
Biodiesel Purification via Ultrasonic-Assisted Solvent-Aided Crystallization



1
Chemical Engineering Department, Universiti Teknologi PETRONAS, Seri Iskandar 32610, Malaysia
2
HICoE Centre for Biofuel and Biochemical Research, Institute of Self-Sustainable Building, Universiti Teknologi PETRONAS, Seri Iskandar 32610, Malaysia
*
Author to whom correspondence should be addressed.
Crystals 2021, 11(2), 212; https://doi.org/10.3390/cryst11020212
Submission received: 8 January 2021
/
Revised: 21 January 2021
/
Accepted: 22 January 2021
/
Published: 20 February 2021
Abstract
:Wet washing is a widely used method for biodiesel purification. However, this technique generates a large amount of wastewater that needs to be treated afterward, which is costly and time-consuming. Thus, solvent-aided crystallization (SAC) with ultrasonic irradiation as solution movement assistance was introduced. This technique is based on the addition of 1-butanol to biodiesel to enhance purification via crystallization. During crystallization, two phases are formed, where glycerol solidifies (solid phase) and pure biodiesel remains (liquid phase). Technically, the implementation of ultrasonic technology can optimize laboratory work by saving time, as no cleaning or washing of the propeller is needed. Biodiesel purity was analyzed using gas chromatography-mass spectroscopy (GC-MS), where a purity of 99% was achieved. The optimum parameters in achieving higher purity fatty acid methyl ester (FAME) were a 1-butanol concentration of 1 wt.%, a coolant temperature of 9 °C, and a crystallization time of 40 min.
1. Introduction
The introduction of biodiesel as an alternative fuel to replace petroleum diesel has received great attention due to its many advantages, such as renewability, biodegradability, and a lower gaseous emission profile [1]. Biodiesel refers to vegetable or animal fat-based biodiesel that consists of an extended chain of chemical compounds, such as propyl, ethyl, methyl, and other compounds [2]. Blending biodiesel with diesel may improve thermal efficiency and reduce brake specific energy consumption.
It also improves the pour point, cloud point, density, and acid value of biodiesel, optimizing engine parameters such as exhaust gas recirculation (EGR) and split injection strategies [3]. As a result, emissions are reduced and engine performance is improved, the flame temperature peak is effectively reduced, combustion performance and fuel economy are improved, and NOX can be effectively controlled in a diesel engine [3]. According to the literature, the B20 fuel is the best alternative fuel because it has a smaller number of volatile organic compounds than other blended diesels [4].
Various biodiesel production methods have been introduced, such as direct use and blending, microemulsion, transesterification, and pyrolysis [5]. Transesterification is favored and widely used in biodiesel production. The simplest biodiesel production method is to use cooking oil in the presence of methanol as the solvent and potassium hydroxide (KOH) as the catalyst. After production, biodiesel should not be used directly as the impurities in biodiesel can significantly damage a system.
The impurities present in biodiesel, such as glycerol, soap, water, residual catalyst, and mono-, di-, and triglycerides [6], need to be treated. The commonly used method for biodiesel purification after production is wet washing, where the biodiesel is washed with warm water [7]. The process must be repeated several times to confirm that the purity of biodiesel meets the EN14214 and ASTM D6751 standards. Approximately 20 L of wastewater is discharged when 100 L of waste oil, 20 L of methyl alcohol, and 1 kg of KOH are used for biodiesel production via transesterification [8]. This problem leads to costly wastewater treatment. Moreover, the wet washing method is time-consuming and inflexible [9,10].
Alternatively, various waterless purification methods have been proposed in the literature [11]. In this study, the proposed approach to purify biodiesel is the use of solvent-aided crystallization (SAC) [12,13]. This separation technique is suitable for highly viscous liquids, such as glycerol and biodiesel. The SAC method involves adding sufficient assistant agents (e.g., solvents) to reduce the viscosity of the sample and control the crystallization kinetics in a favorable way [13,14] because rapid crystallization occurs in a less viscous sample. Then, the substances solidify as a solid layer attached to a cold surface. The SAC method can also be conducted to assist solution movement through the irradiation technique, where a common crystallization process uses a propeller to stir the sample [13,15]. Solution movement is needed to enhance crystallization [16].
A new solvent movement assistant can be introduced by pairing the ultrasonic technology with SAC. In this experiment, an ultrasonic probe was placed in the sample and used to stir the sample using a radiation wave. Stirring via ultrasonic irradiation has been reported in the literature, which is a very efficient approach [17]. Ultrasonic irradiation produces cavitation in the sample liquid. This cavitation effect produces bubbles in consecutive cycles of compression and rarefaction. After the bubbles collapse, it creates spatially resolved regions of extreme excitation as well as concomitant shock waves. The shock waves may lead to nucleation in the supersaturated solution areas. Indeed, it is proposed that the subsequent rapid cooling rate plays a significant role in increasing supersaturation, the rise in pressure decreases crystallization temperatures, and the cavitation process allows the excitation energy barriers associated with nucleation to be removed [18]. Additionally, the use of a propeller can be very inconvenient due to its complex structure with many moving parts, which can require a longer time for oily samples, particularly biodiesel. Moreover, the washing time is reduced as only the tip of the probe needs to be immersed and washed. Therefore, this study attempts to purify biodiesel using the SAC method with new solution movement assistance. The fatty acid methyl ester (FAME) yield is determined by analyzing the samples using gas chromatography-mass spectrometry (GC-MS).
2. Materials and Methods
2.1. Design and Operation of the Solvent-Aided Crystallization System
The system was designed based on the crystallization process. Temperature is vital for crystallization to occur. In this study, a lower temperature was considered. The system consisted of a refrigerated bath unit, a cylindrical vessel, and an ultrasonic unit, as illustrated in Figure 1. This system was suitable for enhancing the crystallization process. The system was developed in the laboratory-scale prototype as a cooling unit using a refrigerated bath circulator (630D, PROTECH, Shah Alam, Malaysia). Crude biodiesel was poured into the vessel attached inside the refrigerated bath. The vessel was made out of stainless steel, which possesses high corrosion resistance and good heat conductivity.
The new solution movement assistance was introduced to enhance the purification of crude biodiesel. A (250, 500, 600, and 750 W, Cole-Parmer, Vernon Hills, IL, USA) ultrasonic processor with a temperature controller was used in this system. The ultrasonic unit provides an efficient means of moving various microparticles in a solution, thus providing effective stirring. During crystallization, solution movement assistance is needed to enhance the formation of crystals from the solution [19], affecting nucleation density and crystal morphology. The heat transfer from the liquid to the solid phase is also improved. In this study, the solvent used in SAC was 1-butanol. This solvent can give a better and more rapid crystallization than other solvents. The solvent 1-butanol was also used due to its polarity, which causes solids to remain unchanged for longer [20].
The ultrasonic wave was used to stir the sample inside the vessel and conical-shaped solids were obtained after the process was completed. The impurities solidified, as illustrated in Figure 2a, where solids formed on the vessel surface. Figure 2b shows the ultrasonic wave direction. The ultrasonic wave hits the bottom of the vessel and then moves upward. The process was repeated continuously according to the desired crystallization time.
The placement between the probe tip and the bottom of the vessel was also essential for effective stirring of the sample via ultrasonic irradiation. Less solids are formed as the height increases because, if the sample moves vigorously, the tip can interfere with or break up the accumulated solids. Therefore, it was concluded that the best height was 0.2 cm, where the probe almost touched the bottom of the vessel.
2.2. Materials and Reagents
Cooking oil was purchased from a local supermarket in Seri Iskandar, Perak. Ethylene glycol and water were used as the coolant. Methanol and potassium hydroxide (KOH) were used for biodiesel production via transesterification, whereas 1-butanol was used for biodiesel purification via SAC. All chemicals were purchased from Avantis Laboratory Supply.
2.3. Biodiesel Production
Biodiesel was produced using palm cooking oil with methanol as the reactant and KOH as the catalyst. Figure 3 shows the experimental setup for the transesterification process. The cooking oil was poured into a flask and heated until the temperature reached 60 °C. The reaction temperature was controlled by a heating mantle. Then, approximately 12.75 g of KOH was weighed and dissolved in 225 mL of methanol. The mixture of KOH and methanol was poured into the heated oil. After that, the mixture was stirred rapidly for 10 min. Once the reaction was completed, the separation steps were usually accomplished by gravitational settling for 24 h for the first production of biodiesel. The glycerol cleaved from the triglyceride was denser than the biodiesel, thus, the glycerol settled to the bottom of the separatory funnel. Pure biodiesel was then removed and subjected to further analysis.
2.4. Biodiesel Purification
The experimental setup for the SAC system is shown in Figure 1. About 500 mL of crude biodiesel and 1 wt.% of 1-butanol were poured into a cylindrical vessel (11 cm × 24 cm). The vessel was placed inside a refrigerated bath (630D, PROTECH, Selangor, Malaysia) for the SAC process. The process was performed by setting the coolant temperature of the refrigerated bath of the ethylene glycol solution at 8 °C. The crude biodiesel was stirred by the ultrasonic irradiation for 20 min. After that, the pure biodiesel was removed for further analysis. The same procedure was repeated for different operating conditions of coolant temperatures (6, 7, 8, 9, and 10 °C), different concentrations of 1-butanol (0.0, 0.5, 1.0, 1.5, and 2.0 wt.%), and different crystallization times (20, 25, 30, 35, and 40 min).
2.5. Biodiesel Characterization
The biodiesel obtained after gravitational settling was characterized using gas chromatography-mass spectrometry (GC-MS) (Agilent, Santa Clara, CA, USA) and differential scanning calorimetry (DSC) (TA Instruments-Waters, LLC, New Castle, DE, USA). GC-MS analysis was conducted to evaluate the characteristics of the biodiesel produced by calculating the total FAME yield of the biodiesel. The graph of abundance versus retention time (tR) provided data such as the correction area of individual components and the sum of correction area. Thus, the percentage composition of individual FAME could be calculated using the Equation (1):
%Composition of FAME = (Correction area of individual components/sum of correction area) × 100%
DSC analysis measures the amount of energy absorbed or released by a sample when it is heated or cooled, providing quantitative and qualitative data on endothermic (heat absorption) and exothermic (heat evolution) processes. Thus, the crystallization point for biodiesel can be determined using DSC.
2.6. Statistical Analysis
STATISTICA software Version 8.0 Inc., USA was used to perform the analysis of variance (ANOVA) to detect the significant difference error for this study. The experiment was tested at 0–2 wt.% of 1-butanol concentration, 6–10 °C of coolant temperature, and 20–40 min of crystallization time. The experiment was performed in triplicate and the average values were calculated. A p-value of <0.05 was significant, and the correlation coefficient (R2) was used to check the accuracy of the curves.
3. Results
3.1. Biodiesel Characterization
The postproduction of the biodiesel process was analyzed to determine the properties of the sample. GC-MS analysis was used to determine the quality of biodiesel in terms of FAME [21]. Meanwhile, DSC analysis was performed to determine the crystallization point for biodiesel [22]. Generally, 10 kg of glycerol is generated as a by-product for every 100 kg of biodiesel produced [23]. Thus, about 60 mL of glycerol was produced after one day of gravitational settling in the sample containing 600 mL of crude biodiesel. In other words, glycerol production was about 10% of the raw biodiesel. GC-MS analysis was done to determine the properties of biodiesel. The sample was taken directly after one day of gravitational settling to determine the FAME percentage produced. Figure 4 presents the chromatograph of biodiesel to identify the compositions present in FAME.
Table 1 shows the data from the GC-MS results indicating the peak number, tR, and the percentage composition in the palm cooking oil. Meanwhile, related data, such as fatty acid trivial name, chain length, and type of chain, were provided by a previous article [24]. From Table 1, the value of the total percentage composition of FAME from the gravitational settling method was 98.22%. On the basis of the results, the amounts of saturated and unsaturated fatty acids formed were 48.19% and 50.03%, respectively. The amount of FAME yield in this experiment was within the range of biodiesel specifications provided by the Palm Oil Research Institute of Malaysia (PORIM), as shown in Table 2 [25].
In the table, the information concerning the correction area of individual components and the sum of the correction area is provided and thus the percentage composition of individual FAME could be calculated using Equation (1). These data can be obtained from Table 3. For Peak 3, Lauric:
Before the purification of the biodiesel via SAC, it was possible to measure the material’s response to heating or cooling using thermal analysis (TA). In Figure 5, the graph of temperature (°C) against heat flow (W/g) was generated via DSC. The sample was cooled from 20 °C to −11 °C. One exothermic peak was observed from the graph, indicating the crystallization peak. The onset temperature at 9 °C refers to the starting point of crystallization, the peak temperature of 8 °C represents the highest reaction rate, and its endset temperature occurred around −5 °C. The onset temperature refers to when the crystallization of biodiesel starts to occur, whereas peak temperature and endset temperature refer to the temperature at the highest reaction rate and the temperature where the process ends, respectively [13]. The crystallization point of biodiesel from the analysis was used to determine the temperature range for the subsequent part of the experiment using the SAC method.
3.2. Solvent-Aided Crystallization
The manipulated parameters considered in this study were the concentration of 1-butanol, the coolant temperature, and the crystallization time. The initial volume of the sample was fixed at 500 mL for each parameter assigned. In this step, the biodiesel from transesterification was directly poured into the vessel without undergoing gravitational settling. The SAC method is the purification or separation technique for removing the contaminants of crude biodiesel using crystallization. In the crystallization period, solids appeared and were observed along the inner wall and the bottom part of the vessel. The solids refer to glycerol and other impurities that solidified and attached to the inner surface of the vessel. Meanwhile, purified biodiesel remained in the liquid phase. Freeze crystallization is the process where the sample is concentrated to form a pure solid in the solution to eliminate impurities. Different operational parameters produced different thicknesses of the solid layer formed [26]. As shown in Figure 6a, the pure biodiesel remained in the liquid phase. Meanwhile, Figure 6b shows that the solidified glycerol attached to the vessel surface right after the SAC was completed.
3.2.1. Effect of 1-Butanol Concentration on SAC
In this section, the crystallization time and the coolant temperature were fixed at 30 min and 9 °C, respectively. The graph of FAME yield against 1-butanol concentration is plotted in Figure 7 (p < 0.05).
In Figure 7, the highest FAME yield achieved was 99.23% (R2 = 0.96) at the concentration of 1 wt.%. In contrast, the increase in the concentration to 1.5 wt.% and 2 wt.% reduced the FAME yield to 98.63% and 97.99%, respectively. Excess 1-butanol leads to poor separation of glycerol and biodiesel. The use of 1-butanol may reduce the viscosity of the sample solution and a less viscous sample might occur in rapid crystallization [27]. Aside from poor separation, a longer time is needed for crystallization to occur due to excess 1-butanol, or crystallization may not happen at all. Hence, the right amount of 1-butanol must be considered for crystallization to occur. Meanwhile, insufficient solvent produces impure crystals and massive nucleation occurs, whereby the crystals form immediately before the entire compound precipitates and the impurities are removed together with the solvent [28]. In the literature, the separation efficiency of 46.734% was achieved in the absence of 1-butanol [29]. Thus, the addition of 1 wt.% of 1-butanol was sufficient to increase the FAME yield, indicating an increase in biodiesel purity compared to 0 wt.% and 2 wt.% [13]. The measured FAME yield of the sample was then reported as follows: FAME yield = 97.91 ± 1.14%.
3.2.2. Effect of Coolant Temperature on SAC
In this section, the crystallization time and the concentration of 1-butanol were fixed at 30 min and 1 wt.%, respectively. The graph of FAME yield against coolant temperature is plotted in Figure 8.
Coolant temperature is a crucial parameter as it is closely related to the freezing rate, as the rate of ice crystal or solid growth is controlled by the coolant temperature [30,31,32]. The results (p < 0.05) showed a significant value of R2 at 0.92. In Figure 8, the FAME yield decreased as the coolant temperature increased from 6 °C to 7 °C, increased as the coolant temperature increased from 7 °C to 9 °C, and decreased with the coolant temperature at 10 °C. From the DSC results obtained, the crystallization point for biodiesel occurred around 9 °C. The closer the crystallization point, the higher the FAME trapped within the solid layer formed from the contaminants, including glycerol. This is because a lower coolant temperature favors the rate of solid growth and induces higher incorporation of methyl ester into the glycerol solid [33]. Furthermore, the thickness of the solid formed increases as the coolant temperature reduces, but a thicker solid layer does not guarantee a higher product quality [34]. Thus, lowering the coolant temperature can influence and minimize the purity of FAME produced.
The coolant temperature of 9 °C is considered to be the favorable coolant temperature because FAME does not enter the solid phase along with glycerol and other contaminants, allowing FAME to remain in the liquid phase until the end of the process. In a previous study, the solid growth was in an ordered pattern as the temperature increased [35]. At a higher coolant temperature, the solid can grow in an ordered pattern, enabling pure FAME to be free from glycerol and accumulate in the solution, thus enhancing FAME purity. At 10 °C, the FAME percentage decreased to 97.89%. Thus, the coolant temperature of 9 °C was considered to be an ideal temperature to obtain a high purity of FAME at 99.23%.
The percentages of FAME yield were 97.65%, 97.41%, and 98.17% at the coolant temperature of 6 °C, 7 °C, and 8 °C, respectively. At these points, there is a possibility that glycerol and other contaminants do not solidify well and show a low separation efficiency. At 10 °C, the FAME percentage reached 97.89% because the solid formed was not very smooth and had an unorganized pattern of solid crystals. Consequently, biodiesel was included in the solid crystals and the efficiency was reduced [36]. The nucleation of solids does not easily occur at a higher temperature because the temperature is slightly higher than the crystallization point of biodiesel, generating a state in which biodiesel is ready to become solid with glycerol [37]. The measured FAME yield of the sample was then reported as follows: FAME yield = 98.04 ± 0.72%.
3.2.3. Effect of Crystallization Time on SAC
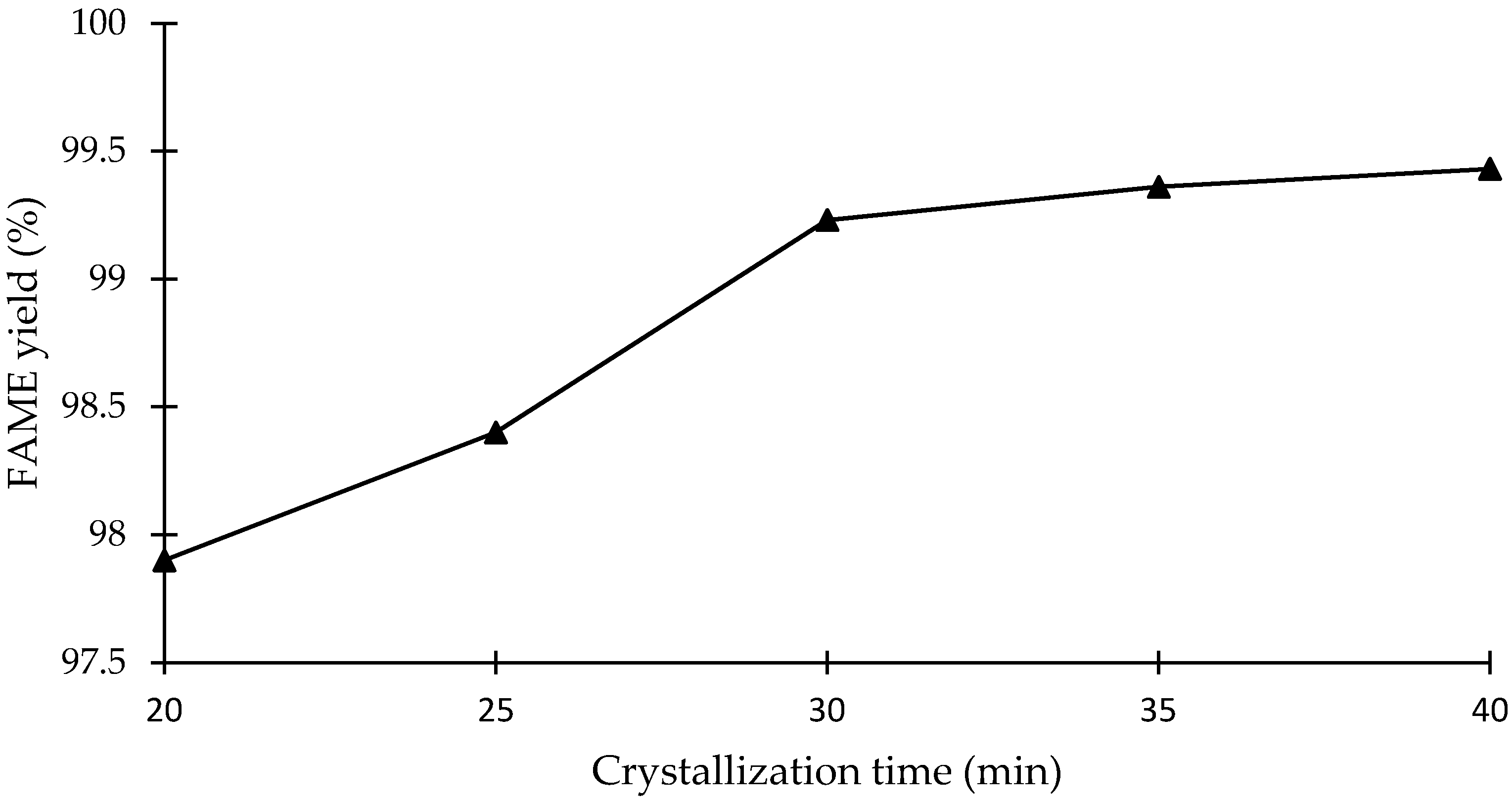
In this section, the coolant temperature and the concentration of 1-butanol were fixed at 9 °C and 1 wt.%, respectively. The graph of FAME yield against crystallization time is plotted in Figure 9 using GC-MS data.
In Figure 9, it can be observed that the FAME yield increased along the crystallization time. A longer crystallization time is preferred for crystallization to occur. The FAME yield increased from 97.90% to 99.43% at 20 min to 40 min, respectively. The FAME yield was significant (p < 0.05) with the R2 value of 0.97. This finding was corroborated in a previous study, where a solution stirred with adequate time and longer residence time in a crystallizer formed a thicker solid layer [38]. More contaminants, including glycerol, were trapped within the thick solid layer, leaving the unfrozen biodiesel with a higher FAME yield. Typically, higher cooling time leads to a higher concentration efficiency and better crystallization. Thus, sufficient crystallization time is needed for higher biodiesel purity. Besides, a thicker glycerol solid layer is resistant to heat transfer. The thicker the solid layer is produced in a longer time, the higher the heat resistance [28]. The measured FAME yield of the sample was then reported as follows: FAME yield = 98.86 ± 0.68%.
4. Conclusions
The purification of biodiesel from cooking oil using the SAC method was evaluated based on the purity of its chemical compositions. Biodiesel was produced through the transesterification process and purified using the SAC method. Prior to biodiesel purification, the biodiesel was analyzed to confirm its characteristics using GC-MS and DSC. The GC-MS analysis of the biodiesel showed an almost equal amount of saturated fatty acids (48.19%) and unsaturated fatty acids (50.03%) based on the biodiesel specifications provided by PORIM. On the basis of the results of DSC analysis, the onset, peak, and endset temperatures occurred at 9 °C, 8 °C, and −5 °C, respectively. These data were considered for the subsequent purification step using the SAC method. In SAC, a new solution movement assistant (i.e., irradiation) replaced the use of a propeller. Applying radiation instead of stirring showed impressive results. In crystallization, solution movement assistance is needed to enhance the formation of crystals from the solution. The best parameters that can be applied in the purification of biodiesel via SAC are 1 wt.% of 1-butanol concentration, 9 °C of coolant temperature, and 40 min of crystallization time to achieve the highest percentage of FAME yield, i.e., up to 98%. The results of the p-value test (p < 0.05) confirmed the significance of the results with a p-value of 0.025033.
Author Contributions
Conceptualization, S.S. and M.A.A.; methodology, M.A.A.; validation, S.S.; formal analysis, S.S. and M.A.A.; writing original draft preparation, M.A.A.; writing review and editing, S.S. and M.A.A.; supervision, S.S. All authors have read and agreed to the published version of the manuscript.
Funding
This research and APC was funded by PETRONAS via YUTP-FRG (Cost Centre: 015LC0-079).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data sharing not applicable.
Acknowledgments
The authors would like to acknowledge the financial assistance from PETRONAS via YUTP-FRG (Cost Centre: 015LC0-079), UTP Graduate Research Assistantship (GRA) scheme, and HICoE Centre for Biofuel and Biochemical Research (CBBR) for facilities support. Support from Ministry of Education Malaysia through HICoE award to CBBR is duly acknowledged.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Catarino, M.; Ferreira, E.; Dias, A.P.S.; Gomes, J. Dry washing biodiesel purification using fumed silica sorbent. Chem. Eng. J. 2020, 386, 123930. [Google Scholar] [CrossRef]
- Shuba, E.S.; Kifle, D. Microalgae to biofuels: ‘Promising’alternative and renewable energy, review. Renew. Sustain. Energy Rev. 2018, 81, 743–755. [Google Scholar] [CrossRef]
- Ge, J.C.; Ho, Y.K.; Sam, K.Y.; Nag, J.C. Optimization of palm oil biodiesel blends and engine operating parameters to improve performance and PM morphology in a common rail direct injection diesel engine. Fuel 2020, 260, 116326. [Google Scholar] [CrossRef]
- Ge, J.C.; Ho, Y.K.; Sam, K.Y.; Nag, J.C. Reducing volatile organic compound emissions from diesel engines using canola oil biodiesel fuel and blends. Fuel 2018, 218, 266–274. [Google Scholar] [CrossRef]
- Rajalingam, A.; Jani, S.P.; Kumar, A.S.; Khan, M.A. Production methods of biodiesel. J. Chem. Pharm. Res. 2016, 8, 170–173. [Google Scholar]
- Salmanizade, F.; Ghazanfari Moghaddam, A.; Mohebbi, A. Improvement hydrocyclone separation of biodiesel impurities prepared from waste cooking oil using CFD simulation. Sep. Sci. Technol. 2020, 1–16. [Google Scholar] [CrossRef]
- Limmun, W.; Sansiribhan, S. Water-spray washing technique as a purification process in the production of biodiesel. E3S Web Conf. 2020, 187, 03006. [Google Scholar] [CrossRef]
- Tanattı, P.; Şengil, İ.A.; Özdemir, A. Treatment of biodiesel wastewater by solvent extraction: Evaluation of kinetic and thermodynamic data. Environ. Eng. Manag. J. 2018, 17, 2657–2665. [Google Scholar]
- Suthar, K.; Dwivedi, A.; Joshipura, M. A review on separation and purification techniques for biodiesel production with special emphasis on Jatropha oil as a feedstock. Asia-Pac. J. Chem. Eng. 2019, 14, e2361. [Google Scholar] [CrossRef]
- Avinash, A.; Murugesan, A. Judicious recycling of biobased adsorbents for biodiesel purification: A critical review. Environ. Prog. Sustain. Energy 2019, 38, e13077. [Google Scholar] [CrossRef]
- Nadeem, F.; Shahzadi, A.; El Zerey-Belaskri, A.; Abbas, Z. Conventional and Advanced Purification Techniques for Crude Biodiesel–A Critical Review. Int. J. Chem. Biochem. Sci. 2017, 12, 113–121. [Google Scholar]
- Eisenbart, F.J.; Ulrich, J. Solvent-aided layer crystallization—Case study glycerol–water. Chem. Eng. Sci. 2015, 133, 24–29. [Google Scholar] [CrossRef]
- Samsuri, S.; Jian, N.L.; Jusoh, F.W.; Hernández Yáñez, E.; Yahya, N.Y. Solvent-Aided Crystallization for Biodiesel Purification. Chem. Eng. Technol. 2020, 43, 447–456. [Google Scholar] [CrossRef]
- Karunanithi, A.T.; Acquah, C.; Achenie, L.E.; Sithambaram, S.; Suib, S.L. Solvent design for crystallization of carboxylic acids. Comp. Chem. Eng. 2009, 33, 1014–1021. [Google Scholar] [CrossRef]
- Eisenbart, F.J.; Ulrich, J. Solvent-Aided Layer Crystallization of Glycerol–Post-Treatment and the Influence of Agitation. Chem. Eng. Technol. 2016, 39, 1251–1256. [Google Scholar] [CrossRef]
- Fujimoto, R.; Maruyama, M.; Okada, S.; Adachi, H.; Yoshikawa, H.Y.; Takano, K.; Imanishi, M.; Tsukamoto, K.; Yoshimura, M.; Mori, Y. Large-scale crystallization of acetaminophen trihydrate by a novel stirring technique. App. Phys. Exp. 2019, 12, 045503. [Google Scholar] [CrossRef]
- Ullah, I.; Ali, S.; Grøndahl, L. Evaluation of an ultrasonic-assisted mechanical stirring technique for the synthesis of an efficient nano-photocatalyst. Res. Chem. Intermed. 2018, 44, 4015–4028. [Google Scholar] [CrossRef]
- Ruecroft, G.; David, H.; Tuan, L.; Neil, M.; Peter, W.C. Sonocrystallization: The use of ultrasound for improved industrial crystallization. Org. Process Res. Dev. 2005, 9, 923–932. [Google Scholar] [CrossRef]
- Acquah, C.; Cagnetta, M.; Achenie, L.E.; Suib, S.L.; Karunanithi, A.T. Effect of solvent topography and steric hindrance on crystal morphology. Ind. Eng. Chem. Res. 2015, 54, 12108–12113. [Google Scholar] [CrossRef]
- Samsuri, S.; Amran, N.A.; Yahya, N.; Jusoh, M. Review on progressive freeze concentration designs. Chem. Eng. Commun. 2016, 203, 345–363. [Google Scholar] [CrossRef]
- Tariq, M.; Ali, S.; Ahmad, F.; Ahmad, M.; Zafar, M.; Khalid, N.; Khan, M.A. Identification, FT-IR, NMR (1H and 13C) and GC/MS studies of fatty acid methyl esters in biodiesel from rocket seed oil. Fuel Process. Technol. 2011, 92, 336–341. [Google Scholar] [CrossRef]
- Du, L.; Li, Z.; Ding, S.; Chen, C.; Qu, S.; Yi, W.; Ding, J. Synthesis and characterization of carbon-based MgO catalysts for biodiesel production from castor oil. Fuel 2019, 258, 116122. [Google Scholar] [CrossRef]
- Leoneti, A.B.; Aragão-Leoneti, V.; de Oliveira, S.V.W.B. Glycerol as a by-product of biodiesel production in Brazil: Alternatives for the use of unrefined glycerol. Renew. Energy 2012, 45, 138–145. [Google Scholar] [CrossRef]
- Cermak, S.C.; Roque, L.E.; James, A.K. Distillation of Natural Fatty Acids and Their Chemical Derivatives. In Distillation-Advances from Modeling to Applications; Zereshki, S., Ed.; InTech: London, UK, 2012. [Google Scholar]
- Abdullah, A.Z.; Salamatinia, B.; Mootabadi, H.; Bhatia, S. Status and policies on biodiesel industry in Malaysia as the world’s leading producer of palm oil. Energy Policy 2009, 37, 5440–5448. [Google Scholar] [CrossRef]
- Amran, N.A.; Samsuri, S.; Safiei, N.Z.; Zakaria, Z.Y.; Jusoh, M. Parametric study on the performance of progressive cryoconcentration system. Chem. Eng. Commun. 2016, 203, 957–975. [Google Scholar] [CrossRef]
- Eisenbart, F.J.; Angermeier, N.; Ulrich, J. Production of highly dry glycerol by solvent-aided melt layer crystallization. J. Cryst. Growth 2017, 469, 191–196. [Google Scholar] [CrossRef]
- Ab Hamid, F.H.; Salim, S.A.; Mat-Shayuti, M.S. Optimization of progressive freeze concentration on stormwater purification via response surface methodology. Asia-Pac. J. Chem. Eng. 2020, 15. [Google Scholar] [CrossRef]
- Samsuri, S.; Mohd Bakri, M.M. Optimization of fractional crystallization on crude biodiesel purification via response surface methodology. Sep. Sci. Technol. 2018, 53, 567–572. [Google Scholar] [CrossRef]
- Yin, Y.; Yang, Y.; de Lourdes Mendoza, M.; Zhai, S.; Feng, W.; Wang, Y.; Gu, M.; Cai, L.; Zhang, L. Progressive freezing and suspension crystallization methods for tetrahydrofuran recovery from Grignard reagent wastewater. J. Clean. Prod. 2017, 144, 180–186. [Google Scholar] [CrossRef]
- Amran, N.A.; Jusoh, M. Effect of coolant temperature and circulation flowrate on the performance of a vertical finned crystallizer. Procedia Eng. 2016, 148, 1408–1415. [Google Scholar] [CrossRef] [Green Version]
- Luo, C.S.; Chen, W.W.; Han, W.F. Experimental study on factors affecting the quality of ice crystal during the freezing concentration for the brackish water. Desalination 2010, 260, 231–238. [Google Scholar] [CrossRef]
- Samsuri, S.; Amran, N.A.; Zheng, L.J.; Bakri, M.M.M. Effect of coolant temperature and cooling time on fractional crystallization of biodiesel and glycerol. Malays. J. Fundam. Appl. Sci. 2017, 13, 676–679. [Google Scholar] [CrossRef]
- Yahya, N.; Ismail, N.; Zakaria, Z.Y.; Ngadi, N.; Rahman, R.A.; Jusoh, M. The effect of coolant temperature and stirrer speed for concentration of sugarcane via progressive freeze concentration process. Chem. Eng. Trans. 2017, 56, 1147–1152. [Google Scholar]
- Kherici, S.; Benouali, D.; Benyetou, M.; Ghidossi, R.; Lacampagne, S.; Mietton-Peuchot, M. Study of potassium hydrogen tartrate unseeded batch crystallization for tracking optimum cooling mode. Orient. J. Chem. 2015, 31, 249–255. [Google Scholar] [CrossRef] [Green Version]
- Moreno, F.L.; Raventos, E.; Hernandez, Y.R. Block freeze-concentration of coffee extract: Effect of freezing and thawing stages on solute recovery and bioactive compounds. J. Food Eng. 2014, 120, 158–166. [Google Scholar] [CrossRef]
- Williams, P.M.; Ahmad, M.; Connolly, B.S.; Oatley-Radcliffe, D.L. Technology for freeze concentration in the desalination industry. Desalination 2015, 356, 314–327. [Google Scholar] [CrossRef]
- Jusoh, M.; Nor, N.N.M.; Zakaria, Z.Y. Progressive freeze concentration of coconut water. J. Teknol. 2014, 67. [Google Scholar] [CrossRef] [Green Version]
Figure 1.
Schematic diagram of the solvent-aided crystallization (SAC) system.

Figure 2.
(a) Solids formed on the vessel surface and (b) the ultrasonic wave direction.

Figure 3.
The experimental setup for transesterification process.

Figure 4.
Gas chromatography-mass spectroscopy (GC-MS) chromatograph of biodiesel.

Figure 5.
Differential scanning calorimetry (DSC) thermogram of biodiesel.
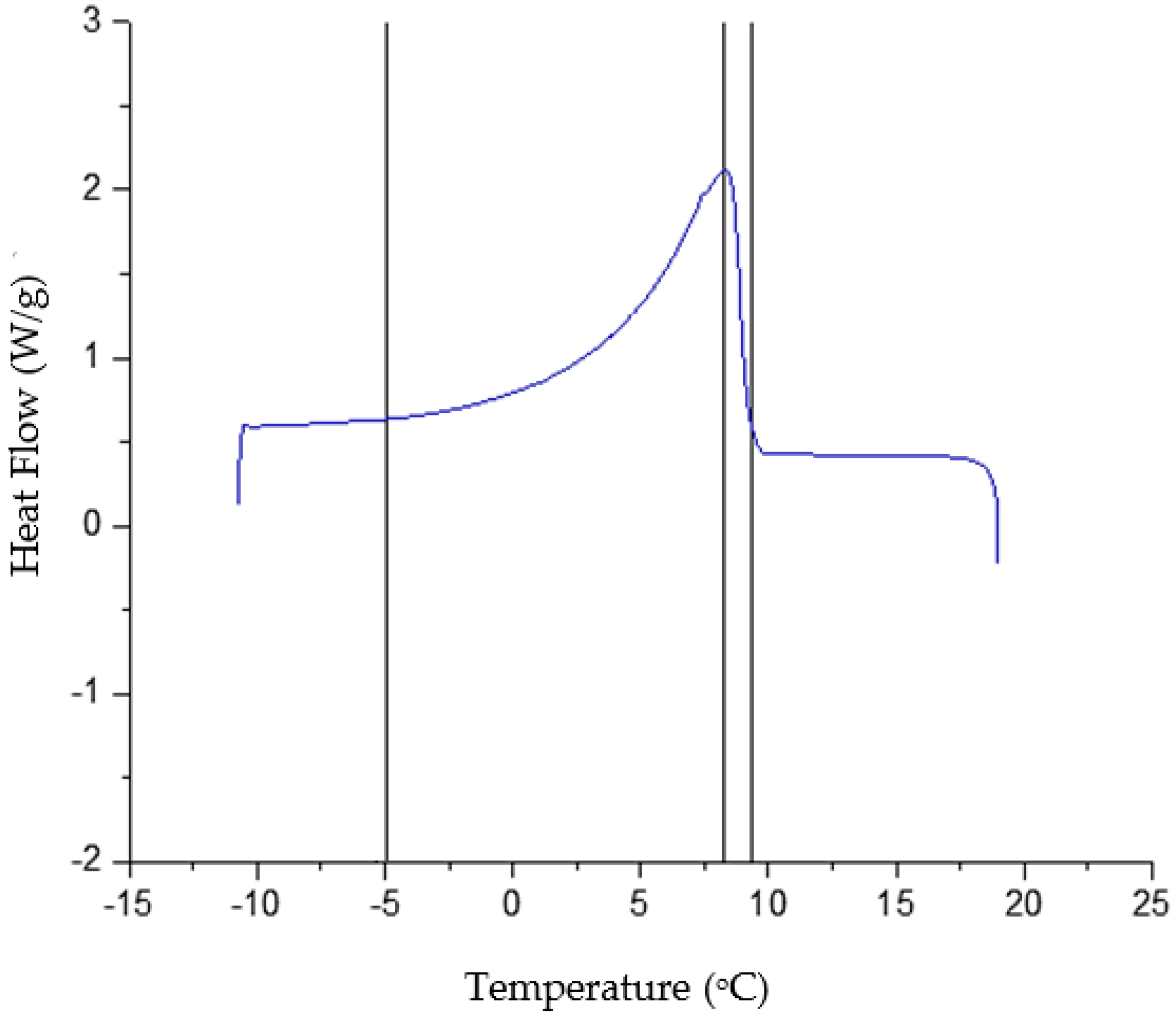
Figure 6.
(a) Pure biodiesel remained in the liquid phase and (b) solidified glycerol attached to the vessel surface.
Figure 6.
(a) Pure biodiesel remained in the liquid phase and (b) solidified glycerol attached to the vessel surface.

Figure 7.
Plot of FAME yield against 1-butanol concentration.

Figure 8.
Plot of FAME yield against coolant temperature.

Figure 9.
Plot of FAME yield against crystallization time.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Total percentage of fatty acid methyl ester (FAME) composition.
| Peak Number | Retention Time (tR) | Library/ID (Systematic Name) | Trivial Name | Types of Fatty Acids | Composition of FAME% (Purity) |
|---|---|---|---|---|---|
| 3 | 12.875 | Dodecanoic acid | Lauric | Saturated | 0.47% |
| 4 | 15.105 | Methyl tetradecanoate | Myristic | Saturated | 1.67% |
| 6 | 17.155 | Hexadecanoic acid | Palmitic | Saturated | 41.13% |
| 7 | 17.325 | 9-Hexadecenoic acid | Palmitoleic | Unsaturated | 0.27% |
| 11 | 19.004 | Methyl stearate | Stearic | Saturated | 4.13% |
| 12 | 19.200 | 9-Octadecenoic acid | Oleic | Unsaturated | 39.36% |
| 14 | 19.588 | 9,12-Octadecadienoic acid | Linoleic | Unsaturated | 9.84% |
| 16 | 20.080 | 9,12,15-Octadecatrienoic | Linolenic | Unsaturated | 0.56% |
| 19 | 20.710 | Eicosanoic acid | Arachidic | Saturated | 0.79% |
| Total | 98.22% | ||||
Table 2.
Palm Oil Research Institute of Malaysia (PORIM) specification of biodiesel composition [25].
Table 2.
Palm Oil Research Institute of Malaysia (PORIM) specification of biodiesel composition [25].
| Parameters | PORIM Specification (%) |
|---|---|
| Lauric | 0.0–0.4 |
| Myristic | 0.6–1.6 |
| Palmitic | 41–47 |
| Palmitoleic | 0–0.6 |
| Stearic | 3.7–5.6 |
| Oleic | 38.2–43.5 |
| Linoleic | 6.6–11.9 |
| Linolenic | 0.0–0.5 |
| Arachidic | 0.0–0.8 |
| Unsaturated Fatty Acid | 44.8–57.3 |
| Saturated Fatty Acid | 45.3–44.5 |
Table 3.
GC-MS result peak data.
| Peak Number | Retention Time | Area |
|---|---|---|
| 1 | 7.532 | 38,752 |
| 2 | 10.381 | 44,401 |
| 3 | 12.875 | 547,914 |
| 4 | 15.105 | 1,952,011 |
| 5 | 16.140 | 81,944 |
| 6 | 17.154 | 48,143,358 |
| 7 | 17.325 | 316,072 |
| 8 | 17.387 | 234,127 |
| 9 | 18.080 | 163,889 |
| 10 | 18.292 | 51,066 |
| 11 | 19.004 | 3,324,613 |
| 12 | 19.200 | 46,075,665 |
| 13 | 19.245 | 1,767,664 |
| 14 | 19.588 | 11,519,082 |
| 15 | 19.687 | 353,028 |
| 16 | 20.080 | 538,494 |
| 17 | 20.137 | 386,310 |
| 18 | 20.250 | 73,585 |
| 19 | 20.712 | 926,727 |
| 20 | 20.887 | 337,839 |
| 21 | 22.509 | 105,357 |
| 22 | 24.993 | 81,944 |
| Total | 117,063,842 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Ahmad, M.A.; Samsuri, S. Biodiesel Purification via Ultrasonic-Assisted Solvent-Aided Crystallization. Crystals 2021, 11, 212. https://doi.org/10.3390/cryst11020212
AMA Style
Ahmad MA, Samsuri S. Biodiesel Purification via Ultrasonic-Assisted Solvent-Aided Crystallization. Crystals. 2021; 11(2):212. https://doi.org/10.3390/cryst11020212
Chicago/Turabian StyleAhmad, Mohd. Afnan, and Shafirah Samsuri. 2021. "Biodiesel Purification via Ultrasonic-Assisted Solvent-Aided Crystallization" Crystals 11, no. 2: 212. https://doi.org/10.3390/cryst11020212
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.