
Low-Carbon Sustainable Composites from Waste Phosphogypsum and Their Environmental Impacts
by
Kai Ren
1,2, 
Na Cui
3,*,
Shuyuan Zhao
4,
Kai Zheng
2,
Xia Ji
2,
Lichao Feng
1,
Xin Cheng
2 and
Ning Xie
2,4 1
School of Mechanical Engineering, Jiangsu Ocean University, Lianyungang 222005, China
2
Shandong Provincial Key Laboratory of Preparation and Measurement of Building Materials, University of Jinan, Jinan 250022, China
3
School of Civil Engineering and Architecture, University of Jinan, Jinan 250022, China
4
National Key Laboratory of Science and Technology on Advanced Composites in Special Environments, Harbin Institute of Technology, Harbin 150080, China
*
Author to whom correspondence should be addressed.
Crystals 2021, 11(7), 719; https://doi.org/10.3390/cryst11070719
Submission received: 13 May 2021
/
Revised: 11 June 2021
/
Accepted: 15 June 2021
/
Published: 22 June 2021
(This article belongs to the Special Issue Sustainable Composites with Solid Waste Materials)
Abstract
:Phosphogypsum (PG) is an industrial waste from the production of phosphoric acid and phosphate fertilizer. Disposal and landfill of PG pose significant environmental problems due to its hazardous components. Although many researchers have explored the possibility of PG recycling, challenges still exist before it can be high-effectively reused. In particular, a great deal of recent attention has been attracted to explore using PG as raw material to manufacture sustainable composites. The impurities movement, recycling efficiency, and environmental impacts have to be further investigated. This review article summarized the state of the art of the purification process, application areas, and the environmental impacts of PG waste. The main challenges and potential application approaches were discussed. This article is focused on reviewing the details of the PG reusing which benefits the readers on learning the knowledge from previous efforts. The main challenges of reusing PG were discussed from the chemical, physical, and materials perspectives.
1. Introduction
PG is a by-product of industrial phosphoric acid production. For every ton of phosphoric acid produced, 4–5 tons of PG will be produced [1,2]. At present, the output of PG is increasing rapidly at the rate of about 70 million tons per year. In China, the total amount of PG is about 500 million tons, but the utilization rate is less than 15% [3,4]. The general treatment method of PG is to accumulate as waste, which was piled up and thus posing severe environmental problems [5,6]. Due to the distinctive dark side of the PG disposal, the research on recycling utilization of the PG as resources to manufacture useful materials has become an ever-burgeoning demand.
2. Purification
The essence of PG and natural gypsum is the calcium sulfate dihydrate (CaSO4·2H2O). The major difference between the natural gypsum and phosphogypsum is that PG contains various impurities which result in the performance of PG was far inferior to the natural gypsum [7]. The impurities in phosphogypsum include soluble phosphate, fluorides, organic matters, and many radioactive elements such as Ra226, Pb210, Po210, U238, and U234 [8]. Although it was reported that the concentration of these impurities is categorized as a safe practice according to the standards of the Environmental Protection Agency (EPA) [9], the purification of the PG is still compelling because the impurities have significant impacts on the setting time, mechanical properties, and durability of the PG products [10]. Table 1 lists the impurity composition and their existing forms in PG [11,12,13,14,15,16]. Provided with appropriate treatment methods, PG can replace natural gypsum in many scenarios, which provides a possibility for large-scale and industrial utilization of PG. As a result, it is critical to remove the impurities from the PG before it can be widely applied in diverse fields. The impurities and their forms in PG are listed in Table 1. To eliminate the impurities from the PG, the most widely used approaches include chemical methods, physical methods, and heat treatment methods [17,18,19].
2.1. Chemical Methods
Acids are the most widely used chemical that can be used as an agent to purify the PG and improve its quality that ensures its applications in other places. For example, it was found that using an aqueous citric acid solution is an effective approach to eliminate phosphoric and fluoride impurities [20]. The impurities removing process was facile. By shaking the mixture of PG and 2–5% citric acid solution for 25 min at 30 °C, the mixture was filtered and washed with plain water three times followed by drying at 42 °C. In this process, the phosphates and fluoride compounds in PG will react with citric acid to form water-soluble phosphoric acid (H3PO4), sodium citrate (Na3(C6H8O7), hydrofluoric acid (HF), hydrofluorosilicic acid (H3SiF6), hydro-fluoro aluminate (H3AlF6) and hydro-fluoro ferrate (H3FeF6). These water-soluble chemicals can be removed by the water stream, and realize the purification purpose.
Sulfuric acid is another aqueous solution that can be used as an agent to purify the PG. In this method, an aqueous sulfuric acid solution with a concentration of 5% was mixed with PG powder and stirred with a speed of 150 rpm for 30 min at 30 °C and 60 °C. After floating for 30–45 min, the pulp was filtered, washed by water, and followed by drying at 65 °C for 24 h (the purification process is shown in Figure 1). The temperature, volume of the aqueous sulfuric acid solution, PG quantity, contents of P/F/orgainic carbon, and pH value were selected as variables to evaluate the purification effects. The results indicate that the optimized parameters should be 3 L sulfuric acid solution mixed with 1 kg PG and stirred at 60 °C. The ICP testing result has proven that the concentration of impurities has been remarkably reduced and the purified gypsum plaster can be used as a building material [22].
In addition to various acids, the PG can be purified by ammonium hydroxide. In this process, PG was mixed with aqueous ammonium hydroxide with the concentration varied from 5% to 20%. After shaking for 24 h at 35 °C, the samples were filtered, washed with 0.5% ammonium hydroxide solution followed by water. The samples were finally dried at 42 °C to obtain the purified gypsum. The solubility of the phosphatic and fluoride compounds increased with increasing the concentration of ammonium hydroxide. The monocalcium phosphate and sodium fluoride are more soluble than other compounds. Comparing with the mineral gypsum and untreated PG, the purified PG can be used as the retarder in cement instead of the mineral gypsum [23].
It was reported that the soluble impurities in PG can be converted to insoluble compounds by using lime or limestone as the neutralization agent [24,25]. In Potgieter’s study [26], the PG was treated by washing in tap water and dried at 50 °C. Subsequently, the dried samples were soaked in a mixture solution of the milk of lime, ammonium hydroxide, hydrochloric acid, and sulphuric acid for 30 min. Finally, the treated gypsum was filtered and washed twice by tap water and dried at 45 °C. The results indicated that milling the PG with a small amount of hydrated lime was beneficial to the strength development of the final cement, while washing PG with the milk of lime solution reduced the setting time and harmed the strength development because setting time retardation is originated from the coprecipitated crystal structure rather than the water-soluble form of gypsum.
Considering some polymers have unpaired electrons, it is a feasible way to use them to immobilize the heavy metals in PG. Based on this consideration; polyethylene glycol (PEG) and polyvinyl alcohol (PVA) were used as adsorbents to stabilize heavy metals in PG [27]. In this study, two types of PEG and two types of PVA with different molecular weights were mixed with PG to evaluate the heavy metals immobilization effects. The testing results indicated that the heavy metals can be significantly bonded in PG with the addition of these polymers. The stabilization orders of the heavy metals by using PEG and PVA are: Cu (96%) > Cr (94%) = Mo (94%) > Zn (74%) > Cd (70%) > Pb (11%), and Cu (95%) > Mo (93%) > Cr (91%) > Cd (84%) > Zn (78%) > Pb (10%), respectively. Besides, the increasing molecular weight and dosage of these polymers increased surface area and thus enlarge the electron exchange probability. Consequently, the heavy metals stabilization degree can be enhanced accordingly.
Synergistic using various solid wastes is an effective approach to mitigate the negative environmental impact due to the leaching of the impurities. It was reported that, by combining with the electrolytic manganese residue (EMR), the soluble phosphate (PO43−), fluorine (F−) in PG and the manganese (Mn2+), ammonia nitrogen (NH4+-N), and other heavy metal ions in EMR can be stabilized through aligning the water/binder ratio, EMR/PG ratio, pH value, temperature, and ions’ concentration of this synergistic solid waste system. The results indicated that the immobilization effect can be optimized with EMR/PG ratio of 1:2 and a pH value of 9.0. After the solidification process, the manganese ions have been solidified in the form of Mn3(PO4)2·7H2O and Mn(OH)2, ammonia nitrogen was immobilized as struvite, fluorine was stabilized in the form of (Mn, Ca, Mg)F2, and the phosphate was stabilized as (Mn, Ca, Mg)3(PO4)2 and (Mn, Ca, Mg)HPO4. The key factor of this method is using MgO to adjust the pH value of this system. The MgO will react with water to form Mg(OH)2, and then with the NH4+-N and soluble PO43− to form the struvite. One thing that has to be noted here is that, if the pH value is higher than 10, the struvite cannot form and the generated ammonia will become the source of the secondary pollution [28].
Combining with waste fluid catalytic cracking catalyst, which is mainly the synthetic zeolite Y, the properties of PG can be significantly enhanced by using ultrasound treatment. It was found that the mechanical properties have increased about four times comparing with the control samples after the addition of the waste fluid catalytic cracking catalyst (zeolite Y) with dosage varies from 0.5% to 10% [29]. Additionally, it was found that the zeolite can be used as the adsorption additive to deal with the acidic solvable P2O5 and F contaminants in PG, which is beneficial to the setting time and hydration of the PG. The compressive strength of the samples with 5% zeolite and 2 min sonication increased 35% comparing with the control sample [30]. Similar results were obtained by Fornes [31]. It was also stated that the waste zeolite can be used as an effective adsorbent to enhance the hydration degree, reduce the soluble phosphate content 3 to 5 times and thus enhance the properties of PG.
Most recently, a novel press-formed process was developed to purify the PG by using waste zeolite as an effective adsorbent of the acidic impurities [32]. This method opens an eye to realize the PG purification without introducing secondary pollution and avoiding the cost enhancement. In this method, 2.5% to 10% of waste zeolite were dry mixed with the PG and followed by press-forming under 15 MPa to 20 MPa in a cylindrical mold. The water content is about 16% which is much lower than the normal 40–60% PG preparation. After curing for 7 days with 100% humidity at room temperature, the testing results showed that although the mechanical properties have slightly reduced with a small amount of waste zeolite, the water-soluble P2O5 has significantly decreased by 3–7.5 times because the harmful P2O5 was absorbed by the porous zeolite. It is a cost-effective and environmentally friendly method to mitigate the environmental problems caused by the PG purification process.
2.2. Physical Methods
Water washing is a cost-effective and facile approach to remove the impurities in PG. After washed by deionized water, part of the soluble impurities on the surface of PG crystals could be removed, and the microstructure and sizes of the PG have changed accordingly as well. The workability of the water-washed PG mixture was better than the unwashed one which benefits the transport property enhancement [33].
Wet sieving is another useful method to eliminate the impurities of PG. The PG sample was wet sieved via a 300-micron sieve, and the contents passed through and remained in the sieve were washed and dried at 42 °C followed by microstructure and chemical composition analysis. The results indicated that 85% of the PG has passed through the sieve, and the impurities of this fine part were significantly lower than another part that was remained in the sieve. Besides, it was found that the hydro-cyclone process is also effective to eliminate impurities [34].
2.3. Calcination Methods
Except for the chemical and physical methods, another important purification approach is calcination. After calcination, PG will be converted to anhydrite and the P and F impurities will become inert. It has been widely accepted that the reaction between the anhydrite and water is very slow and thus needs to be activated by alkali/alkaline sulfates, carbonates, Ca(OH)2, or a small amount of Portland cement. Singh investigated the gypsum/slag system by calcination PG at 750 °C for 4 h to obtain the gypsum anhydrite. By using analytical grade Ca(OH)2, Na2SO4·10H2O, and FeSO4·7H2O as activators, the anhydrite will react with the Al2O3 in the slag to form ettringite in the presence of Ca(OH)2. Meanwhile, the SiO2 in the slag will react with the Ca(OH)2 to form tobermorite compounds [35].
The calcination temperature is an important factor that determines the purification effect of PG. By comparing the calcination temperatures varied from 200, 400, 600, and 800 °C with a heating rate of 10 °C/min, the compressive strength of the PG/slag system increased with increasing calcination temperature of PG due to the decreasing P and F impurities content [36].
In many cases, the calcination process was implemented along with chemical methods. It was found, after lime treatment followed by 500 °C calcination, the PG can be converted to gypsum anhydrite and thus used as the additive in cement. To accelerate the hydration process of the anhydrite gypsum, K2SO4 and hemihydrate gypsum were used as the activator. The setting time, strength development, and even water-resistance were all evaluated and the results indicate a promising application potential of this method [37]. Another study claimed that the PG can be neutralized by calcinating at 800 and 900 °C, provided with lime washing and alkali sulfate activation [38]. Most recently, the mechanisms of the calcination modification of PG were presented. It was believed that the PG will dehydrate to form ®-hemihydrate and III-anhydrite under low-temperature calcination, while form anhydrite with different solubility and activity under high-temperature calcination. The soluble phosphorus impurities will be converted into water-insoluble and harmless CaP2O7. Once the calcination temperature is higher than 800 °C, the soluble phosphorus content will be non-detectable [39].
3. Building Materials
Although most of the soluble impurities in PG could be partially removed by a few purification treatment methods, these processes will result in secondary pollution and increasing cost. As a result, it is necessary to explore new methods that can utilize the impurities rather than remove them. The following methods representing a few typical applications to recycle the PG without removing the impurities.
3.1. Raw Material for Cement Production
It has been well known that the PG is hardly being directly used in the Portland cement as the retarder; however, it was found that the PG can be used as the raw material to manufacture the belite-calcium sulfoaluminate (BCSA) clinker [40]. It was found that the P and F impurities in PG are beneficial to form BCSA cement clinker above 1100 °C, which is about 50 °C lower than the clinker prepared with natural gypsum. The P and F impurities can be immobilized in C4A3Ŝ and stabilize the cubic C4A3Ŝ phase.
A similar study claimed that the PG can be used as the raw material to manufacture the calcium sulfoaluminate (CSA) cement. It was found that the optimal calcination temperature is in the range of 1250 to 1300 °C which coincides with the decomposition temperature of the PG, and the PG content can be varied from 7% to 27%. Besides, the decomposition degree of PG is governed by the calcination temperature and the mixture proportion. The highest decomposing content of PG can reach 36% at 1300 °C. The highest 28 d compressive strength was 67 MPa with a mixture proportion of 59% limestone, 31% bauxite, 10% PG, and calcined at 1250 °C. The impurities of PG will retard the setting time of CSA, and decrease the mechanical properties of the CSA cement [41].
It has been reported that the main hydration product of ye’elimite is ettringite which contributes to the rapid early age strength development, while the main hydration product of ternesite is monosulfate which accounts for the late age strength development. To further flourish the manufacturing techniques of CSA cement by using PG as raw material, the belite–calcium sulfoaluminate–ternesite system was developed to enhance the long-term performance of CSA cement. With a mixture composition of 60.6% limestone, 15.7% bauxite, and 23.7% PG, and a secondary heat treatment method (shown as Figure 2), the belite-calcium sulfoaluminate-ternesite cement material was prepared and the early age and late age properties were tested. The results indicated that the secondary heat treatment method will lead to a remarkable increase of ternesite content and thus benefit the late age strength of the belite–CSA cement [42].
Apart from the calcination process, PG can also be used as raw material to manufacture cementitious material without high-temperature treatment. By using fly ash, hydrated lime, and PG/calcined PG as raw materials, a low carbon cementitious binder was prepared. In this system, the lime content was fixed as 10%, and the contents of fly ash and PG were balanced from 90% to 40% and 0% to 50%, respectively, and the PG was heated at 150 °C for 2 h to obtain the calcined PG. The testing results demonstrated that the mechanical properties were considerably reduced with increasing PG content. However, if using calcined PG, the mechanical properties can be distinctively enhanced. Furthermore, the durability of this material is sensitive to the curing condition, and the volume stability is quite challenging when the samples are exposed to water because of the sulfate attack from the PG sludge [43].
3.2. Component in Cementitious Materials
The natural gypsum is an important component in Portland cement, the utilization of PG to replace the natural gypsum is still challenging because of the impurities of soluble P and F. It was reported that using the PG as the retarder of Portland cement rather than the natural gypsum will prolong the setting time and significantly reduce the mechanical properties of Portland cement [40]. Although it is hard to use PG directly in the Portland cement as the retarder, it was found that the PG can be used as the additive in the belite–calcium sulfoaluminate (BCSA) clinker [40]. By adding PG, the soluble P can prolong the setting time of BCSA cement and retard the hydration process of the C4A3Ŝ phase. However, similar to the Portland cement, the presence of the soluble P harms the mechanical properties development of the BCSA cement.
In addition to acting as the retarder of the Portland cement, PG can also be used as a sulfate resource in the non-sintering or alkali-activated cementitious materials system [44]. It was found that the reaction between the PG and the slag is a continuous process, which is beneficial to the late age strength development of the non-sintering cement system. The microstructure analysis demonstrates that the glassy phase of the slag will be destroyed due to the alkali and sulfate activation. The PG will react with the ions from inside of the slag and form ettringite, while the remaining slag will form the C-S-H phase. In this case, the PG was not only acting as an activator but also as a binder phase accounting for the enhancement of mechanical properties. Besides, it was reported that the pH value is a critical factor that determines the formation of ettringite. If the pH value was higher than 13, the acid film of the slag would be broken and the thus confining the formation of the ettringite. Another study reported, if mixing 45% PG, 10% steel slag, 35% ground granular blast furnace slag, and 10% of limestone, the compressive strength of the samples can be as high as 40 MPa. As in Mun’s statement, it was also believed that the slags are activated by alkali and sulfate, and the hydration products are C-S-H phase and ettringite [45].
Similarly, a ground granulated blast furnace slag system combining with PG was investigated to manufacture the super-sulfate cement [46]. It was found that the PG was involved in the solid reaction process forming portlandite and ettringite instantly after dissolution. Unlike the CSA/PG system, in which the addition of PG will considerably reduce the compressive strength of the system, if using sodium hydroxide as the activator, the compressive strength of the GGBFS/PG system can be considerably enhanced due to the sodium hydroxide will increase the content of amorphous binder phase, and the alkali activation degree of the sodium hydroxide is stronger than the sodium silicate. The microstructure analysis results indicated that the amorphous C-A-S-H gel structure was the hydration product and the addition of PG will decrease the Al/Si and Ca/Si ratios which is beneficial to form polymerized network structure of the super sulfate cement system. In the slag/PG system, the PG content can be in a wide range from 10% to 50%. Provided with an appropriate activation method, the compressive strength of the slag/PG system can reach as high as 45 MPa with a composition of 45% PG, 48% slag, 7% cement clinker, and 1% activator [47]. Microstructure and phase structure analysis indicated that the ettringite, portlandite, and the dihydrate gypsum crystals were interacted with each other and formed a compact structure, which was embedded in amorphous C-S-H gels.
PG can also be used as a major component of oil well cement through a step-by-step method [48]. In this study, the PG content was fixed with 50%, and the oil well cement, ground granular blast furnace slag, activators, silica fume, retarder, and fluid loss control additive were optimized in a proper mixture design according to step-by-step properties testing results. It was found that the optimal weight ratio of PG/slag/oil well cement was 5/3/2, and the 2 d compressive and flexural strengths reached 12.9 and 8.3, and 18.5 and 10.6 MPa, at 50 °C and 80 °C, respectively. Comparing with the control oil well cement, the linear expansion rate of the PGS sample increased by 874% at 50 °C, and 169% at 80 °C. This performance is beneficial to mitigate the shrinkage compensation of the oil well cement. The microstructure analysis results demonstrate that the hydration products of the PGS are mainly the ettringite, gypsum, and C-S-H gel. With the addition of PG, the pore volume and permeability are much lower than the pure oil well cement material.
3.3. Cemented Paste Backfill
Another important application of PG is utilizing it as cemented paste backfill. In this application, the mixing time is a critical parameter that governs the final properties of the backfill materials. Seven mixing times, ranged from 5 to 240 min, were set as the variables to evaluate and analyze the setting time, workability, density, porosity, microstructure, and mechanical properties. It was found that 60 min is the optimized mixing time. In this period, the apparent viscosity of the backfill paste sharply decreased due to the particles in the paste prone to parallel lining up in the shear direction and lead to deflocculation. With the mixing time extended to 240 min, the apparent viscosity gradually increased because of the cohesion of the hydration products. The mechanical properties testing results indicated that the compressive strength is proportional to the mixing time in the range of 5 to 60 min, while in the range of 60 to 240 min, the mechanical properties declined with the extension of mixing time due to the break of the hydration production skeleton [49].
Synergistic using PG and other waste materials is a promising approach to enhance the properties of the cemented paste backfill. Using PG, phosphate tailing (PT), cement, and CaO as raw materials, the cemented paste backfill was prepared and the properties were optimized by comparing the PG/PT ratio of 0/1, 1/3, 2/2, 3/1, and 1/0. To further enhance the performance, slag was added in the PG/PT system with ratios of 0.2, 0.4, 0.6, and 0.8 by fixing the PG/PT ratio of 1/3. It was found that the compressive strength of the PG/PT system is too low to be applied as cemented paste backfill. Although with the addition of cement, the compressive strength of the system has remarkably enhanced, the emitted H2S gas confined its potential application as backfill. To solve this problem, 2% CaO and 4% cement were mixed with the PG/PT system, and the gas emission problem has been solved and the compressive strength has been significantly improved [50].
Apart from the phosphorous tailings, the construction demolition waste (CDW) and PG were mixed with cement to manufacture the cemented paste backfill. The results revealed that the solid concentration of cemented paste backfill increased from 60% to 70% and the setting time decreased from 20% to 30%, provided with the addition of the construction demolition waste in a range of 0% to 40%. The highest compressive strength reached 1.74 MPa with 40% CDW, 1:6 cement/water ratio, and 70% of solid concentration. The most important achievement of this study is that the environmental indices from the bleed water and leachates demonstrated that this material can satisfy the category III requirements of Chinese environmental standard (DZ/T 0290-2015) [51].
As mentioned, the environmental impact, Li and Shi’s group investigated the immobilization of PG as the cemented paste backfill material. In this study, the cemented paste backfill material was prepared by mixing the PG and cementitious agents with a ratio of 4:1 and a slurry concentration of 66%. After cured for 120 days, the release of P, F, and heavy metals was significantly decreased, and after five round of leaching tests, the risk of pollutants diffusion was much lower than the leachates from the PG directly, and the heavy metals contents in the leachates were satisfied with the Chinese standard (DZ/T 0290-2015) [52].
3.4. Additives in Pavement Materials
Since the bitumen was considered an environmentally friendly binder material to stabilize the naturally occurring radioactive materials [53], using waste PG as an additive in pavement engineering has become a win-win approach to eliminate the negative environmental problems of recycling. It was demonstrated that PG can serve as the modifier of bitumen along with a small amount of sulfuric acid [54,55]. The results indicated that sulfuric acid is beneficial to release the phosphorus in the crystalline structure of PG, and thus enhance the rheological properties of the bitumen. Another study claimed that the PG can be used as a foaming agent to prepare foamed bitumen materials due to the molecular water release from the PG [56]. This is a novel technology by using the molecular water in PG to realize the internal foaming rather than the addition of external water. Based on this designation, the warm mix asphalt can be realized due to the water foam can significantly reduce the mixing temperature of bitumen and thus reduce greenhouse gas emissions, decline the energy consumption, and improve the working condition of the operators. The testing results indicated that the addition of PG (also along with 0.5 wt.% of sulfuric acid) as a modifier can reduce the mixing temperature of bitumen from 180 °C to 150 °C, and the radioactivity and metal concentration both satisfy the European standards.
4. Useful Chemicals
4.1. Fertilizer
Waste PG can be used as raw material to manufacture fertilizers. By using sulfuric acid to remove the impurities, a highly purified ammonium sulfate fertilizer was prepared by using PG as raw material. In this manufacturing process, first, 1 kg of grounded PG powder (200 mesh size) was soaked in 4L sulfuric acid with a concentration of 8M and stirred with 150 rpm for 30 min at 80 °C. Second, 500 g of the obtained precipitates were soaked in 2 L of ammonium sulfate with a concentration of 3%, solid to liquid ratio of 0.25, and pH value of 7. Third, the slurry was reacted with 10% excess amount of ammonium carbonate higher than the stoichiometric ratio with 150 rpm for 3 h. Finally, 250 mg barium chloride was added to the solution and hold at 55 °C for 4 h to remove the radium. The obtained ammonium sulfate can reach a purity of 95% [57].
4.2. Rare Earth Elements Recovery
In a Polish case study, it was found that the Lanthanides rare earth elements (REE) can be extracted from the local PG via a facile chemical method. In this extraction process, 20 g PG was soluted in sulfuric acid solutions with concentrations of 10%, 15%, and 20% and a liquid-to-solid ratio of 1:3 and 1:4 at room temperature. The obtained suspension was stirred for 1h and subsequently separated in a centrifuge with the speed of 6000 rpm for 5 min. The separated solution was used to extract the lanthanides REE by using precipitation and concentration methods. In this laboratory precipitation process, the oxalic acid solution was used to precipitate the lanthanide REE oxalates. The obtained oxalates were filtered, dried, and thermally decomposed to produce the lanthanide oxide concentrates, which were used as the raw material to separate the individual elements. In addition to the concentration method, alternative alkaline treatment of the solution can be used as the precipitation of lanthanide hydroxide precipitation. In this method, NaOH, Na2CO3, and even KOH can be used to solve the lanthanide REE, and the remained potassium solution can be used to produce mineral fertilizers [58]. Similar methods were used to extract the REE from PG by aligning the processing parameters, including the grinding treatment, ultrasonic impact, and resin-in-pulp process, as shown in Figure 3 [59]. Apart from using the sulfuric acid, a mixed acid solution, including hydrofluoric acid, nitric acid, and perchloric acid with a ratio of 6:5:3, was used to extract the REE from PG. The results reveal that the crystallized solid after the evaporation process can reach as high as about 86% [60]. However, a most recent life cycle assessment study claimed that current developed technology is cost-effective but needs high financial investment and has a high potential risk degree. As a result, new technology, such as membrane technology or other renewable energy sources should be considered as promising methods [61].
4.3. Nanocrystalline Materials
Nanocrystalline hydroxyapatite can be manufactured by using PG and potassium dihydrogen in a hydrothermal condition. The processing parameters were temperature, reaction time, and pH value of the solution, and the purity of the raw materials. The optimized synthesis condition was soaking the mixture at 200 °C for 15 h with a pH value of 11. SEM and TEM images demonstrated that the synthesized hydroxyapatite nanocrystals are rod shape with a various aspect ratio which was governed by the concentration of the Brij-93 surfactant. The Brij-93 surfactant will wrap the surface of the hydroxyapatite crystals, and thus result in a preferential growth in the longitudinal direction and prevent the agglomeration of these nanocrystals. Figure 4 gives the TEM image of the synthesized hydroxyapatite with various concentrations of Brij-93 surfactant [62]. Another study demonstrated that PG can react with phosphoric acid in an alkaline environment by aligning the pH value with ammonia solution. The residue was dried at 80 °C and followed by calcination at 600 and 800 °C for 2 h to obtain the nano-hydroxyapatite crystals. TEM morphology (Figure 5) showed the rod shape particles size of 50 nm in length and 5 nm in diameter. For the samples calcined at 900 °C, the obtained particles are spherical with diameters in the range of 54–74 nm [63]. Similar work stated that a mixture of calcium hydroxyapatite and tricalcium phosphate could be obtained by thermal treatment methods [64].
High-quality nanocrystalline calcium fluoride (CaF2) has been prepared via the precipitation method by using calcined PG as raw material. Before preparing, PG powders were pre-washed with dilute alkali and acid solutions, and distilled water to remove soluble impurities. The purified PG powder was then mixed with sulfur and activated carbon with the SO42−/S molar ratio of 0.1, and calcined at 800 °C for 120 min in a nitrogen atmosphere. The residues were dissolved with HCl. Then, the mixture was filtered and NH4F was added with various Ca/F molar ratios. After the reaction, the suspension was separated by centrifuge, and the residue was washed with HCl, distilled water, and dried. The XRD and SEM results indicated that the average particle diameter was around 70 nm and the crystalline of the product was 69.36% [65].
Nanocrystalline calcium carbonate can be manufactured from PG via a crystallization process in a gas (CO2)-liquid(NH3•H2O)-solid (PG) three-phase system. PG was mixed with deionized water with a weight ratio of 1:9 to 1:7. Subsequently, the obtained slurry was mixed with ammonium hydroxide with ammonia to SO42− the molar ratio of 2.3 to 2.5. After reached the setting temperature, CO2 with a fixed flow rate was pumped into the slurry with continuous stirring. After filtration, the concentration of sulfate ions was quantified with the help of BaCrO4 solution. When the pH value was lower than 8, the reaction was terminated, and the slurry was filtered and dried to obtain the CaCO3 powder. The critical factors, including the temperature, gas flow rate, and reaction time, which determine the particle sizes of the nanoparticles have been investigated. The results demonstrated that with the CO2 flow rate of 251–138 mL/min, the average particle sizes of the nanoparticles were in a range of 86–104 nm at the temperature range of 30–40 °C. The reduction of reaction time and the amount of soluble impurity in PG were beneficial to the formation of the CaCO3 nanoparticles [66].
5. Sustainable Composites
A PG and fly ash composite was developed to improve the mechanical properties of the system. In this system, the pozzolanic reaction of the fly ash was activated by sulfate. After calcined at 135 °C, the milled PG was added to the fly ash-lime composite with the dosage range of 0–15%. The mechanical properties testing results revealed that the compressive strength of the samples improved with increasing PG content. The potential mechanisms of the reinforcement are originated from serval aspects. First, PG dehydrates will react with alumina in fly ash and calcium oxide in lime to form ettringite which helps to accelerate the pozzolanic reaction of the fly ash. Second, the reaction between the lime and the impurities in PG form a series of stable compounds that mitigate the negative effects of the impurities on the mechanical properties development of the fly ash-lime composite system [19].
A load-bearing wall brick composite was manufactured by using PG, fly ash, lime, and sand as raw materials. The PG was pretreated by steaming and followed by an autoclave process. PG types, contents, and vapor pressure were used as the parameters to optimize the final properties of the composites. The results indicated that the steam treatment has a distinctive effect on the mechanical properties of the composite due to the recrystallization of the PG. The strength of the PG-fly ash-lime-sand composite reduced with increasing PG content and improved with increasing lime content. The same as the previous study, it was also claimed that the presence of lime is beneficial to stabilize the impurities of the PG and help the calcium silicate reaction. After 15 freeze/thaw cycles in the temperature range of −20 °C to 20 °C, the remained compressive strength was 18.6 MPa and the weight loss was only 0.029%, suggesting good durability of the composite system [67]. A similar study stated that this PG/fly ash/lime composite has satisfactory performance for geotechnical applications [68].
A non-fired brick composite was prepared from the waste PG. In this manufacturing process, the pre-pressed green bricks were hot dried at 180 °C to convert the dihydrate gypsum to hemihydrate gypsum and followed by water-soaked to form in situ recrystallized gypsum. After air dried naturally, the non-fired brick products were obtained. The results showed that the optimized mixture proportion was 75% PG, 19.5% river sand, and 4.0% Portland cement, and 1.5% hydrated lime. The compressive strength, water-saturated compressive strength, and flexural strength are 21.8 MPa, 13.7 MPa, and 5.2 MPa, respectively. The microstructure analysis demonstrated that the in situ recrystallized gypsum crystals are regular, dense, and tangled with each other to form a stable interlock structure [69,70]. To further improve the mechanical properties of the non-fired composites, the calcium sulfate whisker was used as the modifier to reinforce the non-fired composite system. It was found that by adding 1 wt.% of calcium sulfate whisker, the bending strength of the non-fired composite reached 27.2 MPa, enhanced over 80% compared with the control sample [71].
In addition to the calcium sulfate whisker, mineral, glass, and polypropene (PP) fibers were used to reinforce the PG/slag composites. The impact resistance, flexural strength, water, and freeze/thaw resistance of these fiber-reinforced composites were tested. In these three types of fibers, the PP fiber shows a good dispersion condition and has the best bonding strength with the matrix. 1.35 vol.% of PP fiber increased the flexural strength two times and impact resistance 7 times [72].
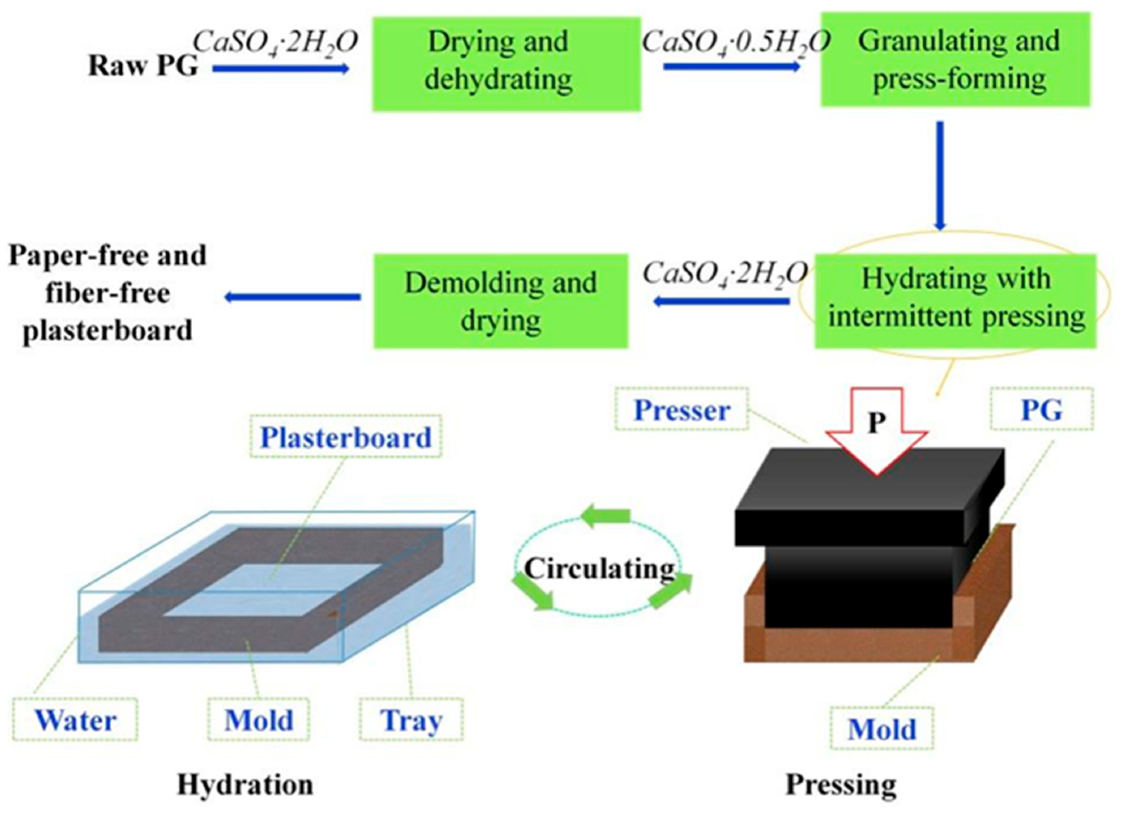
To decrease the manufacturing cost, most recently, a high-strength PG-based paper and fiber-free plasterboard have been developed by using a facile intermittent pressing hydration method. This method is based on pressing the dihydrate gypsum powder into a green plasterboard green body and followed by immersed in water to convert the hemihydrate gypsum into dihydrate gypsum, in which the crystals are interlocked with each other. As the green body was repeatedly pressed so that the swelling of the green body results in further deep hydration till the fully dense of the composite. Figure 6 gives the flowchart of the manufacturing process. The optimized humidity was 20%, and the PG-based green body was pressed 3 times with 10 min intervals and a value of 20 MPa. The final bending strength can reach 14.7 MPa [73].
A recent study investigated the feasibility of using PG to prepare porous sound-absorbing composite. The β-hemihydrate PG (β-HPG) was obtained by low-temperature calcination (160 °C) of PG. The expanded perlite, basalt fiber, pore-forming agent, and retarder (Protein retarder, SC) were used as raw materials. The dosage of the form agent was in a range of 0–0.6 wt.% of the HPG, basalt fiber content was in a range of 0–2 wt.%, the expanded perlite content was in a range of 0–8 wt.%, and the SC retarder was fixed to 0.2 wt.%. The PG, expanded perlite, and a pore-forming agent was mixed first for 30 s, and the basalt fiber was sonicated for 15 min and mixed with binder mixture for 2 min. The microstructure analysis indicated that the micropores were mostly interconnected among the hydration products, leading to the increase of open pores and sound-absorbing property. While the porosity is higher than a critical value, the sound absorption property will be declined. The optimized pore-forming agent content is 0.6 wt.% of the β-hemihydrate PG. Basalt fiber and expanded perlite are both beneficial to the sound absorption property of the composite. The basalt fiber can increase the open porosity and form more interconnected pores to further improve the sound absorption property. The optimized content of basalt fiber and expanded perlite are 1 wt.% and 6 wt.%, respectively [74].
6. Environmental Impacts
6.1. Soil
The sodic soils contain diverse soluble salts and exchangeable sodium which significantly affect the growth of rice-wheat cropping. Surface crusting and water infiltration limitations are the critical problems that need to be solved to alleviate the sodic soils by using Ca2+ cation to replace the Na+ sites [75]. Using PG as the soil modifier (with a concentration of 10 Mg/hm2) can reduce the pH value of the soil and the exchangeable sodium concentration [76]. In Spain’s case, using PG as the soil modifier with a rate of 25 Mg/hm2 every 2–4 years can decrease the exchangeable sodium percent from over 15% to less than 5% [77]. However, excessive PG amount will lead to the concentration of the salt in soil and thus result in the decreasing of modification effects. As a result, it is essential to determine the PG implementation rate to optimize the modification effect.
Different from the sodic soils which were mainly determined by the exchangeable sodium percentage, for acid soils, the acidity is primarily originated from the amount of the exchangeable Al3+ ions. The addition of PG can mitigate the acidity of the soil by declining the Al3+ and increase the Ca2+ content. Another study demonstrates that the application of PG mixing with lime is beneficial to neutralize the acidity of the soils and enrich the root development due to the enrichment of Ca content in the deep soils [78]. Similar to the sodic soils, the application rate of the PG is also a critical factor that determines the effect of the modification.
It has been proved that the PG can immobilize heavy metals in contaminated soils [79]. A canola growth case in contaminated soils was evaluated by comparing using PG alone and PG/compost mixture as modifiers [80]. The results indicate that the canola plants enhanced over 66% comparing with the untreated soil by using PG/compost mixture as fertilizer with a concentration of 10g per kg of dry soil. However, the heavy metals immobilization effect of PG alone is greater than the PG/compost mixture because of the formation of surface metal complexes including Cd-OH, Zn-OH, and Pb-OH. In addition, the P will interact with Pb to form a pyromorphite-like mineral which mitigates the leaching of the heavy metals.
Similar results were obtained by testing the heavy metal immobilization effect of PG in contaminated soils [81]. It was reported that waste PG has a great potential to reduce the heavy metal leaching in the contaminated lands. The transport of Cd, Cu, and Pb has been thoroughly changed. It was stated that this transport change was originated from a sorption mechanism of PG. The metal travel times were palpable longer in the contaminated soil with the addition of PG. The retardation values of Cd, Cu, and Pb all increased about 30%., and it was estimated that the leached mass of Cd, Cu, and Pb from the soil would be decreased by about 60–99% with the addition of PG.
Another important branch of contaminations related to PG is the leaching behavior of the heavy metals from internal PG rather than the immobilization of heavy metal for the contaminated soils. Hassoune [82] summarized the leaching behavior of heavy metals present in PG. It was claimed that the transport of heavy metals can be divided into two categories, namely the As, Ba, Cd, Cr, and Ni were called the moderate mobility, and the Cu, Pb, Se, and Zn the low mobility. Furthermore, the transport of the heavy metals from the PG is a leverage process, which can absorb and release the elements during the leaching by a filtration-percolation phenomenon.
6.2. Radioactivity
The argument about the radioactivity of PG never stops according to various studies. It was claimed from a Brasil study that the recycling PG can be used as building materials due to there is no additional health risk from the radioactivity perspective [83]. Similarly, a recent study from Serbia reported that the average activity concentration of 226Ra, 232Th, and 40K of PG samples was 600 ± 28 Bq kg−1, 3.2 ± 0.3 Bq kg−1, and 47 ± 16 Bq kg−1, respectively. The radon emanation coefficients of natural gypsum and PG were 6.73 ± 0.18% and 3.92 ± 0.04%, respectively. The estimated indoor radon concentrations for most of the samples were below the lower limit of 100 Bq m−3 recommended by the World Health Organization [84].
However, different studies claimed that before the extensive application of PG, the elimination of the radioactive elements is one of the most critical requirements. It was claimed that 85% of the radioactive 226Ra can be removed from PG via using chemical methods, including acid treatment, hybrid water treatment, and calcium carbonate powder treatment [27]. In this study, the radium equivalent, the ©index, the 〈index, the absorbed ©dose rate, and the corresponding annual effective dose have been calculated to assess the radioactive hazard of PG material. The results indicated that, after treatment, the PG can be safely used as building materials and other applications from the radiation protection perspective. An Egypt study illustrated that the radioactivity of 40K, 232Th, and 238U in the PG pose a radiological threat to the creature’s health. The average radium equivalent is higher than the recommended value of 370 Bq kg−1 [85]. Another Egypt study found that the radioactive contents of various phosphate samples were significantly different. The average activity concentrations of 235U, 238U, 226Ra, 232Th, and 40K were 457, 123, and 819 Bq/kg of the phosphate fertilizers, 47, 663, 550, 79, and 870 Bq/kg of the PG and 25, 543, 409, 54 and 897 Bq/kg of the single super phosphate. It was concluded that the radiological parameters were higher than the hazard standards [86].
Apart from the soil radioactivity impact, the atmosphere impact from the stack of PG is also an environmental concern that risks the health of the living nexus of the stacking area [81]. It was stated that 90% of Po and Ra derived from the phosphate rock have remained in the waste PG, whereas the content of U is lower than 20% [87]. The potential problem of PG was the emanation of 222Rn which was originated from the a-decay 226Ra. In the United States, the USEPA (National Emission. Standards for Hazardous Air Pollutants) specifically restricts the disposal of PG must meet the standards of the National Emission Standards for Hazardous Air Pollutants (NESHAP) and the National Emission Standards for Radon Emission from PG Stacks [88]. The EPA requires that the radioactivity of PG must be lower than 370 Bq/kg of 226Ra for the usage of agricultural soil, and the flux density of 222Rn gas entering the atmosphere from the surface of a 226Ra-bearing material must be lower than 0.74 Bq/m2/s [89]. Due to the radioactivity of PG diversifies in different places, as a result, it is necessary to test the radioactivity of specific PG before it can be used in the fields.
In addition to the soil and atmosphere impact, the radioactivity of PG-based building materials needs to be concerned as well. A recent study investigated the radioactivity of an ettringite-based mortar made from ladle slag and PG. The results indicated that the radon emanation decreased with increasing PG content due to the micro-porosity, and the specific surface areas were about 30 times lower than the normal Portland cement. Furthermore, the immobilization degree of contaminants was mostly higher than 90%. It claimed that the PG-based mortar has a great potential to be practically applied in many fields [90]. Another most recent study investigated the radioactivity of PG-based bricks. In this study, PG with a 226Ra content of 500 Bq/kg was used as an additive of clay with a mass ratio of 0–40%. The radiological characteristics of the prepared bricks were tested and monitored. The results indicated that the indoor radon concentration was lower than 100 Bq/m3, but the external gamma exposure should be concerned [91].
7. Concluding Remarks and Future Trends
In summary, the recycling use of PG as sustainable materials is critical from both cost and environmental perspectives. However, the challenges remain severe before the wide application due to impurities, heavy metals, and radioactivity pollution. Despite the exploration of clean and cost-effective methods never stopped, the current approaches all have their inevitable short slabs. In the purification process, despite the purification effect sounds great, chemical methods lead to an increase in cost, and extra treatment processes have significantly confined the practical applications. Facile processes and cost-effective and environmentally friendly chemicals are recommended. The merits of the physical methods are easy operation and cost-effective, yet secondary pollution is a hard issue that needs to be considered. Being activated by alkali/alkaline sulfates, carbonates, Ca(OH)2, or a small amount of Portland cement, the impurities of PG can be eliminated effectively. However, the calcination method is an energy-intensive process that accounts for cost enhancement and additional carbon emissions. As a result, it is recommended to use chemicals that can reduce the calcination temperature and calcination time.
The recycled PG can be used in many fields, including the retarder in cement manufacturing, a component in cementitious materials, cemented-based backfill, fertilizer, rear earth elements recovery, and nanocrystalline materials. In addition, waste PG can be used to manufacture bricks, high-strength boards, or porous sound-absorbing composite. By combining with other waste materials or using fiber reinforcement, the mechanical properties of the waste PG can be significantly enhanced, which encourages the recycling of the waste PG. However, before the wide applications in the above-mentioned fields, the environmental impact of the waste PG is a critical issue that must be considered, especially the heavy metal leaching and the radioactivity concerns. Despite several studies claimed that the waste PG is beneficial to immobilize the heavy metals in soil and the radioactivity is negligible, many studies argued that the potential risk from these aspects is harmful to human and creature’s health.
To improve the properties and eliminate the negative environmental impacts, further research areas should be focused on the following aspects in the next steps:
1. From the purification process, more attention can be expanded to develop or find out new or appropriate chemicals that can reduce the calcination temperature and activate the inert minerals in the waste PG.
2. Recycling the disposed water after washing is necessary to mitigate the secondary pollution problem.
3. Although using waste PG to manufacture building materials is quite effective to reduce the piles’ problem, applying it to produce useful chemicals, especially nanocrystals is another important branch to recycle the waste PG.
4. Systematic investigation needs to be implemented to find out the radioactivity of the waste PG when it is used as soil fertilizer or any other product.
Author Contributions
K.R. and K.Z. prepared most of this manuscript. X.J. was in charge of the cementitious composites section, S.Z. was in charge of the environmenttal impacts section, and L.F. was in charge of the nanocomposites section and organized the figures and tables. N.X. revised the manuscript, X.C. and N.C. organized the outline and the whole contents. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the National Natural Science Foundation of China (Project Nos. 51772128 and 51632003), Youth Innovation Support Program of Shandong Colleges and Universities, Taishan Scholar Program, Case-by-Case Project for Top Outstanding Talents of Jinan, Double Hundred Foreign Expert Program (WST2018011), and Lianyungang Gaoxin District International Scientific Cooperation Program (HZ201902), Sino-European Research Center program (SERC-M-20191201), and Lianyungang Haiyan Plan program (2019-QD-002).
Acknowledgments
In this section, you can acknowledge any support given which is not covered by the author contribution or funding sections. This may include administrative and technical support, or donations in kind (e.g., materials used for experiments).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Tayibi, H.; Choura, M.; Lopez, F.A.; Alguacil, F.J.; Lopez-Delgado, A. Environmental impact and management of phosphogypsum. J. Environ. Manag. 2009, 90, 2377–2386. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Borges, R.C.; Ribeiro, F.C.A.; da Costa Lauria, D.; Bernedo, A.V.B. Radioactive characterization of phosphogypsum from Imbituba, Brazil. J. Environ. Radioact. 2013, 126, 188–195. [Google Scholar] [CrossRef] [PubMed]
- Zeng, L.-L.; Bian, X.; Zhao, L.; Wang, Y.-J.; Hong, Z.-S. Effect of phosphogypsum on physiochemical and mechanical behaviour of cement stabilized dredged soil from Fuzhou, China. Geomech. Energy Environ. 2021, 25, 100195. [Google Scholar] [CrossRef]
- Yang, X.; Zhang, Z.; Wang, X.; Yang, L.; Zhong, B.; Liu, J. Thermodynamic study of phosphogypsum decomposition by sulfur. J. Chem. Thermodyn. 2013, 57, 39–45. [Google Scholar] [CrossRef]
- Elloumi, N.; Zouari, M.; Chaari, L.; Abdallah, F.B.; Woodward, S.; Kallel, M. Effect of phosphogypsum on growth, physiology, and the antioxidative defense system in sunflower seedlings. Environ. Sci. Pollut. Res. 2015, 22, 14829–14840. [Google Scholar] [CrossRef]
- Wang, J. Utilization effects and environmental risks of phosphogypsum in agriculture: A review. J. Clean. Prod. 2020, 276, 123337. [Google Scholar] [CrossRef]
- Singh, M. Role of phosphogypsum impurities on strength and microstructure of selenite plaster. Constr. Build. Mater. 2005, 19, 480–486. [Google Scholar] [CrossRef]
- Mashifana, T.P. Chemical treatment of phosphogypsum and its potential application for building and construction. Procedia Manuf. 2019, 35, 641–648. [Google Scholar] [CrossRef]
- Macías, F.; Pérez-López, R.; Cánovas, C.R.; Carrero, S.; Cruz-Hernandez, P. Environmental Assessment and Management of Phosphogypsum According to European and United States of America Regulations. Procedia Earth Planet. Sci. 2017, 17, 666–669. [Google Scholar] [CrossRef] [Green Version]
- Rashad, A.M. Phosphogypsum as a construction material. J. Clean. Prod. 2017, 166, 732–743. [Google Scholar] [CrossRef]
- Shi, Y.; Cheng, L.; Tao, M.; Tong, S.; Yao, X.; Liu, Y. Using modified quartz sand for phosphate pollution control in cemented phosphogypsum (PG) backfill. J. Clean. Prod. 2021, 283, 124652. [Google Scholar] [CrossRef]
- Zhou, S.; Li, X.; Zhou, Y.; Min, C.; Shi, Y. Effect of phosphorus on the properties of phosphogypsum-based cemented backfill. J. Hazard. Mater. 2020, 399, 122993. [Google Scholar] [CrossRef]
- Tafu, M.; Chohji, T. Reaction between calcium phosphate and fluoride in phosphogypsum. J. Eur. Ceram. Soc. 2006, 26, 767–770. [Google Scholar] [CrossRef]
- Zhang, D.; Luo, H.; Zheng, L.; Wang, K.; Li, H.; Wang, Y.; Feng, H. Utilization of waste phosphogypsum to prepare hydroxyapatite nanoparticles and its application towards removal of fluoride from aqueous solution. J. Hazard. Mater. 2012, 241–242, 418–426. [Google Scholar] [CrossRef]
- Rashad, A.M. Potential use of phosphogypsum in alkali-activated fly ash under the effects of elevated temperatures and thermal shock cycles. J. Clean. Prod. 2015, 87, 717–725. [Google Scholar] [CrossRef]
- Islam, G.M.S.; Chowdhury, F.H.; Raihan, M.T.; Amit, S.K.S.; Islam, M.R. Effect of Phosphogypsum on the Properties of Portland Cement. Procedia Eng. 2017, 171, 744–751. [Google Scholar] [CrossRef]
- Mashifana, T.; Ntuli, F.; Okonta, F. Leaching kinetics on the removal of phosphorus from waste phosphogypsum by application of shrinking core model. S. Afr. J. Chem. Eng. 2019, 27, 1–6. [Google Scholar] [CrossRef]
- Xue, S.; Li, M.; Jiang, J.; Millar, G.J.; Li, C.; Kong, X. Phosphogypsum stabilization of bauxite residue: Conversion of its alkaline characteristics. J. Environ. Sci. (China) 2019, 77, 1–10. [Google Scholar] [CrossRef]
- Min, Y.; Jueshi, Q.; Ying, P. Activation of fly ash–lime systems using calcined phosphogypsum. Constr. Build. Mater. 2008, 22, 1004–1008. [Google Scholar] [CrossRef]
- Singh, M. Treating waste phosphogypsum for cement and plaster manufacture. Cem. Concr. Res. 2002, 32, 1033–1038. [Google Scholar] [CrossRef]
- Lee, J.H.; Kim, Y.J.; Chae, J.S.; Oh, J.S.; Kwon, E.; Lim, J.; Lee, H.; Han, J.H.; Pham, M.K.; Nour, S.; et al. Preparation and evaluation of new reference materials for naturally occurring radioactive materials (NORM): Zirconium silicate, bauxite, and phosphogypsum. Appl. Radiat. Isot. 2021, 168, 109525. [Google Scholar] [CrossRef]
- Moalla, R.; Gargouri, M.; Khmiri, F.; Kamoun, L.; Zairi, M. Phosphogypsum purification for plaster production: A process optimization using full factorial design. Environ. Eng. Res. 2017, 23, 36–45. [Google Scholar] [CrossRef] [Green Version]
- Singh, M.; Garg, M.; Rehsi, S.S. Purifying phosphogypsum for cement manufacture. Constr. Build. Mater. 1993, 7, 3–7. [Google Scholar] [CrossRef]
- Ölmez, H.; Erdem, E. The effects of phosphogypsum on the setting and mechanical properties of Portland cement and trass cement. Cem. Concr. Res. 1989, 19, 377–384. [Google Scholar] [CrossRef]
- Van der Merwe, E.M.; Strydom, C.A. Purification of South African phosphogypsum for use as Portland cement retarder by a combined thermal and sulphuric acid treatment method: Research in action. S. Afr. J. Sci. 2004, 100, 411–414. [Google Scholar]
- Potgieter, J.H.; Potgieter, S.S.; McCrindle, R.I.; Strydom, C.A. An investigation into the effect of various chemical and physical treatments of a South African phosphogypsum to render it suitable as a set retarder for cement. Cem. Concr. Res. 2003, 33, 1223–1227. [Google Scholar] [CrossRef]
- Al-Hwaiti, M.; Ibrahim, K.A.; Harrara, M. Removal of heavy metals from waste phosphogypsum materials using polyethylene glycol and polyvinyl alcohol polymers. Arab. J. Chem. 2015, 12, 3141–3150. [Google Scholar] [CrossRef] [Green Version]
- Shu, J.; Chen, M.; Wu, H.; Li, B.; Wang, B.; Li, B.; Liu, R.; Liu, Z. An innovative method for synergistic stabilization/solidification of Mn2+, NH4+-N, PO43− and F− in electrolytic manganese residue and phosphogypsum. J. Hazard. Mater. 2019, 376, 212–222. [Google Scholar] [CrossRef]
- Nizevičienė, D.; Vaičiukynienė, D.; Vaitkevičius, V.; Rudžionis, Ž. Effects of waste fluid catalytic cracking on the properties of semi-hydrate phosphogypsum. J. Clean. Prod. 2016, 137, 150–156. [Google Scholar] [CrossRef]
- Vaičiukynienė, D.; Nizevičienė, D.; Kielė, A.; Janavičius, E.; Pupeikis, D. Effect of phosphogypsum on the stability upon firing treatment of alkali-activated slag. Constr. Build. Mater. 2018, 184, 485–491. [Google Scholar] [CrossRef]
- Savich, V.I.; Artikova, H.T.; Nafetdinov, S.S.; Salimova, K.H. Optimization Of Plant Development In Case Of Soil Salinization. Am. J. Agric. Biomed. Eng. 2021, 3, 24–29. [Google Scholar] [CrossRef]
- Fornés, I.V.; Vaičiukynienė, D.; Nizevičienė, D.; Doroševas, V.; Dvořák, K. A method to prepare a high-strength building material from press-formed phosphogypsum purified with waste zeolite. J. Build. Eng. 2021, 34, 101919. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, Q.; Chen, Q.; Qi, C.; Su, Z.; Huang, Z. Utilisation of Water-Washing Pre-Treated Phosphogypsum for Cemented Paste Backfill. Minerals 2019, 9, 175. [Google Scholar] [CrossRef] [Green Version]
- Singh, M.; Garg, M.; Verma, C.L.; Handa, S.K.; Kumar, R. An improved process for the purification of phosphogypsum. Constr. Build. Mater. 1996, 10, 597–600. [Google Scholar] [CrossRef]
- Singh, M.; Garg, M. Activation of gypsum anhydrite-slag mixtures. Cem. Concr. Res. 1995, 25, 332–338. [Google Scholar] [CrossRef]
- Taher, M.A. Influence of thermally treated phosphogypsum on the properties of Portland slag cement. Resour. Conserv. Recycl. 2007, 52, 28–38. [Google Scholar] [CrossRef]
- Yang, M.; Qian, J. Activation of anhydrate phosphogypsum by K2SO4 and hemihydrate gypsum. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2011, 26, 1103–1107. [Google Scholar] [CrossRef]
- Leskevicienė, V.; Nizevičienė, D. Influence of the setting activators on the physical mechanical properties of phosphoanhydrite. Chem. Ind. Chem. Eng. Q. 2014, 20, 233–240. [Google Scholar] [CrossRef]
- Liu, S.; Ouyang, J.; Ren, J. Mechanism of calcination modification of phosphogypsum and its effect on the hydration properties of phosphogypsum-based supersulfated cement. Constr. Build. Mater. 2020, 243, 118226. [Google Scholar] [CrossRef]
- Huang, Y.; Qian, J.; Kang, X.; Yu, J.; Fan, Y.; Dang, Y.; Zhang, W.; Wang, S. Belite-calcium sulfoaluminate cement prepared with phosphogypsum: Influence of P2O5 and F on the clinker formation and cement performances. Constr. Build. Mater. 2019, 203, 432–442. [Google Scholar] [CrossRef]
- Shen, Y.; Qian, J.; Chai, J.; Fan, Y. Calcium sulphoaluminate cements made with phosphogypsum: Production issues and material properties. Cem. Concr. Compos. 2014, 48, 67–74. [Google Scholar] [CrossRef]
- Shen, Y.; Qian, J.; Huang, Y.; Yang, D. Synthesis of belite sulfoaluminate-ternesite cements with phosphogypsum. Cem. Concr. Compos. 2015, 63, 67–75. [Google Scholar] [CrossRef]
- Değirmenci, N. Utilization of phosphogypsum as raw and calcined material in manufacturing of building products. Constr. Build. Mater. 2008, 22, 1857–1862. [Google Scholar] [CrossRef]
- Mun, K.J.; Hyoung, W.K.; Lee, C.W.; So, S.Y.; Soh, Y.S. Basic properties of non-sintering cement using phosphogypsum and waste lime as activator. Constr. Build. Mater. 2007, 21, 1342–1350. [Google Scholar] [CrossRef]
- Huang, Y.; Lin, Z. Investigation on phosphogypsum–steel slag–granulated blast-furnace slag–limestone cement. Constr. Build. Mater. 2010, 24, 1296–1301. [Google Scholar] [CrossRef]
- Gijbels, K.; Iacobescu, R.I.; Pontikes, Y.; Schreurs, S.; Schroeyers, W. Alkali-activated binders based on ground granulated blast furnace slag and phosphogypsum. Constr. Build. Mater. 2019, 215, 371–380. [Google Scholar] [CrossRef]
- Huang, X.; Zhao, X.; Bie, S.; Yang, C. Hardening Performance of Phosphogypsum-Slag-Based Material. Procedia Environ. Sci. 2016, 31, 970–976. [Google Scholar] [CrossRef] [Green Version]
- Hua, S.; Wang, K.; Yao, X. Developing high performance phosphogypsum-based cementitious materials for oil well cementing through a step-by-step optimization method. Cem. Concr. Compos. 2016, 72, 299–308. [Google Scholar] [CrossRef]
- Min, C.; Li, X.; He, S.; Zhou, S.; Zhou, Y.; Yang, S.; Shi, Y. Effect of mixing time on the properties of phosphogypsum-based cemented backfill. Constr. Build. Mater. 2019, 210, 564–573. [Google Scholar] [CrossRef]
- Chen, Q.; Zhang, Q.; Fourie, A.; Xin, C. Utilization of phosphogypsum and phosphate tailings for cemented paste backfill. J. Environ. Manag. 2017, 201, 19–27. [Google Scholar] [CrossRef]
- Chen, Q.; Zhang, Q.; Qi, C.; Fourie, A.; Xiao, C. Recycling phosphogypsum and construction demolition waste for cemented paste backfill and its environmental impact. J. Clean. Prod. 2018, 186, 418–429. [Google Scholar] [CrossRef]
- Li, X.; Du, J.; Gao, L.; He, S.; Gan, L.; Sun, C.; Shi, Y. Immobilization of phosphogypsum for cemented paste backfill and its environmental effect. J. Clean. Prod. 2017, 156, 137–146. [Google Scholar] [CrossRef]
- Ojovan, M.I.; Lee, W.E. Immobilisation of radioactive wastes in bitumen. In An Introduction to Nuclear Waste Immobilisation; Elsevier Science Ltd.: Amsterdam, The Netherlands, 2005; pp. 201–212. [Google Scholar]
- Cuadri, A.A.; Navarro, F.J.; García-Morales, M.; Bolívar, J.P. Valorization of phosphogypsum waste as asphaltic bitumen modifier. J. Hazard. Mater. 2014, 279, 11–16. [Google Scholar] [CrossRef] [Green Version]
- Cuadri, A.A.; Navarro, F.J.; Partal, P. Synergistic ethylcellulose/polyphosphoric acid modification of bitumen for paving applications. Mater. Struct. 2020, 23, 1–13. [Google Scholar] [CrossRef]
- Cuadri, A.A.; Pérez-Moreno, S.; Altamar, C.L.; Navarro, F.J.; Bolívar, J.P. Phosphogypsum as additive for foamed bitumen manufacturing used in asphalt paving. J. Clean. Prod. 2021, 283, 124661. [Google Scholar] [CrossRef]
- Kandil, A.-H.T.; Cheira, M.F.; Gado, H.S.; Soliman, M.H.; Akl, H.M. Ammonium sulfate preparation from phosphogypsum waste. J. Radiat. Res. Appl. Sci. 2019, 10, 24–33. [Google Scholar] [CrossRef] [Green Version]
- Grabas, K.; Paweczyk, A.; Ostrowski, A.; Strk, S.; Nowak, P. Recovery of lanthanide from apatite phosphogypsum. In Proceedings of the COM 2014-Conference of Metallurgists Proceedings, Vancouver, BC, Canada, 28 September–1 October 2014. [Google Scholar]
- Rychkov, V.N.; Kirillov, E.V.; Kirillov, S.V.; Semenishchev, V.S.; Bunkov, G.M.; Botalov, M.S.; Smyshlyaev, D.V.; Malyshev, A.S. Recovery of rare earth elements from phosphogypsum. J. Clean. Prod. 2018, 196, 674–681. [Google Scholar] [CrossRef]
- Hammas-Nasri, I.; Horchani-Naifer, K.; Férid, M.; Barca, D. Rare earths concentration from phosphogypsum waste by two-step leaching method. Int. J. Miner. Process. 2016, 149, 78–83. [Google Scholar] [CrossRef]
- Kulczycka, J.; Kowalski, Z.; Smol, M.; Wirth, H. Evaluation of the recovery of Rare Earth Elements (REE) from phosphogypsum waste—Case study of the WIZÓW Chemical Plant (Poland). J. Clean. Prod. 2016, 113, 345–354. [Google Scholar] [CrossRef]
- Bensalah, H.; Bekheet, M.F.; Younssi, S.A.; Ouammou, M.; Gurlo, A. Hydrothermal synthesis of nanocrystalline hydroxyapatite from phosphogypsum waste. J. Environ. Chem. Eng. 2018, 6, 1347–1352. [Google Scholar] [CrossRef]
- Mousa, S.; Hanna, A. Synthesis of nano-crystalline hydroxyapatite and ammonium sulfate from phosphogypsum waste. Mater. Res. Bull. 2013, 48, 823–828. [Google Scholar] [CrossRef]
- Mohamed, K.R.; Mousa, S.M.; El Bassyouni, G.T. Fabrication of nano structural biphasic materials from phosphogypsum waste and their in vitro applications. Mater. Res. Bull. 2014, 50, 432–439. [Google Scholar] [CrossRef]
- Zhou, L. Preparation of Calcium Fluoride using Phosphogypsum by Orthogonal Experiment. Open Chem. 2018, 16, 864–868. [Google Scholar] [CrossRef]
- Lu, S.Q.; Lan, P.Q.; Wu, S.F. Preparation of Nano-CaCO3 from Phosphogypsum by Gas–Liquid–Solid Reaction for CO2 Sorption. Ind. Eng. Chem. Res. 2016, 55, 10172–10177. [Google Scholar] [CrossRef]
- Yang, J.; Liu, W.; Zhang, L.; Xiao, B. Preparation of load-bearing building materials from autoclaved phosphogypsum. Constr. Build. Mater. 2009, 23, 687–693. [Google Scholar] [CrossRef]
- Dutta, R.K.; Khatri, V.N.; Panwar, V. Strength characteristics of fly ash stabilized with lime and modified with phosphogypsum. J. Build. Eng. 2017, 14, 32–40. [Google Scholar] [CrossRef]
- Zhou, J.; Gao, H.; Shu, Z.; Wang, Y.; Yan, C. Utilization of waste phosphogypsum to prepare non-fired bricks by a novel Hydration–Recrystallization process. Constr. Build. Mater. 2012, 34, 114–119. [Google Scholar] [CrossRef]
- Zhou, J.; Sheng, Z.; Li, T.; Shu, Z.; Chen, Y.; Wang, Y. Preparation of hardened tiles from waste phosphogypsum by a new intermittent pressing hydration. Ceram. Int. 2016, 42, 7237–7245. [Google Scholar] [CrossRef]
- Sheng, Z.; Zhou, J.; Shu, Z.; Yakubu, Y.; Chen, Y.; Wang, W.; Wang, Y. Calcium sulfate whisker reinforced non-fired ceramic tiles prepared from phosphogypsum. Boletín Soc. Española Cerámica Vidr. 2018, 57, 73–78. [Google Scholar] [CrossRef]
- Hua, S.; Wang, K.; Yao, X.; Xu, W.; He, Y. Effects of fibers on mechanical properties and freeze–thaw resistance of phosphogypsum-slag based cementitious materials. Constr. Build. Mater. 2016, 121, 290–299. [Google Scholar] [CrossRef]
- Zhou, J.; Li, X.; Zhao, Y.; Shu, Z.; Wang, Y.; Zhang, Y.; Shen, X. Preparation of paper-free and fiber-free plasterboard with high strength using phosphogypsum. Constr. Build. Mater. 2020, 243, 118091. [Google Scholar] [CrossRef]
- Ma, B.; Jin, Z.; Su, Y.; Lu, W.; Qi, H.; Hu, P. Utilization of hemihydrate phosphogypsum for the preparation of porous sound absorbing material. Constr. Build. Mater. 2020, 234, 117346. [Google Scholar] [CrossRef]
- Liang, J.; Karamanos, R.E.; Moir, M.E. The influence of brine contamination and phospho-gypsum amendments on soil chemical properties and plant response. Commun. Soil Sci. Plant Anal. 2008, 26, 1033–1057. [Google Scholar] [CrossRef]
- Nayak, A.K.; Mishra, V.K.; Sharma, D.K.; Jha, S.K.; Singh, C.S.; Shahabuddin, M.; Shahid, M. Efficiency of Phosphogypsum and Mined Gypsum in Reclamation and Productivity of Rice–Wheat Cropping System in Sodic Soil. Commun. Soil Sci. Plant Anal. 2013, 44, 909–921. [Google Scholar] [CrossRef]
- Domínguez, R.; Campillo, C.D.; Pena, F.; Delgado, A. Effect of Soil Properties and Reclamation Practices on Phosphorus Dynamics in Reclaimed Calcareous Marsh Soils from the Guadalquivir Valley, SW Spain. Arid. Land Res. Manag. 2001, 15, 203–221. [Google Scholar] [CrossRef]
- Carvalho, M.d.C.S.; Nascente, A.S. Application of lime, phosphogypsum and fertilization rates affect soil fertility and common bean development in no-tillage system in a Cerrado Oxisol. Acta Scientiarum. Agron. 2018, 40, e39322. [Google Scholar] [CrossRef]
- Dijkstra, J.J.; Meeussen, J.C.; Comans, R.N. Leaching of heavy metals from contaminated soils: An experimental and modeling study. Environ. Sci. Technol. 2004, 38, 4390–4395. [Google Scholar] [CrossRef]
- Mahmoud, E.; El-Kader, N.A. Heavy Metal Immobilization in Contaminated Soils using Phosphogypsum and Rice Straw Compost. Land Degrad. Dev. 2015, 26, 819–824. [Google Scholar] [CrossRef]
- Campbell, C.G.; Garrido, F.; Illera, V.; García-González, M.T. Transport of Cd, Cu and Pb in an acid soil amended with phosphogypsum, sugar foam and phosphoric rock. Appl. Geochem. 2006, 21, 1030–1043. [Google Scholar] [CrossRef]
- Hassoune, H.; Lachehab, A.; El Hajjaji, K.; Mertah, O.; Kherbeche, A. Dynamic of Heavy Metals and Environmental Impact of Waste Phosphogypsum. In Fate and Transport of Subsurface Pollutants; Springer: Singapore, 2021; pp. 57–77. [Google Scholar]
- Campos, M.P.; Costa, L.J.P.; Nisti, M.B.; Mazzilli, B.P. Phosphogypsum recycling in the building materials industry: Assessment of the radon exhalation rate. J. Environ. Radioact. 2017, 172, 232–236. [Google Scholar] [CrossRef]
- Kuzmanović, P.; Todorović, N.; Forkapić, S.; Petrović, L.F.; Knežević, J.; Nikolov, J.; Miljević, B. Radiological characterization of phosphogypsum produced in Serbia. Radiat. Phys. Chem. 2020, 166, 108463. [Google Scholar] [CrossRef]
- Attallah, M.F.; Metwally, S.S.; Moussa, S.I.; Soliman, M.A. Environmental impact assessment of phosphate fertilizers and phosphogypsum waste: Elemental and radiological effects. Microchem. J. 2019, 146, 789–797. [Google Scholar] [CrossRef]
- El-Bahi, S.M.; Sroor, A.; Mohamed, G.Y.; El-Gendy, N.S. Radiological impact of natural radioactivity in Egyptian phosphate rocks, phosphogypsum and phosphate fertilizers. Appl. Radiat. Isot. 2017, 123, 121–127. [Google Scholar] [CrossRef] [PubMed]
- Bolivar, J. Radioecological study of an estuarine system located in the south of Spain. Water Res. 2000, 34, 2941–2950. [Google Scholar] [CrossRef]
- Federal Register. National emission standard for hazardous air pollutants; national emission standards for radon emissions from phosphogypsum stacks. Dly. J. United States Gov. 1999, 64, 5574–5580. [Google Scholar]
- Code of Federal Regulations, Title 40, Vol. 7, Parts 61.202 and 61.204 (40CFR61.202 and 40CFR 61.204). 1998; The United States Environmental Protection Agency. Available online: https://www.govinfo.gov/content/pkg/CFR-2011-title40-vol8/xml/CFR-2011-title40-vol8-part61.xml (accessed on 13 May 2021).
- Gijbels, K.; Nguyen, H.; Kinnunen, P.; Samyn, P.; Schroeyers, W.; Pontikes, Y.; Schreurs, S.; Illikainen, M. Radiological and leaching assessment of an ettringite-based mortar from ladle slag and phosphogypsum. Cem. Concr. Res. 2020, 128, 10594. [Google Scholar] [CrossRef]
- Kuzmanovic, P.; Todorovic, N.; Mrda, D.; Forkapic, S.; Petrovic, L.F.; Miljevic, B.; Hansman, J.; Knezevic, J. The possibility of the phosphogypsum use in the production of brick: Radiological and structural characterization. J. Hazard. Mater. 2021, 413, 125343. [Google Scholar] [CrossRef]
Figure 1.
Flow chart of the purification process of PG with the sulfuric acid solution [22].
Figure 1.
Flow chart of the purification process of PG with the sulfuric acid solution [22].

Figure 2.
Calcination process of belite–calcium sulfoaluminate-ternesite system. (a) one-stage calcination process, and (b) secondary heat treatment process [42].
Figure 2.
Calcination process of belite–calcium sulfoaluminate-ternesite system. (a) one-stage calcination process, and (b) secondary heat treatment process [42].
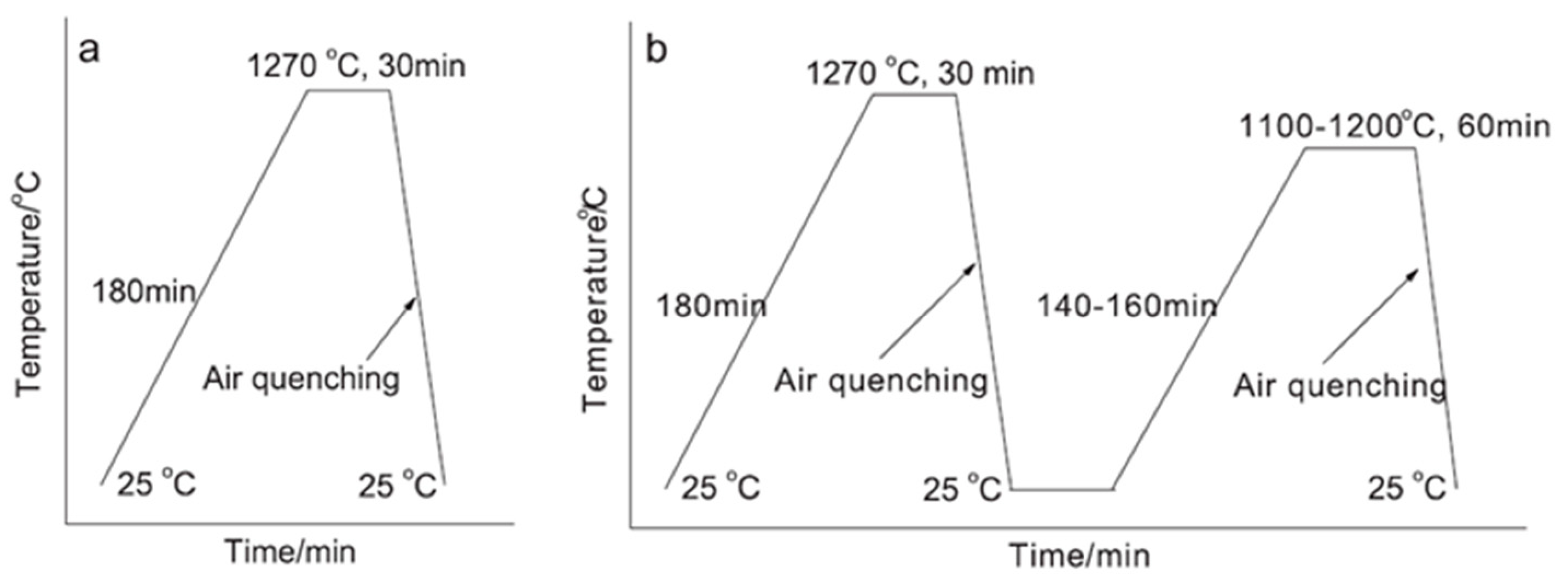
Figure 3.
Flow chart of REE recovery from PG via leaching by sulfuric acid [59].
Figure 3.
Flow chart of REE recovery from PG via leaching by sulfuric acid [59].
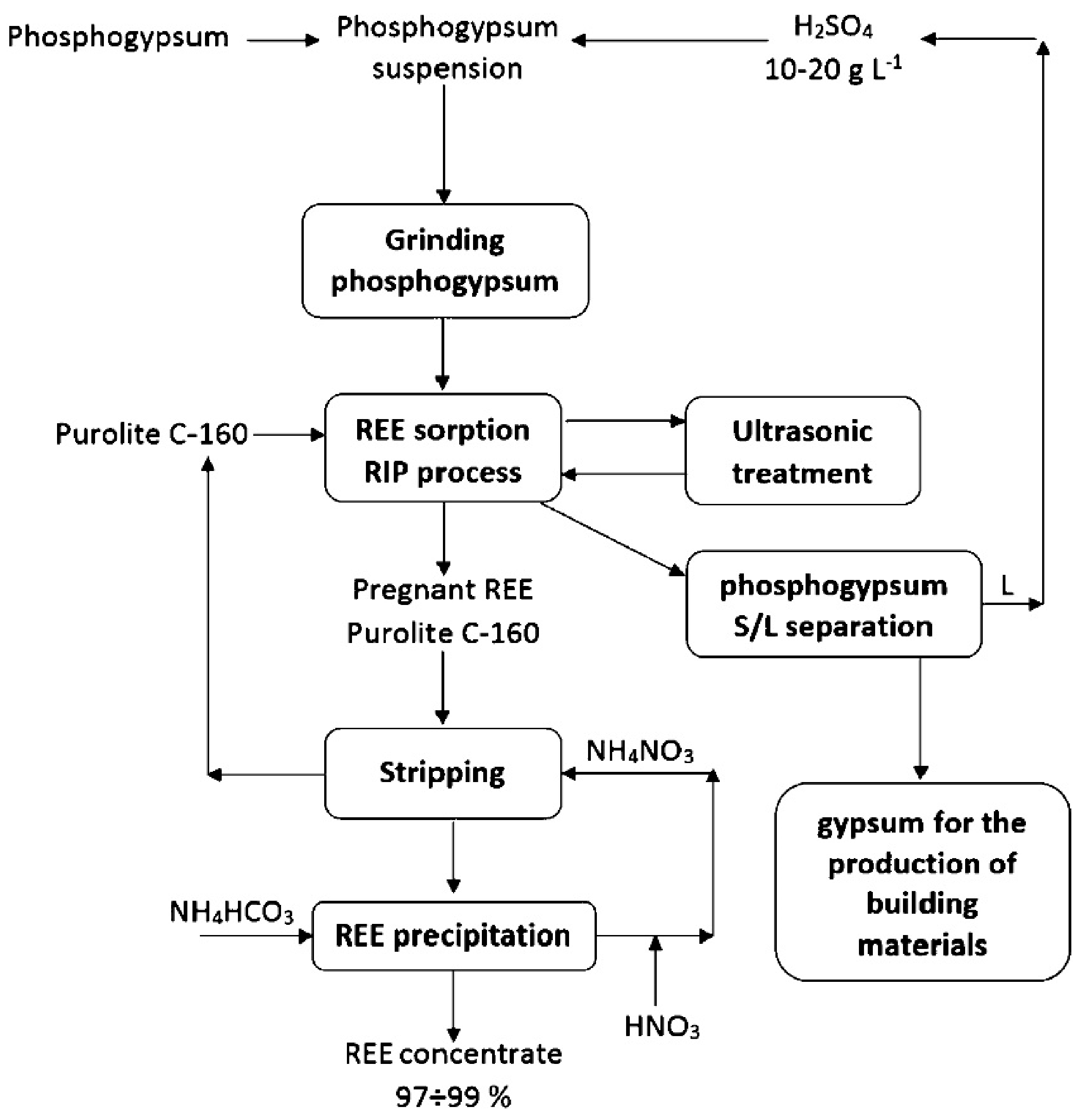
Figure 4.
TEM images of the synthesized hydroxyapatite nanocrystals with various concentration of Brij-93 surfactant (a) no surfactant, (b) 0.003, (c) 0.006, and (d) 0.01 mol [62].
Figure 4.
TEM images of the synthesized hydroxyapatite nanocrystals with various concentration of Brij-93 surfactant (a) no surfactant, (b) 0.003, (c) 0.006, and (d) 0.01 mol [62].
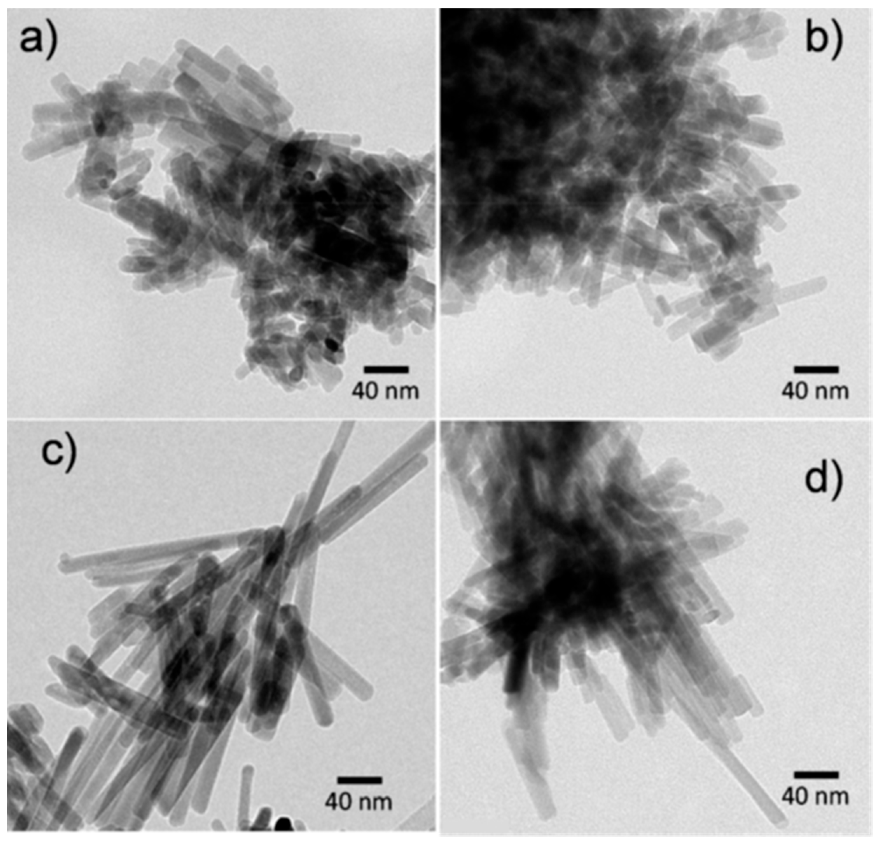
Figure 5.
TEM images of the synthesized hydroxyapatite nanocrystals (a) before calcination, (b) calcined at 600 °C, and (c) calcined at 900 °C [63].
Figure 5.
TEM images of the synthesized hydroxyapatite nanocrystals (a) before calcination, (b) calcined at 600 °C, and (c) calcined at 900 °C [63].
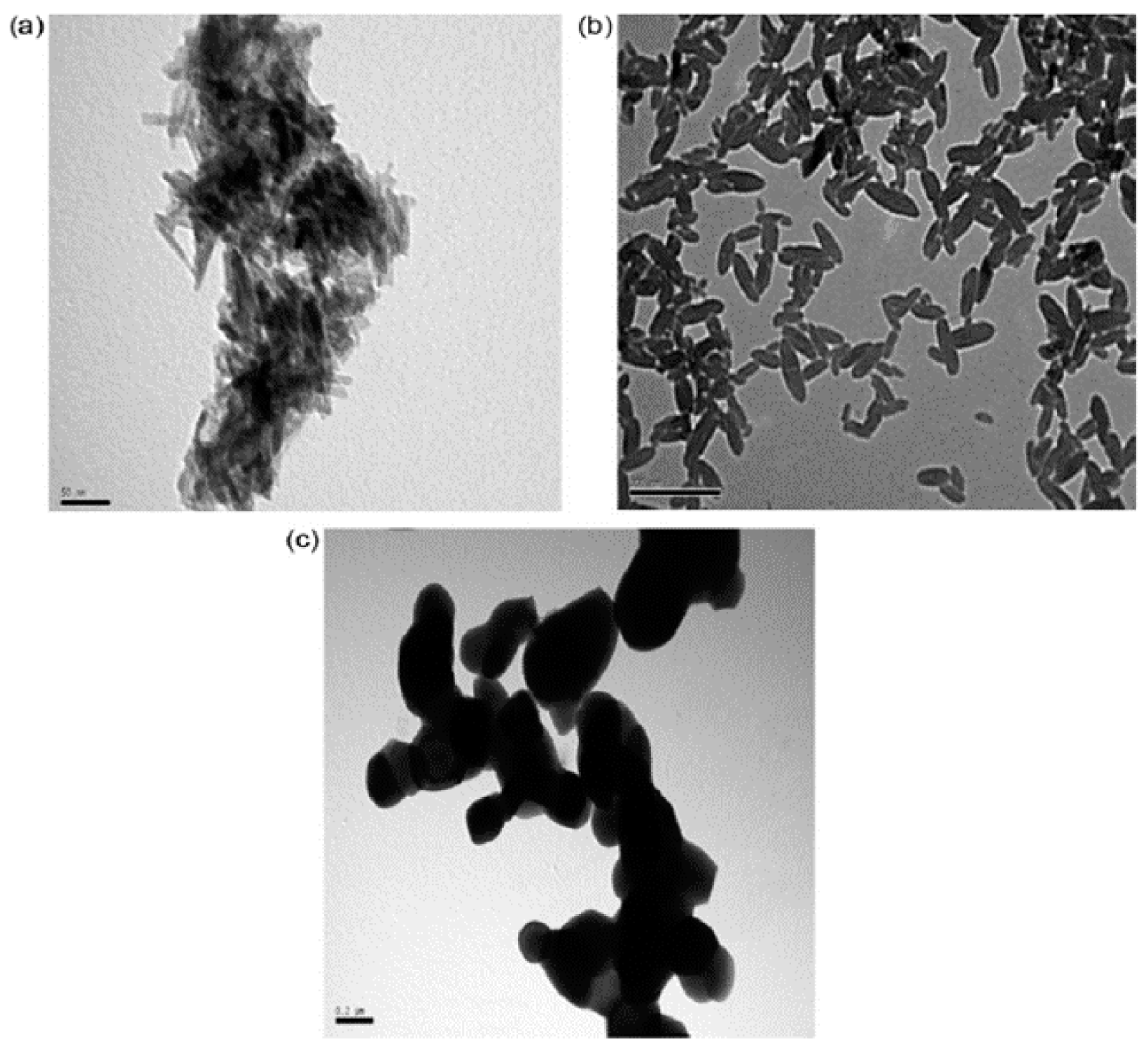
Figure 6.
Flowchart of the intermittent pressing hydration process for preparing paper and fiber-free plasterboards [73].
Figure 6.
Flowchart of the intermittent pressing hydration process for preparing paper and fiber-free plasterboards [73].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Impurities in PG and their existing forms.
| Impurity Type | Solubility | Main Existing Forms | Effects |
|---|---|---|---|
| Phosphate [7,15,20] | Soluble | PO43−, HPO42−, H2PO4−, H3PO4 | Corrosive to equipment, prolonging the setting time of building gypsum and weakening its strength. |
| Eutectic morphology | CaHPO4·2H2O | Prolonging setting time and weakening the strength of gypsum hardened body. | |
| Insoluble | Phosphate complexes (with Al, Fe, alkali metals, etc.), decomposed apatite | The impact was small. | |
| Fluoride | soluble | F− | Promote coagulation, Reduce the strength of the gypsum. |
| Insoluble | Na3AlF6, CaSiF6, CaF | The impact was small. | |
| Organic matter | Insoluble | Plant roots mixed in phosphate rock, Defoamer, scale remover, and crystal transformation agent added in the production process | The water requirement of standard consistency increases. The porosity of the hardened body increases and the strength of PG decreases. |
| Other impurities [21] | soluble | K+, Na+ | Result in powdering and frosting on the surface of PG products. |
| Insoluble | Quartz, Oxides of Sr, Fe, and Mg or sulfate complexes of Sr and Fe, Ra226, Pb210, Po210, U238, and U234 | The effect of oxide was not palpable, radioactive elements do great harm to organisms. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Ren, K.; Cui, N.; Zhao, S.; Zheng, K.; Ji, X.; Feng, L.; Cheng, X.; Xie, N. Low-Carbon Sustainable Composites from Waste Phosphogypsum and Their Environmental Impacts. Crystals 2021, 11, 719. https://doi.org/10.3390/cryst11070719
AMA Style
Ren K, Cui N, Zhao S, Zheng K, Ji X, Feng L, Cheng X, Xie N. Low-Carbon Sustainable Composites from Waste Phosphogypsum and Their Environmental Impacts. Crystals. 2021; 11(7):719. https://doi.org/10.3390/cryst11070719
Chicago/Turabian StyleRen, Kai, Na Cui, Shuyuan Zhao, Kai Zheng, Xia Ji, Lichao Feng, Xin Cheng, and Ning Xie. 2021. "Low-Carbon Sustainable Composites from Waste Phosphogypsum and Their Environmental Impacts" Crystals 11, no. 7: 719. https://doi.org/10.3390/cryst11070719
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.