
Cladding of Carbon Steel with Stainless Steel Using Friction Stir Welding: Effect of Process Parameters on Microstructure and Mechanical Properties

 ,
,  ,
,  ,
,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
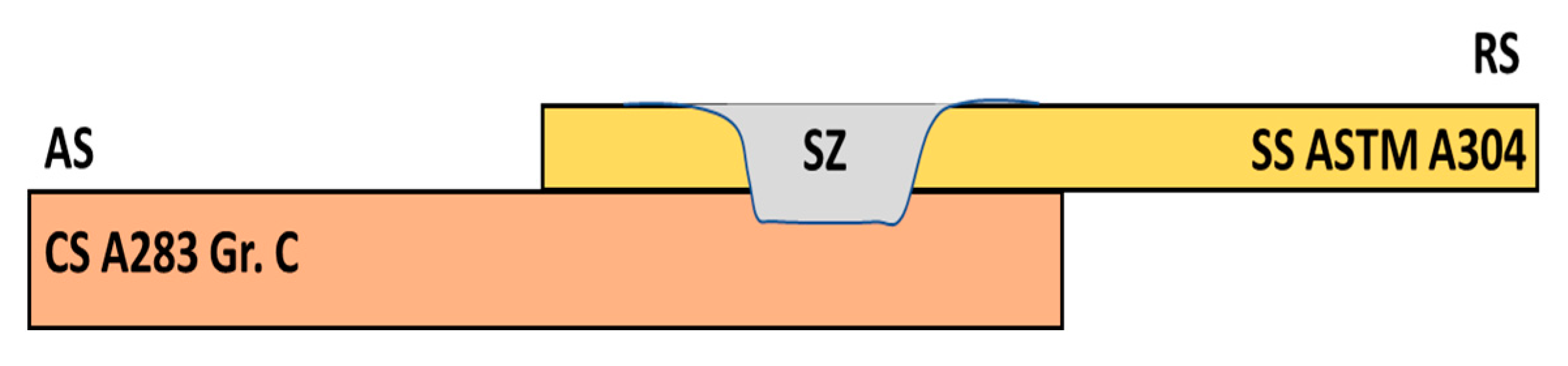
2.1. Materials and FSW Process
2.2. Evaluation of Dissimilar Welded Joints
3. Results and Discussion
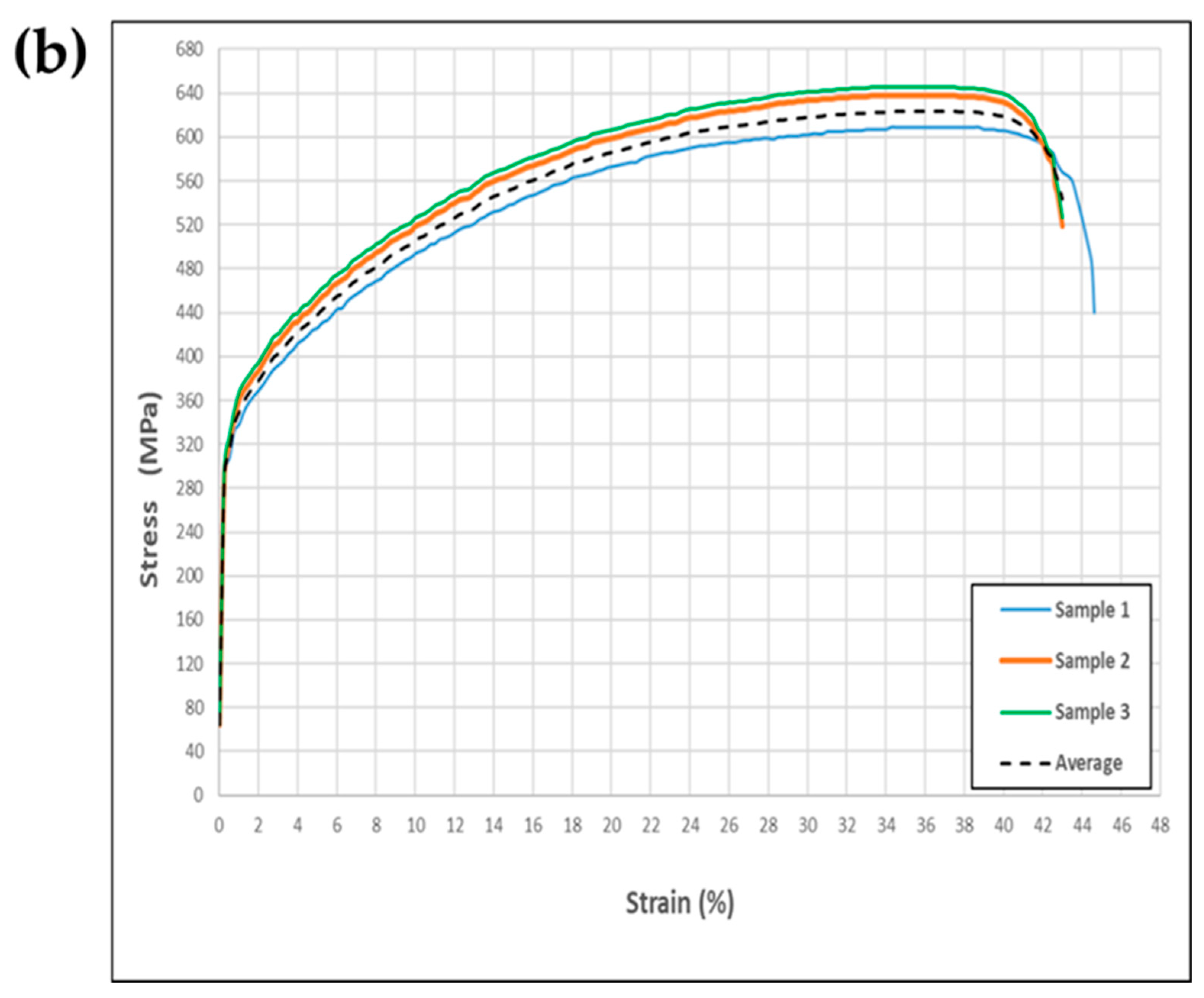
3.1. Characterization of As-Received Materials
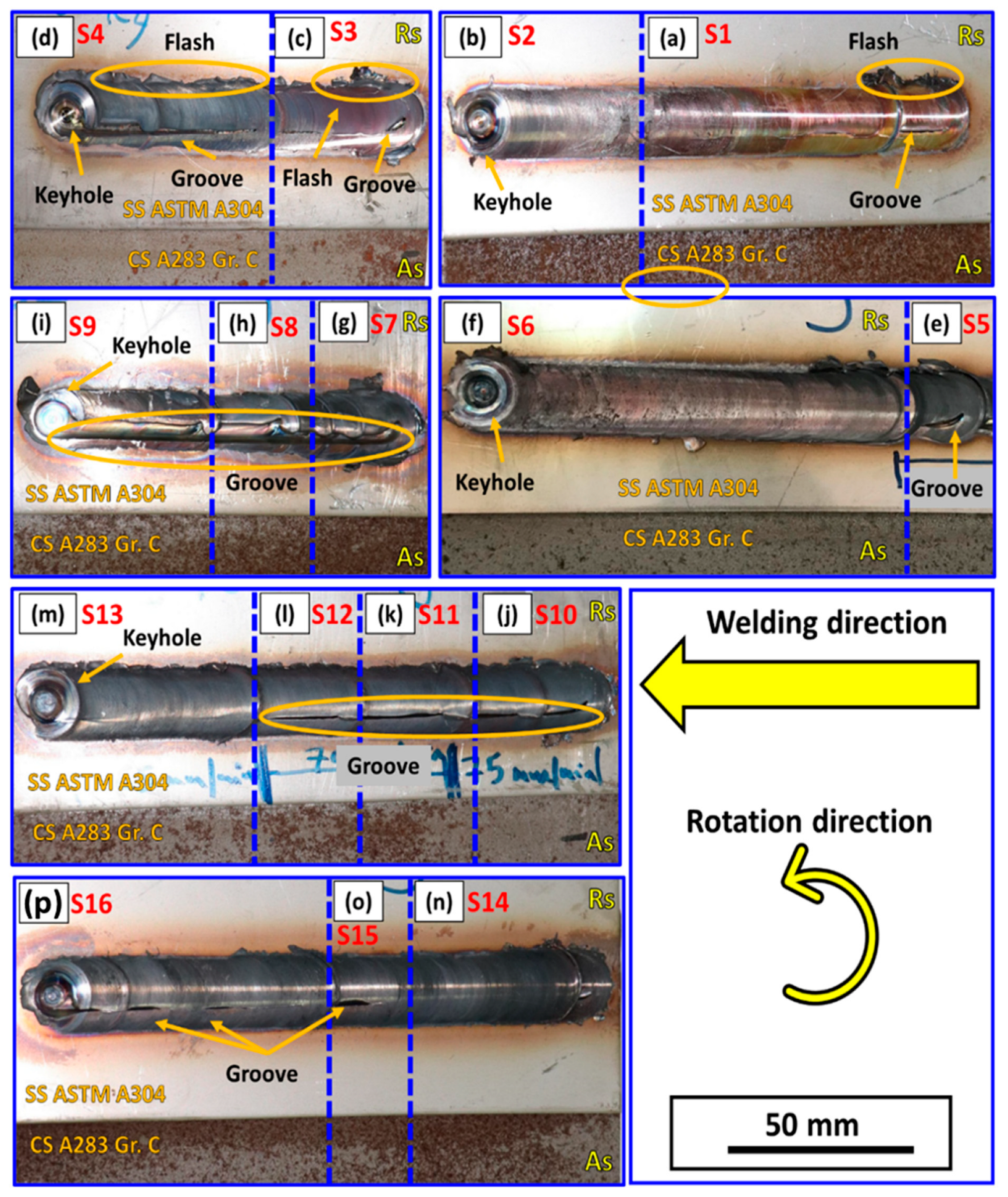
3.2. Visual Inspection of the Welded Joints
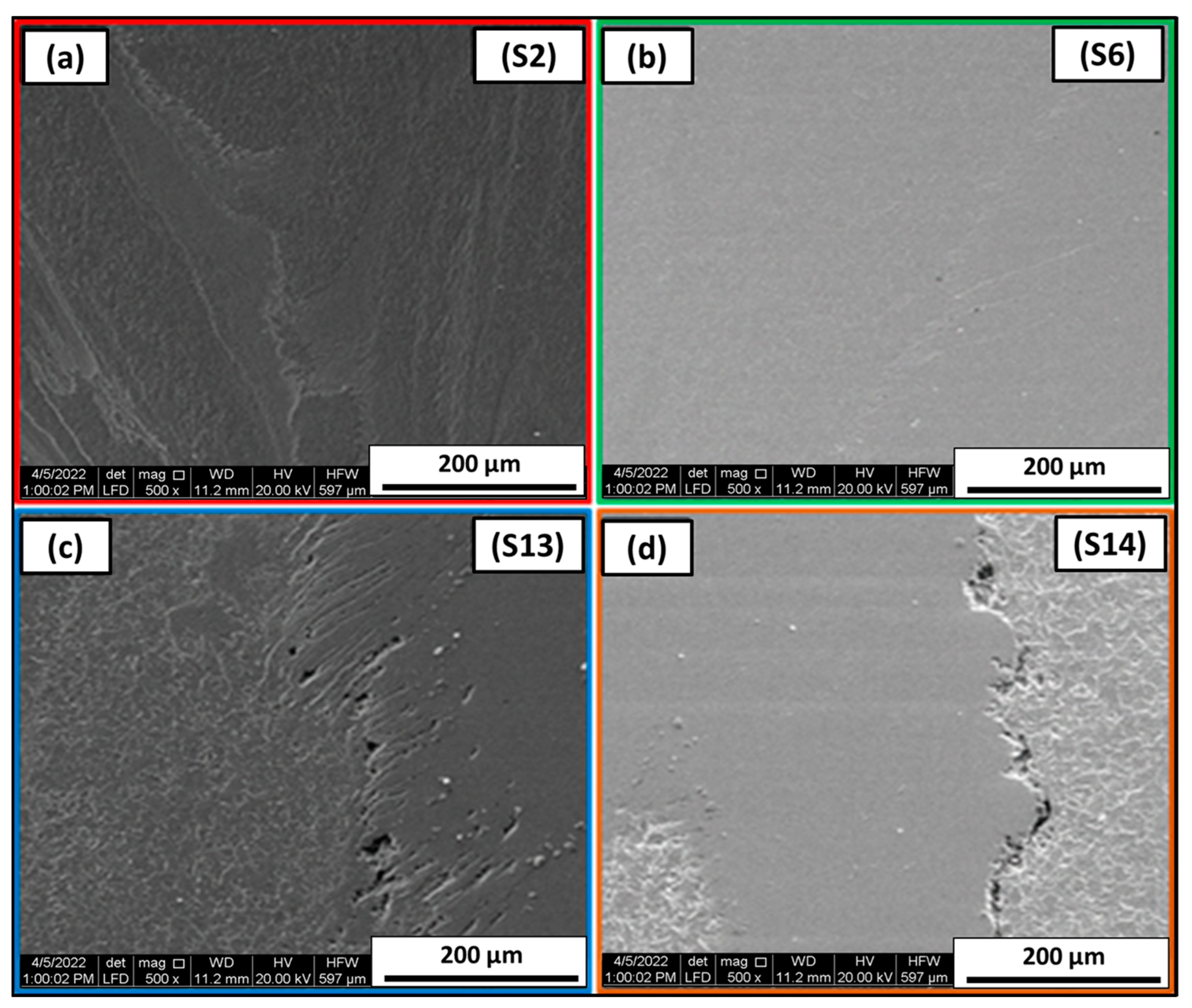
3.3. Macro and Microscopic Analysis of the Welded Joints
3.4. Evaluation of Mechanical Properties
4. Conclusions
- Combining high rotational speeds (400 rpm) and elevated vertical forces (32 KN) led to unacceptable joints characterized by poor surface finish and evident surface flaws. Conversely, more moderate rotational speeds of 200 and 300 rpm, combined with varying travel speeds and vertical forces, produced several high-quality joints.
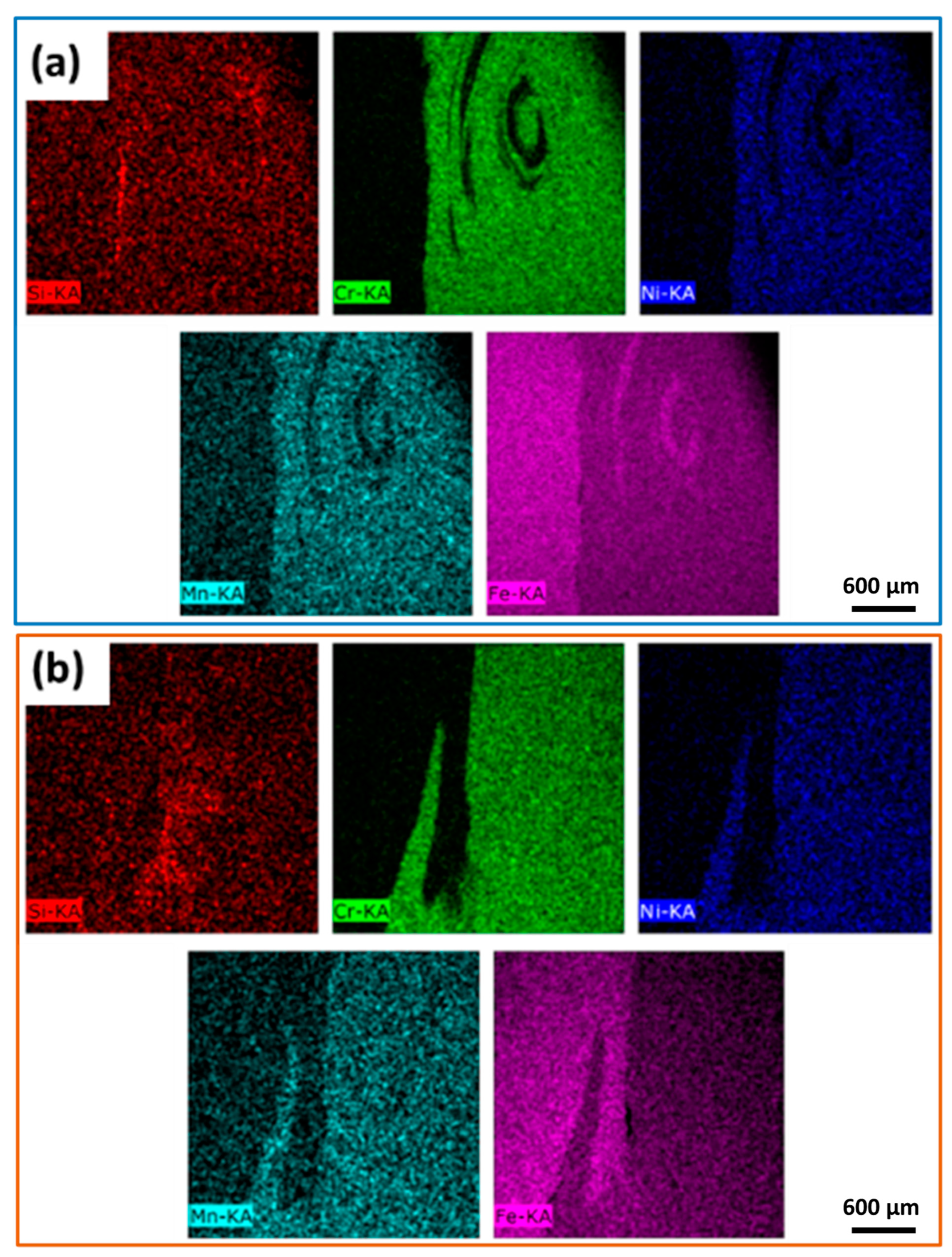
- The transverse macrographs revealed a degree of intermingling between the two disparate materials, marked by an irregular interface.
- The nugget zone showed a notable increase in hardness levels, peaking at 260 Hv in the stainless steel and 245 Hv in the carbon steel. This elevation in hardness can be primarily ascribed to grain refinement in the welded region, facilitated by dynamic recrystallization and thermomechanical transformations.
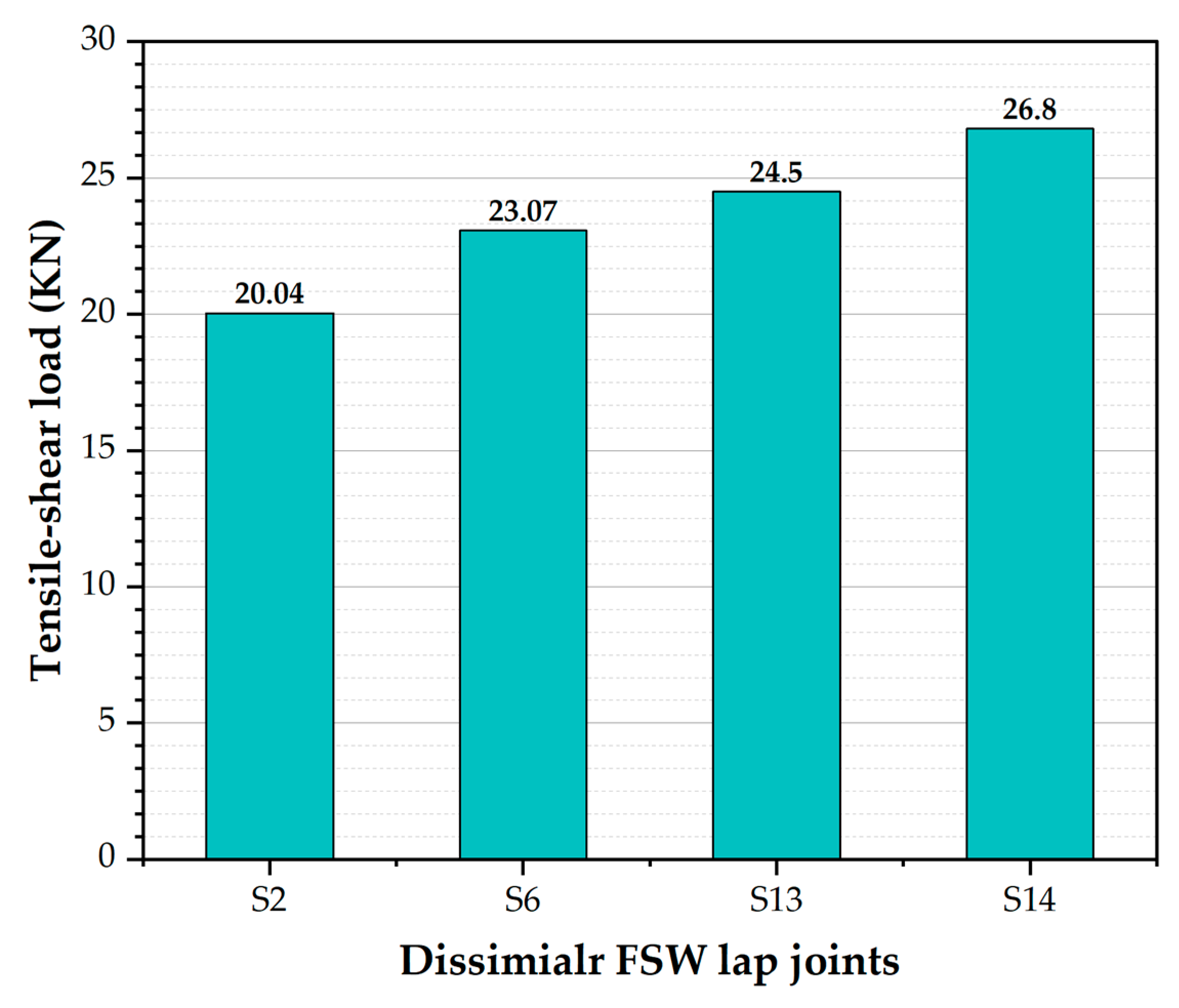
- Tensile shear loads for these friction-stir-welded joints varied between 20 to 27 KN. The highest tensile shear load of 27 KN was observed in a welded joint at a tool rotation speed of 300 rpm and a travel speed of 25 mm/min.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wan, L.; Huang, Y. Friction Stir Welding of Dissimilar Aluminum Alloys and Steels: A Review. Int. J. Adv. Manuf. Technol. 2018, 99, 1781–1811. [Google Scholar] [CrossRef]
- Mishra, R.; Mahoney, M.W.; Sato, Y.; Hovanski, Y.; Verma, R. Friction Stir Welding and Processing VII. Frict. Stir Weld. Process VII 2016, 1–362. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Seleman, M.M.E.; Fydrych, D.; Cam, G. Friction Stir Welding of Aluminum in the Aerospace Industry: The Current Progress and State-of-the-Art Review. Materials 2023, 16, 2971. [Google Scholar] [CrossRef]
- Azevedo, J.; Infante, V.; Quintino, L.; dos Santos, J. Fatigue Behaviour of Friction Stir Welded Steel Joints. Adv. Mater. Res. 2014, 891–892, 1488–1493. [Google Scholar] [CrossRef]
- Abolusoro, O.P.; Akinlabi, E.T. Review and Analysis of Mechanical Properties of Friction Stir Welds of High Strength Aluminium Alloys. J. Phys. Conf. Ser. 2019, 1378, 042045. [Google Scholar] [CrossRef]
- Jafarzadegan, M.; Abdollah-zadeh, A.; Feng, A.H.; Saeid, T.; Shen, J.; Assadi, H. Microstructure and Mechanical Properties of a Dissimilar Friction Stir Weld between Austenitic Stainless Steel and Low Carbon Steel. J. Mater. Sci. Technol. 2013, 29, 367–372. [Google Scholar] [CrossRef]
- Jafarzadegan, M.; Feng, A.H.; Abdollah-Zadeh, A.; Saeid, T.; Shen, J.; Assadi, H. Microstructural Characterization in Dissimilar Friction Stir Welding between 304 Stainless Steel and St37 Steel. Mater. Charact. 2012, 74, 28–41. [Google Scholar] [CrossRef]
- Jacquin, D.; Guillemot, G. A Review of Microstructural Changes Occurring during FSW in Aluminium Alloys and Their Modelling. J. Mater. Process Technol. 2021, 288, 116706. [Google Scholar] [CrossRef]
- Mohan, D.G.; Wu, C.S. A Review on Friction Stir Welding of Steels. Chin. J. Mech. Eng. 2021, 34, 137. [Google Scholar] [CrossRef]
- Khedr, M.; Ibrahim, I.R.; Jaskari, M.; Ali, M.; Abdel-Aleem, H.A.; Mahmoud, T.S.; Hamada, A. Microstructural Evolution and Mechanical Performance of Two Joints of Medium-Mn Stainless Steel with Low- and High-Alloyed Steels. Materials 2023, 16, 1624. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Touileb, K.; El-Sayed Seleman, M.M.; Albaijan, I.; Habba, M.I.A. Bobbin Tool Friction Stir Welding of Aluminum: Parameters Optimization Using Taguchi Experimental Design. Materials 2022, 15, 2771. [Google Scholar] [CrossRef] [PubMed]
- Ahmed, M.M.Z.; El-Sayed Seleman, M.M.; Touileb, K.; Albaijan, I.; Habba, M.I.A. Microstructure, Crystallographic Texture, and Mechanical Properties of Friction Stir Welded Mild Steel for Shipbuilding Applications. Materials 2022, 15, 2905. [Google Scholar] [CrossRef] [PubMed]
- Ahmed, M.M.Z.; Hajlaoui, K.; Seleman, M.M.E.S.; Elkady, M.F.; Ataya, S.; Latief, F.H.; Habba, M.I.A. Microstructure and Mechanical Properties of Friction Stir Welded 2205 Duplex Stainless Steel Butt Joints. Materials 2021, 14, 6640. [Google Scholar] [CrossRef] [PubMed]
- Liu, F.C.; Hovanski, Y.; Miles, M.P.; Sorensen, C.D.; Nelson, T.W. A Review of Friction Stir Welding of Steels: Tool, Material Flow, Microstructure, and Properties. J. Mater. Sci. Technol. 2018, 34, 39–57. [Google Scholar] [CrossRef]
- Li, H.B.; Jiang, Z.H.; Feng, H.; Zhang, S.C.; Li, L.; Han, P.D.; Misra, R.D.K.; Li, J.Z. Microstructure, Mechanical and Corrosion Properties of Friction Stir Welded High Nitrogen Nickel-Free Austenitic Stainless Steel. Mater. Des. 2015, 84, 291–299. [Google Scholar] [CrossRef]
- Saeid, T.; Abdollah-zadeh, A.; Assadi, H.; Malek Ghaini, F. Effect of Friction Stir Welding Speed on the Microstructure and Mechanical Properties of a Duplex Stainless Steel. Mater. Sci. Eng. A 2008, 496, 262–268. [Google Scholar] [CrossRef]
- Sekban, D.M.; Aktarer, S.M.; Purcek, G. Friction Stir Welding of Low-Carbon Shipbuilding Steel Plates: Microstructure, Mechanical Properties, and Corrosion Behavior. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2019, 50, 4127–4140. [Google Scholar] [CrossRef]
- Argade, G.R.; Shukla, S.; Liu, K.; Mishra, R.S. Friction Stir Lap Welding of Stainless Steel and Plain Carbon Steel to Enhance Corrosion Properties. J. Mater. Process Technol. 2018, 259, 259–269. [Google Scholar] [CrossRef]
- Wang, H.; Wang, K.; Wang, W.; Huang, L.; Peng, P.; Yu, H. Microstructure and Mechanical Properties of Dissimilar Friction Stir Welded Type 304 Austenitic Stainless Steel to Q235 Low Carbon Steel. Mater. Charact. 2019, 155, 109803. [Google Scholar] [CrossRef]
- Wang, H.; Zhang, C.; Zhou, Z.; Zhang, Y.; Wang, K.; Wang, W.; Han, P.; Lu, Y.; Li, X.; Liu, Y.; et al. Effect of the Microstructure on the Corrosion Behavior of Dissimilar Friction Stir-Welded 304 Austenitic Stainless Steel and Q235 Low-Carbon Steel Joints. Mater. Res. Express 2022, 9, 076508. [Google Scholar] [CrossRef]
- Chung, Y.D.; Fujii, H.; Ueji, R.; Tsuji, N. Friction Stir Welding of High Carbon Steel with Excellent Toughness and Ductility. Scr. Mater. 2010, 63, 223–226. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Abdelazem, K.A.; El-Sayed Seleman, M.M.; Alzahrani, B.; Touileb, K.; Jouini, N.; El-Batanony, I.G.; Abd El-Aziz, H.M. Friction Stir Welding of 2205 Duplex Stainless Steel: Feasibility of Butt Joint Groove Filling in Comparison to Gas Tungsten Arc Welding. Materials 2021, 14, 4597. [Google Scholar] [CrossRef] [PubMed]
- Zandsalimi, S.; Heidarzadeh, A.; Saeid, T. Dissimilar Friction-Stir Welding of 430 Stainless Steel and 6061 Aluminum Alloy: Microstructure and Mechanical Properties of the Joints. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2019, 233, 1791–1801. [Google Scholar] [CrossRef]
- Campo, K.N.; Campanelli, L.C.; Bergmann, L.; dos Santos, J.F.; Bolfarini, C. Microstructure and Interface Characterization of Dissimilar Friction Stir Welded Lap Joints between Ti–6Al–4V and AISI 304. Mater. Des. 2014, 56, 139–145. [Google Scholar] [CrossRef]
- Ghosh, M.; Kumar, K.; Mishra, R.S. Analysis of Microstructural Evolution during Friction Stir Welding of Ultrahigh-Strength Steel. Scr. Mater. 2010, 63, 851–854. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Materials | Welding Technique | Major Observations | Ref. |
|---|---|---|---|---|
| 1 | AISI 1018 carbon steel plate (6.35 mm)/AISI 316L stainless (2.7 mm)—Lap joint | FSW/cubic boron nitride tool | Developed microstructure with refined and equiaxed austenite grains with a small fraction of ferrite and martensite—100% joint efficiency. | [18] |
| 2 | 304 austenitic Stainless Steel/st37 Low Carbon Steel—Butt joint | FSW/tungsten carbide tool | Recrystallization of austenite in st37 carbon steel—Hardness increased in the WZ compared to both initial materials—Tensile strength and ductility higher than the st37 initial steel. | [6] |
| 3 | 304 austenitic stainless steel (3 mm)/Q235 low carbon steel (3 mm)—Butt joint | FSW/tungsten carbide tool | Grain refining and hardness increased in the stir zone—24% improvement in the tensile strength of the stir zone | [19] |
| 4 | 304 austenitic stainless steel (3 mm)/Q235 low carbon steel (3 mm)—Butt joint | FSW/tungsten carbide tool | The mixed microstructure in the stir zone was mainly formed of austenite, proeutectoid ferrite, pearlite, and bainite. And the corrosion mechanisms corresponded to galvanic corrosion. | [20] |
| Fe % | C % | Si % | Mn % | P % | S % | Cr % | Ni % | |
|---|---|---|---|---|---|---|---|---|
| A283 Gr. C | 98.941 | 0.03 | 0.22 | 0.77 | 0.019 | 0.02 | -- | -- |
| A304 | 71.309 | 0.029 | 0.39 | 1.45 | 0.022 | 0.01 | 18.02 | 8.77 |
| Sample No. | Code | Rotation Speed (rpm) | Travel Speed (mm/min) | Load (KN) |
|---|---|---|---|---|
| 1 | S1 | 300 | 50 | 2.5 |
| S2 | 300 | 50 | 2.9 | |
| 2 | S3 | 400 | 50 | 2.0 |
| S4 | 400 | 50 | 2.2 | |
| 3 | S5 | 200 | 50 | 2.8 |
| S6 | 200 | 25 | 2.8 | |
| 4 | S7 | 400 | 25 | 3.2 |
| S8 | 400 | 20 | 3.2 | |
| S9 | 300 | 25 | 3.2 | |
| 5 | S10 | 300 | 75 | 2.3 |
| S11 | 300 | 75 | 2.4 | |
| S12 | 300 | 70 | 2.4 | |
| S13 | 300 | 65 | 2.4 | |
| 6 | S14 | 300 | 25 | 2.6 |
| S15 | 300 | 25 | 2.2 | |
| S16 | 300 | 25 | 2.4 |
| Sample No. | Code | Visual Appearance | Surface Defect | Results | |
|---|---|---|---|---|---|
| Flash | Groove | ||||
| 1 | S1 | Partially good | Small | Detected | Rejected |
| S2 | Good | Very small | None | Accepted | |
| 2 | S3 | Partially good | Small | Detected | Rejected |
| S4 | Partially good | Small | Detected | Rejected | |
| 3 | S5 | Partially good | Very small | Detected | Rejected |
| S6 | Very good | Very small | None | Accepted | |
| 4 | S7 | Bad | Small | Detected | Rejected |
| S8 | Bad | Small | Detected | Rejected | |
| S9 | Bad | Small | Detected | Rejected | |
| 5 | S10 | Bad | Very small | Detected | Rejected |
| S11 | Bad | Very small | Detected | Rejected | |
| S12 | Bad | Very small | Detected | Rejected | |
| S13 | Very good | Very small | None | Accepted | |
| 6 | S14 | Very good | Very small | None | Accepted |
| S15 | Partially good | Very small | Detected | Rejected | |
| S16 | Partially good | Very small | Detected | Rejected | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ahmed, M.S.I.; Ahmed, M.M.Z.; Abd El-Aziz, H.M.; Habba, M.I.A.; Ismael, A.F.; El-Sayed Seleman, M.M.; Abd El-Aty, A.; Alamry, A.; Alzahrani, B.; Touileb, K.; et al. Cladding of Carbon Steel with Stainless Steel Using Friction Stir Welding: Effect of Process Parameters on Microstructure and Mechanical Properties. Crystals 2023, 13, 1559. https://doi.org/10.3390/cryst13111559
Ahmed MSI, Ahmed MMZ, Abd El-Aziz HM, Habba MIA, Ismael AF, El-Sayed Seleman MM, Abd El-Aty A, Alamry A, Alzahrani B, Touileb K, et al. Cladding of Carbon Steel with Stainless Steel Using Friction Stir Welding: Effect of Process Parameters on Microstructure and Mechanical Properties. Crystals. 2023; 13(11):1559. https://doi.org/10.3390/cryst13111559
Chicago/Turabian StyleAhmed, Mahmoud S. I., Mohamed M. Z. Ahmed, Hussein M. Abd El-Aziz, Mohamed I. A. Habba, Ashraf F. Ismael, Mohamed M. El-Sayed Seleman, Ali Abd El-Aty, Ali Alamry, Bandar Alzahrani, Kamel Touileb, and et al. 2023. "Cladding of Carbon Steel with Stainless Steel Using Friction Stir Welding: Effect of Process Parameters on Microstructure and Mechanical Properties" Crystals 13, no. 11: 1559. https://doi.org/10.3390/cryst13111559