
Experimental Evaluation on the Microstructural and Mechanical Response of Ce Microalloying AZ31 Fabricated by Multi-Pass Unidirectional and Cross Rolling after TRC

Abstract
:1. Introduction
2. Material and Methods
2.1. AZ31 Microalloying
2.2. Twin-Roll Casting of AZ31-0.2Ce Alloy
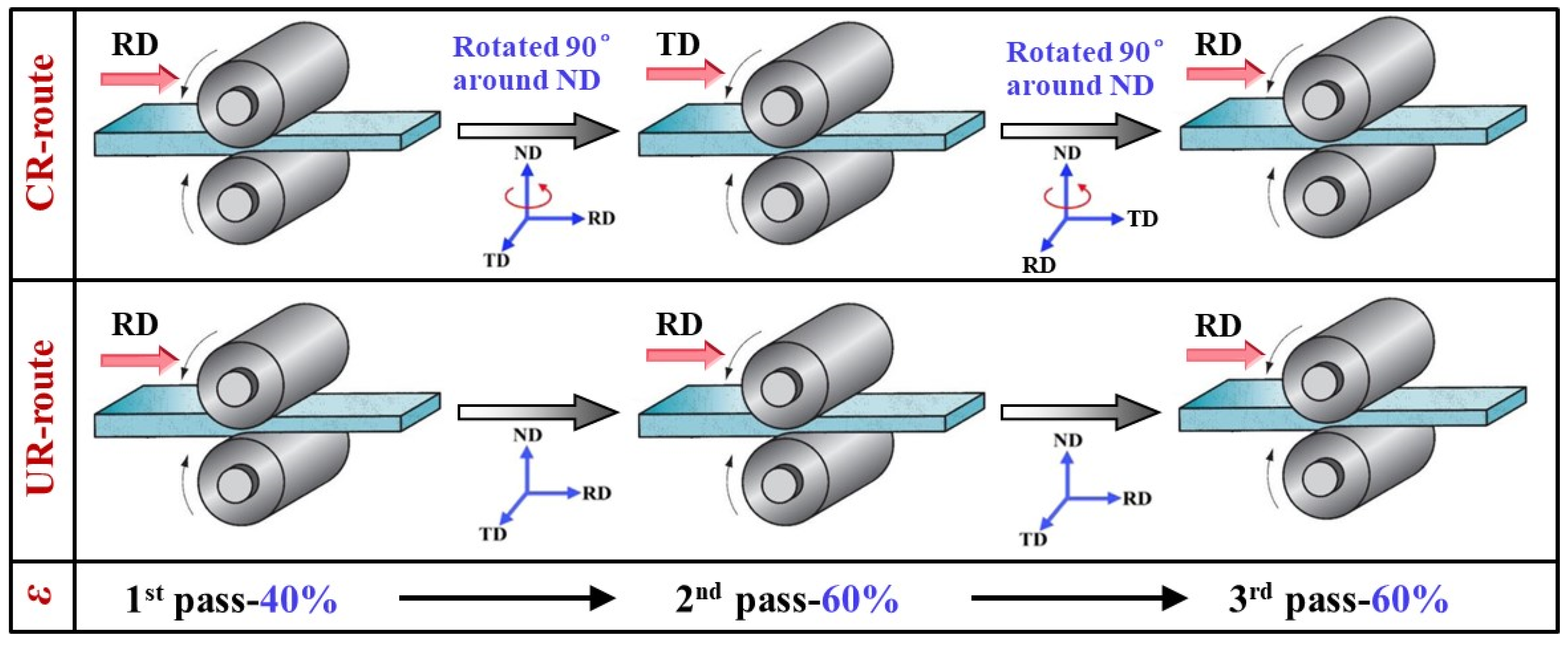
2.3. Unidirectional and Cross Hot Rolling of As-Cast Plate
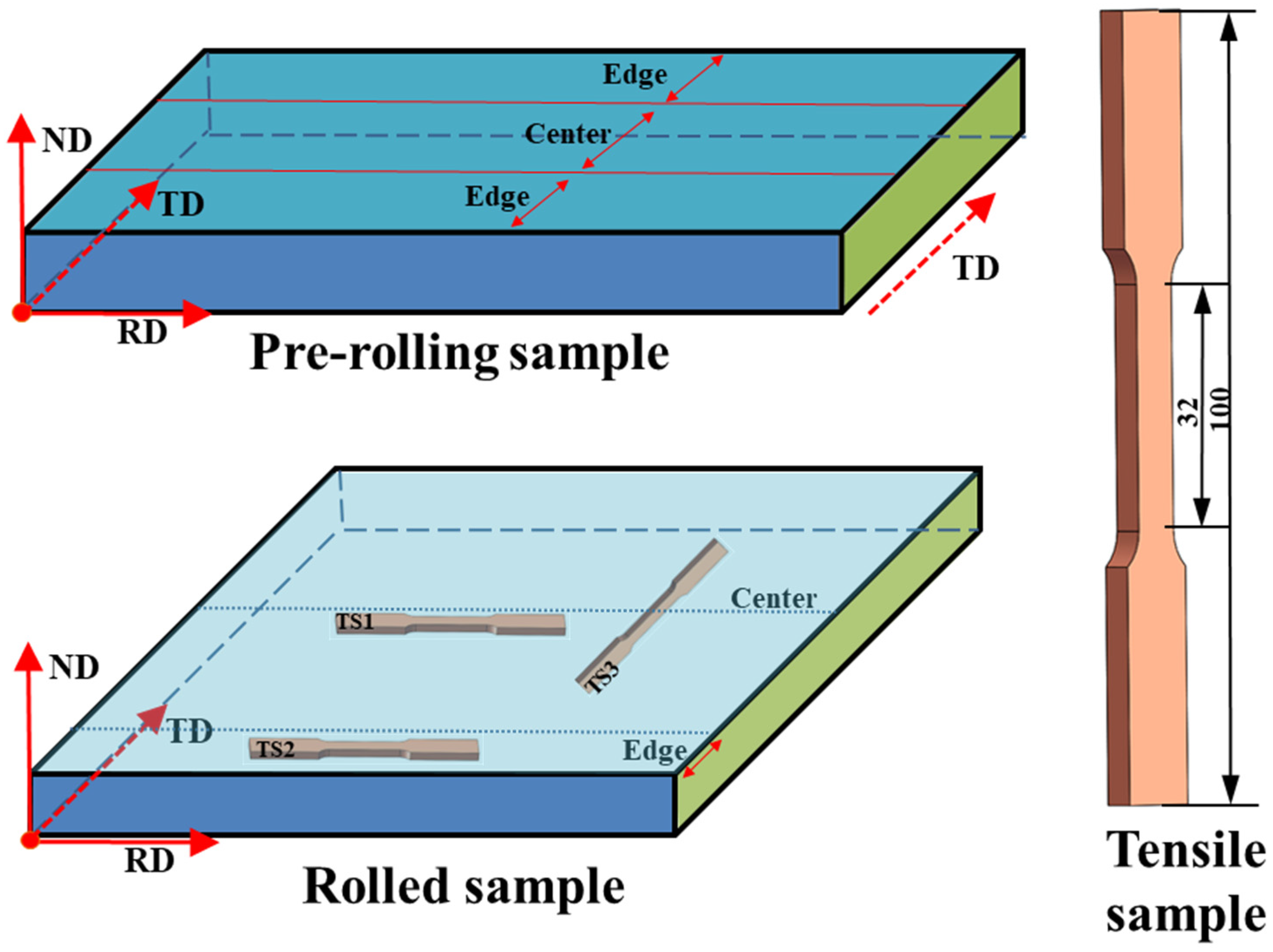
2.4. Microstructure and Mechanical Properties
3. Results and Discussion
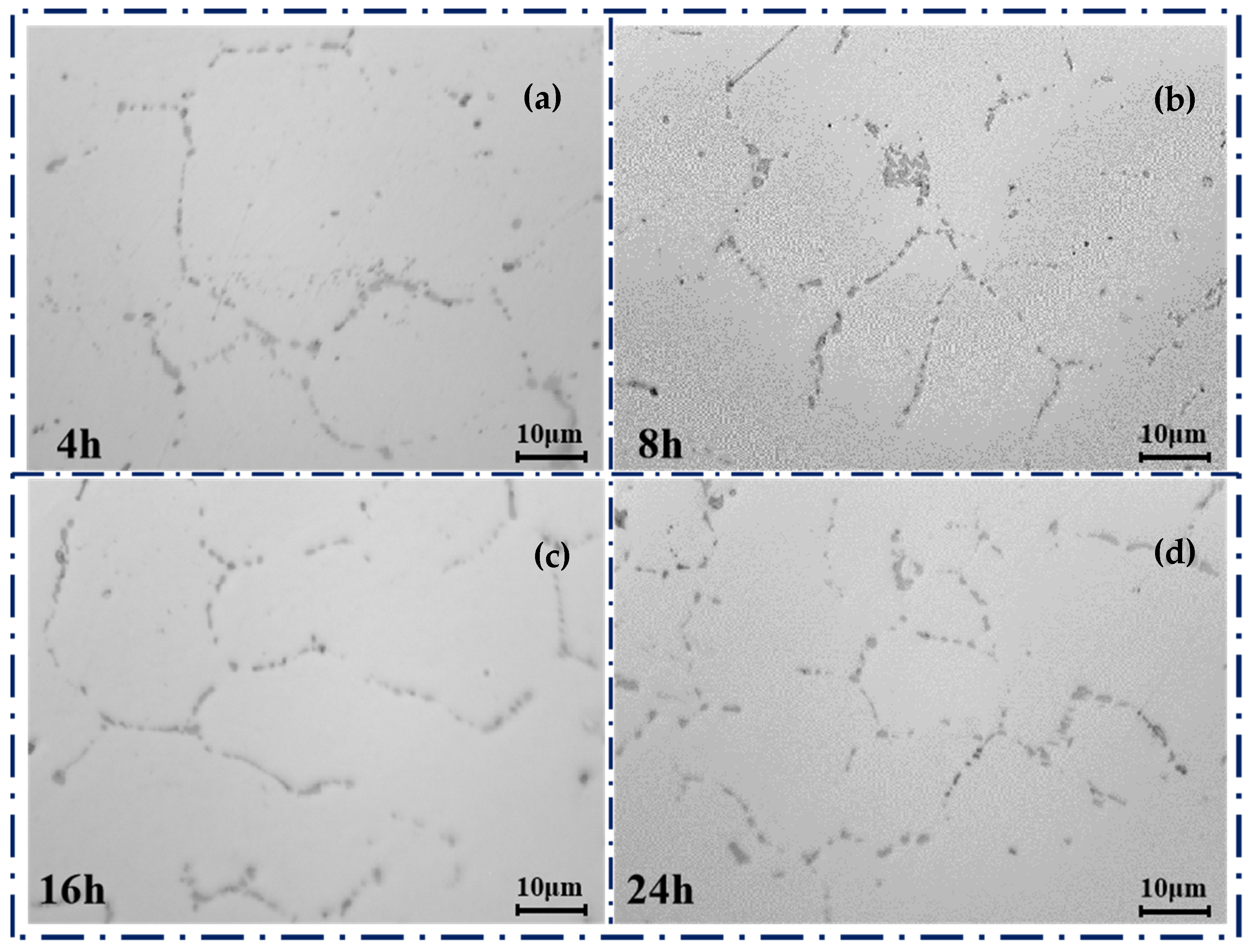
3.1. As-Homogenized Microstructure
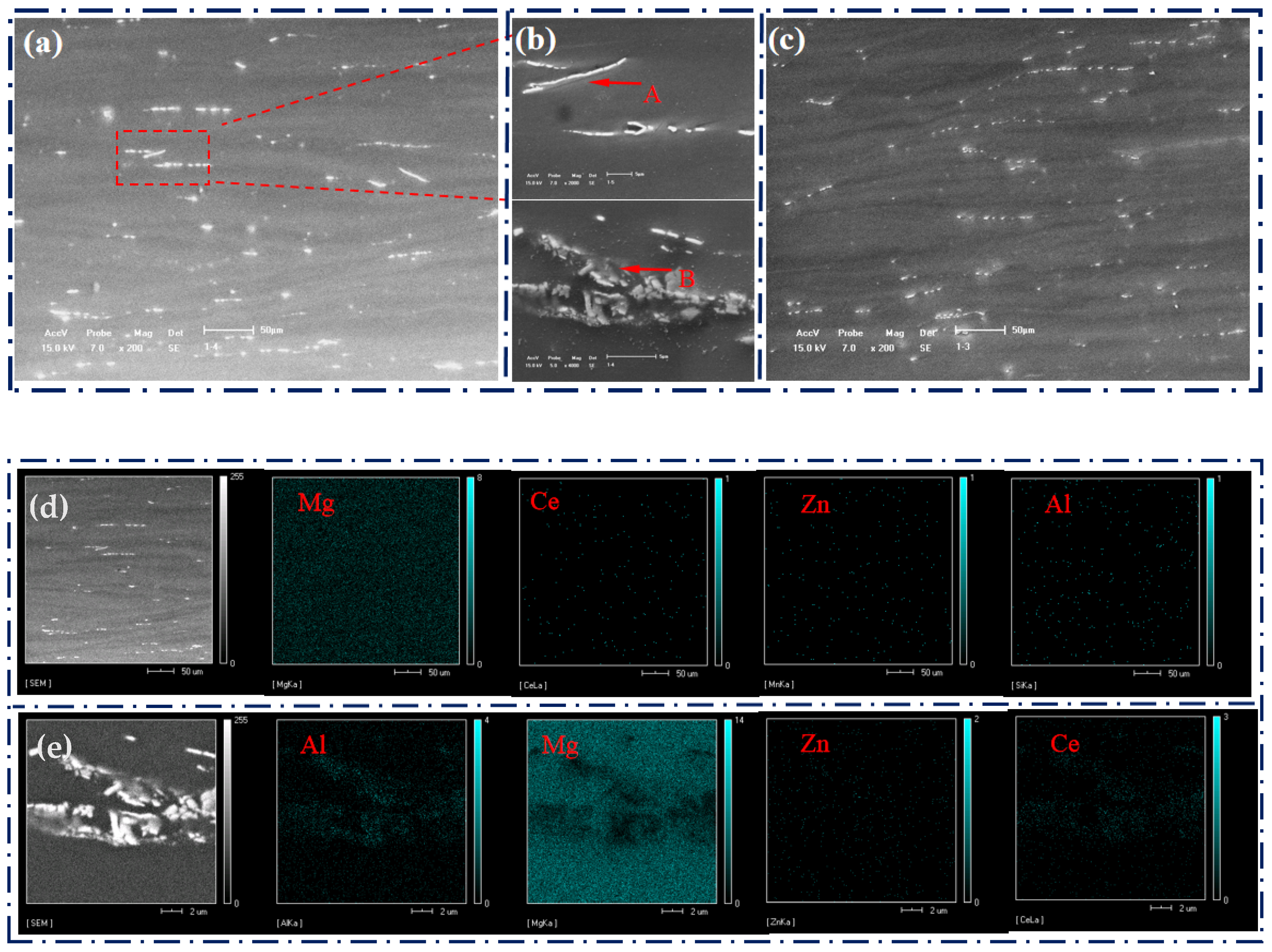
3.2. Microstructure Characteristics
3.3. Tensile Mechanical Properties
4. Conclusions
- (1)
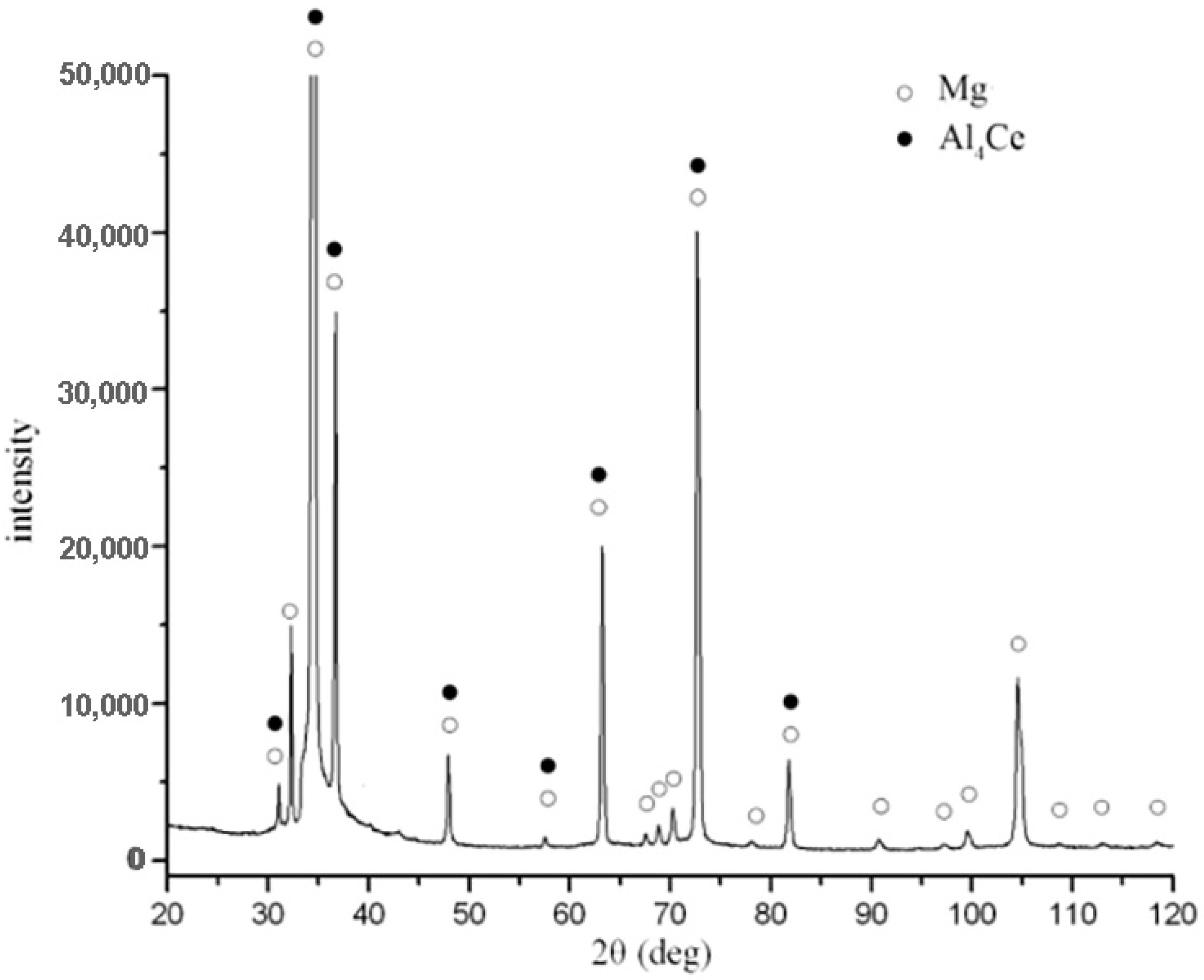
- The homogenization effect of the AZ31-0.2Ce alloy is at its best after being kept at 440 °C for 24 h. The Al4Ce phase in the AZ31-0.2Ce alloy sheet disappears at the grain boundary after UR and CR rolling;
- (2)
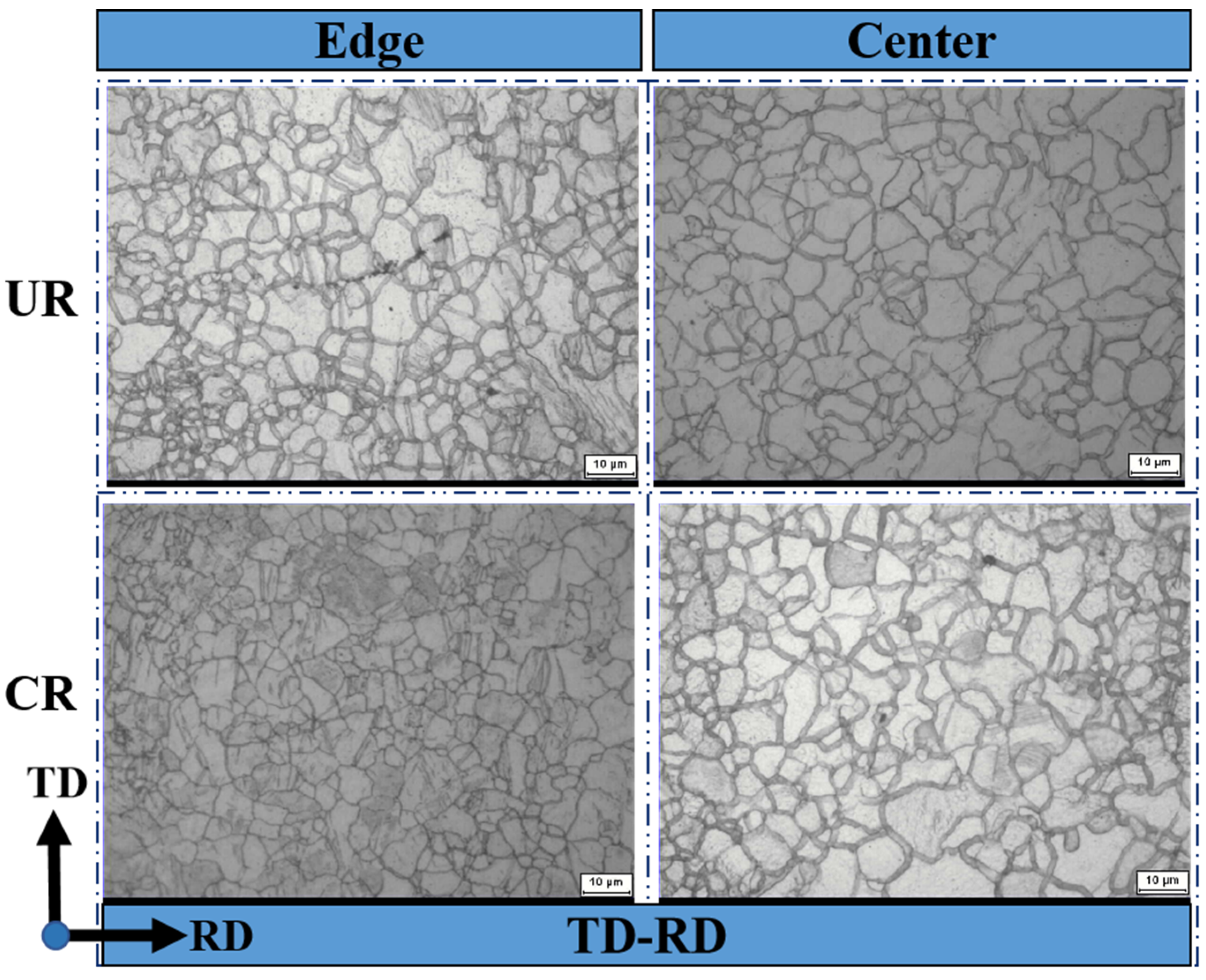
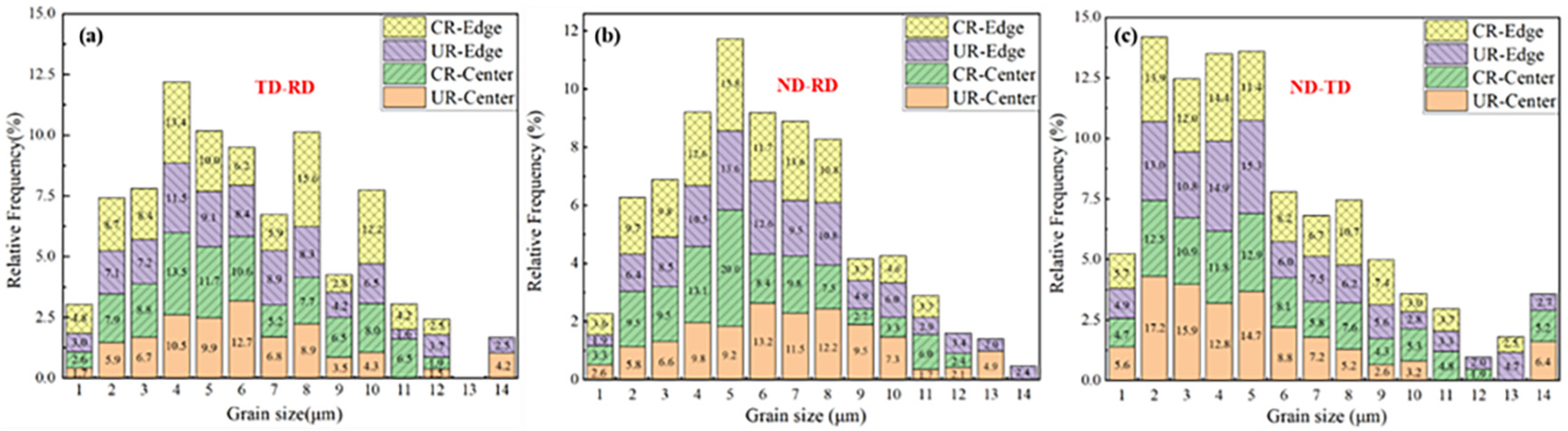
- The CR-rolled sheet has a more uniform and finer microstructure in the horizontal and center (average size 5 μm), while for the UR-rolled sheet, it is on the opposing edges (average size 10 μm);
- (3)
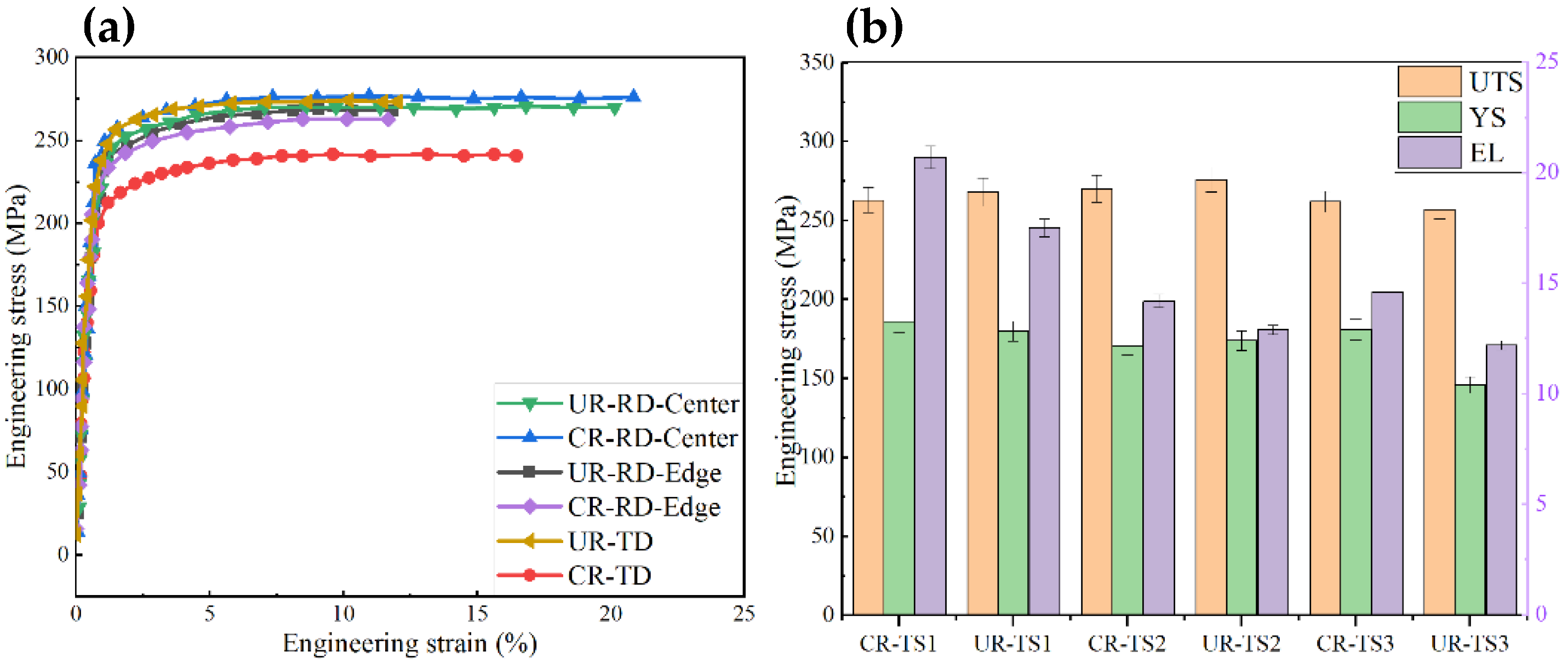
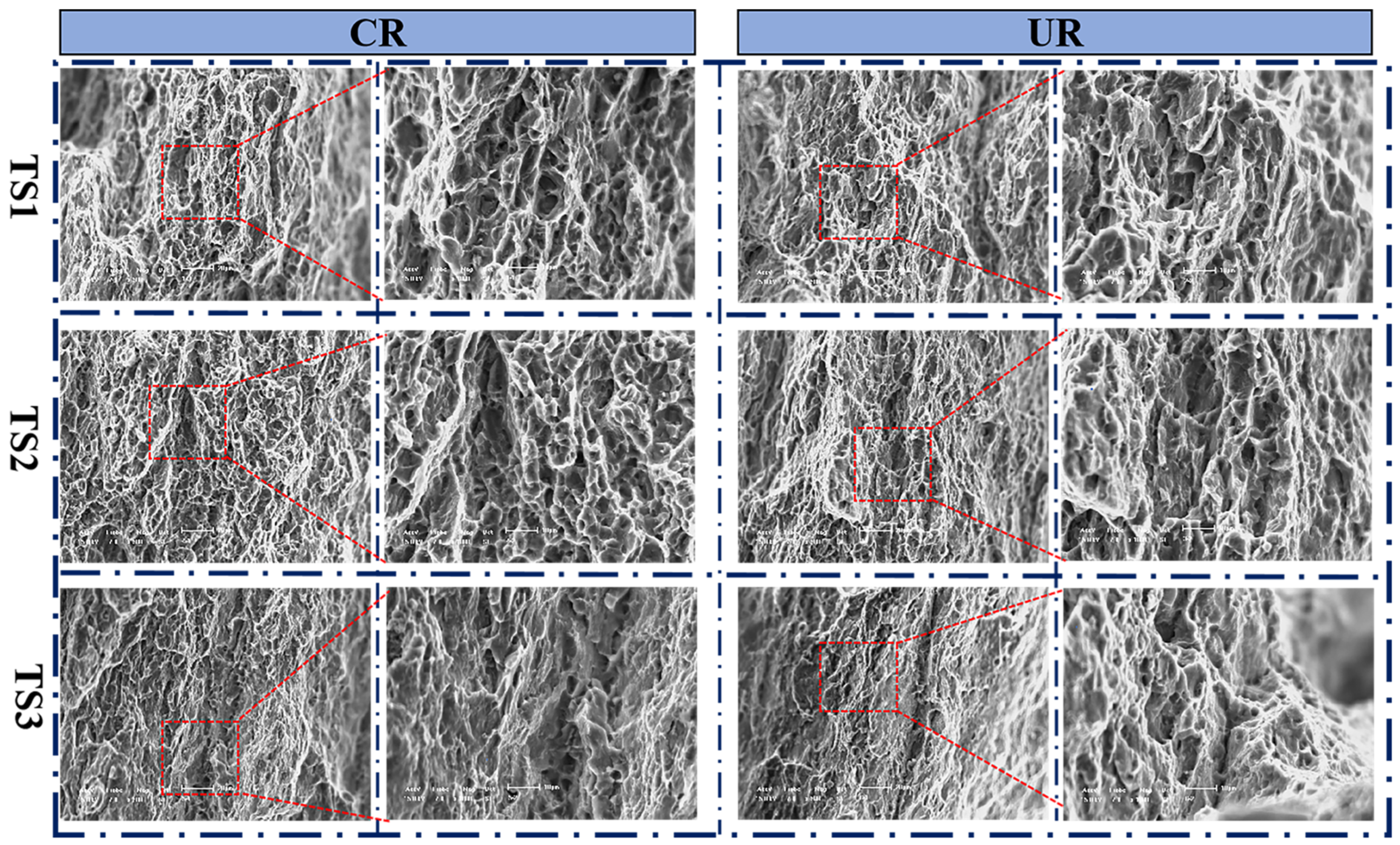
- The small particles at the bottom of the dimples, in terms of fracture morphology, were mainly in the Al4Ce alloy phase, which can refine the grain size from 38 μm to 15 μm, and can increase the strength and plasticity of the AZ31-0.2Ce alloy.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Yang, C.M.; Zhang, D.F.; Ding, P.D.; Pan, F.S. The Microstructure and Processing in Twin Roll Casting of Magnesium Alloy Strip. Mater. Sci. Forum 2005, 488–489, 427–430. [Google Scholar] [CrossRef]
- Jiang, W.; Wang, J.; Zhao, W.; Liu, Q.; Jiang, D.; Guo, S. Effect of Sn Addition on the Mechanical Properties and Bio-Corrosion Behavior of Cytocompatible Mg-4Zn Based Alloys. J. Magnes. Alloys 2019, 7, 15–26. [Google Scholar] [CrossRef]
- Zheng, X.; Du, W.; Liu, K.; Wang, Z.; Li, S. Effect of Trace Addition of al on Microstructure, Texture and Tensile Ductility of Mg-6Zn-0.5Er Alloy. J. Magnes. Alloys 2016, 4, 135–139. [Google Scholar] [CrossRef]
- Cao, P.; StJohn, D.H.; Qian, M. The Effect of Manganese on the Grain Size of Commercial AZ31 Alloy. Mater. Sci. Forum 2005, 488–489, 139–142. [Google Scholar] [CrossRef]
- Nakaura, Y.; Watanabe, A.; Ohori, K. Microstructure and Mechanical Properties of AZ31 Magnesium Alloy Strip Produced by Twin Roll Casting. Mater. Trans. 2006, 47, 1743–1749. [Google Scholar] [CrossRef]
- Tang, W.; Huang, S.; Li, D.; Peng, Y. Mechanical Anisotropy and Deep Drawing Behaviors of AZ31 Magnesium Alloy Sheets Produced by Unidirectional and Cross Rolling. J. Mater. Process. Technol. 2015, 215, 320–326. [Google Scholar] [CrossRef]
- Li, Q.; Huang, G.J.; Huang, X.D.; Pan, S.W.; Tan, C.L.; Liu, Q. On the Texture Evolution of Mg-Zn-Ca Alloy with Different Hot Rolling Paths. J. Magnes. Alloys 2017, 5, 166–172. [Google Scholar] [CrossRef]
- Pan, S.; Xin, Y.; Huang, G.; Li, Q.; Guo, F.; Liu, Q. Tailoring the Texture and Mechanical Anisotropy of a Mg–2Zn–2Gd Plate by Varying the Rolling Path. Mater. Sci. Eng. A 2016, 653, 93–98. [Google Scholar] [CrossRef]
- Wang, Q.; Jiang, B.; Liu, L.; Yang, Q.; Xia, D.; Zhang, D.; Huang, G.; Pan, F. Reduction per Pass Effect on Texture Traits and Mechanical Anisotropy of Mg–Al–Zn–Mn–Ca Alloy Subjected to Unidirectional and Cross Rolling. J. Mater. Res. Technol. 2020, 9, 9607–9619. [Google Scholar] [CrossRef]
- Du, Y.; Zheng, M.; Jiang, B. Comparison of Microstructure and Mechanical Properties of Mg-Zn Microalloyed with Ca or Ce. Vacuum 2018, 151, 221–225. [Google Scholar] [CrossRef]
- Yu, K.; Li, W.; Zhang, S. Mechanism of Grain Refining by Adding Cerium in Mg and Mg Alloys. RARE Met. Mater. Eng. 2005, 34, 1013–1016. [Google Scholar]
- Chino, Y.; Kado, M.; Mabuchi, M. Compressive Deformation Behavior at Room Temperature—773 K in Mg–0.2 Mass%(0.035at.%)Ce Alloy. Acta Mater. 2008, 56, 387–397. [Google Scholar] [CrossRef]
- Zhu, Y.; Hu, M.; Wang, D.; Xu, H.; Wang, Y.; Ji, Z. Microstructure and Mechanical Properties of AZ31-Ce Prepared by Multipass Solid-Phase Synthesis. Mater. Sci. Technol. 2018, 34, 876–884. [Google Scholar] [CrossRef]
- Li, Y.; He, C.; Li, J.; Wang, Z.; Wu, D.; Xu, G. A Novel Approach to Improve the Microstructure and Mechanical Properties of Al–Mg–Si Aluminum Alloys during Twin-Roll Casting. Materials 2020, 13, 1713. [Google Scholar] [CrossRef]
- Chaubey, A.K.; Scudino, S.; Prashanth, K.G.; Eckert, J. Microstructure and Mechanical Properties of Mg–Al-Based Alloy Modified with Cerium. Mater. Sci. Eng. A 2015, 625, 46–49. [Google Scholar] [CrossRef]
- Shang, L.; Jung, I.H.; Yue, S.; Verma, R.; Essadiqi, E. An Investigation of Formation of Second Phases in Microalloyed, AZ31 Mg Alloys with Ca, Sr and Ce. J. Alloys Compd. 2010, 492, 173–183. [Google Scholar] [CrossRef]
- Pan, H.; Xie, D.; Li, J.; Xie, H.; Huang, Q.; Yang, Q.; Qin, G. Development of Novel Lightweight and Cost-Effective Mg–Ce–Al Wrought Alloy with High Strength. Mater. Res. Lett. 2021, 9, 329–335. [Google Scholar] [CrossRef]
- Zhang, C.; Wu, L.; Huang, G.; Liu, K.; Pan, F. Influence of Microalloying with Ca and Ce on the Corrosion Behavior of Extruded Mg-3Al-1Zn. J. Electrochem. Soc. 2019, 166, 445–453. [Google Scholar] [CrossRef]
- Li, W.; Zhou, H.; Lin, P.; Zhao, S. Microstructure and Rolling Capability of Modified AZ31–Ce–Gd Alloys. Mater. Charact. 2009, 60, 1298–1304. [Google Scholar] [CrossRef]
- Huang, X.; Suzuki, K.; Chino, Y. Static Recrystallization Behavior of Hot-Rolled Mg-Zn-Ce Magnesium Alloy Sheet. J. Alloys Compd. 2017, 724, 981–990. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Zn | Mn | Ce | Si | Fe | Mg |
|---|---|---|---|---|---|---|
| 2.82 | 0.988 | 0.26 | 0.206 | 0.042 | 0.001 | Bal. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ning, F.; Kong, S.; Jia, W.; Chen, X. Experimental Evaluation on the Microstructural and Mechanical Response of Ce Microalloying AZ31 Fabricated by Multi-Pass Unidirectional and Cross Rolling after TRC. Crystals 2023, 13, 841. https://doi.org/10.3390/cryst13050841
Ning F, Kong S, Jia W, Chen X. Experimental Evaluation on the Microstructural and Mechanical Response of Ce Microalloying AZ31 Fabricated by Multi-Pass Unidirectional and Cross Rolling after TRC. Crystals. 2023; 13(5):841. https://doi.org/10.3390/cryst13050841
Chicago/Turabian StyleNing, Fangkun, Shuping Kong, Weitao Jia, and Xingrui Chen. 2023. "Experimental Evaluation on the Microstructural and Mechanical Response of Ce Microalloying AZ31 Fabricated by Multi-Pass Unidirectional and Cross Rolling after TRC" Crystals 13, no. 5: 841. https://doi.org/10.3390/cryst13050841