

Fabrication of SiC-on-Insulator (SiCOI) Layers by Chemical Vapor Deposition of 3C-SiC on Si-in-Insulator Substrates at Low Deposition Temperatures of 1120 °C


Abstract
:1. Introduction
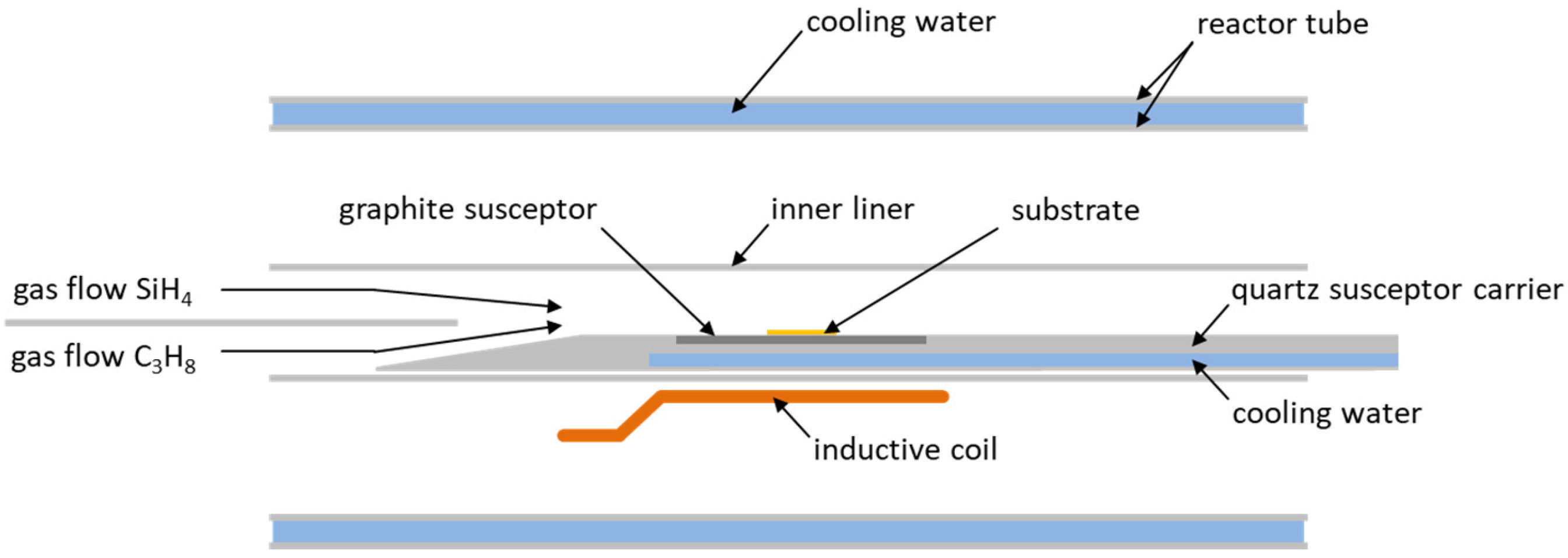
2. Material and Methods
3. Results
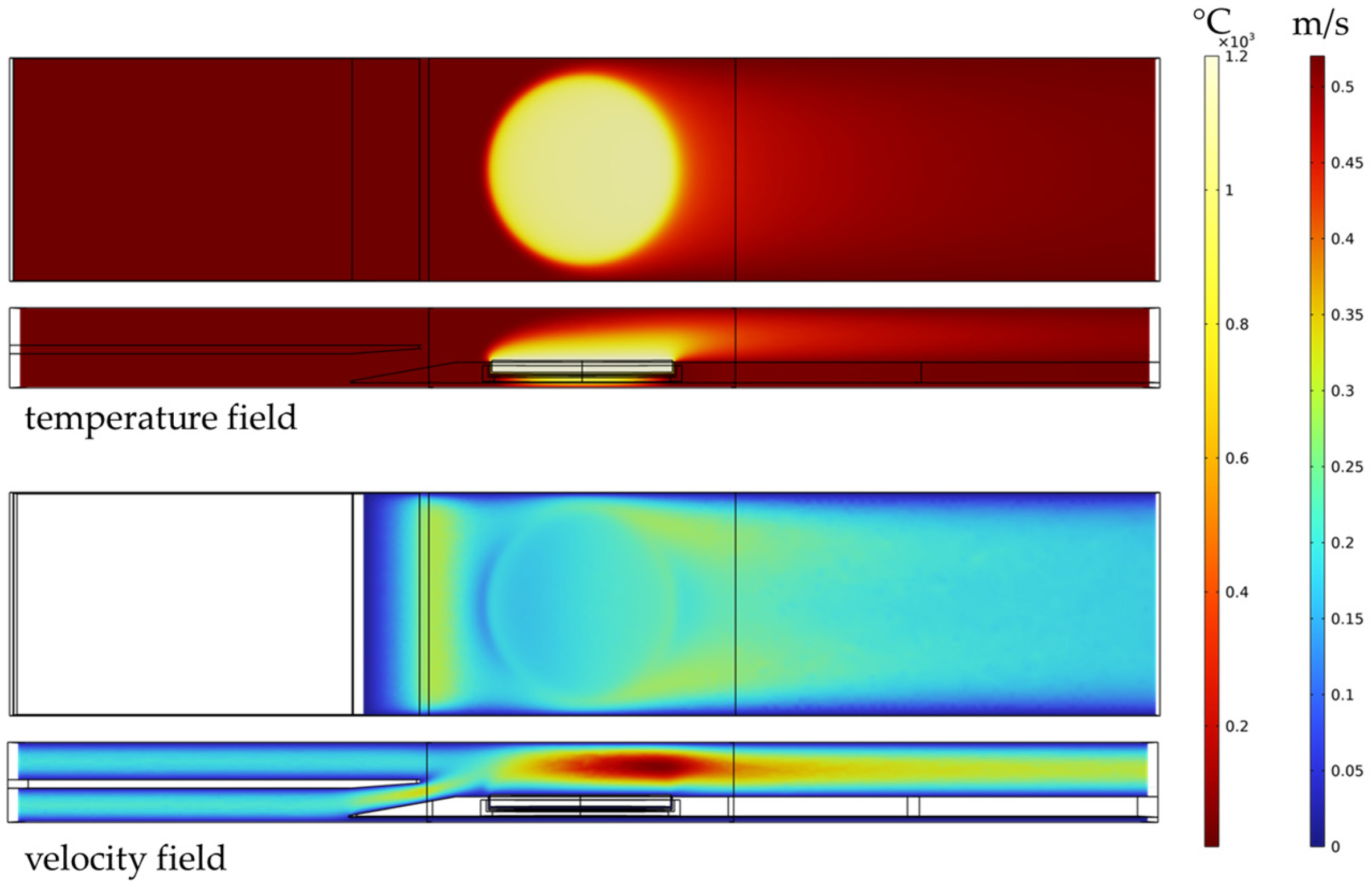
3.1. Numerical Simulation
3.2. Comparison of Growth Rate
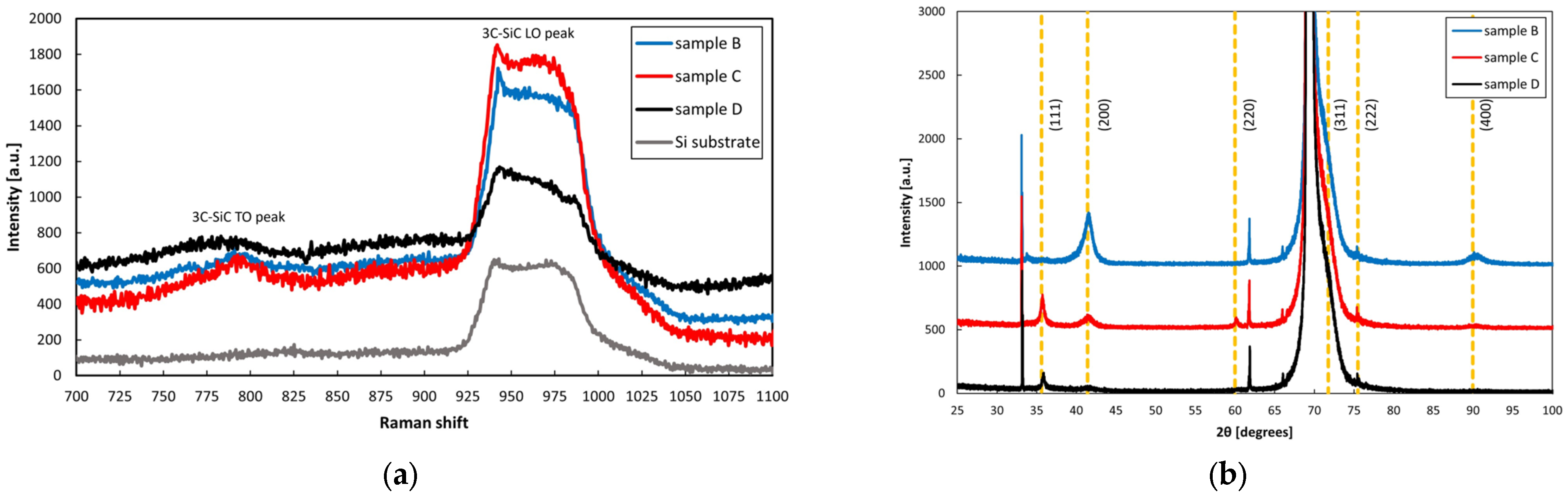
3.3. Characterization of Epitaxial Layers
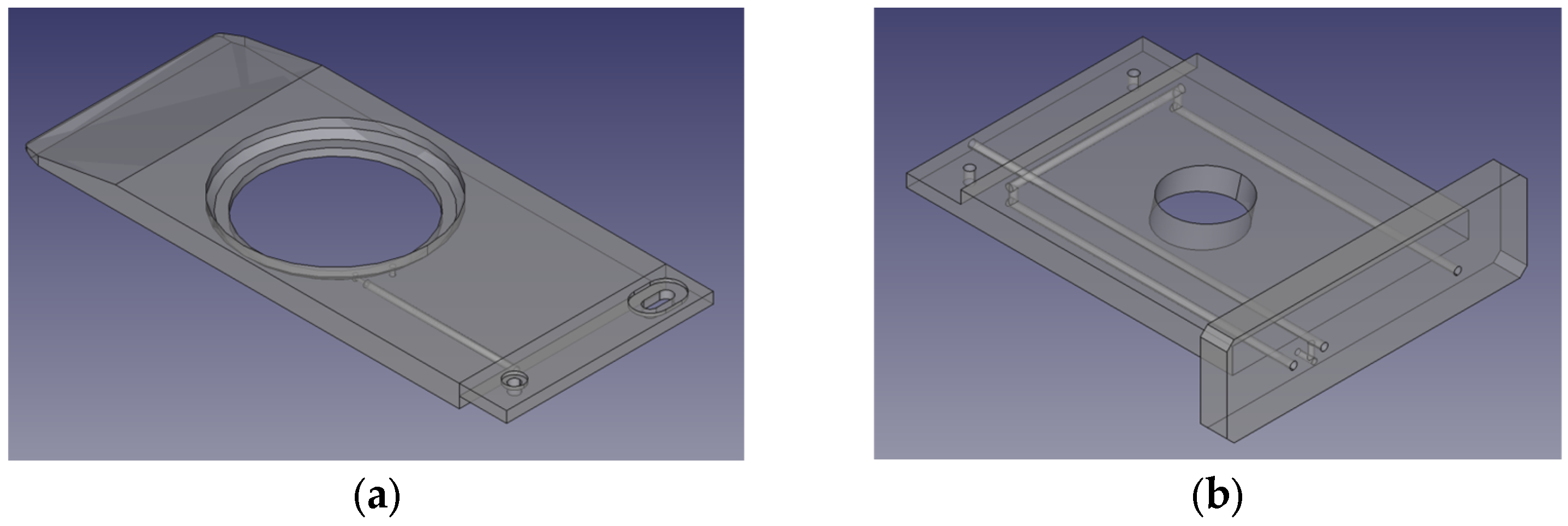
3.3.1. Impact of the Susceptor Carrier Type
3.3.2. Impact of C/Si Ratio
3.3.3. Growth of 3C-SiC-on-SOI
4. Discussion
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Stern, L.; Stone, J.R.; Kang, S.; Cole, D.C.; Suh, M.G.; Fredrick, C.; Newman, Z.; Vahala, K.; Kitching, J.; Diddams, S.A.; et al. Direct Kerr frequency comb atomic spectroscopy and stabilization. Sci. Adv. 2020, 6, eaax6230. [Google Scholar] [CrossRef]
- Fan, T.; Moradinejad, H.; Wu, X.; Eftekhar, A.A.; Adibi, A. High-Q integrated photonic microresonators on 3C-SiC-on-insulator (SiCOI) platform. Opt. Express 2018, 26, 25814–25826. [Google Scholar] [CrossRef] [PubMed]
- Levinshtein, M.E.; Rumyantsev, S.L.; Shur, M.S. Properties of Advanced Semiconductor Materials: GaN, AIN, InN, BN, SiC, SiGe; John Wiley & Sons: Hoboken, NJ, USA, 2001. [Google Scholar]
- Malitson, I.H. Interspecimen Comparison of the Refractive Index of Fused Silica. J. Opt. Soc. Am. 1965, 55, 1205–1209. [Google Scholar] [CrossRef]
- Wischmeyer, F.; Wondrak, W.; Leidich, D.; Niemann, E. CVD growth of 3C-SiC on SOI (100) substrates with optimized interface structure. Mater. Sci. Eng. B 1999, 61–62, 563–566. [Google Scholar] [CrossRef]
- Sze, S.M. Semiconductor Devices, Physics and Technology; John Wiley & Sons: Hoboken, NJ, USA, 2001. [Google Scholar]
- Hogness, T.R.; Wilson, T.L.; Johnson, W.C. The Thermal Decomposition of Silane. J. Am. Chem. Soc. 2002, 58, 108–112. [Google Scholar] [CrossRef]
- Babushok, V.I.; Tsang, W.; Burgess, D.R.; Zachariah, M.R. Numerical study of low- and high-temperature silane combustion. Symp. (Int.) Combust. 1998, 27, 2431–2439. [Google Scholar] [CrossRef]
- Pierson, H.O. Handbook of Chemical Vapor Deposition: Principles, Technology and Applications; William Andrew: Norwich, NY, USA, 1999. [Google Scholar]
- Iwanowski, R.J.; Fronc, K.; Paszkowicz, W.; Heinonen, M. XPS and XRD study of crystalline 3C-SiC grown by sublimation method. J. Alloys Compd. 1999, 286, 143–147. [Google Scholar] [CrossRef]
- Nakashima, S.; Harima, H. Raman investigation of SiC polytypes. Phys. Status Solidi A-Appl. Res. 1997, 162, 39–64. [Google Scholar] [CrossRef]
- Wilhelm, M.; Rieth, M.; Brandl, M.; Wibowo, R.A.; Hock, R.; Wellmann, P. Optimization of growth parameters for growth of high quality heteroepitaxial 3C–SiC films at 1200 °C. Thin Solid Film. 2015, 577, 88–93. [Google Scholar] [CrossRef]
- Kollmuss, M.; Köhler, J.; Ou, H.Y.; Fan, W.C.; Chaussende, D.; Hock, R.; Wellmann, P.J. Chemical Vapor Deposition of 3C-SiC on [100] Oriented Silicon at Low Temperature < 1200 °C for Photonic Applications. Mater. Sci. Forum 2022, 1062, 119–124. [Google Scholar] [CrossRef]
- Chassagne, T.; Ferro, G.; Chaussende, D.; Cauwet, F.; Monteil, Y.; Bouix, J. A comprehensive study of SiC growth processes in a VPE reactor. Thin Solid Film. 2002, 402, 83–89. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Name | Substrate Type | Susceptor Carrier Type | Process Temperature [°C] | C/Si Ratio | Growth Rate [nm/h] |
|---|---|---|---|---|---|
| sample A | Si | quartz | 1200 | 6.8 | 237 |
| sample B | Si | ceramic | 1120 | 6.8 | 492 |
| sample C | Si | ceramic | 1120 | 3.4 | 650 |
| sample D | Si | ceramic | 1120 | 13.2 | 615 |
| sample E | SOI | ceramic | 1120 | 6.8 | 533 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Steiner, J.; Schultheiß, J.; Wang, S.; Wellmann, P.J. Fabrication of SiC-on-Insulator (SiCOI) Layers by Chemical Vapor Deposition of 3C-SiC on Si-in-Insulator Substrates at Low Deposition Temperatures of 1120 °C. Crystals 2023, 13, 1590. https://doi.org/10.3390/cryst13111590
Steiner J, Schultheiß J, Wang S, Wellmann PJ. Fabrication of SiC-on-Insulator (SiCOI) Layers by Chemical Vapor Deposition of 3C-SiC on Si-in-Insulator Substrates at Low Deposition Temperatures of 1120 °C. Crystals. 2023; 13(11):1590. https://doi.org/10.3390/cryst13111590
Chicago/Turabian StyleSteiner, Johannes, Jana Schultheiß, Shouzhong Wang, and Peter J. Wellmann. 2023. "Fabrication of SiC-on-Insulator (SiCOI) Layers by Chemical Vapor Deposition of 3C-SiC on Si-in-Insulator Substrates at Low Deposition Temperatures of 1120 °C" Crystals 13, no. 11: 1590. https://doi.org/10.3390/cryst13111590
APA StyleSteiner, J., Schultheiß, J., Wang, S., & Wellmann, P. J. (2023). Fabrication of SiC-on-Insulator (SiCOI) Layers by Chemical Vapor Deposition of 3C-SiC on Si-in-Insulator Substrates at Low Deposition Temperatures of 1120 °C. Crystals, 13(11), 1590. https://doi.org/10.3390/cryst13111590