the intermediary linking Tecnomatix Plant Simulation and PLC Simatic S7-1200 manufactured by Siemens.
The Siemens PLC, specifically the S7-1200 model, represents a programmable logic controller designed for industrial computing, robustly adapted for the control of manufacturing processes such as assembly lines, machines, robotic devices, or any activity requiring high reliability, ease of programming, and fault diagnosis capabilities. The PLC S7-1200 in use receives data from the input devices (switches and sensors) and transmits this data to the KEPServerEX software for subsequent processing.
The Totally Integrated Automation (TIA) Portal provides unrestricted access to a complete spectrum of digitised automation services, ranging from digital planning to integrated engineering and transparent operation [41]. Its role in our context is the acquisition of the IP address for the PLC S7-1200.
In this section, the required connections between individual elements are undertaken to facilitate the data acquisition as defined above. The process is oriented towards progressing from the inputs to Tecnomatix, thus ensuring a systematic flow of information within the system. The information flow can be seen in Figure 4.
3.1. Creating Connections between Inputs and Tecnomatix
The integration of the inputs (three mechanical switches and the photoelectric sensor) is through mechanical connections to the PLC S7-1200. Prior to the operations, testing was realised by pressing the buttons. This testing aimed to validate the functional integrity of the input devices—the corresponding digital input should light up on the PLC. After pressing the button “ON/OFF Stations”, the address I0.4 lit up (Figure 5). It works in the same way for other inputs. When pressing the button “ON/OFF Conveyors”, the address I0.3 lit up, and when pressing the button “ON/OFF Gantry loader”, the address I0.2 lit up. For the photoelectric sensor, it is necessary to interrupt the light beam reflected from the opposite reflective surface, and then the address I0.0 lit up.
3.2. Creating a Connection between PLC and PC
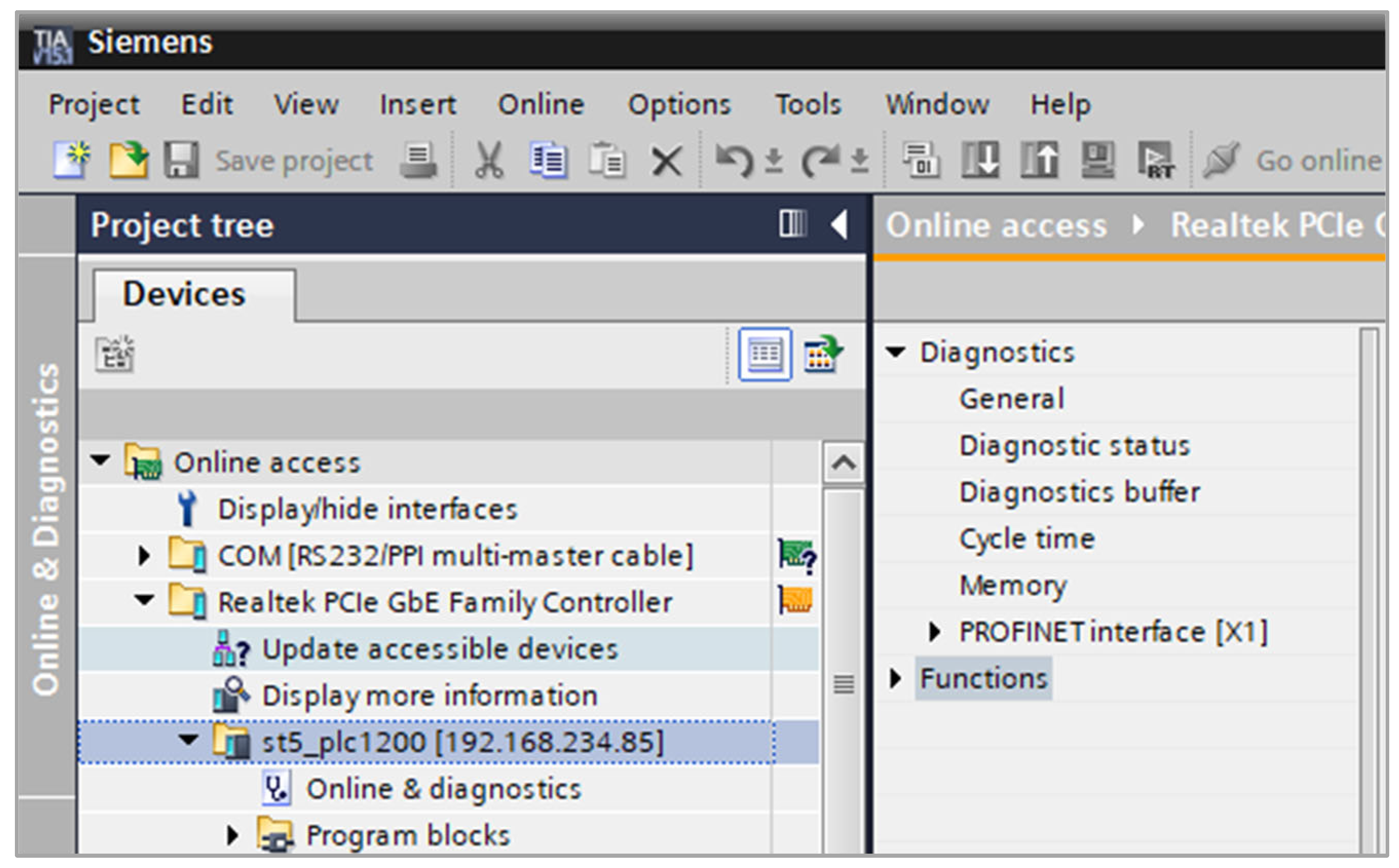
After creating connections between inputs and Tecnomatix, the task is establishing a connection between the Siemens PLC SIMATIC S7-1200 and the notebook. The procedure involves finding out the Siemens PLC IP address, a process facilitated through the Siemens TIA Portal.
The advantage of using a notebook for this connection lies in its flexibility, allowing simultaneous access to the Internet via WiFi, and at the same time, the notebook can be physically connected to the PLC via an Ethernet cable by entering a manual IP address (if the notebook is equipped with an Ethernet port).
In accordance with the determined IP address of the PLC, a selection of an Ethernet connection on the computer within the identical address range is imperative. For example, the assigned IP address to our PLC is 192.168.234.85; consequently, we manually configure the computer’s IP address to 192.168.234.86, with a subnet mask of 255.255.255.0, leaving the gateway field blank (Figure 6). It is crucial to note that identical IP addresses between the computer and the PLC would impede communication.
Verification of the established connection between the computer and the PLC is conducted through the Windows operating system command line (cmd) employing the PING command. This diagnostic procedure ensures the operational integrity of the communication link, validating the success of the configured IP addresses and their compatibility within the designated network. The deliberate avoidance of identical IP addresses eliminates potential conflicts and establishes a coherent network infrastructure, laying the groundwork for seamless communication.
3.3. Setting up PTC Kepware KEPServerEX
Commencing the KEPServerEX application, we initiate the process by creating a new project. Within the project properties, the parameter “Allow anonymous login” is configured with a value of YES (Figure 7a). Subsequently, we proceed to establish a communication channel, opting for the “Siemens TCP/IP Ethernet” selection, given the utilisation of a Siemens PLC in our setup (Figure 7b). The remaining settings are maintained at their default configurations.
Following the channel configuration, the subsequent step involves the selection of a specific PLC for the project. In this context, the PLC designated for integration is the SIMATIC S7-1200 model. This selection aligns the KEPServerEX application with the specifications of the targeted PLC, ensuring seamless communication.
Subsequently, we are prompted to input an identifier, wherein the IP address of the Programmable Logic Controller (PLC) is specified (192.168.234.85). Without changing the remaining parameters, the configuration process continues until the device is created.
The subsequent task entails the generation of “TAGS” corresponding to the predefined inputs articulated at the outset. The TAGS address matches the port on the PLC. If the addresses for the individual tags are set correctly upon accessing the Quick Client, the values should manifest in a “GOOD” state, indicative of accurate configuration. Conversely, incorrectly configured addresses would manifest as a “BAD” state. Additionally, the Quick Client provides a real-time representation of the current state of the inputs. (Figure 8).
Upon actuating the “ON/OFF Stations” button at the input associated with the PLC address I0.4, the value changed from 0 to 1. This serves as a validation of the seamless communication nexus between the INPUTS (comprising switches and sensors), PLC, PC, and the KEPServer. In the ensuing phase, the configuration of Tecnomatix is undertaken to respond to inputs and record the requisite attributes, thus establishing an integrated and responsive automation framework.
3.4. Creating a Connection between Tecnomatix and KEPServerEX
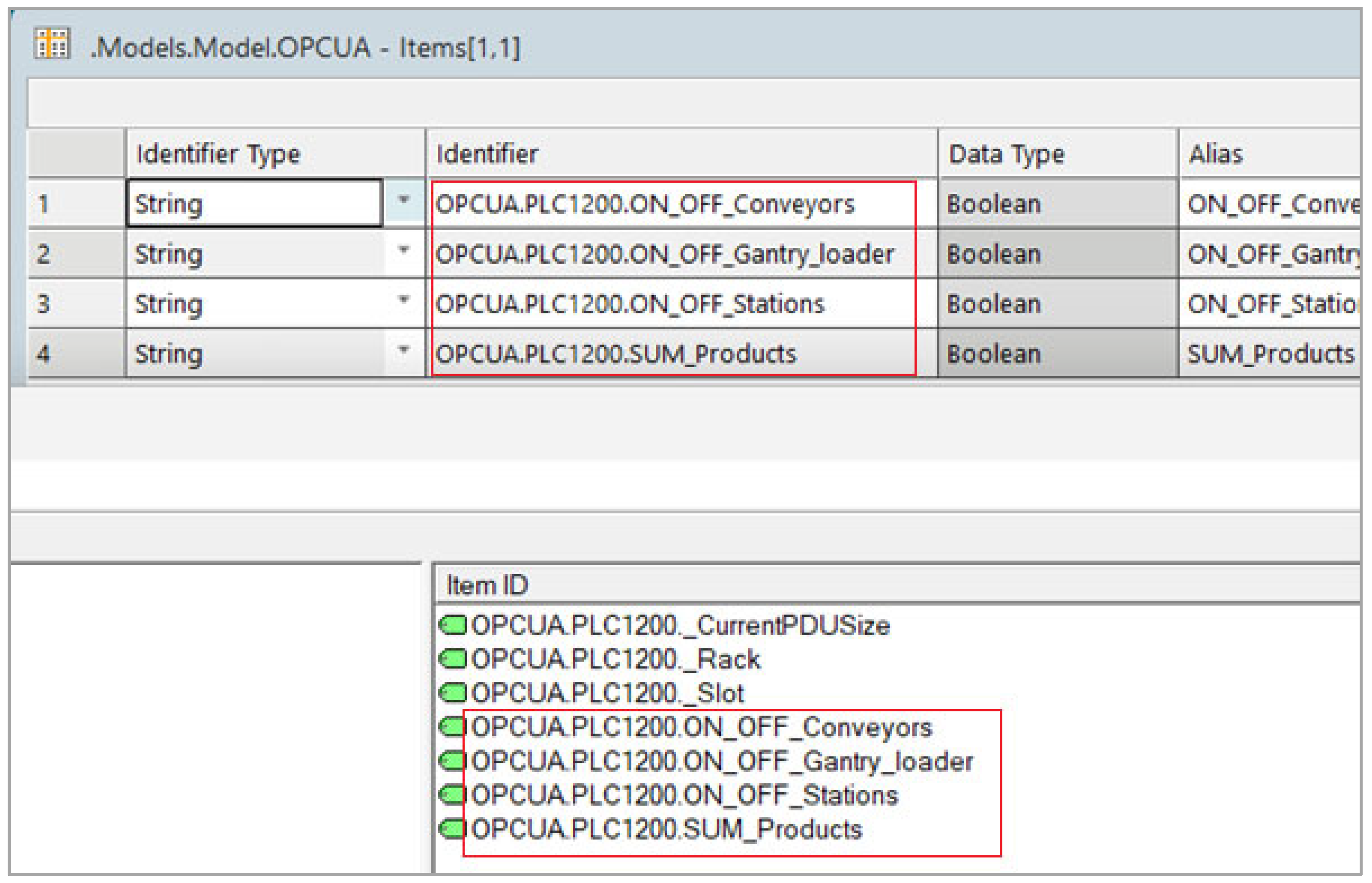
As previously explained, the integration of the OPCUA object serves as the conduit for establishing connectivity with the KEPServerEX application. The “Server name” within the OPC UA object must align precisely with the data within the OPC UA Configuration Manager of the KEPServerEX application (Figure 9). When selecting “PLC1200” within the OPCUA object, a novel table is opened, wherein the definition of TAGS sourced from the Quick Client of the KEPServerEX application is executed. Notably, the TAGS (Item ID) from Quick Client must also have the same names in Tecnomatix in the OPCUA object under “PLC1200” in the “Identifier” column (Figure 10).
Concomitantly, in the “Simulation Model Attribute” column of the OPC UA object, a method or variable is assigned to the established connection, which is further defined. After creating the connection between the INPUTS (buttons and sensor), PLC, PC, KEPSERVER, and TECNOMATIX, all that remains is to properly configure the production line so that when interacting with the inputs, Tecnomatix displays the correct data, and at the same time, the production line behaves according to the inputs, which we visualised.
3.5. Configuring Variables and Displays in Tecnomatix
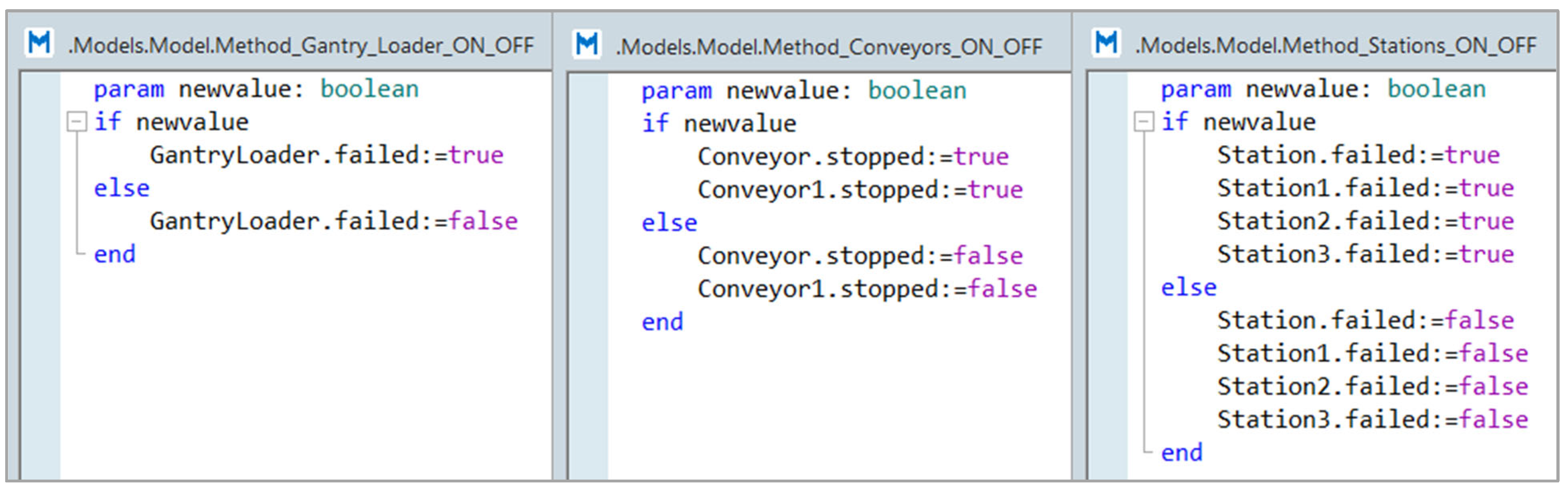
In the Tecnomatix model, three button inputs were utilised, namely “ON/OFF Conveyors”, “ON/OFF Gantry Loader”, and “ON/OFF Stations”, defined as global variables denoted as ON_OFF_Conveyors, ON_OFF_Gantry_Loader, and ON_OFF_Stations, respectively. These variables are of a boolean data type, initialised with a default value of “false”. Within this triad of variables, the incorporation of “Observers” is facilitated through the “Tools”, wherein a predefined value (“Value”) is specified to invoke the associated method upon any alteration in the variable’s state. This mechanism performs adjustments in the operational behaviour of the conveyors, gantry loader, and workstations in response to modifications in the corresponding variables. The specific methods activated in this context are denoted as Method_Conveyors_ON_OFF, Method_Gantry_Loader_ON_OFF, and Method_Stations_ON_OFF (Figure 11).
The photoelectric sensor, employing reflective detection, is configured through the variable denoted as “SUM_Products”, characterised as an “Integer” data type and initialised with a default value of “0”. The addition of individual components is delineated through the “Method_SUM_Products” method.
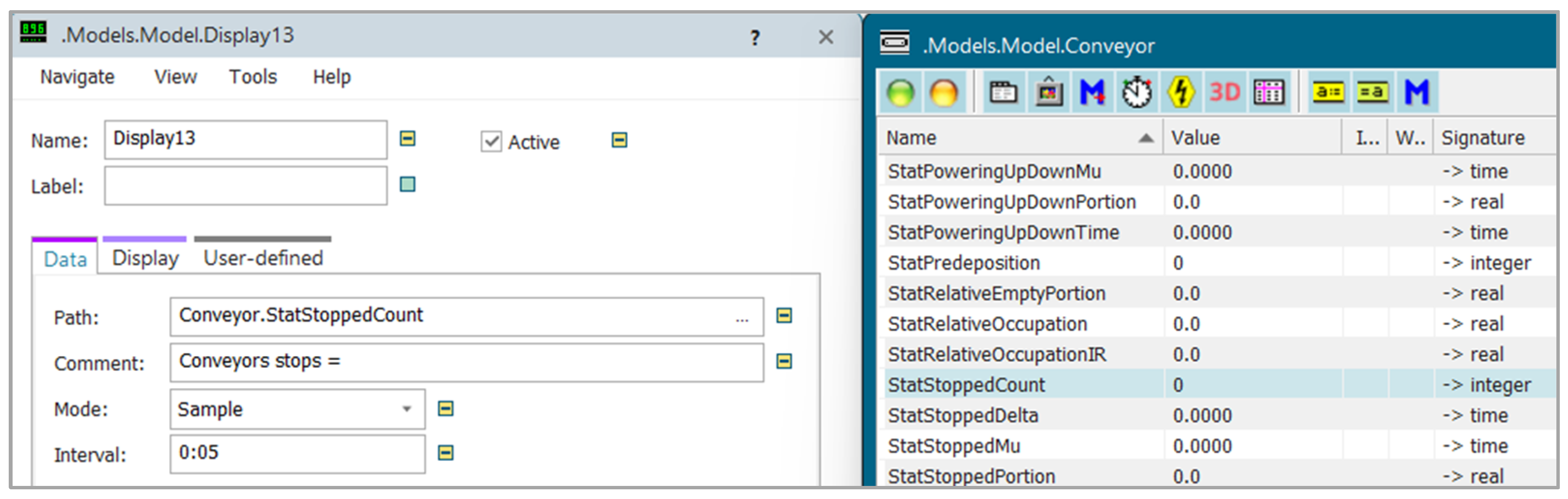
The subsequent step entails the establishment of counters for the downtime instances of individual equipment categories, specifically, “Conveyors stops”, “Gantry loader stops”, and “Stations stops”. Additionally, the total downtime for each equipment category, namely “Conveyors downtime”, “Gantry loader downtime”, and “Stations downtime”, is set. This is achieved through displays, accessed via “Toolbox—User interface—Display”. Within these displays, the attributes to be monitored are specified.
In the case of conveyors, monitoring involves the attributes “StatStoppedCount” and “StatStoppedTime”. It is relevant to note that different devices may have different attributes. For the gantry loader and workstations, the attributes “StatFailCount” and “StatFailTime” are employed within the displays, facilitating the tracking of downtimes in terms of both count and duration (Figure 12).
3.6. Operation
Upon finishing all configurations, the Tecnomatix model is completed and ready for operation (Figure 13). The detailed adjustment of parameters and the establishment of required connections have been executed. After running the simulation in Tecnomatix Plant Simulation, our production line will aptly respond to the four inputs (three buttons and one photoelectric sensor) connected to the PLC.
This responsiveness is possible because the methods created and assigned to individual devices react to changes in the state of variables. Simultaneously, the displays within the simulation environment monitor these dynamic states, displaying real-time visualisations of the monitored attributes. This comprehensive integration ensures an interactive simulation environment wherein the production line behaviour aligns with the responses to the inputs, thereby affirming the functionality of the digital twin.
4. Discussion and Conclusions
The aim of the presented study was the implementation of the digital twin principle in production logistics. The research result is a detailed methodology for creating the digital twin, its connection with the production system, and the application of additional resources. An empirical examination of the digital twin concept was conducted on a hypothetical production line controlled via SIEMENS PLC SIMATIC S7-1200. Visualisation and simulation were carried out using the Siemens Tecnomatix Plant Simulation program. To integrate the real input data into the Tecnomatix model, an OPC UA object was attached to facilitate data exchange between Tecnomatix Plant Simulation and PLC. The Siemens PLC S7-1200 receives data from input devices and transmits it to KEPServerEX for processing. The TIA Portal aids in acquiring the PLC’s IP address.
Even though the principle of the digital twin is intensively discussed in the literature, there is a lack of DT implementation in the Technomatix Plant Simulation in the manufacturing context using the mentioned technologies. The main contribution of the research is filling this gap and introducing a detailed and comprehensive methodology for this specific case. Another application was presented, for instance, in [42], where TSN technologies were employed to resolve a similar issue, while our investigation leveraged KEPServerEX to furnish a consolidated interface and employed protocol translation. TSN is adopted as the communication channel to connect heterogeneous industrial automation subsystems. Similarly, De Giacomo et al. [20], using the DT concept, proposed an approach based on Markov Decision Processes to optimise the manufacturing process. A manufacturing assembly system is simulated in the Tecnomatix Plant Simulation environment [37], where a customised OPC server, written in Python, was implemented, and the gateway MindConnect was used to transfer data.
To summarise, through the implementation of the proposed approach, prompt access to real-time information about events and phenomena is attained. In this way, it is possible to quickly react to downtime or breakdowns and minimize losses during production and distribution. Concurrently, the acquired real-time data can be used to simulate alternative processes in the given environment, thereby enabling the identification of opportunities to optimise logistics flows. Digital twins thus contribute to the efforts to ensure the sustainability of production logistics.
On the other hand, it is important to note that the paper primarily focused on the implementation of the digital twin concept using specific technologies (SIEMENS PLC SIMATIC S7-1200, Siemens Tecnomatix Plant Simulation program, OPC UA, KEPServerEX, and TIA Portal). This may limit the generalizability of the findings to contexts where different technologies are used. Also, the limitation is that the empirical examination is conducted on a hypothetical production line, which may not fully capture the complexities and variations present in real-world manufacturing environments. Further research could focus on developing and evaluating advanced optimisation techniques within the digital twin framework for production logistics. The possible research area is also to explore the applicability of the proposed methodology across different manufacturing contexts and with alternative technologies. This could involve comparative studies between different digital twin implementations or simulation environments. In relation to sustainability, it is also worth investigating the role of digital twins in promoting sustainability within production logistics beyond just minimizing losses. This could involve analysing the environmental impact of different logistics scenarios simulated using digital twins and identifying opportunities for resource efficiency improvements. By addressing these research limits and exploring these future research directions, researchers can further advance the understanding and implementation of digital twins in production logistics.
Author Contributions
Conceptualisation, L.R., J.F. and M.L.; methodology J.F.; software, L.R. and M.L.; validation, L.R. and M.L.; formal analysis, L.R. and J.F.; investigation, L.R. and M.L.; resources, J.F. and L.R.; writing—original draft preparation, L.R., J.F. and N.M.; writing—review and editing, L.R., J.F. and M.L.; visualisation, L.R.; supervision, M.L. and N.M. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data are contained within the article.
Acknowledgments
This paper was developed within the implementation of the projects KEGA_010ŽU-4/2023, KEGA_005TUKE-4/2022, VEGA 1/0674/24, APVV-21-0195, and the operational program Integrated infrastructure with ITMS: 313011T567.
Conflicts of Interest
Author Milan Lokšík was employed by the company SOVA Digital. The remaining authors declare that the research was conducted in the absence of any commercial or financial relationships that could be construed as a potential conflict of interest.
References
- Kosasih, W.; Pujawan, I.N.; Karningsih, P.D. Integrated Lean-Green Practices and Supply Chain Sustainability for Manufacturing SMEs: A Systematic Literature Review and Research Agenda. Sustainbility 2023, 15, 12192. [Google Scholar] [CrossRef]
- Alves, L.; Sá, M.; Cruz, E.F.; Alves, T.; Alves, M.; Oliveira, J.; Santos, M.; Rosado da Cruz, A.M. A Traceability Platform for Monitoring Environmental and Social Sustainability in the Textile and Clothing Value Chain: Towards a Digital Passport for Textiles and Clothing. Sustainbility 2023, 16, 82. [Google Scholar] [CrossRef]
- Rupp, M.; Schneckenburger, M.; Merkel, M.; Börret, R.; Harrison, D.K. Industry 4.0: A Technological-Oriented Definition Based on Bibliometric Analysis and Literature Review. J. Open Innov. Technol. Mark. Complex. 2021, 7, 68. [Google Scholar] [CrossRef]
- Hoang, T.H.; Nguyen, N.P.P.; Hoang, N.Y.N.; Akbari, M.; Quang, H.T.; Binh, A.D.T. Application of Social Media in Supply Chain 4.0 Practices: A Bibliometric Analysis and Research Trends. Oper. Manag. Res. 2023, 16, 1162–1184. [Google Scholar] [CrossRef]
- Nguyen, K.; Akbari, M.; Quang, H.T.; McDonald, S.; Hoang, T.-H.; Yap, T.L.; George, M. Navigating Environmental Challenges through Supply Chain Quality Management 4.0 in Circular Economy: A Comprehensive Review. Sustainbility 2023, 15, 16720. [Google Scholar] [CrossRef]
- Akbari, M.; Kok, S.K.; Hopkins, J.; Frederico, G.F.; Nguyen, H.; Alonso, A.D. The Changing Landscape of Digital Transformation in Supply Chains: Impacts of Industry 4.0 in Vietnam. Int. J. Logist. Manag. 2023; ahead-of-print. [Google Scholar] [CrossRef]
- Javaid, M.; Haleem, A.; Suman, R. Digital Twin Applications toward Industry 4.0: A Review. Cogn. Robot. 2023, 3, 71–92. [Google Scholar] [CrossRef]
- Negri, E.; Fumagalli, L.; Macchi, M. A Review of the Roles of Digital Twin in CPS-Based Production Systems. Procedia Manuf. 2017, 11, 939–948. [Google Scholar] [CrossRef]
- Melesse, T.Y.; Di Pasquale, V.; Riemma, S. Digital Twin Models in Industrial Operations: A Systematic Literature Review. Procedia Manuf. 2020, 42, 267–272. [Google Scholar] [CrossRef]
- Holopainen, M.; Saunila, M.; Rantala, T.; Ukko, J. Digital Twins’ Implications for Innovation. Technol. Anal. Strateg. Manag. 2022, 1–13. [Google Scholar] [CrossRef]
- Tao, F.; Xiao, B.; Qi, Q.; Cheng, J.; Ji, P. Digital Twin Modeling. J. Manuf. Syst. 2022, 64, 372–389. [Google Scholar] [CrossRef]
- Thelen, A.; Zhang, X.; Fink, O.; Lu, Y.; Ghosh, S.; Youn, B.D.; Todd, M.D.; Mahadevan, S.; Hu, C.; Hu, Z. A Comprehensive Review of Digital Twin—Part 1: Modeling and Twinning Enabling Technologies. Struct. Multidiscip. Optim. 2022, 65, 354. [Google Scholar] [CrossRef]
- Reed, S.; Löfstrand, M.; Andrews, J. Modelling Stochastic Behaviour in Simulation Digital Twins through Neural Nets. J. Simul. 2022, 16, 512–525. [Google Scholar] [CrossRef]
- Lohtander, M.; Ahonen, N.; Lanz, M.; Ratava, J.; Kaakkunen, J. Micro Manufacturing Unit and the Corresponding 3D-Model for the Digital Twin. Procedia Manuf. 2018, 25, 55–61. [Google Scholar] [CrossRef]
- Orlov, S.; Burkovski, L. Digital Twin of Continuously Variable Transmission for Predictive Modeling of Dynamics and Performance Optimization. Lect. Notes Netw. Syst. 2021, 157, 89–107. [Google Scholar] [CrossRef]
- Bao, J.; Guo, D.; Li, J.; Zhang, J. The Modelling and Operations for the Digital Twin in the Context of Manufacturing. Enterp. Inf. Syst. 2019, 13, 534–556. [Google Scholar] [CrossRef]
- Liu, Q.; Leng, J.; Yan, D.; Zhang, D.; Wei, L.; Yu, A.; Zhao, R.; Zhang, H.; Chen, X. Digital Twin-Based Designing of the Configuration, Motion, Control, and Optimization Model of a Flow-Type Smart Manufacturing System. J. Manuf. Syst. 2021, 58, 52–64. [Google Scholar] [CrossRef]
- Singh, S.; Weeber, M.; Birke, K.P. Advancing Digital Twin Implementation: A Toolbox for Modelling and Simulation. Procedia CIRP 2021, 99, 567–572. [Google Scholar] [CrossRef]
- Wang, P.; Yang, M.; Zhu, J.; Ju, R.; Li, G. Dynamic Data Driven Modeling and Simulation Method for Digital Twin. Syst. Eng. Electron. Technol. 2020, 42, 2779–2786. [Google Scholar] [CrossRef]
- De Giacomo, G.; Favorito, M.; Leotta, F.; Mecella, M.; Silo, L. Digital Twin Composition in Smart Manufacturing via Markov Decision Processes. Comput. Ind. 2023, 149, 103916. [Google Scholar] [CrossRef]
- Khajavi, S.H.; Motlagh, N.H.; Jaribion, A.; Werner, L.C.; Holmstrom, J. Digital Twin: Vision, Benefits, Boundaries, and Creation for Buildings. IEEE Access 2019, 7, 147406–147419. [Google Scholar] [CrossRef]
- Tao, F.; Qi, Q.; Liu, A.; Kusiak, A. Data-Driven Smart Manufacturing. J. Manuf. Syst. 2018, 48, 157–169. [Google Scholar] [CrossRef]
- Jeon, S.M.; Schuesslbauer, S. Digital Twin Application for Production Optimization. In Proceedings of the 2020 IEEE International Conference on Industrial Engineering and Engineering Management (IEEM), Singapore, 14–17 December 2020; pp. 542–545. [Google Scholar] [CrossRef]
- Thürer, M.; Li, S.S.; Qu, T. Digital Twin Architecture for Production Logistics: The Critical Role of Programmable Logic Controllers (PLCs). Procedia Comput. Sci. 2022, 200, 710–717. [Google Scholar] [CrossRef]
- Koziolek, H.; Burger, A.; Abdulla, P.P.; Rückert, J.; Sonar, S.; Rodriguez, P. Dynamic Updates of Virtual PLCs Deployed as Kubernetes Microservices. In Proceedings of the 15th European Conference, ECSA 2021 Tracks and Workshops, Växjö, Sweden, 13–17 September 2021; pp. 3–19. [Google Scholar] [CrossRef]
- Lee, S.Y.; Sung, M. OPC-UA Agent for Legacy Programmable Logic Controllers. Appl. Sci. 2022, 12, 8859. [Google Scholar] [CrossRef]
- Mejia, A.; Guarnizo, A.F.; Barbieri, G. Assessment of the PLC Code Generated with the GEMMA-GRAFCET Methodology. Procedia Comput. Sci. 2022, 200, 699–709. [Google Scholar] [CrossRef]
- Žičkienė, A.; Guo, X.; Liu, L.; Wang, Z.; Wang, H.; Du, X.; Shi, J.; Wang, Y. Research on Data Collection Methods for Assembly Performance of Array Antennas in Digital Twin Workshops. Processes 2023, 11, 2711. [Google Scholar] [CrossRef]
- Cavalieri, S.; Chiacchio, F. Analysis of OPC UA Performances. Comput. Stand. Interfaces 2013, 36, 165–177. [Google Scholar] [CrossRef]
- Lee, B.; Kim, D.K.; Yang, H.; Oh, S. Model Transformation between OPC UA and UML. Comput. Stand. Interfaces 2017, 50, 236–250. [Google Scholar] [CrossRef]
- Shin, S.J. An OPC UA-Compliant Interface of Data Analytics Models for Interoperable Manufacturing Intelligence. IEEE Trans. Ind. Inform. 2021, 17, 3588–3598. [Google Scholar] [CrossRef]
- Bauer, H.; Höppner, S.; Iatrou, C.; Charania, Z.; Hartmann, S.; Rehman, S.U.; Dixius, A.; Ellguth, G.; Walter, D.; Uhlig, J.; et al. Hardware Implementation of an OPC UA Server for Industrial Field Devices. IEEE Trans. Very Large Scale Integr. Syst. 2021, 29, 1998–2002. [Google Scholar] [CrossRef]
- Liu, C.; Vengayil, H.; Lu, Y.; Xu, X. A Cyber-Physical Machine Tools Platform Using OPC UA and MTConnect. J. Manuf. Syst. 2019, 51, 61–74. [Google Scholar] [CrossRef]
- Gutmann, T.; Nyffenegger, F.; Pellegrini, M.; Cabrucci, A.; Guzzini, A. A Digital Twin-Based Approach for the Optimization of Floor-Ball Manufacturing. Electronics 2023, 12, 4979. [Google Scholar] [CrossRef]
- Jakhotiya, Y.; Rahul, M.R.; Chiddarwar, S.S. Integrating Digital Twin and Computer Vision System for Efficient Pick-and-Place Operation Using Tecnomatix Process Simulate. Int. J. Interact. Des. Manuf. 2023, 1–15. [Google Scholar] [CrossRef]
- Ružarovský, R.; Skýpala, R. A General Take on a Tecnomatix Process Simulate’s Digital Twin Creation and Its Exchange of Information with the TIA Portal and PLC SIM Advanced. J. Phys. Conf. Ser. 2022, 2212, 012010. [Google Scholar] [CrossRef]
- Židek, K.; Pitel’, J.; Adámek, M.; Lazorík, P.; Hošovskỳ, A. Digital Twin of Experimental Smart Manufacturing Assembly System for Industry 4.0 Concept. Sustainability 2020, 12, 3658. [Google Scholar] [CrossRef]
- Vadi, S.; Bayindir, R.; Toplar, Y.; Colak, I. Induction Motor Control System with a Programmable Logic Controller (PLC) and Profibus Communication for Industrial Plants—An Experimental Setup. ISA Trans. 2022, 122, 459–471. [Google Scholar] [CrossRef]
- OPCUA. Available online: https://docs.plm.automation.siemens.com/content/plant_sim_help/15/plant_sim_all_in_one_html/en_US/tecnomatix_plant_simulation_help/add_ins_reference_help/inter_process_communication_interfaces/opcua/opcua.html (accessed on 1 February 2024).
- KEPserverEX OT Connectivity Platform|PTC. Available online: https://www.ptc.com/en/products/kepware/kepserverex (accessed on 1 February 2024).
- Totally Integrated Automation Portal—Automation Software—Siemens Global Website. Available online: https://www.siemens.com/global/en/products/automation/industry-software/automation-software/tia-portal.html (accessed on 1 February 2024).
- Li, Y.; Jiang, J.; Lee, C.; Hong, S.H. Practical Implementation of an OPC UA TSN Communication Architecture for a Manufacturing System. IEEE Access 2020, 8, 200100–200111. [Google Scholar] [CrossRef]
Figure 1.
Elements and connections of a digital twin in the production line.

Figure 2.
DT of the production line modelled in Tecnomatix (starting situation).

Figure 3.
Gantry loader code.

Figure 4.
Scheme of information flow.

Figure 5.
Inputs for data collection (a): lightning up of the corresponding address (I0.4) on the PLC after pressing the button “ON/OFF Stations” (b).
Figure 5.
Inputs for data collection (a): lightning up of the corresponding address (I0.4) on the PLC after pressing the button “ON/OFF Stations” (b).

Figure 6.
Siemens TIA Portal.

Figure 7.
Setting the item value “Allow anonymous login” (a): choosing the right channel type for a given project (b).
Figure 7.
Setting the item value “Allow anonymous login” (a): choosing the right channel type for a given project (b).

Figure 8.
Verification of the correctness of entering addresses for tags in the Quick Client of the KEPServerEX application.
Figure 8.
Verification of the correctness of entering addresses for tags in the Quick Client of the KEPServerEX application.

Figure 9.
Both IP addresses and port numbers match in Tecnomatix and KEPServerEX.

Figure 10.
KEPServerEX Quick Client “Item ID” match the Tecnomatix OPC UA object in the ITEMS table under the “Identifier” column.
Figure 10.
KEPServerEX Quick Client “Item ID” match the Tecnomatix OPC UA object in the ITEMS table under the “Identifier” column.

Figure 11.
Methods invoked by changing individual variables.

Figure 12.
List of possible attributes for use in the display.

Figure 13.
Completed digital twin in Tecnomatix environment.

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Rigó, L.; Fabianová, J.; Lokšík, M.; Mikušová, N. Utilising Digital Twins to Bolster the Sustainability of Logistics Processes in Industry 4.0. Sustainability 2024, 16, 2575. https://doi.org/10.3390/su16062575
AMA Style
Rigó L, Fabianová J, Lokšík M, Mikušová N. Utilising Digital Twins to Bolster the Sustainability of Logistics Processes in Industry 4.0. Sustainability. 2024; 16(6):2575. https://doi.org/10.3390/su16062575
Chicago/Turabian StyleRigó, Ladislav, Jana Fabianová, Milan Lokšík, and Nikoleta Mikušová. 2024. "Utilising Digital Twins to Bolster the Sustainability of Logistics Processes in Industry 4.0" Sustainability 16, no. 6: 2575. https://doi.org/10.3390/su16062575
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.