Fabrication of Taper Free Micro-Holes Utilizing a Combined Rotating Helical Electrode and Short Voltage Pulse by ECM


Abstract
:1. Introduction
2. Experimental
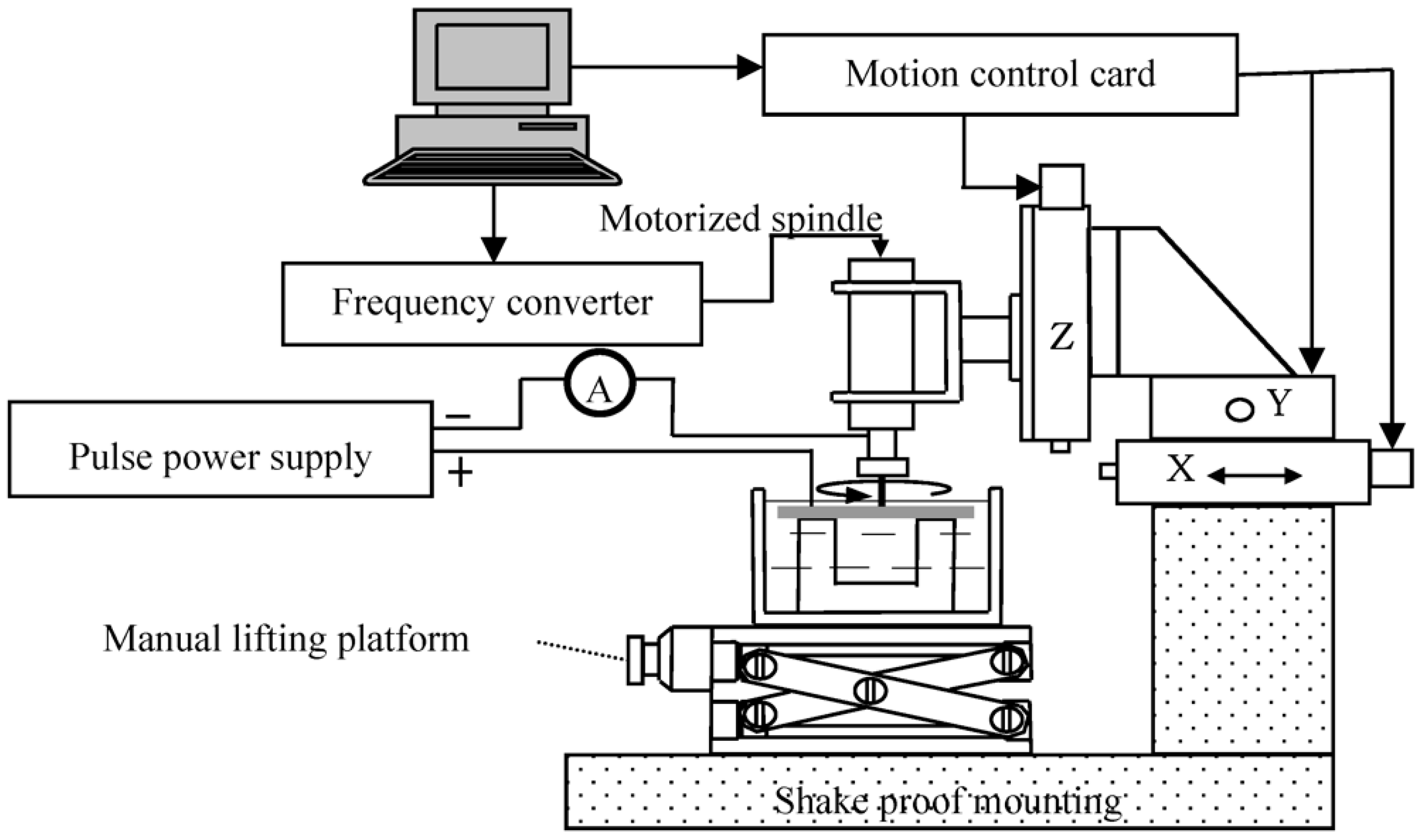
2.1. Experimental System
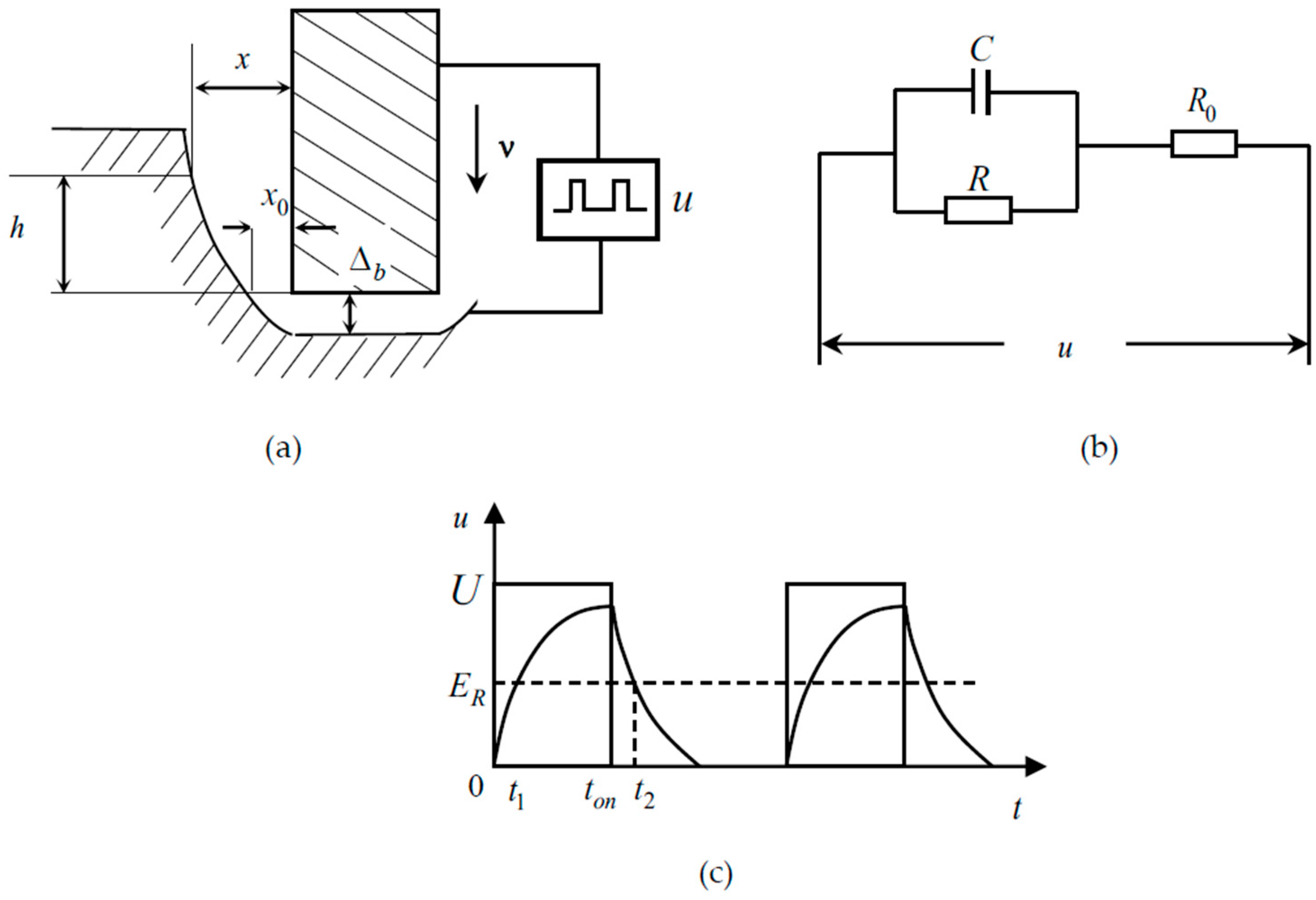
2.2. Theoretical Model of ECD with Ultra-Short Voltage Pulse
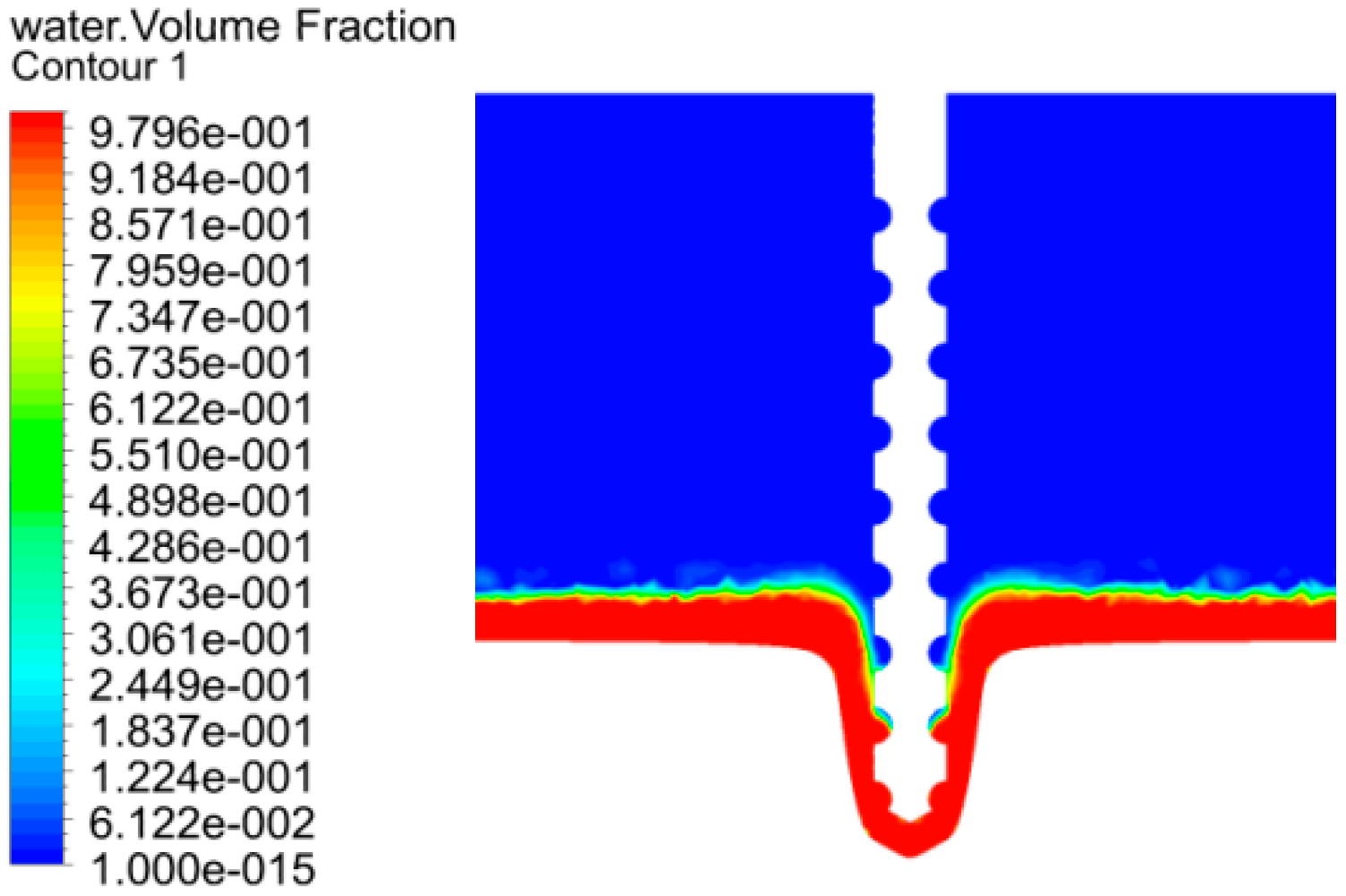
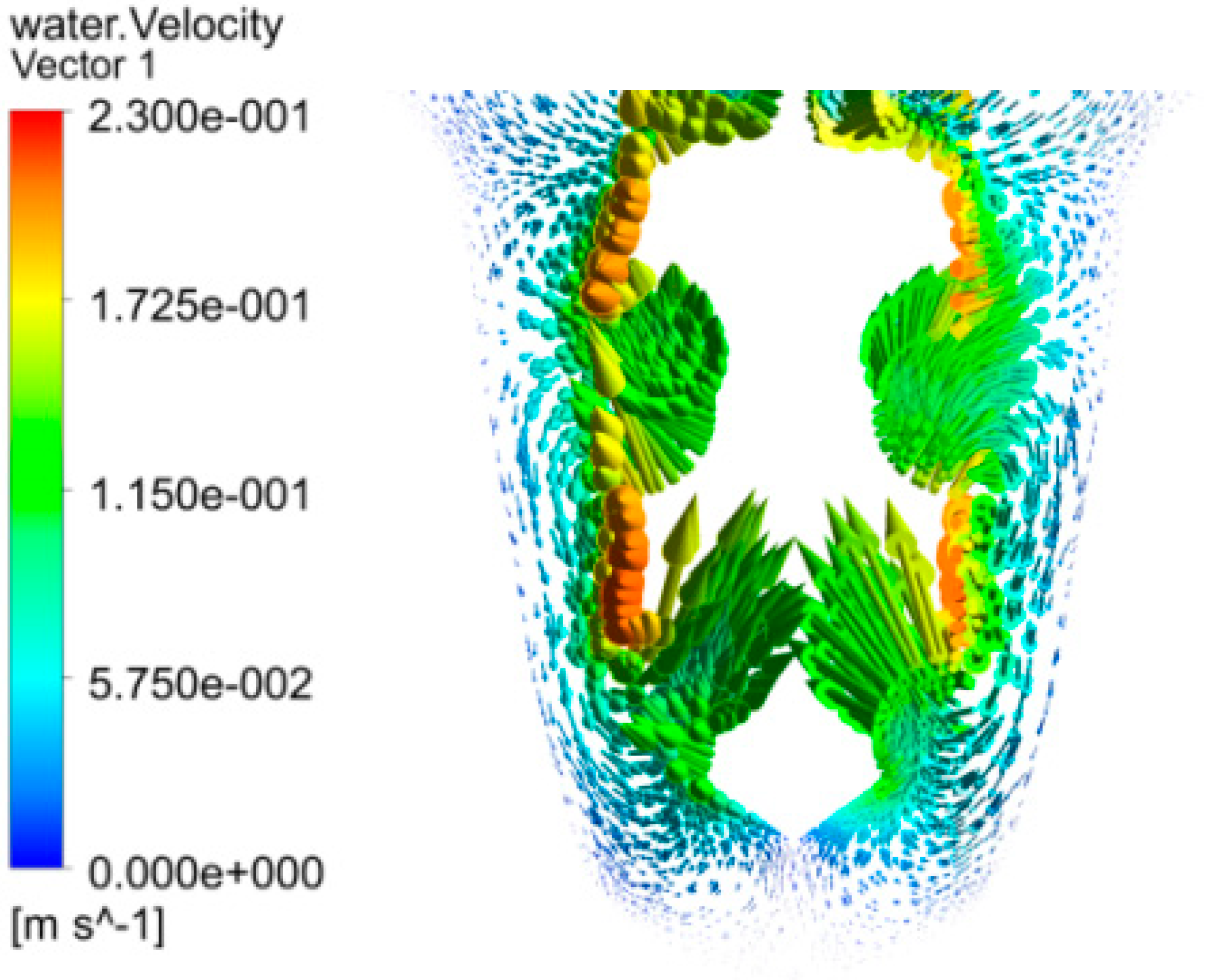
2.3. Effects of Rotating Helical Electrode on Gap Flow Field
3. Results and Discussion
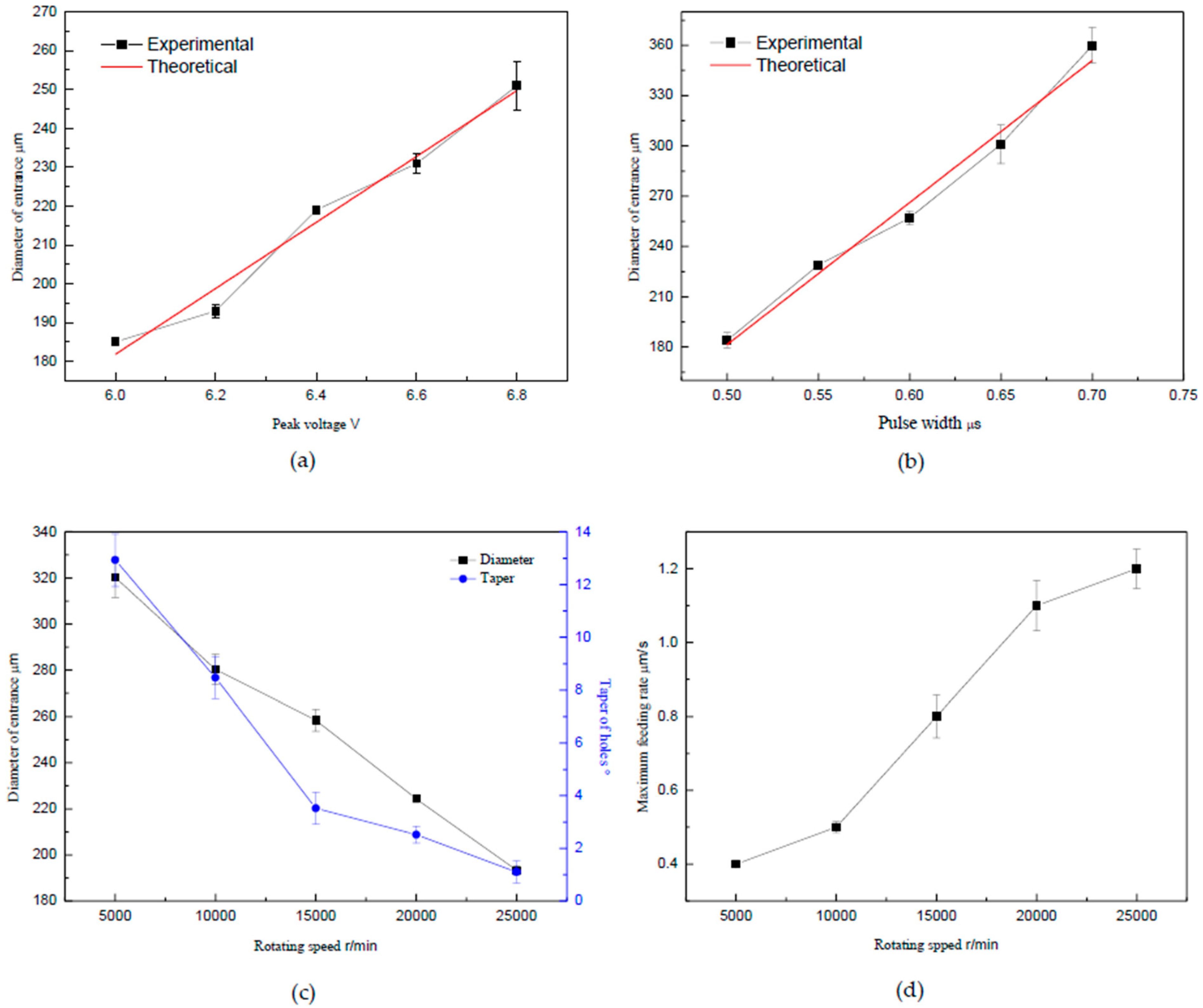
3.1. Effect of Peak Voltage on the Diameter of Entrances
3.2. Effect of Pulse Width on the Diameter of Entrance
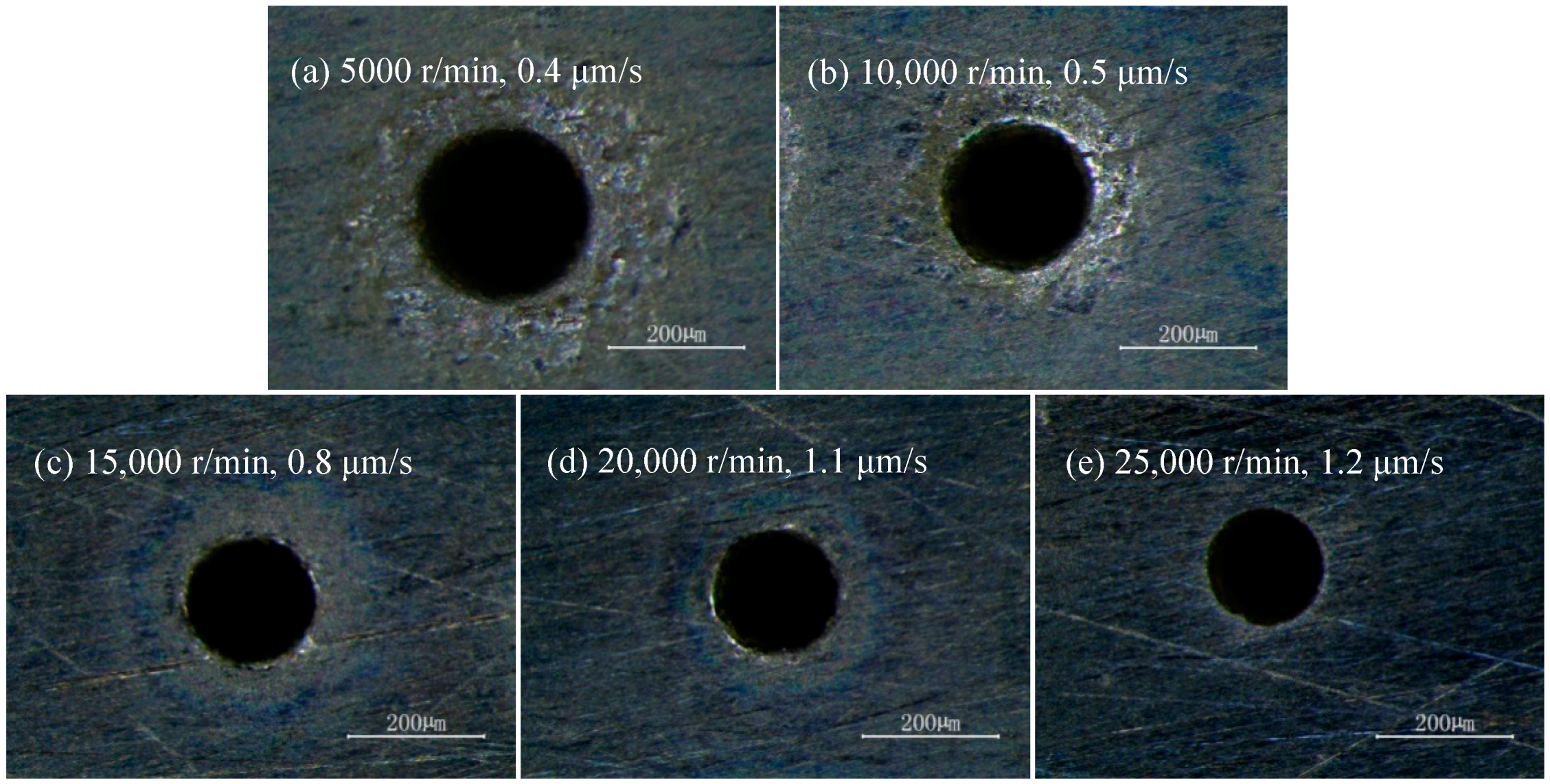
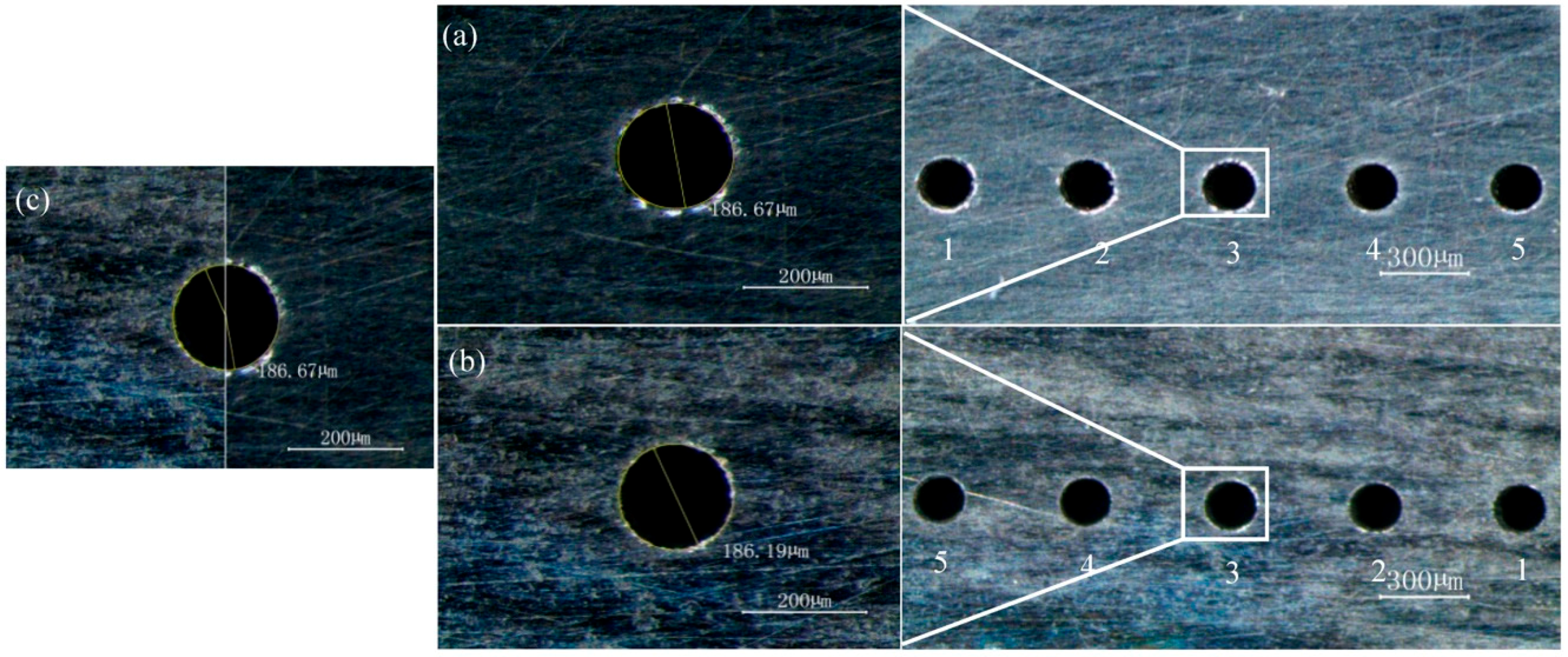
3.3. Effect of Rotating Speed on the Diameter and Taper of Holes
3.4. Effect of Rotating Speed on the Maximum Feed Rate
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- Rajurkar, K.P.; Levy, G.; Malshe, A.; Sundaram, M.M.; McGeough, J.; Hu, X.; Resnick, R.; DeSilva, A. Micro and nano machining by electro-physical and chemical processes. CIRP Ann.-Manuf. Technol. 2006, 55, 643–666. [Google Scholar] [CrossRef]
- Jo, C.H.; Kim, B.H.; Chu, C.N. Micro electrochemical machining for complex internal micro features. CIRP Ann.-Manuf. Technol. 2009, 58, 181–184. [Google Scholar] [CrossRef]
- D’Urso, G.; Giardin, C.; Quarto, M.; Maccarini, G. Cost Index Model for the Process Performance Optimization of Micro-EDM Drilling on Tungsten Carbide. Micromachines 2017, 8, 251. [Google Scholar] [CrossRef] [PubMed]
- Wang, C.J.; Chen, G.; Luan, D.; Zhang, P. Effect of Laser Power on the Quality of Drilled Micro Hole Using Cu50Zr50 Amorphous Alloys Foils. Micromachines 2014, 5, 1061–1068. [Google Scholar] [CrossRef]
- Schuster, R.; Kirchner, V.; Allongue, P.; Ertl, G. Electrochemical micromachining. Science 2000, 289, 98–101. [Google Scholar] [CrossRef] [PubMed]
- Kim, B.H.; Park, B.J.; Chu, C.N. Fabrication of multiple electrodes by reverse EDM and their application in micro ECM. J. Micromech. Microeng. 2006, 16, 843. [Google Scholar] [CrossRef]
- Lee, E.S.; Baek, S.Y.; Cho, C.R. A study of the characteristics for electrochemical micromachining with ultrashort voltage pulses. Int. J. Adv. Manuf. Technol. 2007, 31, 762–769. [Google Scholar] [CrossRef]
- Ryu, S.H. Micro fabrication by electrochemical process in citric acid electrolyte. J. Mater. Mach. Technol. 2009, 209, 2831–2837. [Google Scholar] [CrossRef]
- Yong, L.; Zheng, Y.; Yang, G.; Peng, L. Localized electrochemical micromachining with gap control. Sens. Actuators A Phys. 2003, 108, 44–148. [Google Scholar] [CrossRef]
- Liu, G.; Li, Y.; Chen, X.; Ma, X.; Zhu, X. Side-Insulation of Tool Electrode and Application in Micro ECM. Electromach. Mould 2009, 4, 28–31. [Google Scholar]
- Park, B.J.; Kim, B.H.; Chu, C.N. The effects of tool electrode size on characteristics of micro electrochemical machining. CIRP Ann.-Manuf. Technol. 2006, 55, 197–200. [Google Scholar] [CrossRef]
- Wang, J.; Chen, W.; Gao, F.; Han, F. A new electrode sidewall insulation method in electrochemical drilling. Int. J. Adv. Manuf. Technol. 2014, 75, 21–32. [Google Scholar] [CrossRef]
- Fang, X.L.; Qu, N.S.; Zhang, Y.; Zhu, D. Improvement of hole exit accuracy in electrochemical drilling by applying a potential difference between an auxiliary electrode and the anode. J. Mater. Mach. Technol. 2014, 214, 556–564. [Google Scholar] [CrossRef]
- Kim, B.H.; Na, C.W.; Lee, Y.S.; Choi, D.K.; Chu, C.N. Micro electrochemical machining of 3D micro structure using dilute sulfuric acid. CIRP Ann.-Manuf. Technol. 2005, 54, 191–194. [Google Scholar] [CrossRef]
- Liu, Y.; Cai, H.; Li, H. Fabrication of micro spherical electrode by one pulse EDM and their application in electrochemical micromachining. J. Manuf. Process. 2015, 17, 162–170. [Google Scholar] [CrossRef]
- Park, M.S.; Chu, C.N. Micro-electrochemical machining using multiple tool electrodes. J. Micromech. Microeng. 2007, 17, 1451. [Google Scholar] [CrossRef]
- Fang, X.; Wang, X.; Wang, W.; Qu, N.; Li, H. Electrochemical drilling of multiple small holes with optimized electrolyte dividing manifolds. J. Mater. Mach. Technol. 2017, 247, 40–47. [Google Scholar] [CrossRef]
- Ahn, S.H.; Ryu, S.H.; Choi, D.K.; Chu, C.N. Electro-chemical micro drilling using ultra short pulses. Accuracy Eng. 2004, 28, 129–134. [Google Scholar] [CrossRef]
- Wang, M.H.; Zhu, D.; Xu, H.Y. Use of Micro-helix Electrodes in Improving Performance of Micro-ECM. Mech. Sci. Technol. 2006, 3, 024. [Google Scholar] [CrossRef]
- Liu, Y.; Huang, S.F. Experimental Study on Electrochemical Drilling of Micro Holes with High Aspect Ratio. Adv. Mater. Res. 2014, 941, 1952–1955. [Google Scholar] [CrossRef]
- Liu, Y.; Jiang, Y.; Guo, C.; Deng, S.; Kong, H. Experimental Research on Machining Localization and Surface Quality in Micro Electrochemical Milling of Nickel-Based Superalloy. Micromachines 2018, 9, 402. [Google Scholar] [CrossRef] [PubMed]
- Wu, Y.Y.; Sheu, D.Y. Investigating Tungsten Carbide Micro-Hole Drilling Characteristics by Desktop Micro-ECM with NaOH Solution. Micromachines 2018, 9, 512. [Google Scholar] [CrossRef]
- Lucas, H.; Jana, A.Z. Micro-hole drilling on glass substrates—A review. Micromachines 2017, 8, 53. [Google Scholar] [CrossRef]
- Choi, W.K.; Kim, S.H.; Choi, S.G.; Lee, E.S. Quadrilateral Micro-Hole Array Machining on Invar Thin Film: Wet Etching and Electrochemical Fusion Machining. Materials 2018, 11, 160. [Google Scholar] [CrossRef] [PubMed]
- Khan, M.S.; Williams, J.D. Fabrication of solid state nanopore in thin silicon membrane using low cost multistep chemical etching. Materials 2015, 8, 7389–7400. [Google Scholar] [CrossRef] [PubMed]
- Khuat, V.; Si, J.; Chen, T.; Dao, V.; Hou, X. Simple method for fabrication of microchannels in silicon carbide. J. Laser Appl. 2015, 27, 022002. [Google Scholar] [CrossRef]
- Zhu, H.; Zhang, Z.; Xu, K.; Xu, J.; Zhu, S.; Wang, A.; Qi, H. Performance Evaluation and Comparison between Direct and Chemical-Assisted Picosecond Laser Micro-Trepanning of Single Crystalline Silicon. Materials 2019, 12, 41. [Google Scholar] [CrossRef]
- Gao, B.; Chen, T.; Chen, Y.; Si, J.H.; Hou, X. Fabrication of through micro-hole arrays in silicon using femtosecond laser irradiation and selective chemical etching. Chin. Phys. Lett. 2015, 32, 107901. [Google Scholar] [CrossRef]
- Fang, X.; Zhang, P.; Zeng, Y.; Qu, N.; Zhu, D. Enhancement of performance of wire electrochemical micromachining using a rotary helical electrode. J. Mater. Mach. Technol. 2016, 227, 129–137. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Valve |
|---|---|
| Electrode diameter | 100 μm |
| Thickness of alloy plate | 500 μm |
| Concentration of electrolyte | 5% NaNO3 |
| Temperature of electrolyte | 25 °C |
| Initial machining gap | 5 μm |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Y.; Li, M.; Niu, J.; Lu, S.; Jiang, Y. Fabrication of Taper Free Micro-Holes Utilizing a Combined Rotating Helical Electrode and Short Voltage Pulse by ECM. Micromachines 2019, 10, 28. https://doi.org/10.3390/mi10010028
Liu Y, Li M, Niu J, Lu S, Jiang Y. Fabrication of Taper Free Micro-Holes Utilizing a Combined Rotating Helical Electrode and Short Voltage Pulse by ECM. Micromachines. 2019; 10(1):28. https://doi.org/10.3390/mi10010028
Chicago/Turabian StyleLiu, Yong, Minghong Li, Jingran Niu, Shizhou Lu, and Yong Jiang. 2019. "Fabrication of Taper Free Micro-Holes Utilizing a Combined Rotating Helical Electrode and Short Voltage Pulse by ECM" Micromachines 10, no. 1: 28. https://doi.org/10.3390/mi10010028
APA StyleLiu, Y., Li, M., Niu, J., Lu, S., & Jiang, Y. (2019). Fabrication of Taper Free Micro-Holes Utilizing a Combined Rotating Helical Electrode and Short Voltage Pulse by ECM. Micromachines, 10(1), 28. https://doi.org/10.3390/mi10010028