The Tool Life and Coating-Substrate Adhesion of AlCrSiN-Coated Carbide Cutting Tools Prepared by LARC with Respect to the Edge Preparation and Surface Finishing


Abstract
:1. Introduction
2. Preliminary Experiment
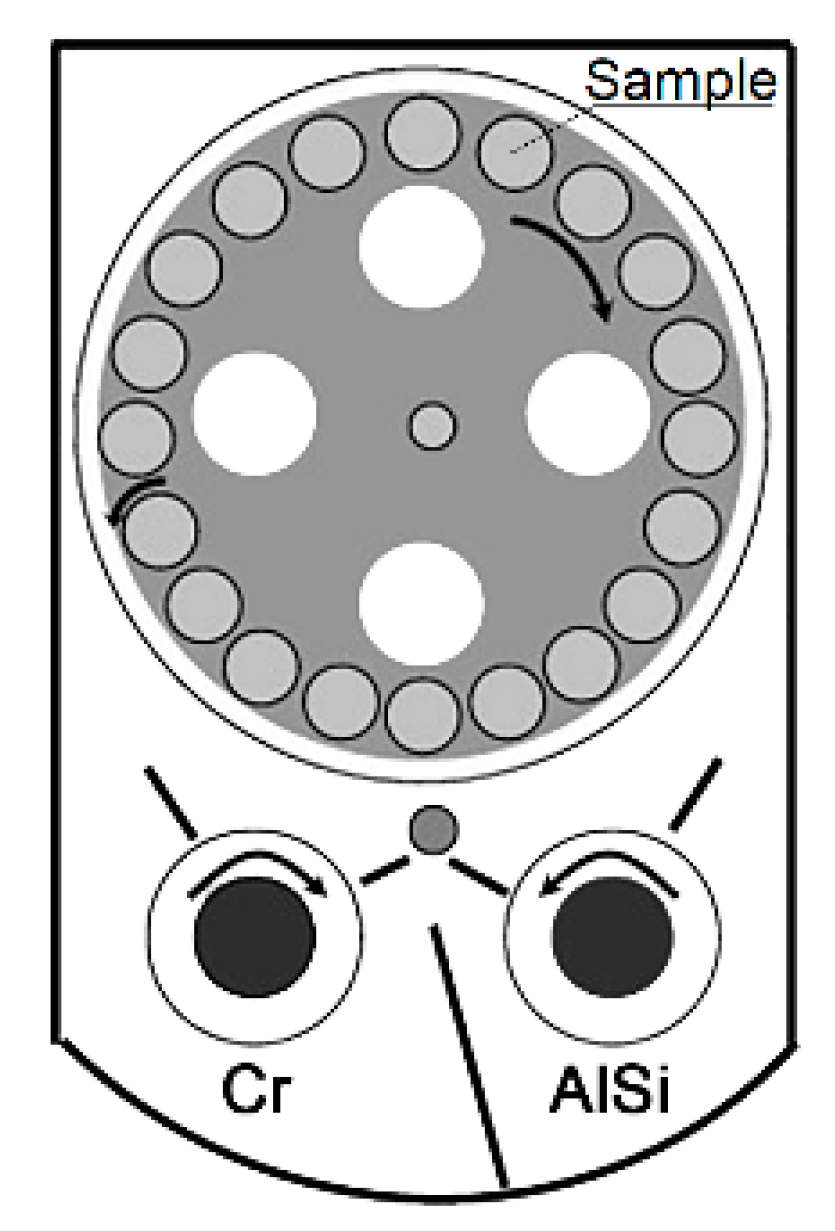
2.1. Coating Deposition Conditions
2.2. Measurement of the Coating Thickness, Nanohardness, and Coating-Substrate Adhesion
2.3. Evaluation of the Preliminary Experiment
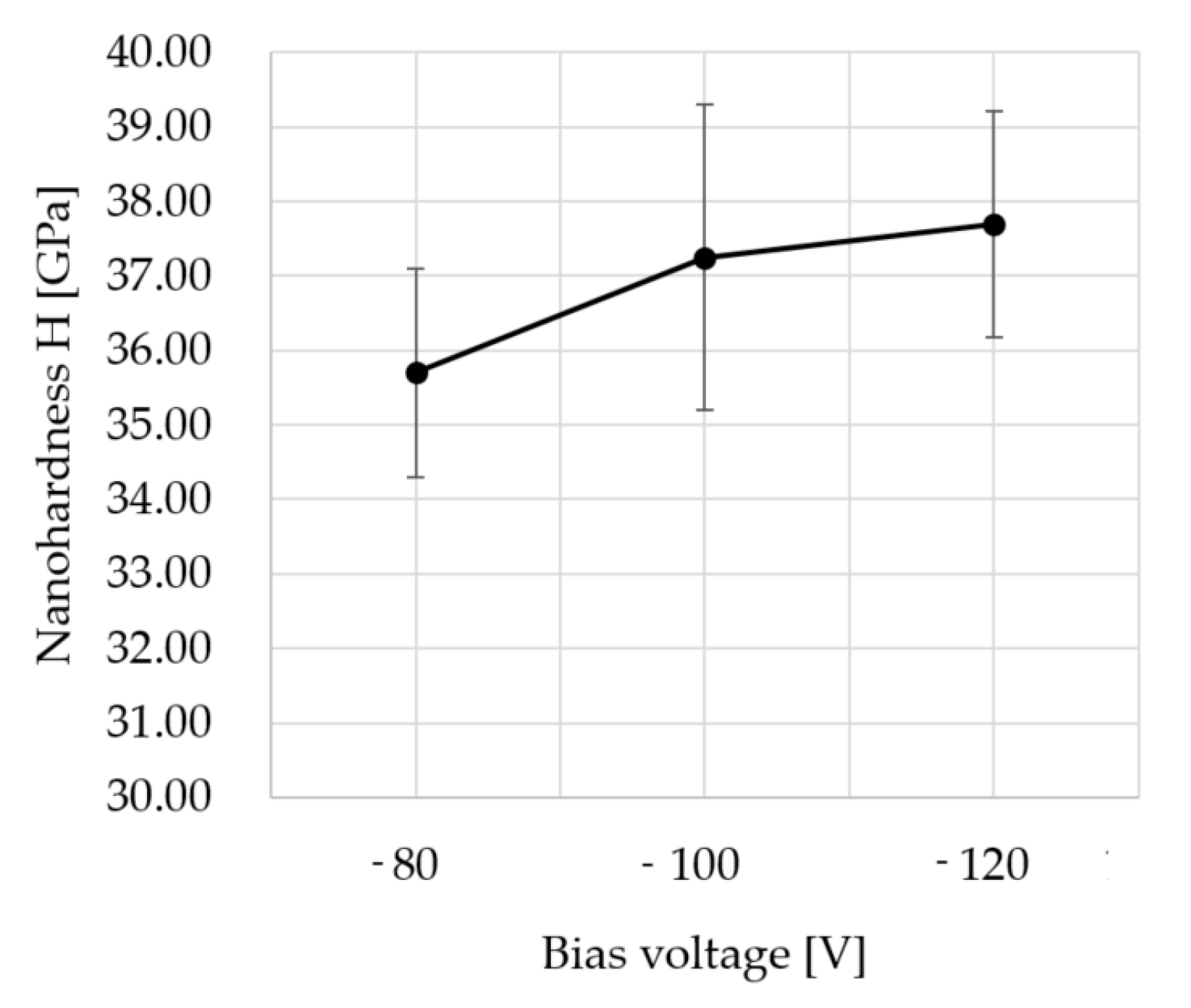
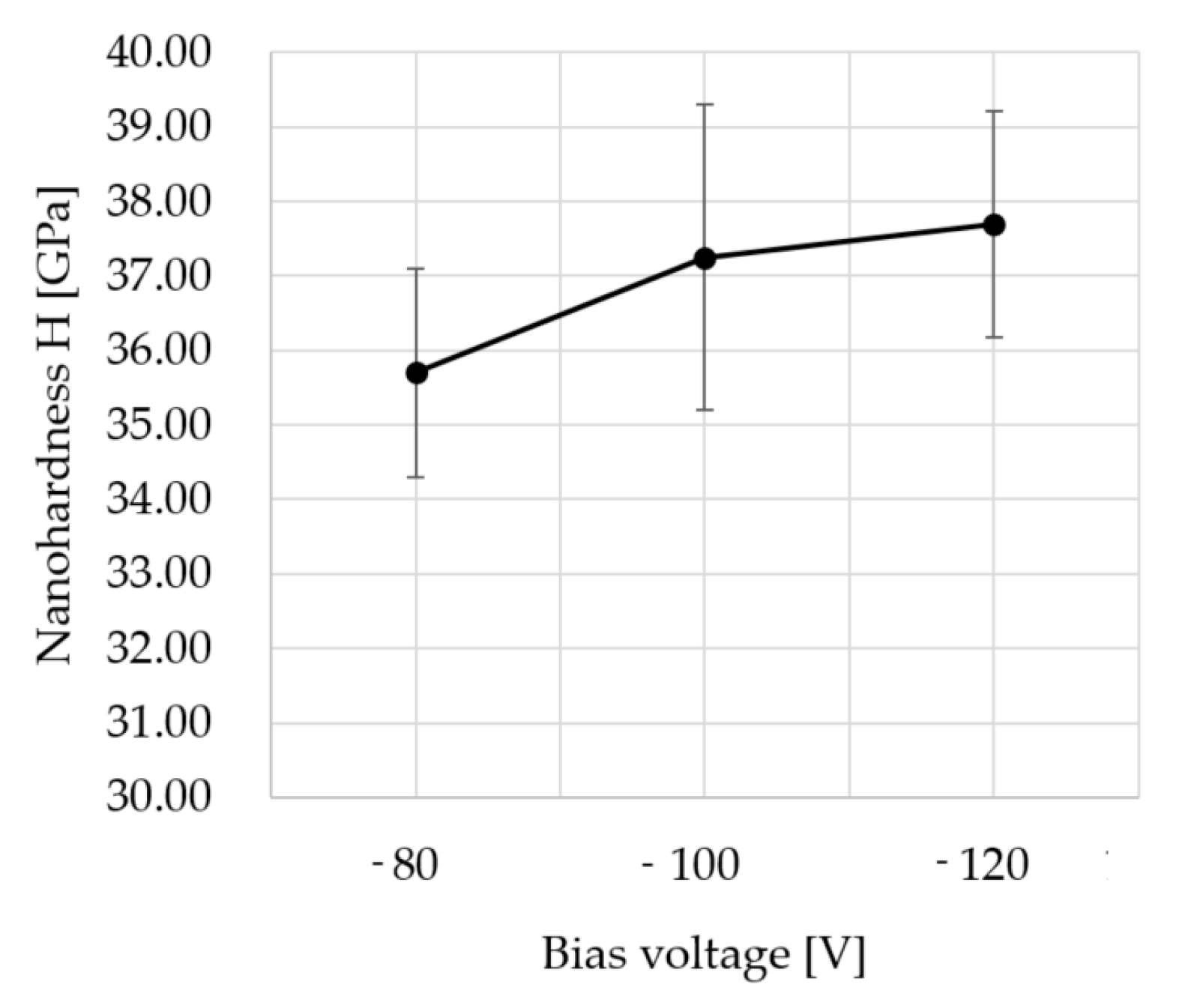
2.3.1. Nanohardness
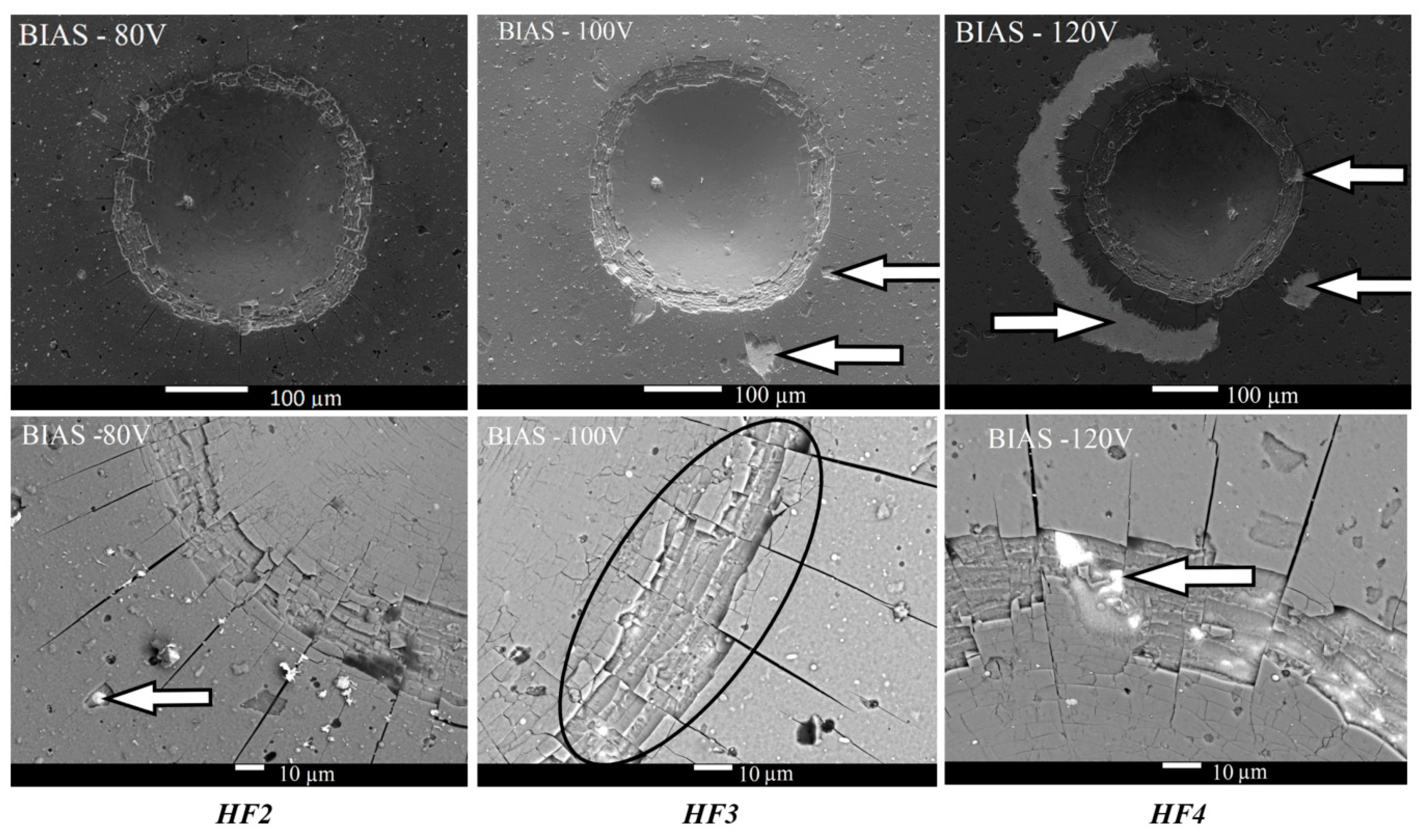
2.3.2. Coating-Substrate Adhesion
3. Materials and Methods
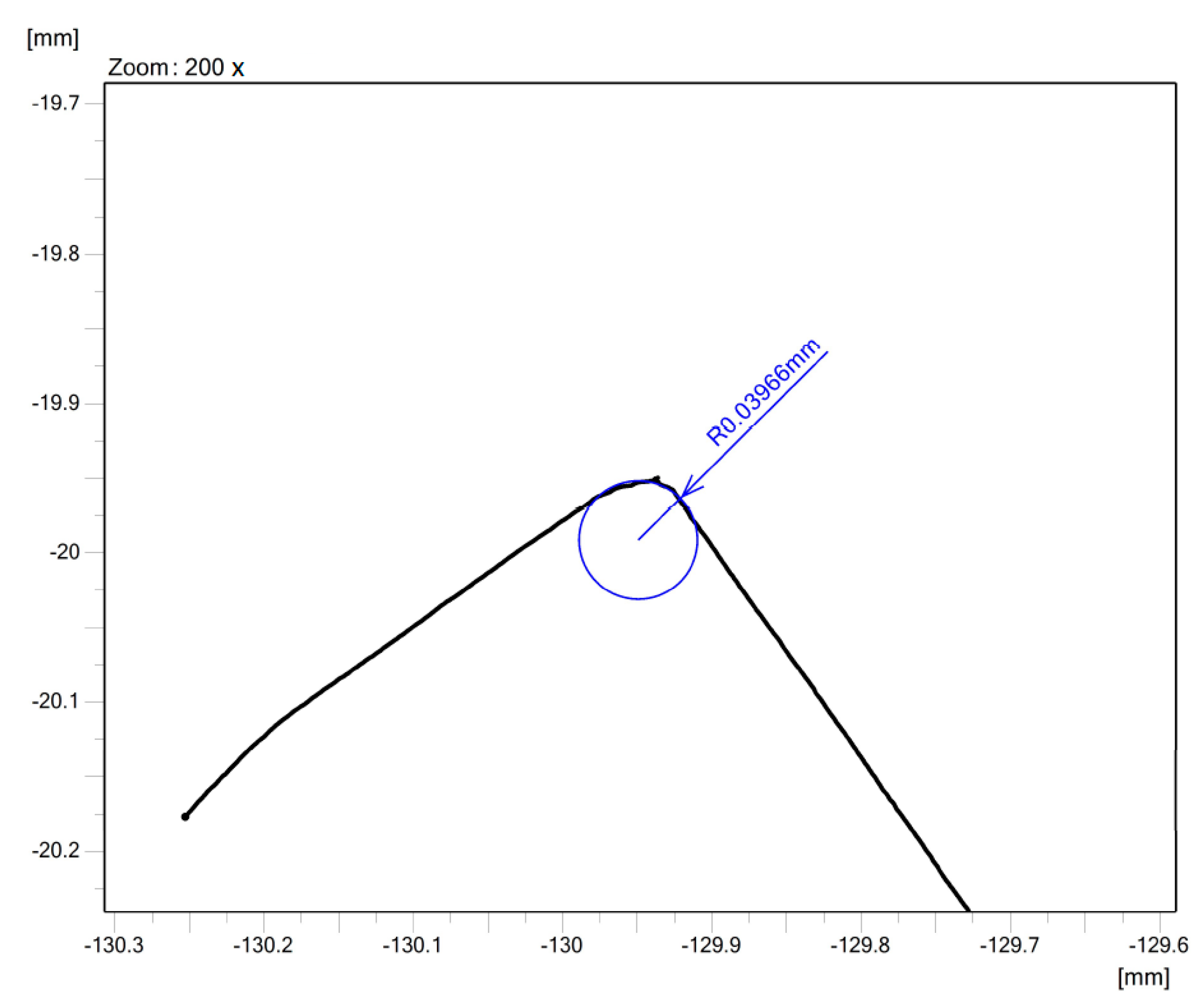
3.1. Edge Preparation with Surface Finishing
3.2. Selected Deposition Parameters of AlCrSiN Coating for Cemented Carbide Turning Inserts
3.3. Measurement of the Coating-Substrate Adhesion
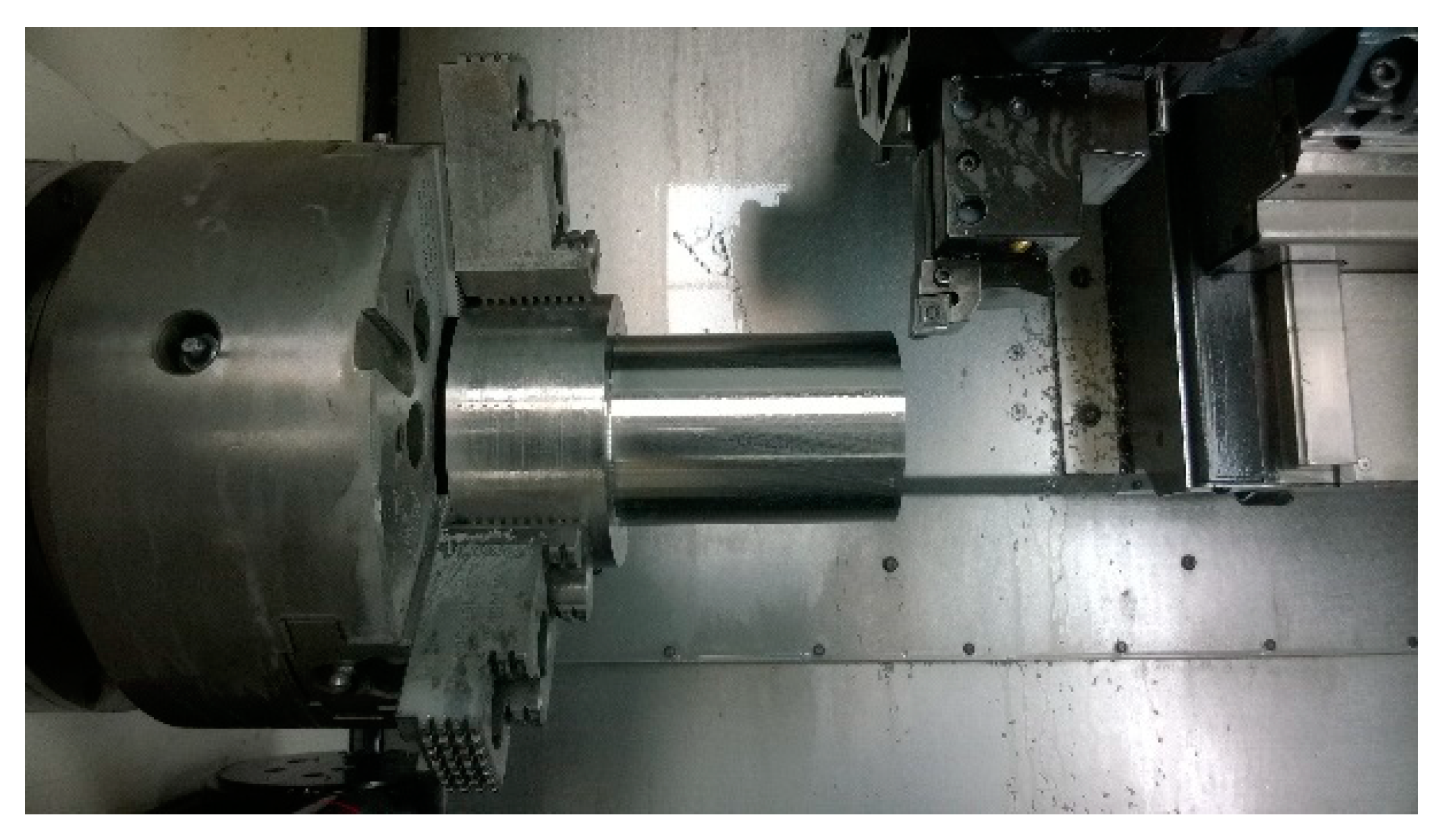
3.4. Tool Life Cutting Test
- rn = 24 μm
- rn = 44 μm
- rn = 64 μm
4. Results and Discussion
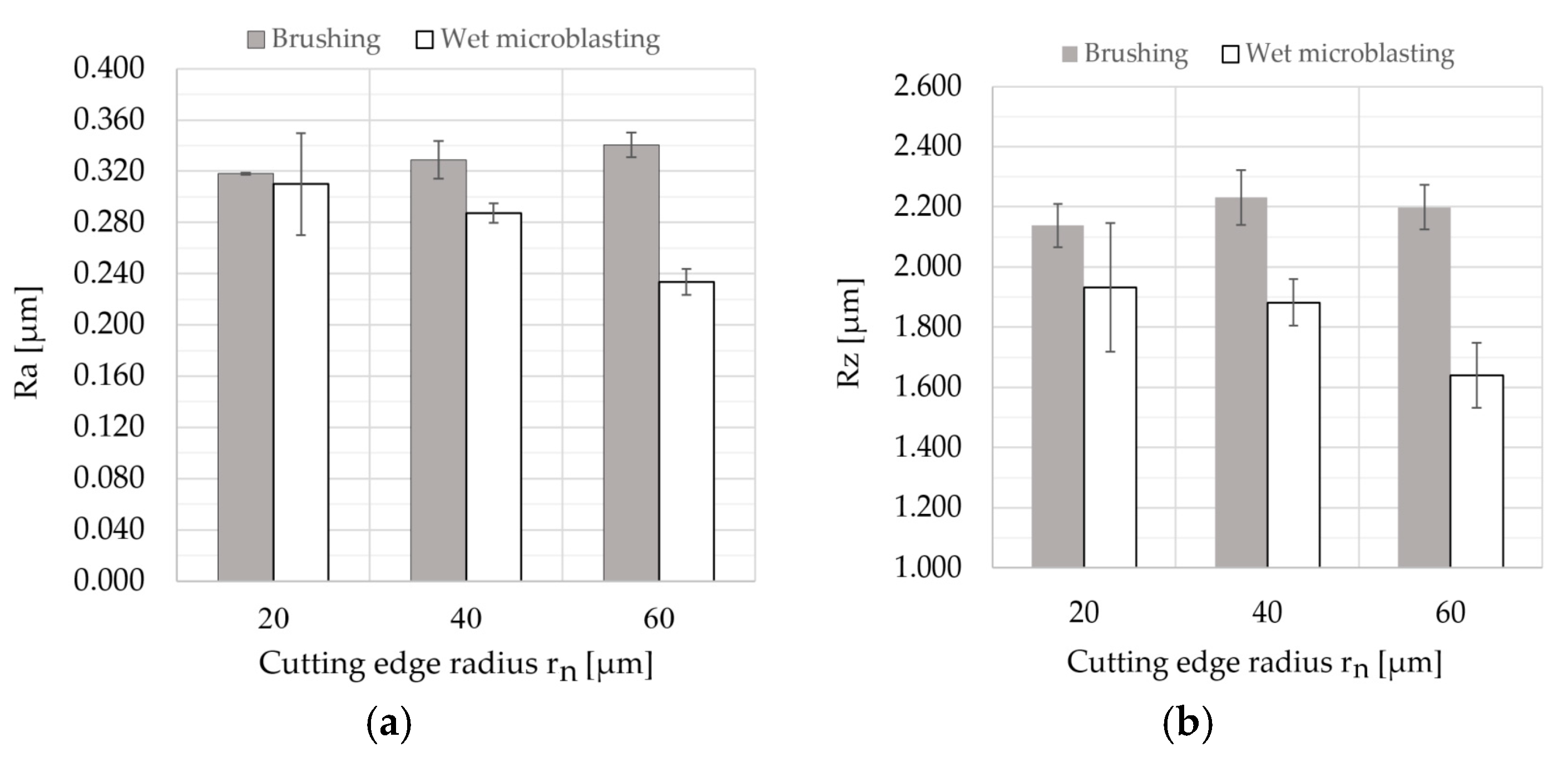
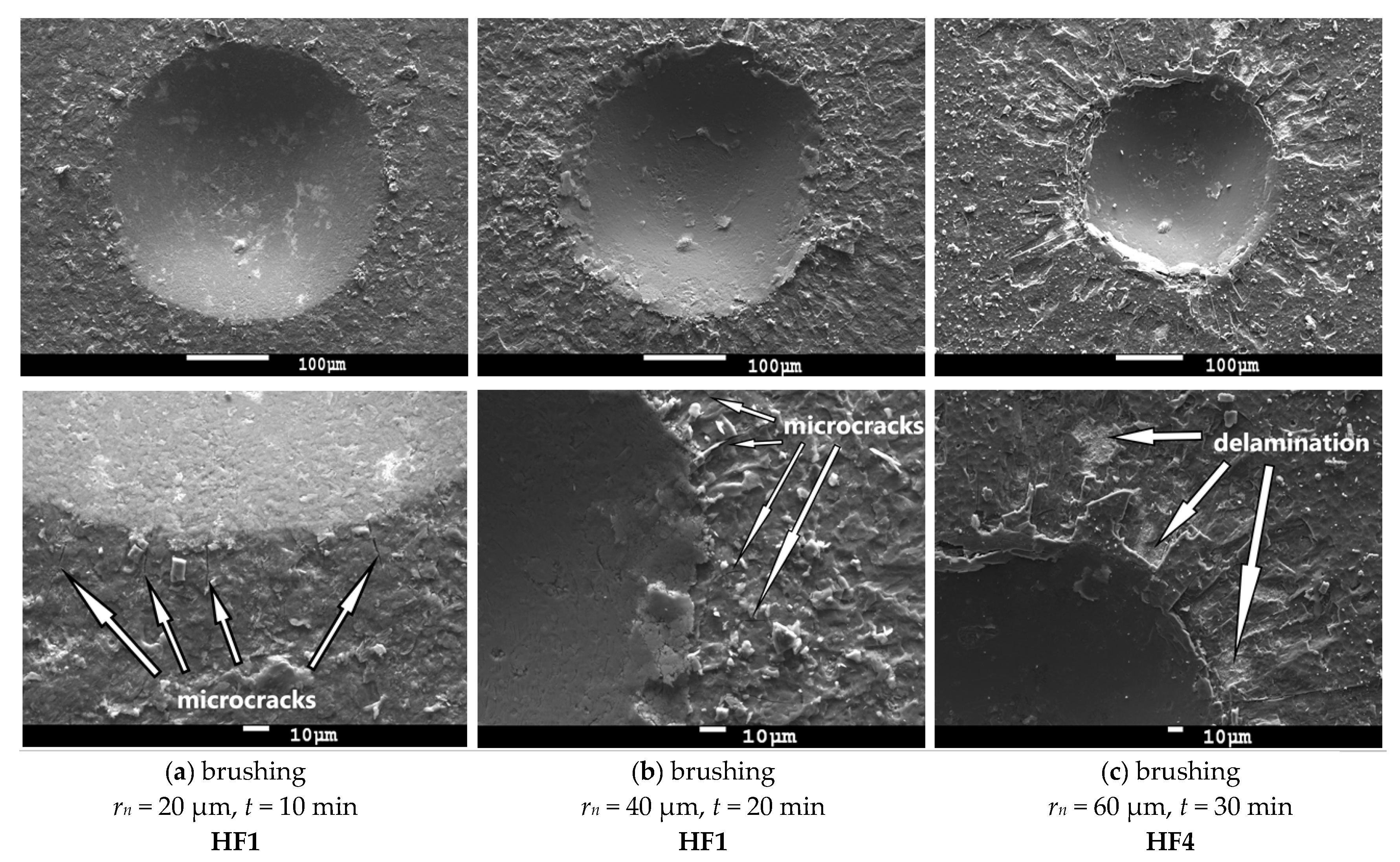
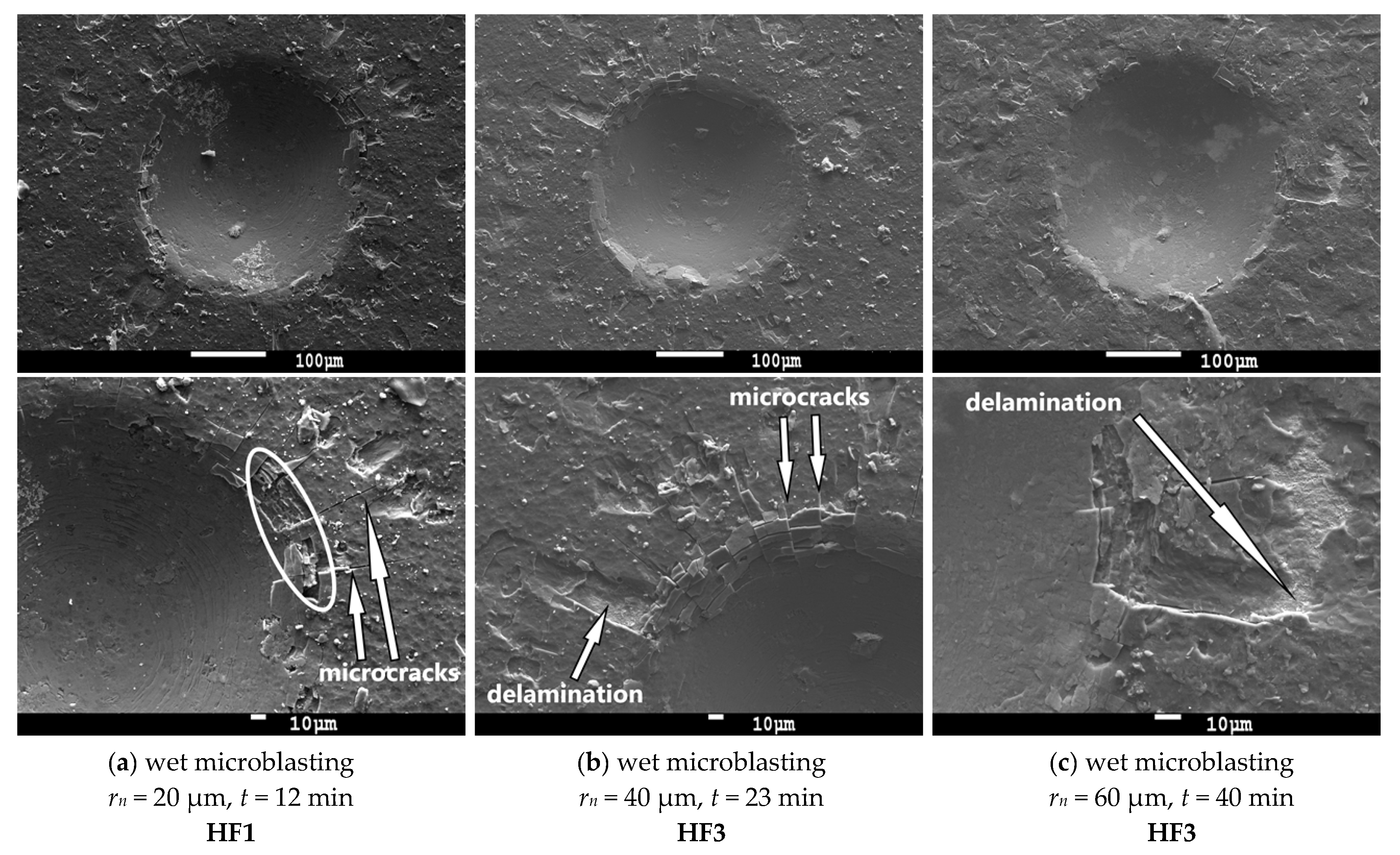
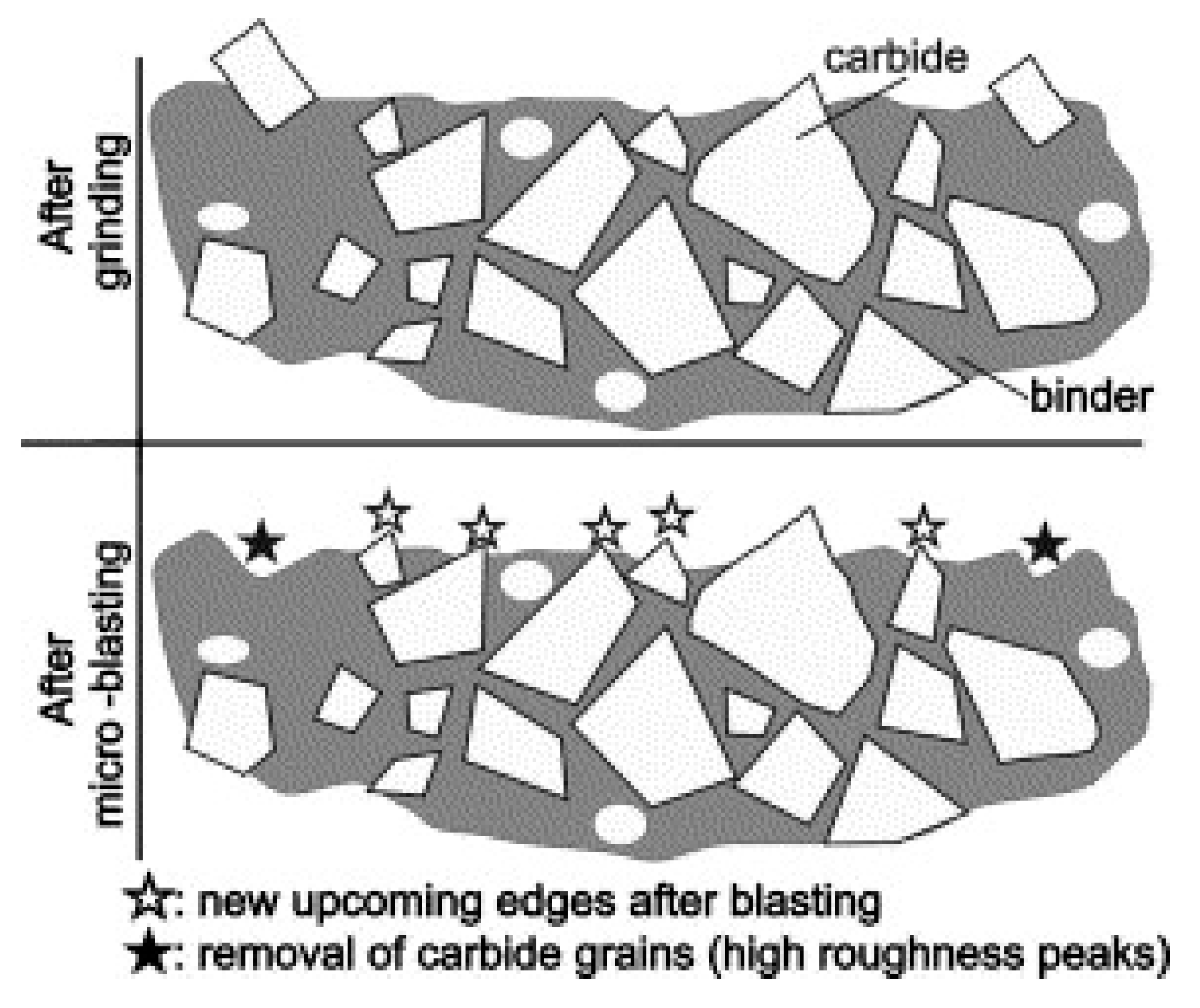
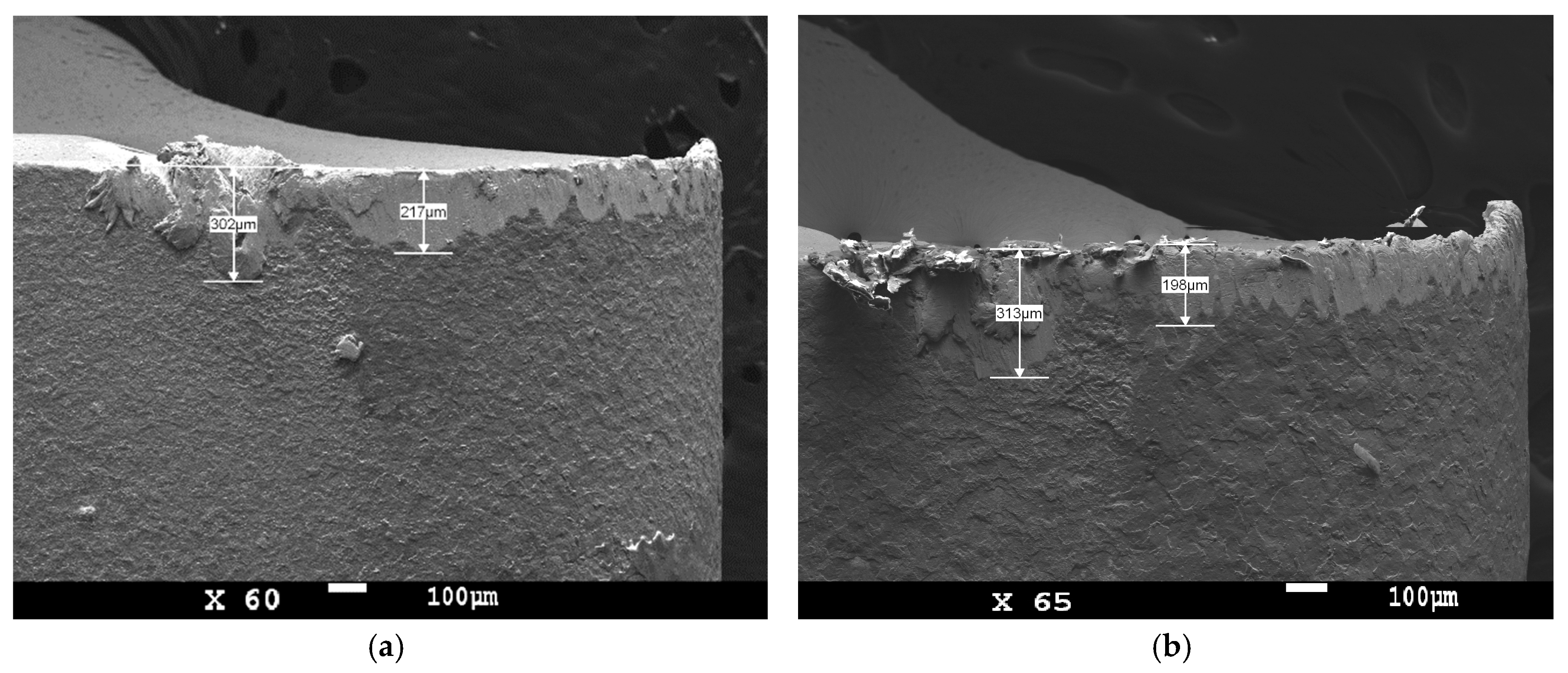
4.1. Edge Preparation with Surface Finishing
4.2. Coating-Substrate Adhesion
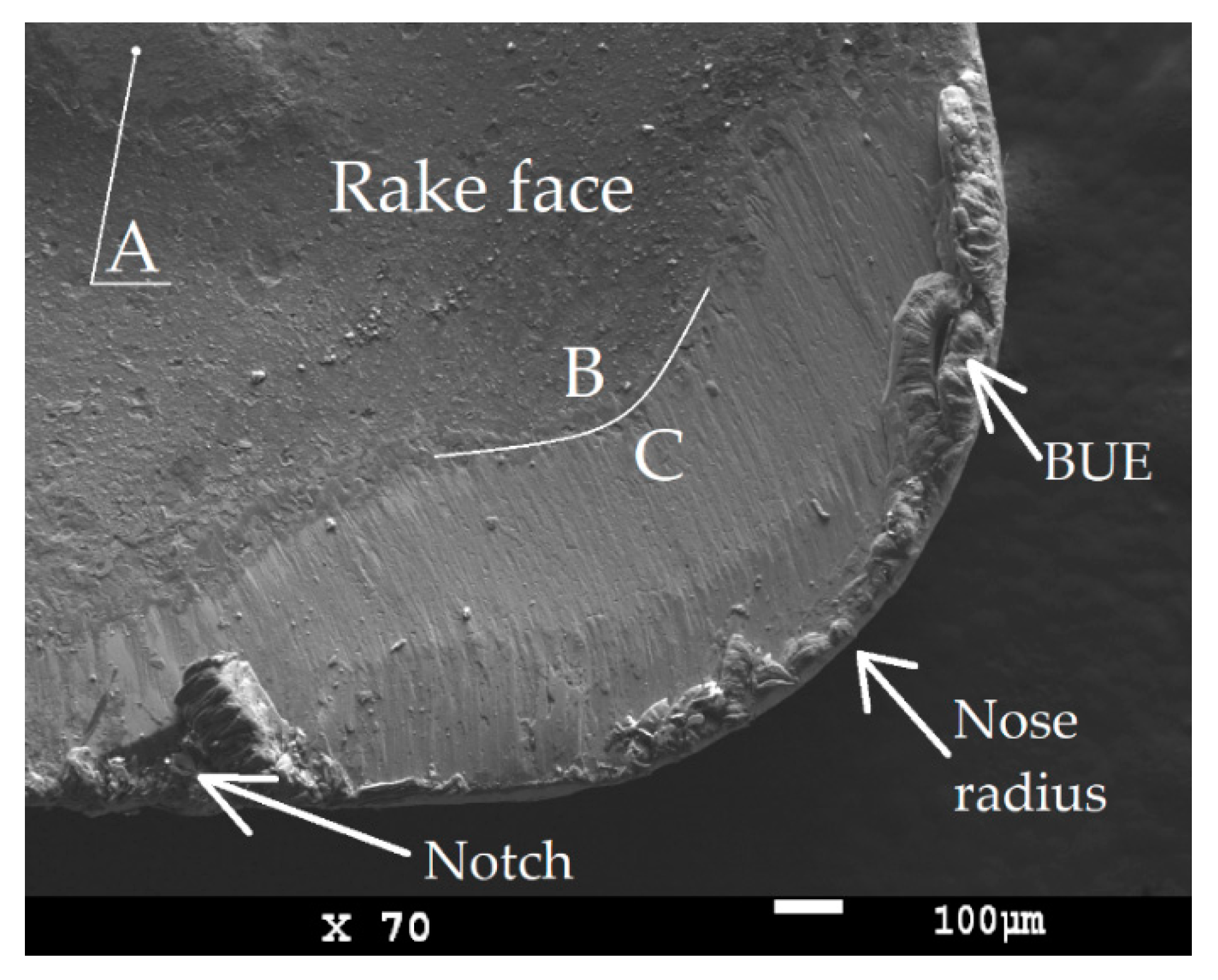
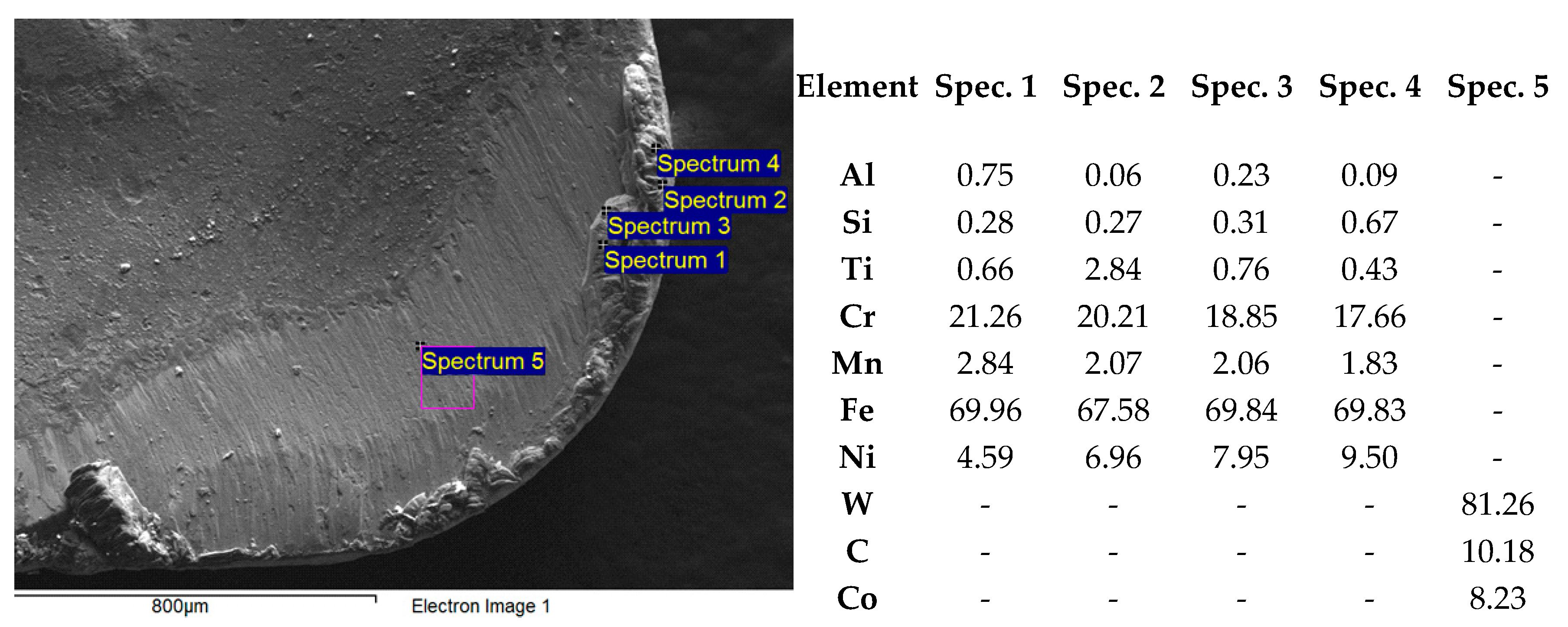
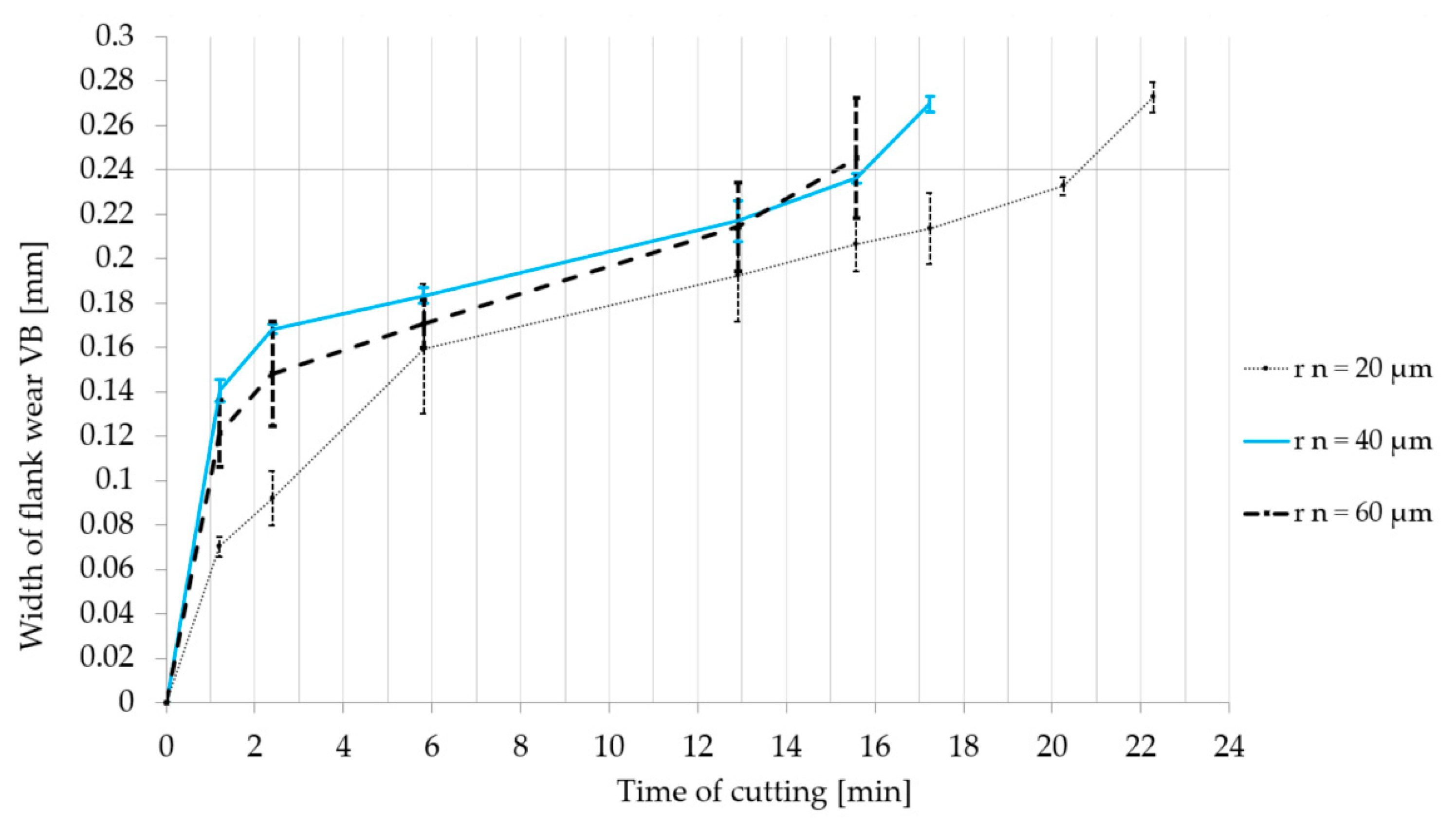
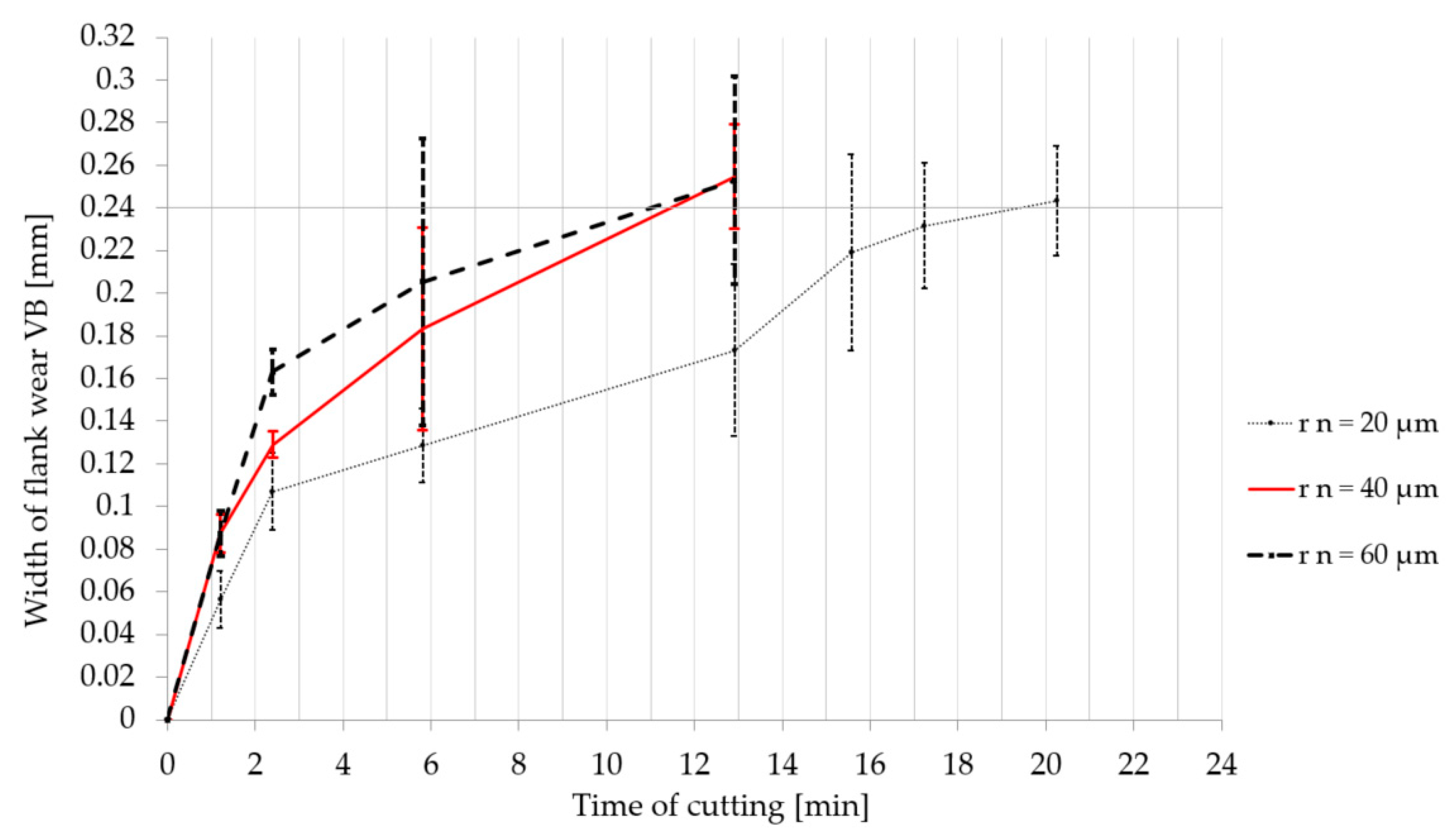
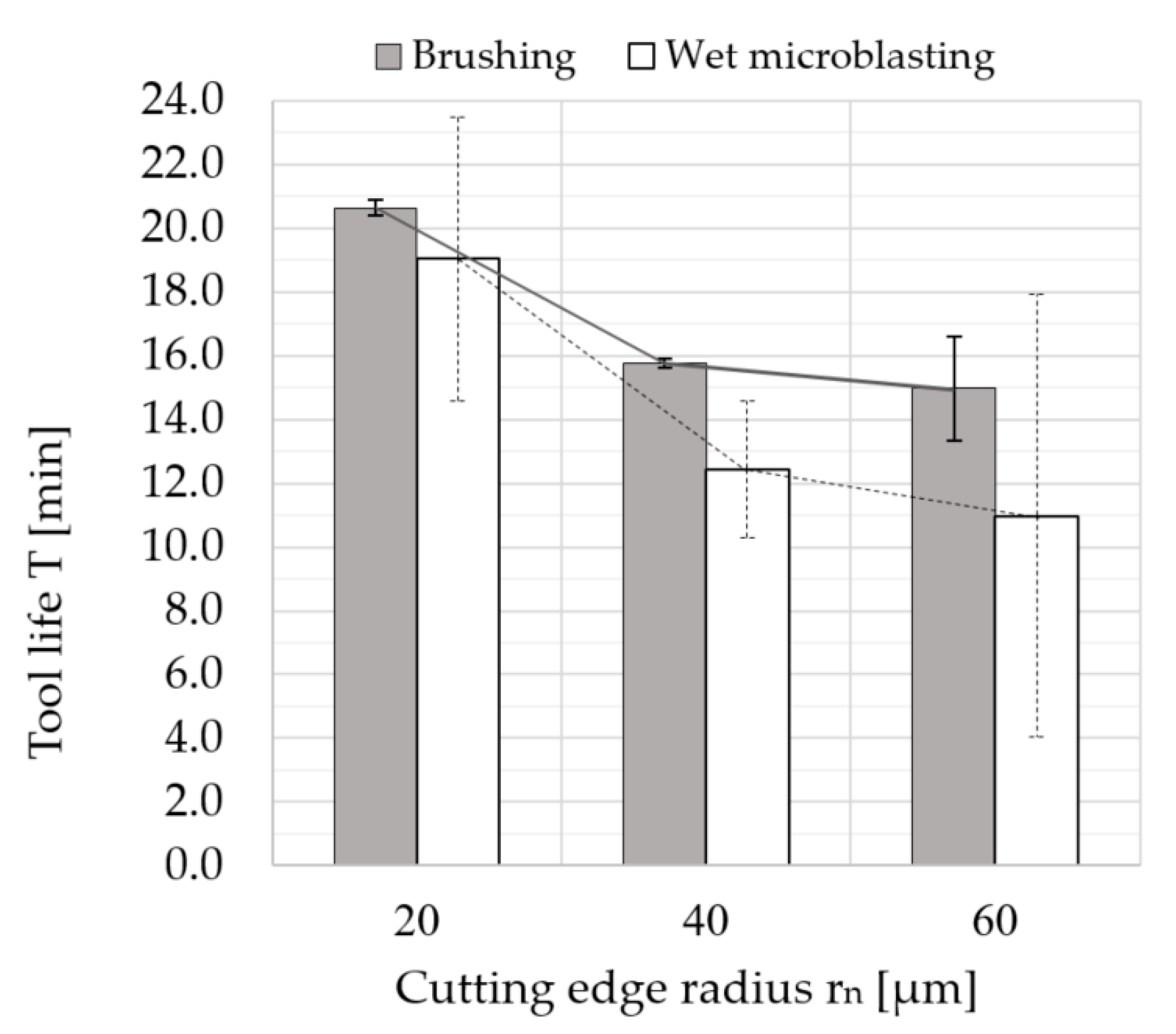
4.3. Evaluation of the Tool Life Cutting Test
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Cai, F.; Gao, Y.; Fang, W.; Mao, T.; Zhang, S.; Wang, Q. Improved adhesion and cutting performance of AlTiSiN coatings by tuning substrate bias voltage combined with Ar ion cleaning pre-treatment. Ceram. Int. 2018, 44, 18894–18902. [Google Scholar] [CrossRef]
- Xiao, W.; Deng, H.; Zou, S.; Ren, Y.; Tang, D.; Lei, M.; Xiao, C.; Zhou, X.; Chen, Y. Effect of roughness of substrate and sputtering power on the properties of TiN coatings deposited by magnetron sputtering for ATF. J. Nucl. Mater. 2018, 509, 542–549. [Google Scholar] [CrossRef]
- Zhang, S.; Xie, H. Improving the adhesion of amorphous carbon coatings on cemented carbide through plasma cleaning. Surf. Coat. Technol. 1999, 113, 120–125. [Google Scholar] [CrossRef]
- Drábik, M.; Truchlý, M.; Ballo, V.; Roch, T.; Kvetková, L.; Kúš, P. Influence of substrate material and its plasma pretreatment on adhesion and properties of WC/a-C:H nanocomposite coatings deposited at low temperature. Surf. Coat. Technol. 2018, 333, 138–147. [Google Scholar] [CrossRef]
- Lukauskaitė, R.; Černašėjus, O.; Škamat, J.; Zabulionis, D.; Stonys, R.; Kalpokaitė-Dičkuvienė, R.; Antonovič, V. The effect of AlMg substrate preparation on the adhesion strength of plasma sprayed NiAl coatings. Surf. Coat. Technol. 2017, 316, 93–103. [Google Scholar] [CrossRef]
- Grančič, B.; Mikula, M.; Roch, T.; Zeman, P.; Satrapinskyy, L.; Gregor, M.; Plecenik, T.; Dobročka, E.; Hájovská, Z.; Mičušík, M.; et al. Effect of Si addition on mechanical properties and high temperature oxidation resistance of Ti-B-Si hard coatings. Surf. Coat. Technol. 2014, 240, 48–54. [Google Scholar] [CrossRef]
- Hudec, T.; Mikula, M.; Satrapinskyy, L.; Roch, T.; Truchlý, M.; Švec, P.; Huminiuc, T.; Polcar, T. Structure, mechanical and tribological properties of Mo-S-N solid lubricant coatings. Appl. Surf. Sci. 2019, 486, 1–14. [Google Scholar] [CrossRef]
- Zhang, X.; Tian, X.-B.; Zhao, Z.-W.; Gao, J.-B.; Zhou, Y.-W.; Gao, P.; Guo, Y.-Y.; Lv, Z. Evaluation of the adhesion and failure mechanism of the hard CrN coatings on different substrates. Surf. Coat. Technol. 2019, 364, 135–143. [Google Scholar] [CrossRef]
- Chen, X.; Shaw, C.; Gelman, L.; Grattan, K.T.V. Advances in test and measurement of the interface adhesion and bond strengths in coating-substrate systems, emphasising blister and bulk techniques. Measurement 2019, 139, 387–402. [Google Scholar] [CrossRef]
- Musil, J. Hard and superhard nanocomposite coatings. Surf. Coat. Technol. 2000, 125, 322–330. [Google Scholar] [CrossRef]
- Ding, X.; Zeng, X.T.; Liu, Y.C. Structure and properties of CrAlSiN Nanocomposite coatings deposited by lateral rotating cathod arc. Thin Solid Films 2011, 519, 1894–1900. [Google Scholar] [CrossRef]
- Holubar, P.; Jilek, M.; Sima, M. Present and possible future applications of superhard nanocomposite coatings. Surf. Coat. Technol. 2000, 133–134, 145–151. [Google Scholar] [CrossRef]
- Vepřek, S.; Nesládek, P.; Niederhofer, A.; Glatz, F.; Jílek, M.; Šíma, M. Recent progress in the superhard nanocrystalline composites: Towards their industrialization and understanding of the origin of the superhardness. Surf. Coat. Technol. 1998, 108–109, 138–147. [Google Scholar]
- Uhlmann, E.; Oyanedel Fuentes, J.A.; Gerstenberger, R.; Frank, H. nc-AlTiN/a-Si3N4 and nc-AlCrN/a-Si3N4 nanocomposite coatings as protection layer for PCBN tools in hard machining. Surf. Coat. Technol. 2013, 237, 142–148. [Google Scholar] [CrossRef]
- Veprek, S.; Veprek-Heijman, M.J.G. Industrial applications of superhard nanocomposite coatings. Surf. Coat. Technol. 2008, 202, 5063–5073. [Google Scholar] [CrossRef]
- Kim, S.K.; Le Van, V.; Vinh, P.V.; Lee, J.W. Effect of cathode arc current and bias voltage on the mechanical properties of CrAlSiN thin films. Surf. Coat. Technol. 2008, 202, 5400–5404. [Google Scholar] [CrossRef]
- Elkaseer, A.; Abdelaziz, A.; Saber, M.; Nassef, A. FEM-Based Study of precision hard turning of stainless steel 316L. Materials 2019, 12, 2522. [Google Scholar] [CrossRef] [Green Version]
- Criado, V.; Feito, N.; Cantero Guisández, J.L.; Díaz-Álvarez, J. A new cutting device design to study the orthogonal cutting of CFRP laminates at different cutting speeds. Materials 2019, 12, 4074. [Google Scholar] [CrossRef] [Green Version]
- Asad, M. Effects of tool edge geometry on chip segmentation and exit burr: A finite element approach. Metals 2019, 9, 1234. [Google Scholar] [CrossRef] [Green Version]
- Shnfir, M.; Olufayo, O.A.; Jomaa, W.; Songmene, V. Machinability study of hardened 1045 steel when milling with ceramic cutting inserts. Materials 2019, 12, 3974. [Google Scholar] [CrossRef] [Green Version]
- Shen, Q.; Liu, Z.; Hua, Y.; Zhao, J.; Lv, W.; Mohsan, A. Effects of cutting edge microgeometry on residual stress in orthogonal cutting of inconel 718 by FEM. Materials 2018, 11, 1015. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bouzakis, K.D.; Bouzakis, E.; Kombogiannis, S.; Makrimallakis, S.; Skordaris, G.; Michailidis, N.; Charalampous, P.; Paraskevopoulou, R.; M’Saoubi, R.; Aurich, J.C.; et al. Effect of cutting edge preparation of coated tools on their performance in milling various materials. CIRP J. Manuf. Sci. Technol. 2014, 7, 264–273. [Google Scholar] [CrossRef]
- Uhlmann, E.; Oberschmidt, D.; Löwenstein, A.; Kuche, Y. Influence of cutting edge preparation on the performance of micro milling tools. Procedia CIRP 2016, 46, 214–217. [Google Scholar] [CrossRef]
- Denkena, B.; Biermann, D. Cutting edge geometries. CIRP Ann. 2014, 63, 631–653. [Google Scholar] [CrossRef]
- Denkena, B.; de Leon, L.; Bassett, E. Five-Axis brushing for cutting edge preparation. ATZprod. Worldw. 2009, 2, 18–21. [Google Scholar]
- Biermann, D.; Aßmuth, R.; Schumann, S.; Rieger, M.; Kuhlenkötter, B. Wet abrasive jet machining to prepare and design the cutting edge micro shape. Procedia CIRP 2016, 45, 195–198. [Google Scholar] [CrossRef] [Green Version]
- Denkena, B.; Lucas, A.; Bassett, E. Effects of the cutting edge microgeometry on tool wear and its thermo-mechanical load. CIRP Ann. 2011, 60, 73–76. [Google Scholar] [CrossRef]
- Corteís Rodriíguez, C.J. Cutting Edge Preparation of Precision Cutting Tools by Applying Micro-Abrasive Jet Machining and Brushing; Kassel University Press: Kassel, Germany, 2009; ISBN 9783899587128. [Google Scholar]
- Wyen, C.-F.; Knapp, W.; Wegener, K. A new method for the characterisation of rounded cutting edges. Int. J. Adv. Manuf. Technol. 2012, 59, 899–914. [Google Scholar] [CrossRef] [Green Version]
- Lee, J.-H.; Sodemann, A. Reliability of cutting edge radius estimator based on chip production rate for micro end milling. J. Manuf. Mater. Process. 2019, 3, 25. [Google Scholar] [CrossRef] [Green Version]
- Bai, J.; Bai, Q.; Tong, Z. Dislocation dynamics-based modeling and simulations of subsurface damages microstructure of orthogonal cutting of titanium alloy. Micromachines 2017, 8, 309. [Google Scholar] [CrossRef] [Green Version]
- Yussefian, N.Z.; Koshy, P.; Buchholz, S.; Klocke, F. Electro-Erosion edge honing of cutting tools. CIRP Ann. 2010, 59, 215–218. [Google Scholar] [CrossRef]
- Karpuschewski, B.; Byelyayev, O.; Maiboroda, V.S. Magneto-Abrasive machining for the mechanical preparation of high-speed steel twist drills. CIRP Ann. 2009, 58, 295–298. [Google Scholar] [CrossRef]
- Aurich, J.C.; Zimmermann, M.; Leitz, L. The preparation of cutting edges using a marking laser. Prod. Eng. 2011, 5, 17–24. [Google Scholar] [CrossRef]
- Uhlmann, E.; Richarz, S.; Mihotovic, V. Substrate pre-treatment of cemented carbides using abrasive flow machining and laser beam ablation. Prod. Eng. 2009, 3, 81–86. [Google Scholar] [CrossRef]
- Bouzakis, K.-D.; Charalampous, P.; Kotsanis, T.; Skordaris, G.; Bouzakis, E.; Denkena, B.; Breidenstein, B.; Aurich, J.C.; Zimmermann, M.; Herrmann, T.; et al. Effect of HM substrates’ cutting edge roundness manufactured by laser machining and micro-blasting on the coated tools’ cutting performance. CIRP J. Manuf. Sci. Technol. 2017, 18, 188–197. [Google Scholar] [CrossRef]
- Vopát, T.; Podhorský, Š.; Sahul, M.; Haršáni, M. Cutting edge preparation of cutting tools using plasma discharges in electrolyte. J. Manuf. Process. 2019, 46, 234–240. [Google Scholar] [CrossRef]
- Vopát, T.; Haršáni, M.; Kuruc, M.; Šimna, V.; Rudolf, Z.; Peterka, J.; Čaplovič, Ľ. Effect of substrate bias and coating thickness on the properties of nc-alcrn/a-six ny hard coating and determination of cutting parameters. Solid State Phenom. 2017, 261, 229–236. [Google Scholar] [CrossRef]
- Coating Thickness Measurement: Anton-Paar.com. Available online: https://www.anton-paar.com/corp-en/products/group/coating-thickness-measurement/ (accessed on 30 January 2020).
- Veinthal, R.; Sergejev, F.; Yaldiz, C.E.; Mikli, V. Impact wear performance of thin hard coatings on TiC cermets. J. ASTM Int. 2011, 8, 1–10. [Google Scholar] [CrossRef]
- Heinke, W.; Leyland, A.; Matthews, A.; Berg, G.; Friedrich, C.; Broszeit, E. Evaluation of PVD nitride coatings, using impact, scratch and Rockwell-C adhesion tests. Thin Solid Films 1995, 270, 431–438. [Google Scholar] [CrossRef]
- Platit The Methods of Coating Adhesion. Available online: http://platit.com.hk/en_Newsroom_Detail.asp?id=1028 (accessed on 20 May 2015).
- Bouzakis, K.D.; Michailidis, N.; Hadjiyiannis, S.; Efstathiou, K.; Pavlidou, E.; Erkens, G.; Rambadt, S.; Wirth, I. Improvement of PVD coated inserts cutting performance, through appropriate mechanical treatments of substrate and coating surface. Surf. Coat. Technol. 2001, 146–147, 443–450. [Google Scholar] [CrossRef]
- Denkena, B.; Köhler, J.; Breidenstein, B.; Abrão, A.M.; Ventura, C.E.H. Influence of the cutting edge preparation method on characteristics and performance of PVD coated carbide inserts in hard turning. Surf. Coat. Technol. 2014, 254, 447–454. [Google Scholar] [CrossRef] [Green Version]
- Rincon Troconis, B.C.; Frankel, G.S. Effect of roughness and surface topography on adhesion of PVB to AA2024-T3 using the Blister test. Surf. Coat. Technol. 2013, 236, 531–539. [Google Scholar] [CrossRef]
- Cselle, T. Influence of edge preparation on the performance of coated cutting tools influence of edge preparation on the performance of coated cutting tools. In Proceedings of the International Conference on Metallurgical Coatings and Thin Films, San Diego, CA, USA, 2 May 2007. [Google Scholar]
- Ostadi, A.; Hosseini, S.H.; Fordoei, M.E. The effect of temperature and roughness of the substrate surface on the microstructure and adhesion strength of EB-PVD ZrO2-%8wtY2O3 coating. Ceram. Int. 2020, 46, 2287–2293. [Google Scholar] [CrossRef]
- Seco Tools. Balancing Key Factors in Stainless Steel Machining. Available online: https://www.secotools.com/article/21497?language=en (accessed on 28 January 2020).
- Grzesik, W. Machinability of engineering materials. In Advanced Machining Processes of Metallic Materials; Elsevier: Amsterdam, The Netherlands, 2017; pp. 241–264. [Google Scholar] [CrossRef]
- Sandvik Coromant. Workpiece Materials. Available online: https://www.sandvik.coromant.com/en-gb/knowledge/materials/pages/workpiece-materials.aspx (accessed on 28 January 2020).
- Chandrasekaran, H.; Johansson, J.O. Chip flow and notch wear mechanisms during the machining of high austenitic stainless steels. CIRP Ann. Manuf. Technol. 1994, 43, 101–105. [Google Scholar] [CrossRef]
- Alabdullah, M.; Polishetty, A.; Nomani, J. Impact of work hardening, tool wear and geometry response on machinability during turning AL-6XN super austenitic stainless steel: A work hardening and wear studies on AL-6XN alloy. Mater. Werkst. 2017, 48, 190–197. [Google Scholar] [CrossRef]
- Schultheiss, F. On the Machinability of Ductile and Strain Hardening Materials—Models and Methods for Analyzing Machinability. Ph.D. Thesis, Lund University, Lund, Sweden, 2013. [Google Scholar]
- Subbiah, S.; Melkote, S.N. Effect of finite edge radius on ductile fracture ahead of the cutting tool edge in micro-cutting of Al2024-T3. Mater. Sci. Eng. A 2008, 474, 283–300. [Google Scholar] [CrossRef]
- Connolly, R.; Rubenstein, C. The mechanics of continuous chip formation in orthogonal cutting. Int. J. Mach. Tool Des. Res. 1968, 8, 159–187. [Google Scholar] [CrossRef]
- Oxley, P.L.B.; Shaw, M.C. Mechanics of machining: An analytical approach to assessing machinability. J. Appl. Mech. 1990, 57, 253. [Google Scholar] [CrossRef] [Green Version]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| IAlSi (A) | ICr (A) | Bias (V) | Temperature (°C) | Pressure (Pa) | N2 (sccm) | Ar (sccm) |
|---|---|---|---|---|---|---|
| 110 | 70 | 80–120 | 470 | 4 | 200 | 30 |
| IAlSi (A) | ICr (A) | Bias (V) | Temperature (°C) | Pressure (Pa) | N2 (sccm) | Ar (sccm) |
|---|---|---|---|---|---|---|
| 110 | 70 | 120 | 470 | 4 | 200 | 30 |
| Element | C | Si | Mn | P | S | Cu | Cr | Ni | Mo | Ti |
|---|---|---|---|---|---|---|---|---|---|---|
| wt. % | 0.64 | 0.83 | 1.44 | 0.026 | 0.025 | 0.66 | 17.5 | 9.89 | 0.46 | 0.47 |
| Cutting Speed vc (m/min) | Feed f (mm) | Depth of Cut ap (mm) |
|---|---|---|
| 127 | 0.2 | 1 |
| Cutting Edge Radius | Time t of Brushing | Time t of Wet Microblasting |
|---|---|---|
| rn = 20 μm | 10 min | 12 min |
| rn = 40 μm | 20 min | 23 min |
| rn = 60 μm | 30 min | 40 min |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vopát, T.; Sahul, M.; Haršáni, M.; Vortel, O.; Zlámal, T. The Tool Life and Coating-Substrate Adhesion of AlCrSiN-Coated Carbide Cutting Tools Prepared by LARC with Respect to the Edge Preparation and Surface Finishing. Micromachines 2020, 11, 166. https://doi.org/10.3390/mi11020166
Vopát T, Sahul M, Haršáni M, Vortel O, Zlámal T. The Tool Life and Coating-Substrate Adhesion of AlCrSiN-Coated Carbide Cutting Tools Prepared by LARC with Respect to the Edge Preparation and Surface Finishing. Micromachines. 2020; 11(2):166. https://doi.org/10.3390/mi11020166
Chicago/Turabian StyleVopát, Tomáš, Martin Sahul, Marián Haršáni, Ondřej Vortel, and Tomáš Zlámal. 2020. "The Tool Life and Coating-Substrate Adhesion of AlCrSiN-Coated Carbide Cutting Tools Prepared by LARC with Respect to the Edge Preparation and Surface Finishing" Micromachines 11, no. 2: 166. https://doi.org/10.3390/mi11020166