
Optimal Control Approaches to the Aggregate Production Planning Problem

 , ,
, , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
- Use of inventories (excess of SKUs, backlog of orders, or lost sales); this is known as the level plan: maintain a steady production rate over the entire year, using finished goods (smoothing/anticipation) stocks to absorb ongoing differences between output and sales.
- determine simultaneously the production rate P, inventory level , and capacity levels C,
- for meeting a fluctuating demand (a set of forecasts),
- at each period of a finite planning time horizon in days (t = 1,2,..., N),
- for a given set of production resources,
- involving one product or a family of similar items (with small differences so that considering the problem from an aggregate viewpoint is justified),
- while minimizing total relevant costs (i.e., payroll, hiring/layoffs, overtime/undertime, inventory/shortage, etc.),
- and subject to non-constant, time varying constraints.
2. APP in Production-Inventory Systems
2.1. Decision Science Approaches to the Aggregate Planning Problem
- Static models which are based on a finite planning horizon, considering deterministic demand. In this scenario, the receding planning horizon is bigger than the period by period plan.
- Dynamic models which consider a indefinite planning horizon, with a proper forecasting in demand; this based on the context that period by period decisions are based on a receding forecast over a planned time horizon.
- Try to minimize an objective function representing “total relevant costs” (like production, inventory, shortage costs) over the fixed planning horizon.
- The usual constraints employed are inventory and capacity constraints, and are formulated to a single-objective function in linear programming [22].
- Real-life situations of management and decisions with the presence of multiple objectives; by developing goal programming optimization models.
- Variations over time; by developing multi-period optimization models.
- Novel optimization methods as convex optimization in [24].
- Current models do not capture the real world approaches in APP scenarios.
- The hypothesis in which items are homogeneous and are aggregated.
- The hypothesis that workforce has the same competence.
- In the mathematical modeling, the following areas are not considered, such as: human resources, marketing, and finance.
- The information provided by industry is not proper in the context of sales forecasting and cost information.
- Complex mathematical modeling and analysis of the APP process.
- The hypothesis that uniform rates are assumed for different items, which do not capture the scenario for producing various items.
- There is an absence of interest from managers to adapt mathematical methods and proper techniques.
- The cost related to the collection and quantification of data in order to apply the above techniques.
- The real cost functions in organizations are not well established by actual techniques.
- Regarding the modeling approach; based on [27], decision makers such as operations researchers and other mathematical decision builders and its application in real scenarios are far from business practice.
- Regarding the aggregation approach; even though it intends to (1) simplify/facilitate the myriad of calculations, and (2) to reduce the solving time of a large problem, it presents some issues [28]: aggregation does not result in a better optimal solution; it probably compromises optimality and may even result in an infeasible solution; it usually results in a better attained solution within a fixed solution time.
- Regarding the use of mathematical models; comments in journals indicate that because a worrying gap exists between theory and practice, as mathematical (optimizing) models have not had a significant impact on industry operations management practices managers find mathematical methods too daunting; the cost assumptions used in models are over-simplified and unrealistic; simplified/inflexible assumptions which limit their industrial applicability; cannot cope with calendar variations (i.e., holidays), and the revision of distant, and therefore, speculative forecasts cause instability in the schedules; broader concepts in the area of employment policy and inventory practices need to be introduced.
2.2. The Dynamic Nature of APP
- to buffer the production system from the customer; with a minimum reasonable inventory that absorbs the high frequency content in demand and allows having a level schedule. In this way, the variability of customer demand is reduced/avoided as switching production levels up and down frequently may be very expensive in practice [32].
- to buffer the customer from supply time lags; by selling goods straight off the shelf. In this way high customer service levels can be achieved, which can only be accomplished when the dynamic behavior of its constituent parts (i.e., materials/information flow, operations performed, resources/decision, rules/performance measures used) has been taken into account [33].
- Demand patterns; after a ramp increase there is a continuing freefall in inventory levels, after a step increase there is a permanent inventory deficit. So demand—without some form of averaging—results in excessive fluctuations in production rates (which are supposed to be absorbed by the inventory buffers).
- Lead times; the amount of inventory holding that is needed to satisfy a customer service level is dependent on the uncertainties in both demand and lead times.
- Inventory levels; trying to correct all the inventory discrepancy in a single time period, when in fact it may take many more time periods, provokes excessive (overshoots and undershoots around the target level).
3. Research Statement
3.1. Control Engineering & Production/Inventory Control
3.2. Order-Up-To (OUT) and Smoothing Policies
- production of a given product is constant over time or,
- the cumulative production amount of a product is proportional to time or,
- the items should be dispersed over the schedule as uniformly as possible, with a minimal total deviation from the final level of operations.
- Generation of a bullwhip effect.
- If production is not flexible and costs are excessive, a not optimal option is present.
3.3. The Aggregate Planning Problem as an Optimal Control Problem
4. Stability and Mathematical Modeling for APP
4.1. Mathematical Modeling of APP
- P—Production rate level
- C—Capacity: in this research paper by capacity we mean the limitation on the amount of output that can be produced in a given time interval by a production resource.
- d(t)—Demand
- W—Work force level in a time horizon (in days)
- —Inventory level (Damping coefficient)
- —Economic Order Quantity (EOQ)
4.2. Optimal Control Basic Concepts and Notation
4.2.1. Optimal Control Formulation for APP: Continuous Inventory Policy
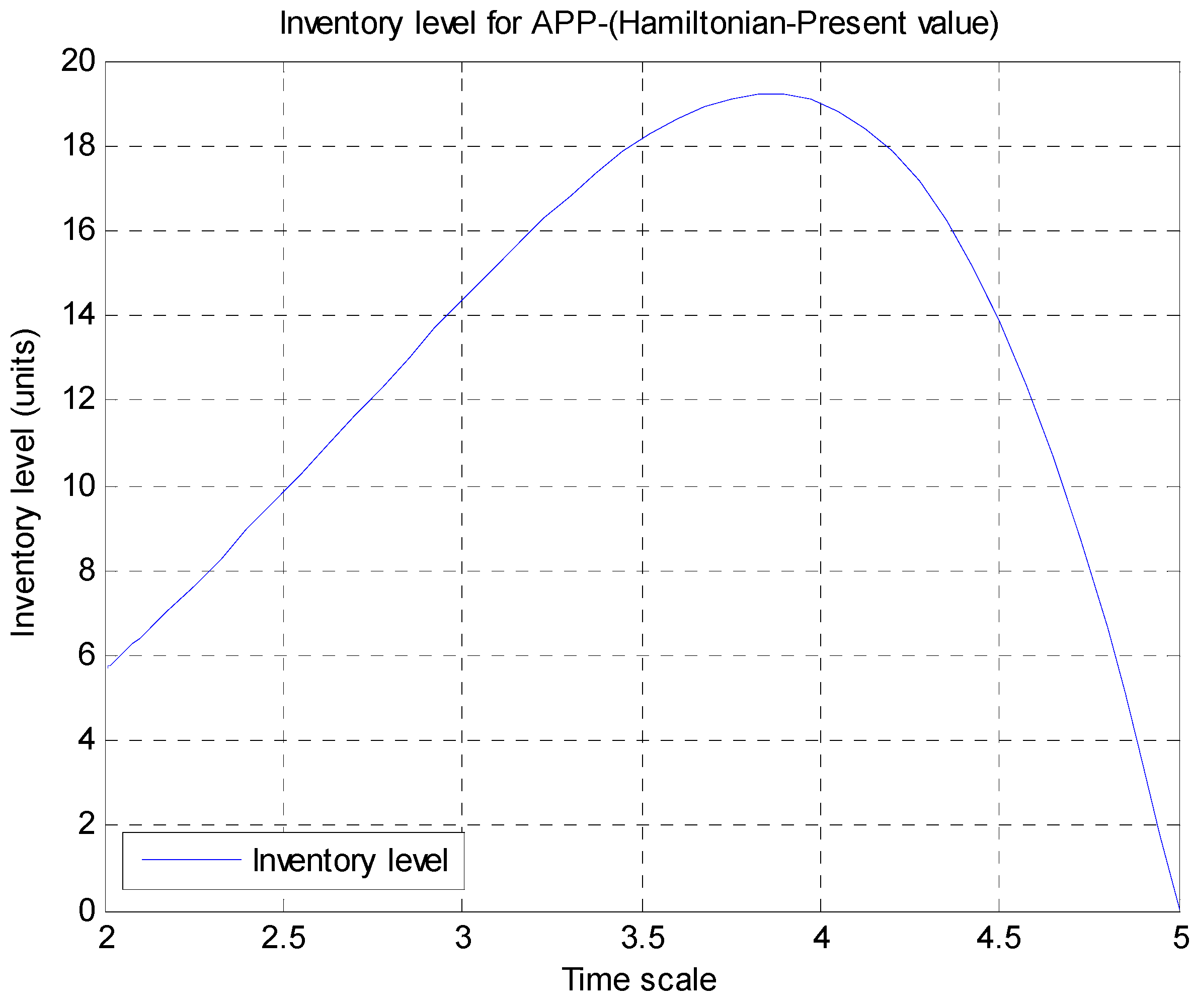
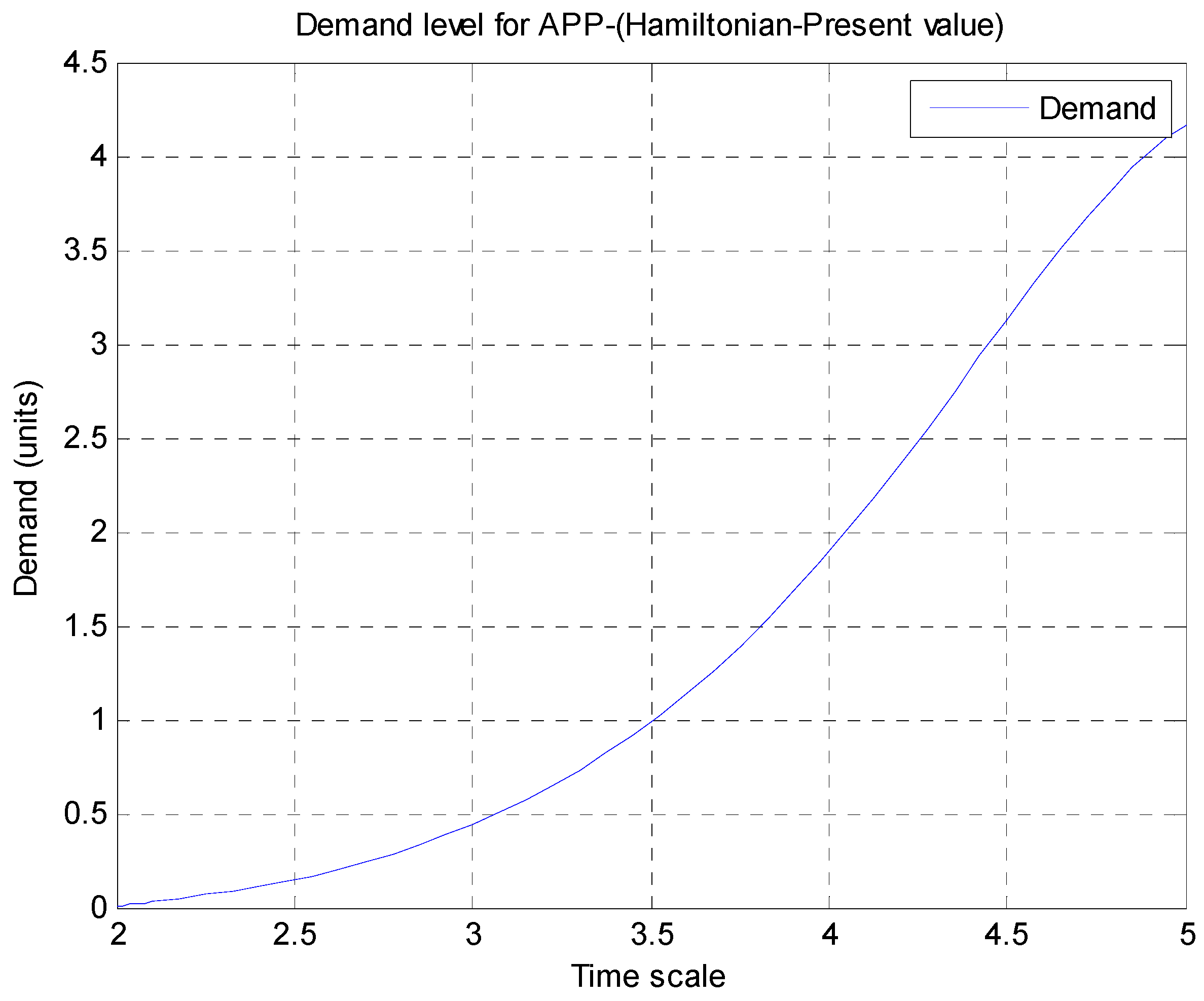
4.2.2. Optimal Control for APP with a Discount Factor: A Hamiltonian “Present Value”
4.2.3. Stability Analysis for APP Problem
Theorem 1. (LaSalle`s Invariance Principle)
5. Results and Discussion
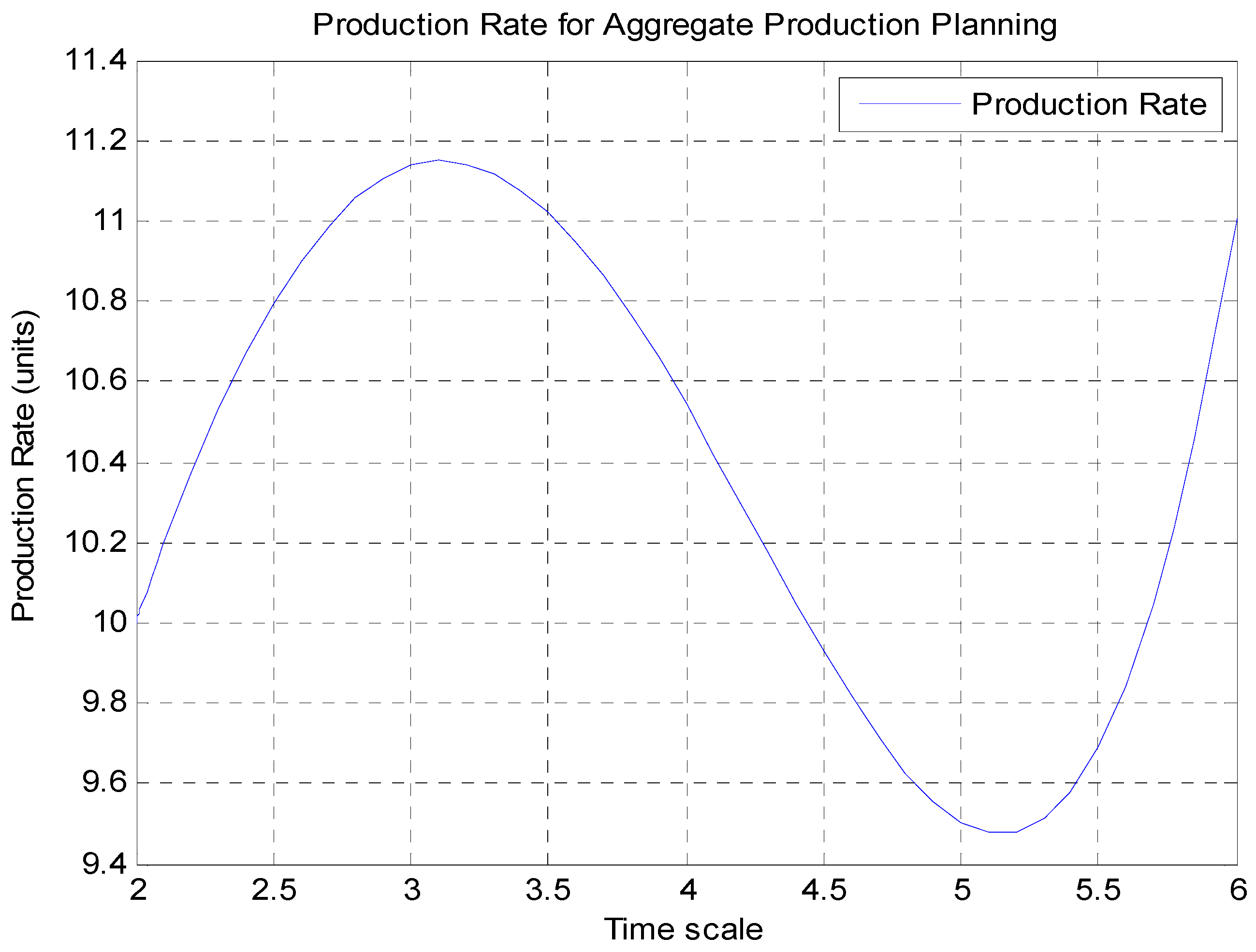
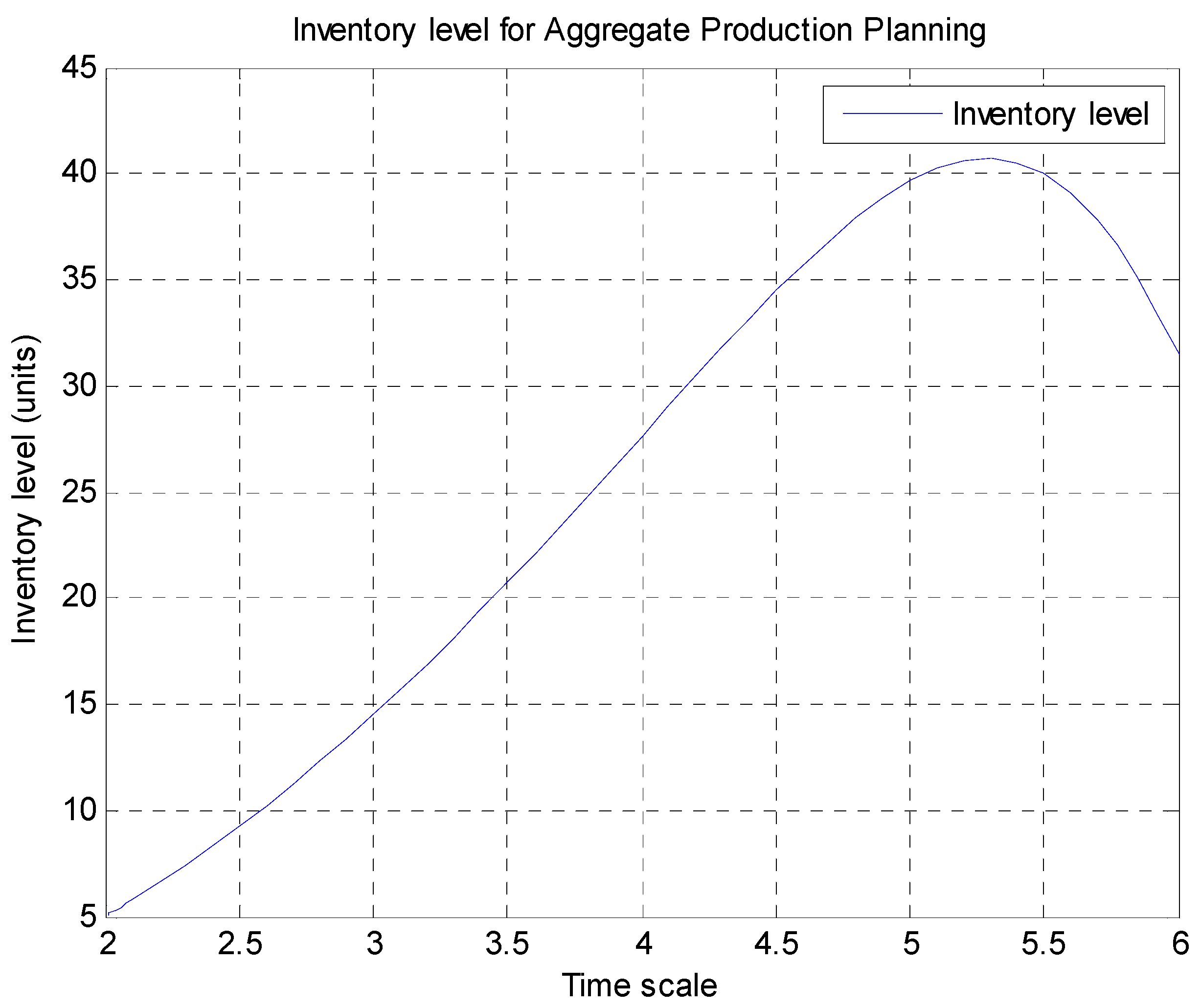
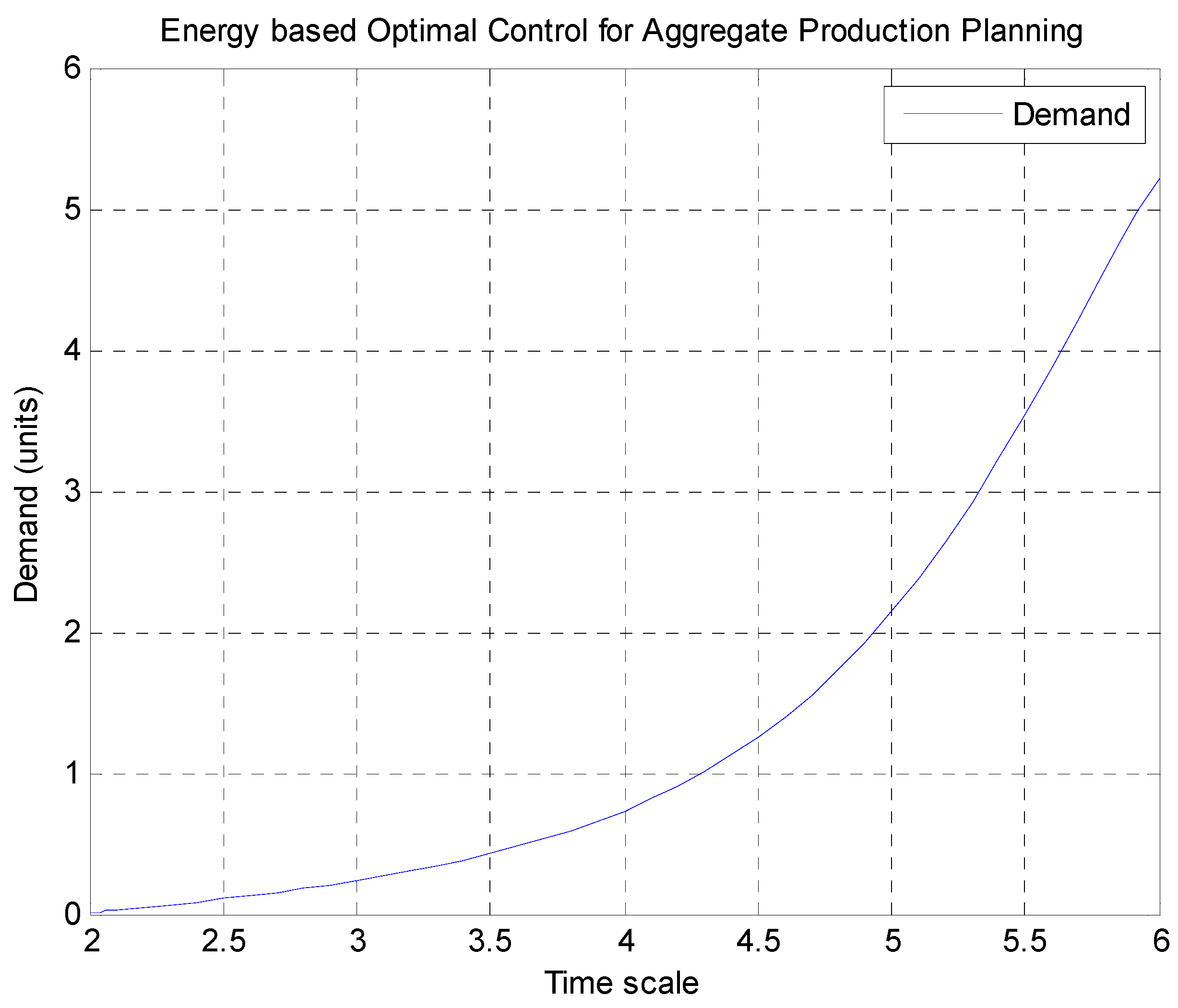
5.1. Energy Based Optimal Control Formulation: Continuous Inventory Policy Approach



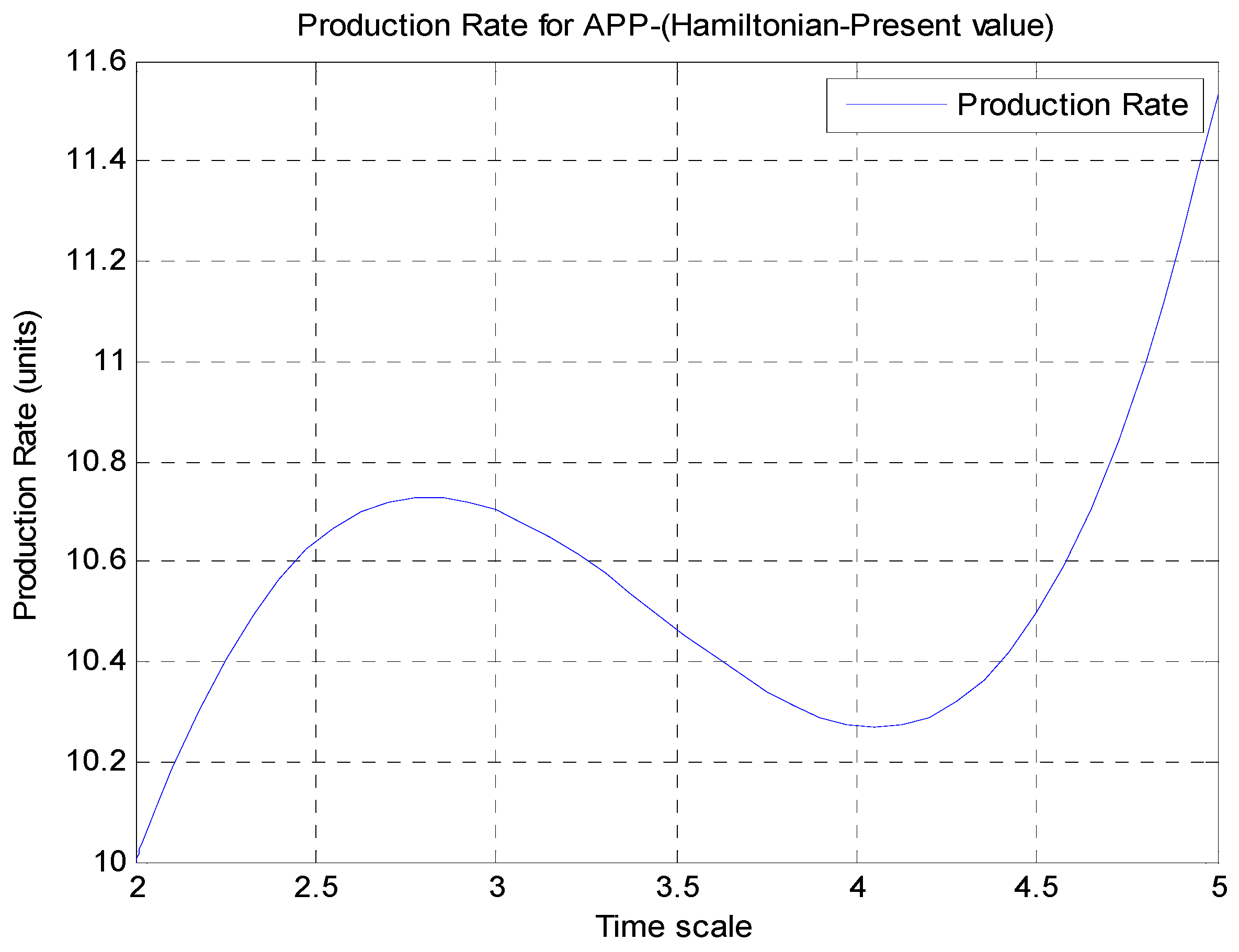
5.2. Energy Based-Optimal Control with a Discount Factor: A Hamiltonian “Present Value”



6. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
Appendix
- W = Setup cost for ordering one batch
- h = Holding cost per unit per unit of time held in inventory
- a = Known constant demand rate of units per unit of time
References
- Moreno, M.S.; Montagna, J.M. A multiperiod model for production planning and design in a multiproduct batch environment. Math. Comput. Model. 2009, 49, 1372–1385. [Google Scholar] [CrossRef]
- Holt, J.A. PDF versus LP: An empirical aggregate planning comparison. J. Oper. Manag. 1983, 3, 141–147. [Google Scholar] [CrossRef]
- Foote, B.L.; Ravlndran, A.; Lashine, S. Computational feasibility of multi-criteria models of production, planning and scheduling. J. Comput. Ind. Eng. 1988, 15, 129–138. [Google Scholar] [CrossRef]
- Buxey, G. Strategy not tactics drives aggregate planning. Int. J. Prod. Econ. 2003, 85, 331–346. [Google Scholar] [CrossRef]
- Buxey, G. Aggregate planning for seasonal demand: Reconciling theory with practice. Int. J. Oper. Prod. Manag. 2005, 25, 1083–1100. [Google Scholar] [CrossRef]
- Taubert, W.H. A search decision rule for the aggregate scheduling problem. Manag. Sci. 1968, 14, 343–359. [Google Scholar] [CrossRef]
- Schroeder, R.G.; Larson, P.D. A Reformulation of the aggregate planning problem. J. Oper. Manag. 1986, 6, 245–256. [Google Scholar] [CrossRef]
- Nam, S.; Logendram, R. Modified production switching heuristics for aggregate production planning. Comput. Oper. Res. 1995, 22, 531–541. [Google Scholar] [CrossRef]
- Da Silva, C.G.; Figueira, J.; Lisboa, J.; Barman, S. An interactive decision support system for an aggregate production planning model based on multiple criteria mixed integer linear programming. Omega 2006, 34, 167–177. [Google Scholar] [CrossRef]
- Buxey, G. Production Planning Under Seasonal Demand: A Case Study Perspective. Omega 1988, 16, 447–455. [Google Scholar] [CrossRef]
- Wang, R.C.; Liang, T.F. Applying possibilistic linear programming to aggregate production planning. Int. J. Prod. Econ. 2005, 98, 328–341. [Google Scholar] [CrossRef]
- Tadei, R.; Trubian, J.L.; Avendaño, F.; Croce, D.; Menga, G. Aggregate planning and scheduling in the food industry: A case study. Eur. J. Oper. Res. 1995, 87, 564–573. [Google Scholar] [CrossRef]
- Gansterer, M. Aggregate planning and forecasting in make-to-order production systems. Int. J. Prod. Econ. 2015, 170, 521–528. [Google Scholar] [CrossRef]
- Leung, S.C.H.; Wu, Y.; Lai, K.K. Multi-site aggregate production planning with multiple objectives: A goal programming approach. Prod. Plan. Control 2003, 14, 425–436. [Google Scholar] [CrossRef]
- Chien, Y.I.; Cunningham, W.J. Incorporating production planning in business planning: A linked spreadsheet approach. Prod. Plan. Control 2000, 11, 299–307. [Google Scholar] [CrossRef]
- Al-e-hashem, S.M.J.; Malekly, H.; Aryanezhad, M.B. A multi-objective robust optimization model for multi-product multi-site aggregate production planning in a supply chain under uncertainty. Int. J. Prod. Econ. 2011, 134, 28–42. [Google Scholar] [CrossRef]
- Wang, R.C.; Fang, H.H. Aggregate production planning with multiple objectives in a fuzzy environment. Eur. J. Oper. Res. 2001, 133, 521–536. [Google Scholar] [CrossRef]
- Tang, J.; Wang, D.; Fung, R. Fuzzy formulation for multi-product aggregate production planning. Prod. Plan. Control 2000, 11, 670–676. [Google Scholar] [CrossRef]
- Fahimnia, B.; Luong, L.; Marian, R. Genetic algorithm optimization of an integrated aggregate production-distribution plan in supply chains. Int. J. Prod. Res. 2012, 50, 81–96. [Google Scholar] [CrossRef]
- Sillekens, T.; Koberstein, A.; Suhl, L. Aggregate production planning in the automotive industry with special consideration of workforce flexibility. Int. J. Prod. Res. 2011, 49, 5055–5078. [Google Scholar] [CrossRef]
- Kim, B.; Kim, S. Extended model for a hybrid production planning approach. Int. J. Prod. Econ. 2001, 73, 165–173. [Google Scholar] [CrossRef]
- Leung, S.C.H.; Chan, S.S.W. A goal programming model for aggregate production planning with resource utilization constraint. Comput. Ind. Eng. 2009, 56, 1053–1064. [Google Scholar] [CrossRef]
- Mula, J.; Poler, R.; García-Sabater, J.P.; Lario, F.C. Models for production planning under uncertainty: A review. Int. J. Prod. Econ. 2006, 103, 271–285. [Google Scholar] [CrossRef]
- Bushuev, M. Convex optimization for aggregate production planning. Int. J. Prod. Res. 2014, 52, 1050–1058. [Google Scholar] [CrossRef]
- García, J.P.; Maheut, J.; García, J. A decision support system for aggregate production planning based on MILP: A case study from the automative industry. In Proceedings of the International Conference on Computers & Industrial Engineering (CIE), Troyes, France, 6–9 July 2009; pp. 366–371.
- Tavakkoli, R.; Safaei, N. An evolutionary algorithm for a single-item resource-constrained Aggregate Production Planning problem. In Proceedings of the IEEE International Conference on Evolutionary Computation, Vancouver, BC, Canada, 16–21 July 2006; pp. 2851–2858.
- Vergin, R.C. Production scheduling under seasonal demand. J. Ind. Eng. 1966, 17, 260–266. [Google Scholar]
- Das, S.K.; Sarin, S.C. An integrated approach to solving the master aggregate scheduling problem. Int. J. Prod. Econ. 1994, 34, 167–178. [Google Scholar] [CrossRef]
- Wienke, M. Aggegate Models for Transient Production Planning. Ph.D. Thesis, Arizona State University, Tempe, AZ, USA, 2015. [Google Scholar]
- Disney, S.M.; Naim, M.M.; Towill, D.R. Dynamic simulation modelling for lean logistics. Int. J. Phys. Distrib. Logist. Manag. 1997, 27, 174–196. [Google Scholar] [CrossRef]
- Disney, S.M.; Naim, M.M.; Towill, D.R. Genetic algorithm optimization of a class of inventory control system. Int. J. Prod. Econ. 2000, 68, 259–278. [Google Scholar] [CrossRef]
- Dejonckheere, J.; Disney, S.M.; Lambrecht, M.R.; Towill, D.R. Measuring and avoiding the bullwhip effect: A control theoretic approach. Eur. J. Oper. Res. 2003, 147, 567–590. [Google Scholar] [CrossRef]
- Tang, O.; Naim, M.M. The impact of information transparency on the dynamic behavior of a hybrid manufacturing/remanufacturing system. Int. J. Prod. Res. 2004, 42, 4135–4152. [Google Scholar] [CrossRef]
- Disney, S.M.; Towill, D.R. A discrete transfer function model to determine the dynamic stability of a vendor managed inventory supply chain. Int. J. Prod. Res. 2002, 40, 179–204. [Google Scholar] [CrossRef]
- Axsater, S. Control theory concepts in production and inventory control. Int. J. Syst. Sci. 1985, 16, 161–169. [Google Scholar] [CrossRef]
- Edghill, J.S.; Towill, D.R. The use of systems dynamics in manufacturing systems. Trans. Inst. Meas. Control 1989, 11, 208–216. [Google Scholar] [CrossRef]
- Riddalls, C.E.; Bennett, S. The stability of supply chains. Int. J. Prod. Res. 2002, 40, 459–475. [Google Scholar] [CrossRef]
- Ortega, M.; Lin, L. Control theory applications to the production–inventory problem: A review. Int. J. Prod. Res. 2004, 42, 2303–2322. [Google Scholar] [CrossRef]
- Dejonckheere, J.; Disney, S.M.; Lambrecht, M.R.; Towill, D.R. The impact of information enrichment on the Bullwhip effect in supply chains: A control engineering perspective. Eur. J. Oper. Res. 2004, 153, 727–750. [Google Scholar] [CrossRef]
- Sterman, J. Business Dynamics: Systems Thinking and Modeling for a Complex World; McGraw-Hill: New York, NY, USA, 2000. [Google Scholar]
- Dejonckheere, J.; Disneys, S.M.; Lambrecht, M.; Towill, D.R. The dynamics of aggregate planning. Prod. Plan. Control 2003, 14, 497–516. [Google Scholar] [CrossRef]
- Bijulal, D.; Venkateswaran, J.; Hemachandra, N. Service levels, system cost and stability of production-inventory control systems. Int. J. Prod. Res. 2011, 49, 7085–7105. [Google Scholar] [CrossRef]
- Riddalls, C.E.; Bennett, S. Production-inventory system controller design and supply chain dynamics. Int. J. Syst. Sci. 2002, 33, 181–195. [Google Scholar] [CrossRef]
- Poles, R. System Dynamics modeling of a production and inventory system for remanufacturing to evaluate system improvement strategies. Int. J. Prod. Econ. 2013, 144, 189–199. [Google Scholar] [CrossRef]
- Mason-Jones, R.; Towill, D.R. Using the Information Decoupling Point to Improve Supply Chain Performance. Int. J. Logist. Manag. 1999, 10, 13–26. [Google Scholar] [CrossRef]
- Chandra, C.; Grabis, J. Application of multi-steps forecasting for restraining the bullwhip effect and improving inventory performance under autoregressive demand. Eur. J. Oper. Res. 2005, 166, 337–350. [Google Scholar] [CrossRef]
- Agrawal, S.; Sengupta, R.N.; Shanker, K. Impact of information sharing and lead time on bullwhip effect and on-hand inventory. Eur. J. Oper. Res. 2009, 192, 576–593. [Google Scholar] [CrossRef]
- Costantino, F.; di Gravio, G.; Shaban, A.; Tronci, M. Exploring the bullwhip effect and inventory stability in a seasonal supply chain. Int. J. Eng. Bus. Manag. 2013. [Google Scholar] [CrossRef]
- Naim, M.M.; Wikner, J.; Grubbström, R.W. A net present value assessment of make-to-order and make-to-stock manufacturing systems. Omega 2007, 35, 524–532. [Google Scholar] [CrossRef]
- Disney, S.M.; Towill, D.R. A procedure for the optimization of the dynamic response of a Vendor Managed Inventory system. Comput. Ind. Eng. 2002, 43, 27–58. [Google Scholar] [CrossRef]
- Davizón, Y.A.; Soto, R.; Rodríguez, J.J.; Rodríguez-Leal, E.; Martínez-Olvera, C.; Hinojosa, C. Demand Management Based on Model Predictive Control Techniques. Math. Prob. Eng. 2014. [Google Scholar] [CrossRef]
- Zanwar, D.R.; Deshpande, V.S.; Modak, J.P.; Gupta, M.M.; Agrawal, K.N. Determination of mass, damping coefficient, and stiffness of production system using convolution integral. Int. J. Prod. Res. 2015, 53, 4351–4362. [Google Scholar] [CrossRef]
- Warburton, R.D.H.; Hodgson, J.P.E.; Nielsen, E.H. Exact solutions to the supply chain equations for arbitrary time-dependent demands. Int. J. Prod. Econ. 2014, 151, 195–205. [Google Scholar] [CrossRef]
- Kirk, D.E. Optimal Control Theory: An Introduction; Dover Publications: Mineola, NY, USA, 2004. [Google Scholar]
- Cerdá, E. Dynamic Optimization; Alfaomega: Madrid, Spain, 2012. (In Spanish) [Google Scholar]
- Khalil, H.K. Nonlinear Systems; Prentice Hall: Jamestown, ND, USA, 2002. [Google Scholar]
- Feng, L.; Zhang, J.; Tang, W. Optimal Inventory Control and pricing of Perishable items without shortages. IEEE Trans. Autom. Sci. Eng. 2015. [Google Scholar] [CrossRef]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons by Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Davizón, Y.A.; Martínez-Olvera, C.; Soto, R.; Hinojosa, C.; Espino-Román, P. Optimal Control Approaches to the Aggregate Production Planning Problem. Sustainability 2015, 7, 16324-16339. https://doi.org/10.3390/su71215819
Davizón YA, Martínez-Olvera C, Soto R, Hinojosa C, Espino-Román P. Optimal Control Approaches to the Aggregate Production Planning Problem. Sustainability. 2015; 7(12):16324-16339. https://doi.org/10.3390/su71215819
Chicago/Turabian StyleDavizón, Yasser A., César Martínez-Olvera, Rogelio Soto, Carlos Hinojosa, and Piero Espino-Román. 2015. "Optimal Control Approaches to the Aggregate Production Planning Problem" Sustainability 7, no. 12: 16324-16339. https://doi.org/10.3390/su71215819