Interfacial Compatibility Evaluation on the Fiber Treatment in the Typha Fiber Reinforced Epoxy Composites and Their Effect on the Chemical and Mechanical Properties

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Composite Fabrication
2.3. Chemical Composition
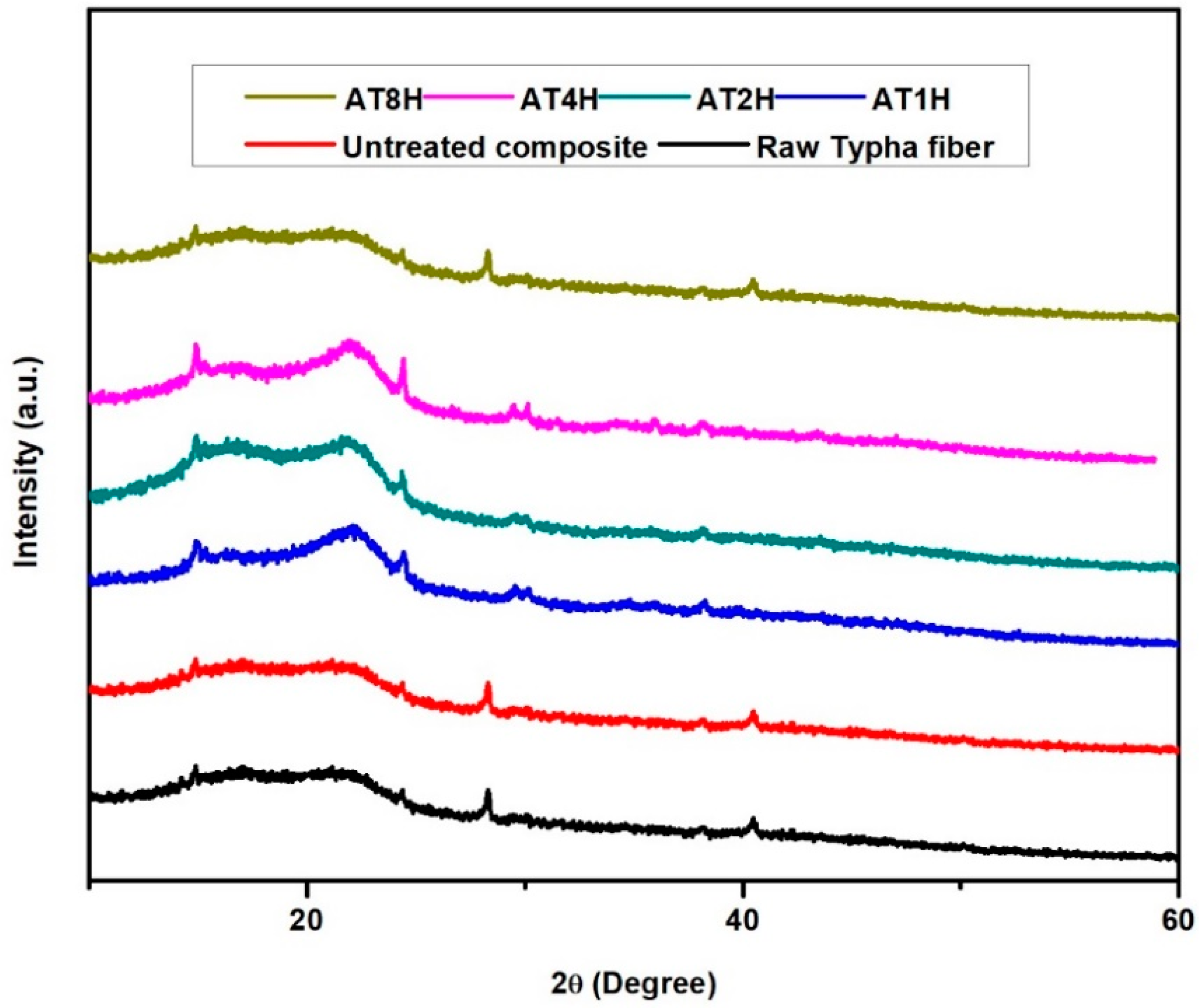
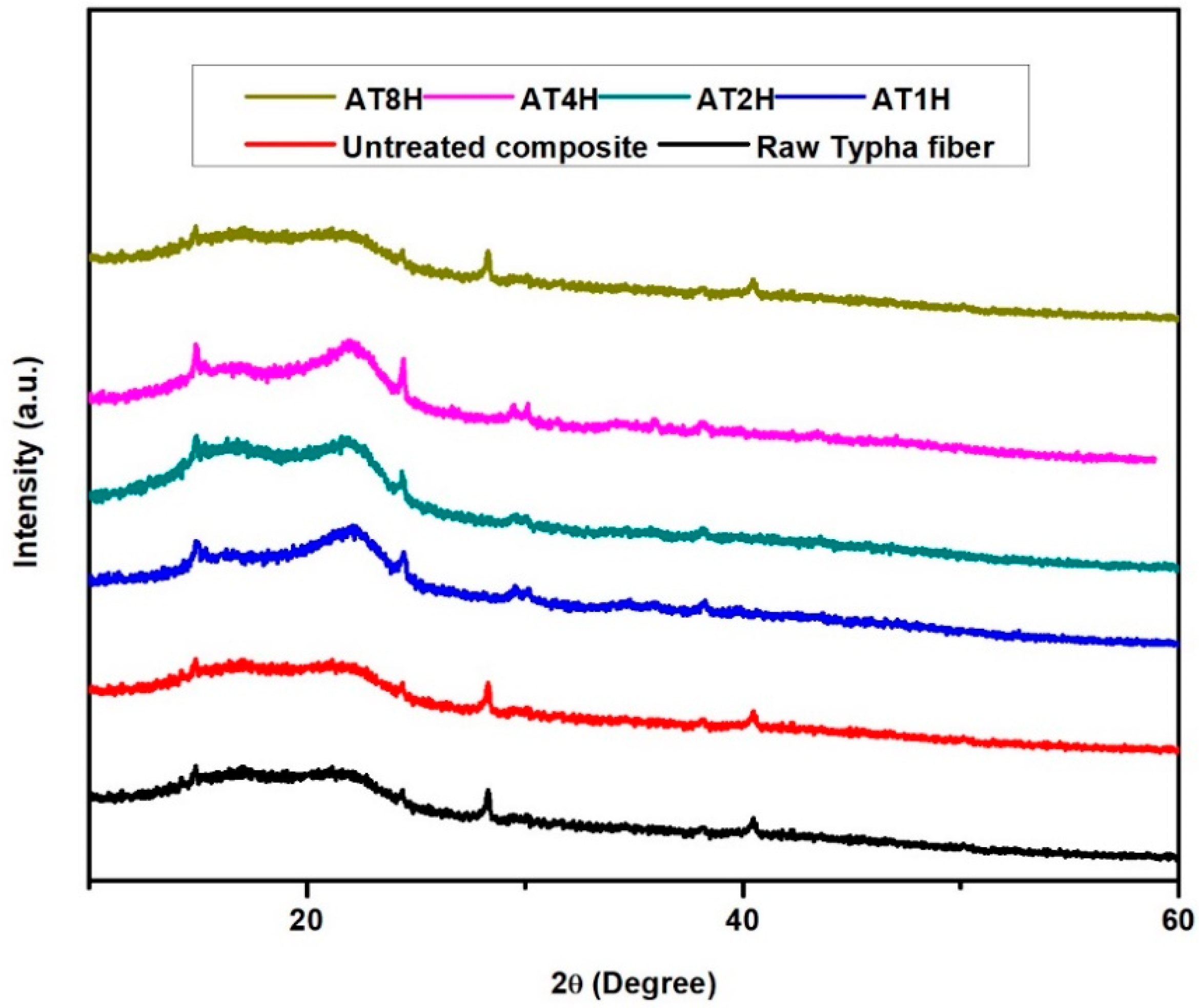
2.4. Crystalline Structure
2.5. Tensile, Flexural and Impact Test
2.6. Morphology of the Composite
2.7. Wettability
2.8. Interfacial Shear Strength Test
3. Results and Discussion
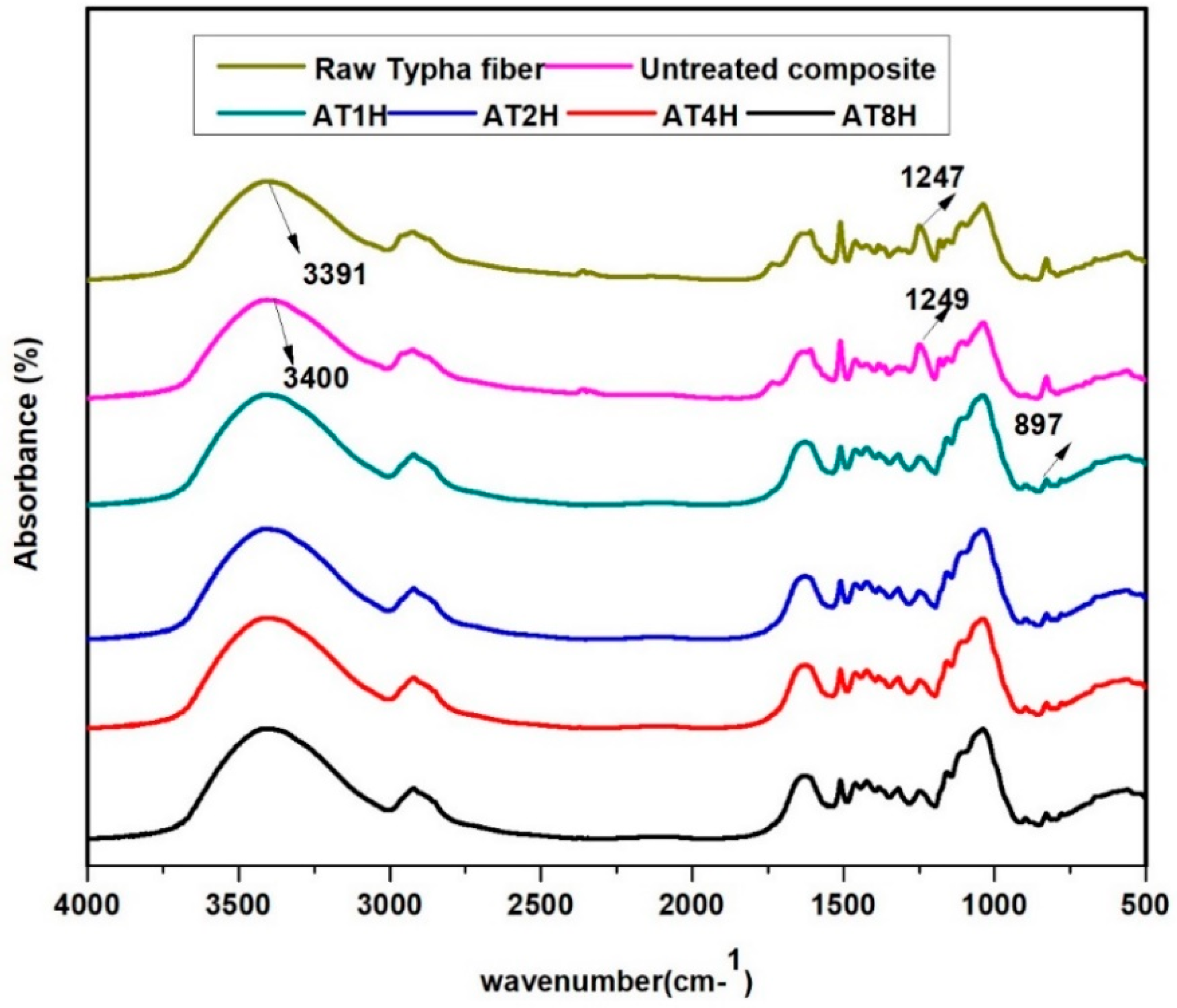
3.1. FTIR and XRD Analysis of the Composites
3.2. Interfacial Shear Strength Evaluation of the Composites
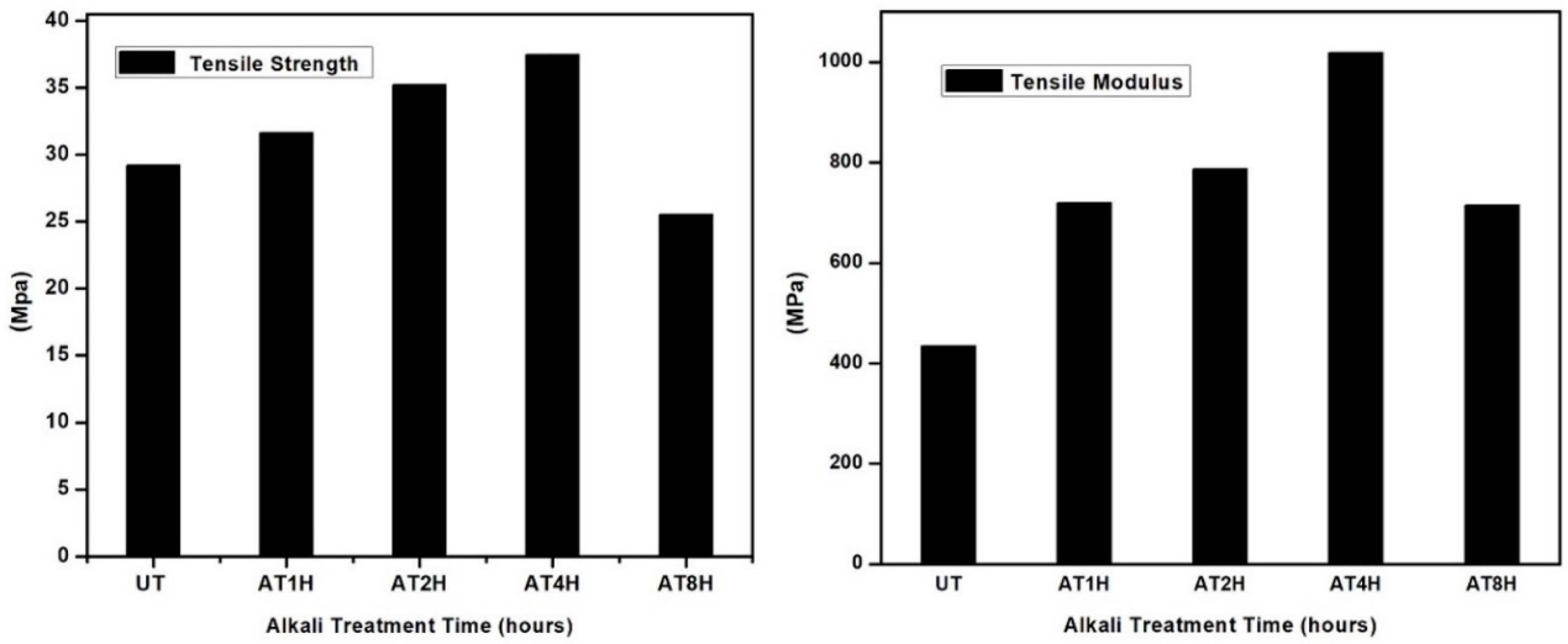
3.3. Tensile Strength Analysis of the Composites
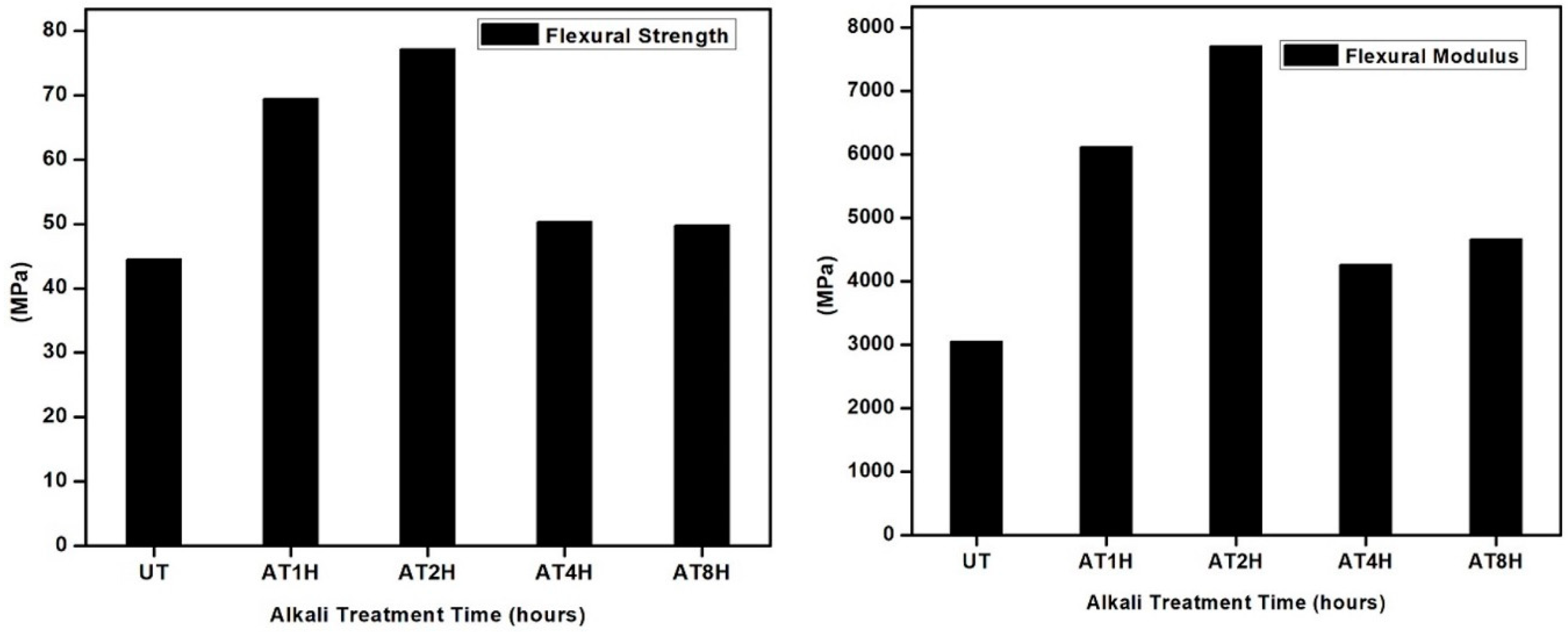
3.4. Flexural Strength Analysis of Composites
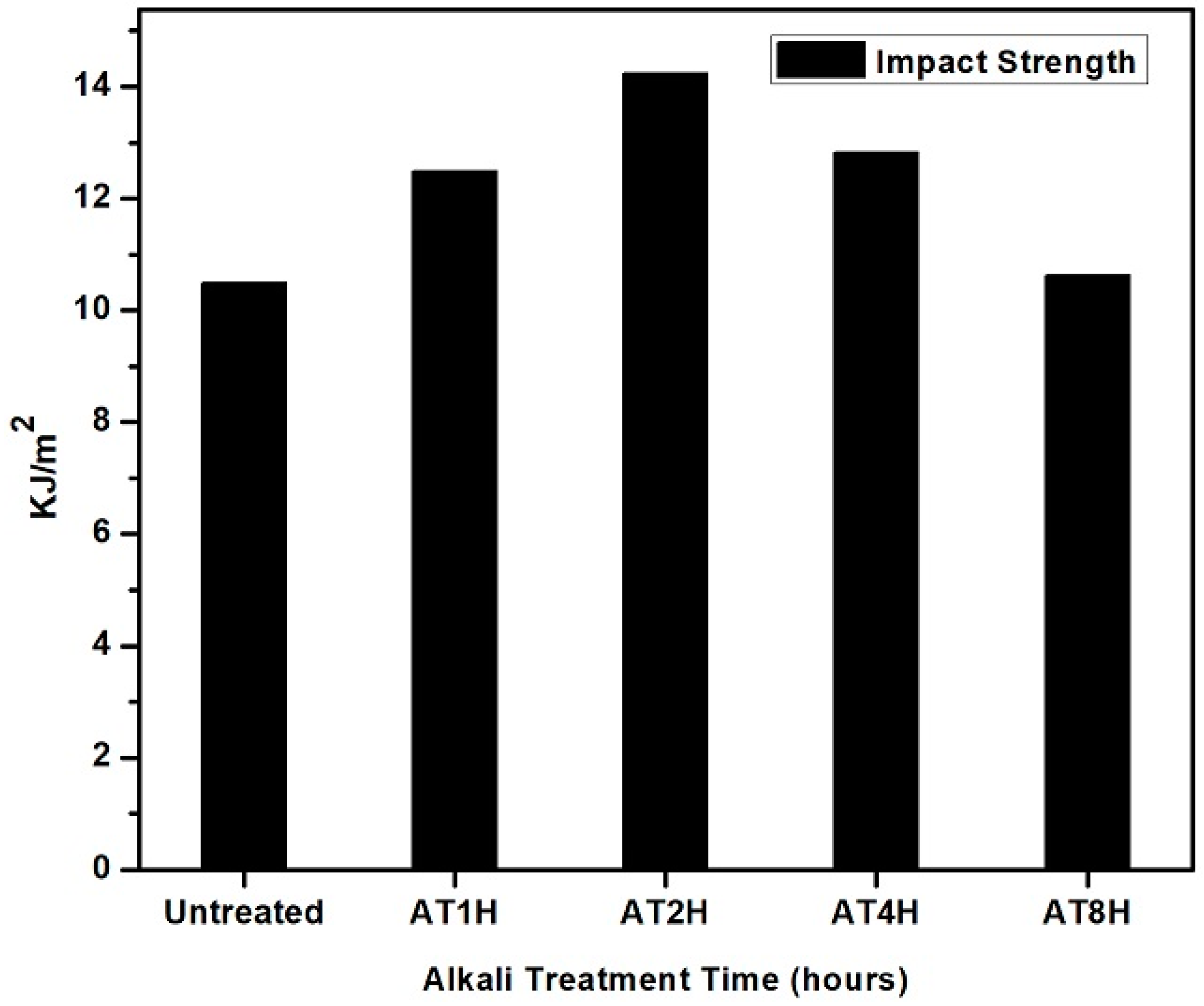
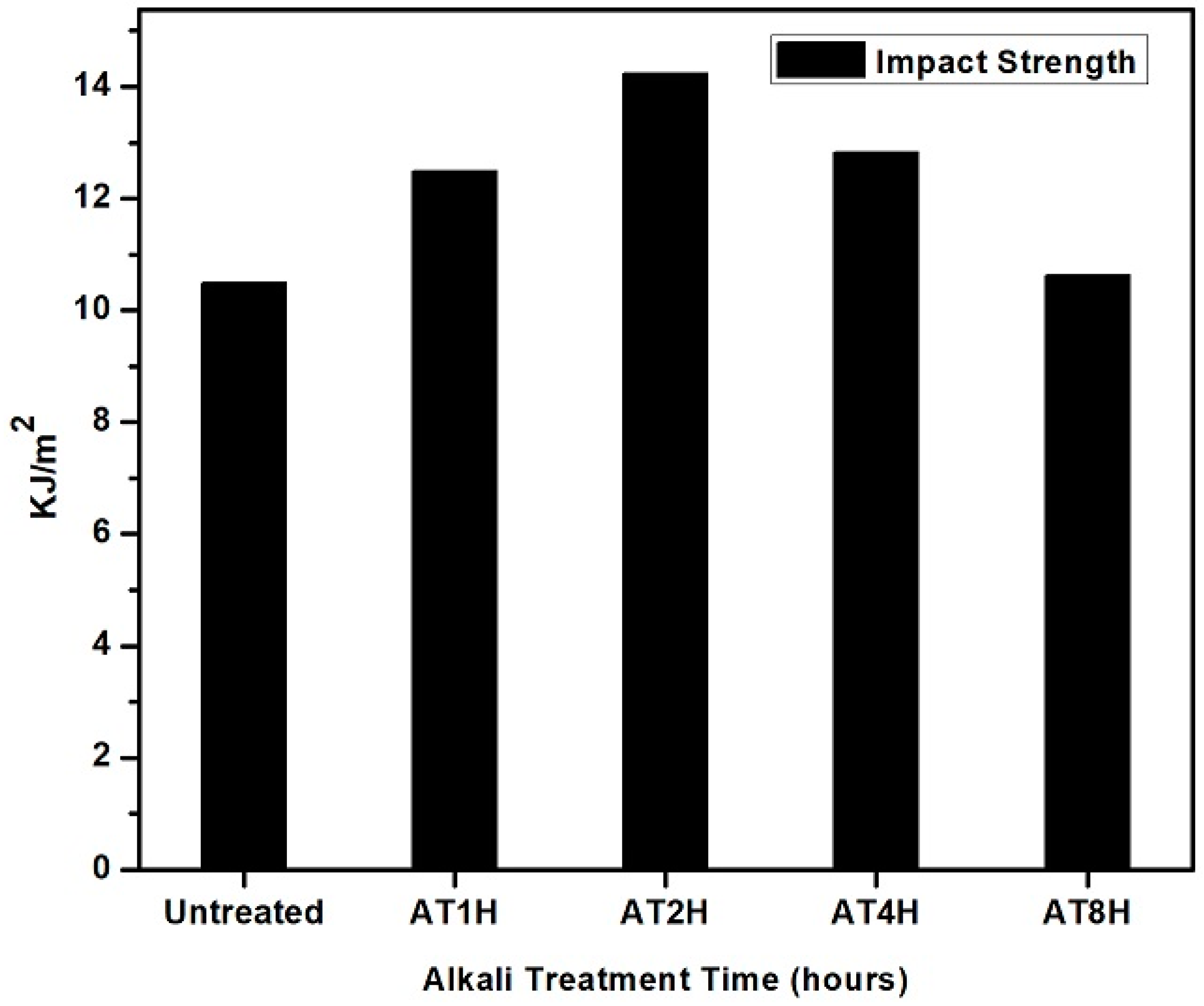
3.5. Impact Strength Analysis of Composites
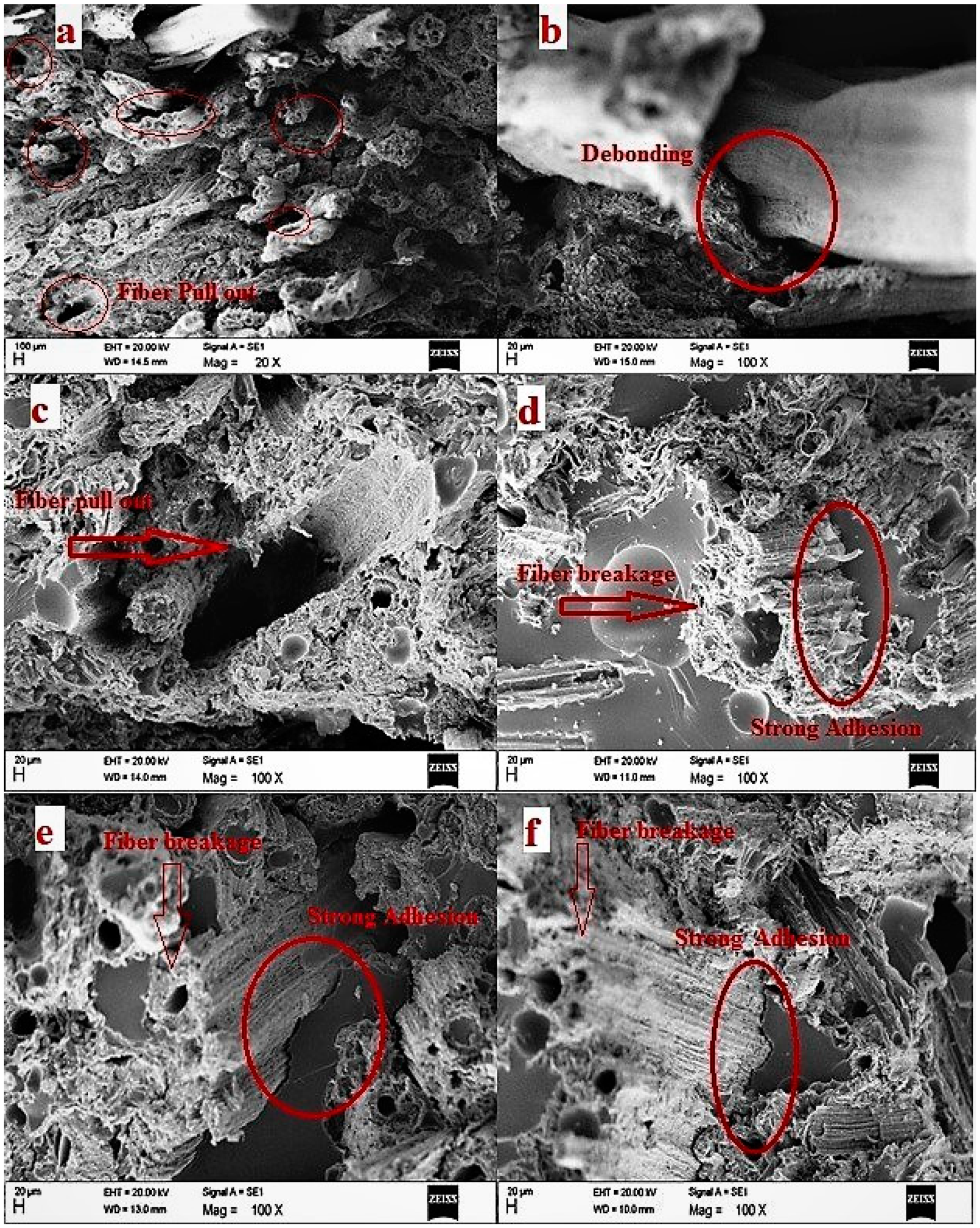
3.6. Scanning Electron Microscope Analysis
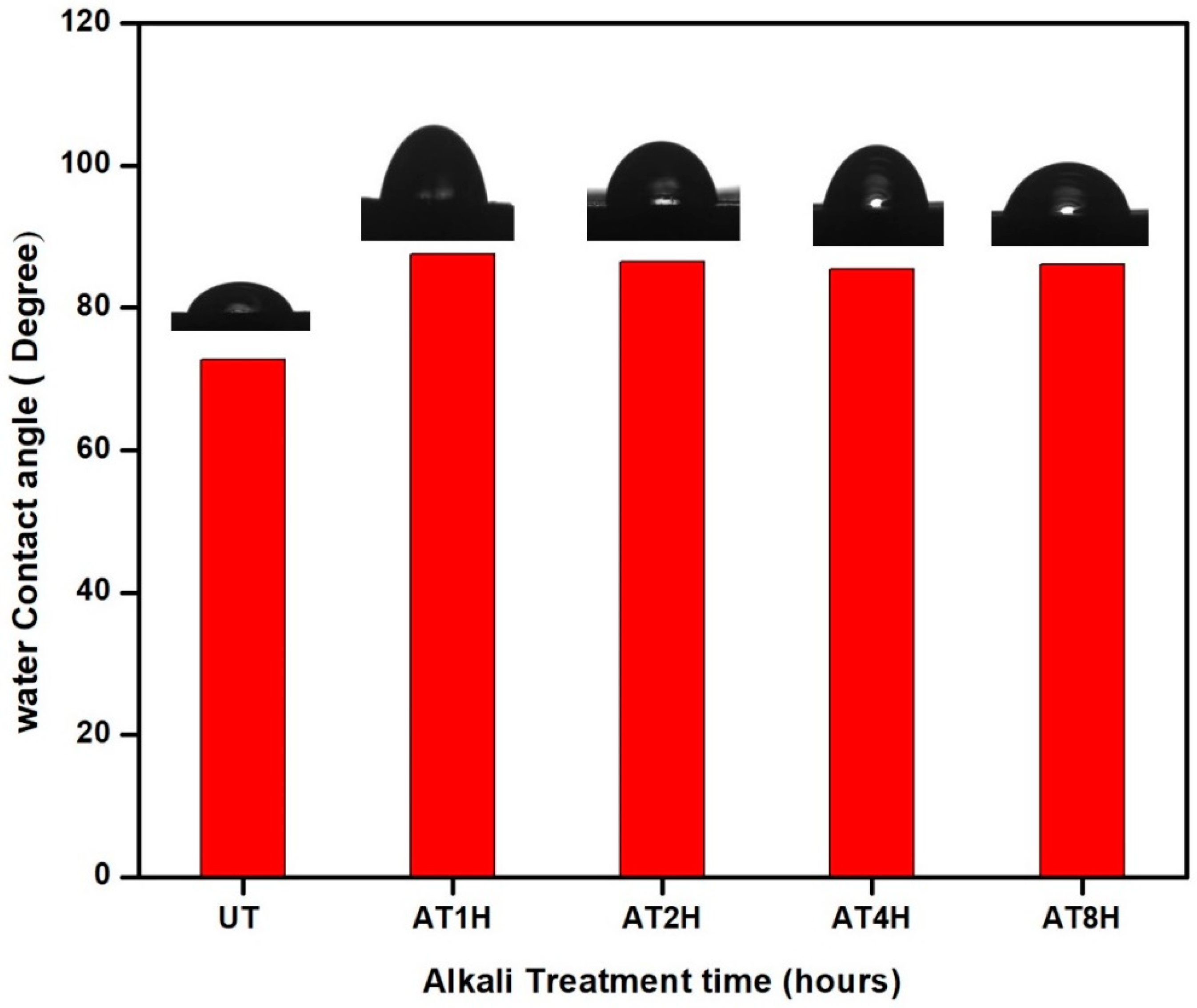
3.7. Wettability Studies of the Composites
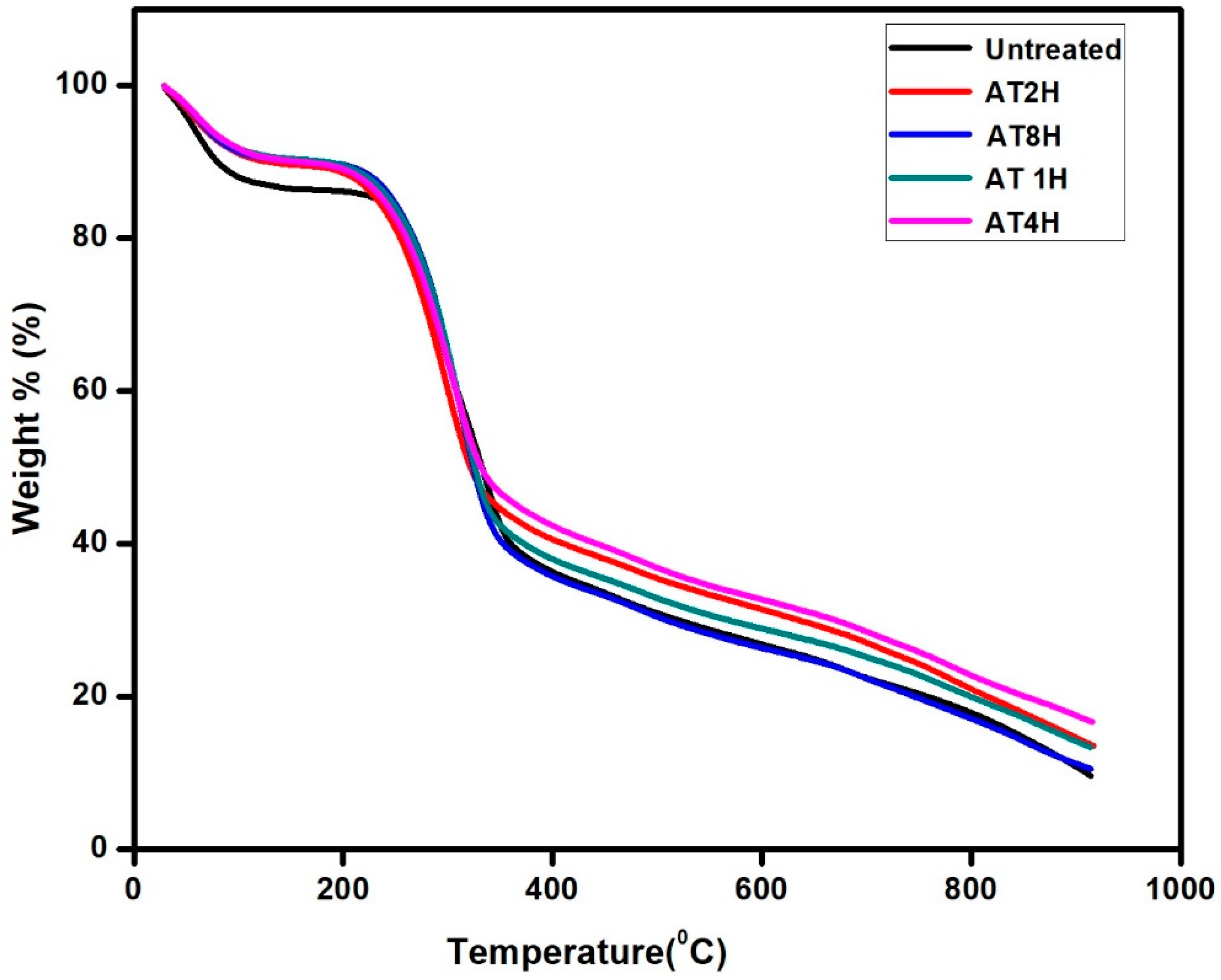
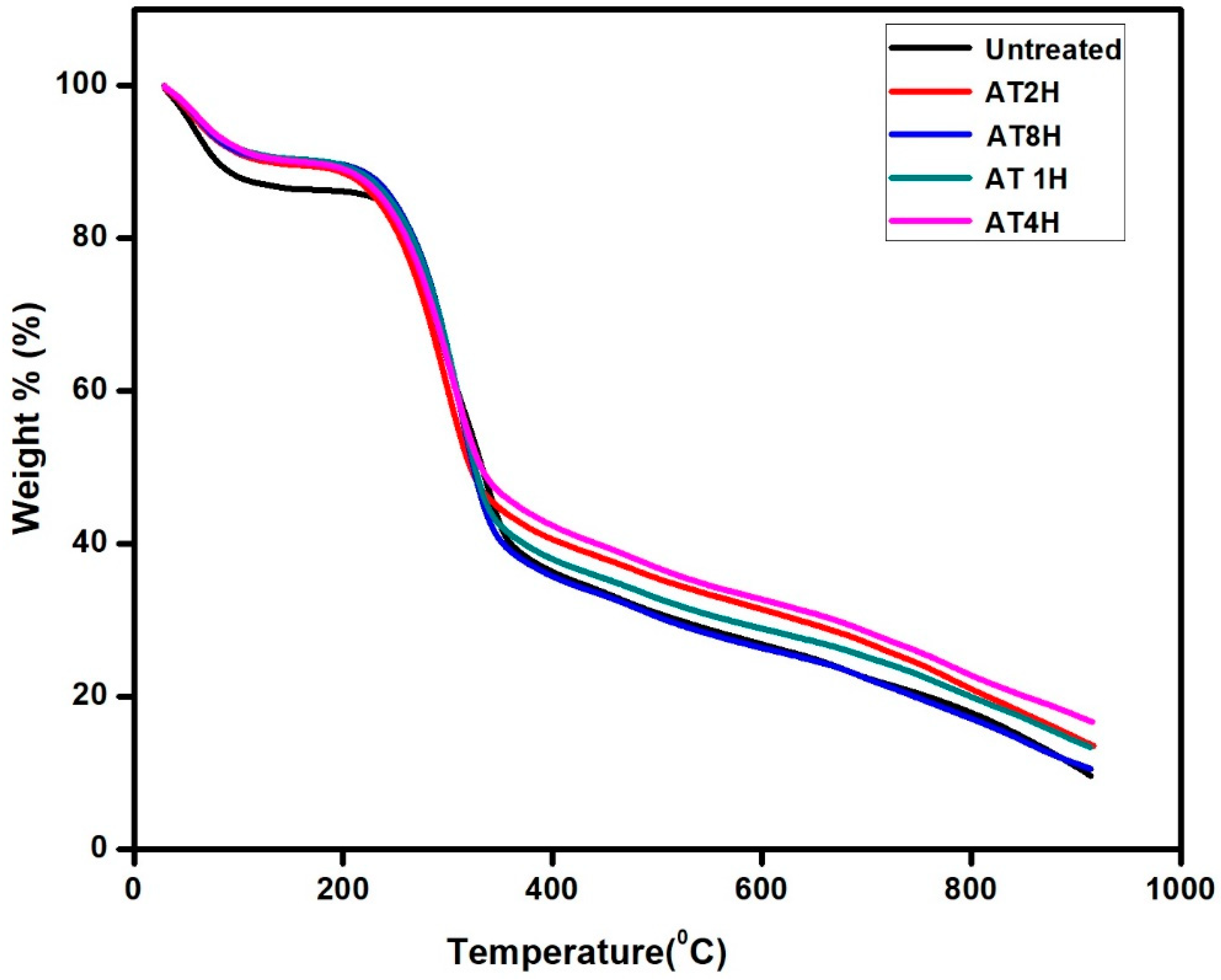
3.8. Thermal Analysis of the Composites
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Dedeepya, M.; Raju, T.D.; Kumar, T.J. Effect of Alkaline Treatment on Mechanical and Thermal Properties Oftypha Angustifolia Fiber Reinforced Composites. Int. J. Mech. Ind. Eng. 2012, 1, 12–14. [Google Scholar]
- Faruk, O.; Bledzki, A.K.; Fink, H.P.; Sain, M. Biocomposites reinforced with natural fibers: 2000–2010. Prog. Polym. Sci. 2012, 37, 1552–1596. [Google Scholar] [CrossRef]
- Li, X.; Tabil, L.G.; Panigrahi, S.; Crerar, W.J. The Influence of Fiber Content on Properties of Injection Molded Flax Fiber-HDPE Biocomposites. In Proceedings of the 2006 CSBE/SCGAB, Edmonton, AB, Canada, 16–19 July 2006. [Google Scholar] [CrossRef]
- Pil, L.; Bensadoun, F.; Pariset, J.; Verpoest, I. Why are designers fascinated by flax and hemp fibre composites? Compos. Part A Appl. Sci. Manuf. 2016, 83, 193–205. [Google Scholar] [CrossRef]
- Sanjay, M.R.; Arpitha, G.R.; Yogesha, B. Study on Mechanical Properties of Natural—Glass Fibre Reinforced Polymer Hybrid Composites: A Review. Mater. Today Proc. 2015, 2, 2959–2967. [Google Scholar] [CrossRef]
- Sliseris, J.; Yan, L.; Kasal, B. Numerical modelling of flax short fibre reinforced and flax fibre fabric reinforced polymer composites. Compos. Part B Eng. 2016, 89, 143–154. [Google Scholar] [CrossRef]
- Baldwin, B.; Cannon, A. Typha Review; Utah State University: Logan, UT, USA, 2007. [Google Scholar]
- Ramanaiah, K.; Ratna Prasad, A.V.; Chandra Reddy, K.H. Mechanical Properties and Thermal Conductivity of Typha angustifolia Natural Fiber–Reinforced Polyester Composites. Int. J. Polym. Anal. Charact. 2011, 16, 496–503. [Google Scholar] [CrossRef]
- Bajwa, D.S.; Sitz, E.D.; Bajwa, S.G.; Barnick, A.R. Evaluation of cattail (Typha spp.) for manufacturing composite panels. Ind. Crops Prod. 2015, 75, 195–199. [Google Scholar] [CrossRef]
- Wuzella, G.; Mahendran, A.R.; Bätge, T.; Jury, S.; Kandelbauer, A. Novel, binder-free fiber reinforced composites based on a renewable resource from the reed-like plant Typha sp. Ind. Crops Prod. 2011, 33, 683–689. [Google Scholar] [CrossRef]
- Ponnukrishnan, P.; Chithambara, T.M.; Richard, S. Mechanical Charactreisation of Typha Domingensis. Am. Int. J. Res. Sci. Technol. Eng. Math. 2014, 6, 241–244. [Google Scholar]
- Saba, N.; Paridah, M.T.; Jawaid, M. Mechanical properties of kenaf fibre reinforced polymer composite: A review. Constr. Build. Mater. 2015, 76, 87–96. [Google Scholar] [CrossRef]
- Gurunathan, T.; Mohanty, S.; Nayak, S.K. A review of the recent developments in biocomposites based on natural fibres and their application perspectives. Compos. Part A Appl. Sci. Manuf. 2015, 77, 1–25. [Google Scholar] [CrossRef]
- Saheb, D.N.; Jog, J.P. Natural Fiber Polymer Composites: A Review. Adv. Polym. Technol. 1999, 18, 351–363. [Google Scholar] [CrossRef]
- Jarukumjorn, K.; Suppakarn, N. Effect of glass fiber hybridization on properties of sisal fiber-polypropylene composites. Compos. Part B Eng. 2009, 40, 623–627. [Google Scholar] [CrossRef]
- Malkapuram, R.; Kumar, V.; Yuvraj Singh Negi, Y.S. Recent Development in Natural Fiber Reinforced Polypropylene Composites. J. Reinf. Plast. Compos. 2009, 28, 1169–1189. [Google Scholar] [CrossRef]
- Haghdan, S.; Smith, G.D. Natural fiber reinforced polyester composites: A literature review. J. Reinf. Plast. Compos. 2015, 34, 1179–1190. [Google Scholar] [CrossRef]
- Cai, M.; Takagi, H.; Nakagaito, A.N.; Li, Y.; Waterhouse, G.I.N. Effect of alkali treatment on interfacial bonding in abaca fiber-reinforced composites. Compos. Part A Appl. Sci. Manuf. 2016, 90, 589–597. [Google Scholar] [CrossRef]
- Zhou, Y.; Fan, M.; Chen, L. Interface and bonding mechanisms of plant fibre composites: An overview. Compos. Part B Eng. 2016, 101, 31–45. [Google Scholar] [CrossRef] [Green Version]
- Manalo, A.C.; Wani, E.; Zukarnain, N.A.; Karunasena, W.; Lau, K.T. Effects of alkali treatment and elevated temperature on the mechanical properties of bamboo fibre-polyester composites. Compos. Part B Eng. 2015, 80, 73–83. [Google Scholar] [CrossRef]
- El-Abbassi, F.E.; Assarar, M.; Ayad, R.; Lamdouar, N. Effect of alkali treatment on Alfa fibre as reinforcement for polypropylene based eco-composites: Mechanical behaviour and water ageing. Compos. Struct. 2015, 133, 451–457. [Google Scholar] [CrossRef]
- Goud, G.; Rao, R.N. Effect of fibre content and alkali treatment on mechanical properties of Roystonea regia-reinforced epoxy partially biodegradable composites. Bull. Mater. Sci. 2011, 34, 1575–1581. [Google Scholar] [CrossRef]
- Boopathi, L.; Sampath, P.S.; Mylsamy, K. Investigation of physical, chemical and mechanical properties of raw and alkali treated Borassus fruit fiber. Compos. Part B Eng. 2012, 43, 3044–3052. [Google Scholar] [CrossRef]
- Obi Reddy, K.; Uma Maheswari, C.; Shukla, M.; Song, J.I.; Varada Rajulu, A. Tensile and structural characterization of alkali treated Borassus fruit fine fibers. Compos. Part B Eng. 2013, 44, 433–438. [Google Scholar] [CrossRef]
- Mylsamy, K.; Rajendran, I. Influence of alkali treatment and fibre length on mechanical properties of short Agave fibre reinforced epoxy composites. Mater. Des. 2011, 32, 4629–4640. [Google Scholar] [CrossRef]
- Rahmani, H.; Najafi, S.H.M.; Ashori, A. Mechanical performance of epoxy/carbon fiber laminated composites. J. Reinf. Plast. Compos. 2014, 33, 733–740. [Google Scholar] [CrossRef]
- Sathishkumar, T.P.; Naveen, J.; Satheeshkumar, S. Hybrid fiber reinforced polymer composites—A review. J. Reinf. Plast. Compos. 2014, 33, 454–471. [Google Scholar] [CrossRef]
- Khan, Z.; Yousif, B.F.; Islam, M. Fracture behaviour of bamboo fiber reinforced epoxy composites. Compos. Part B Eng. 2017, 116, 186–199. [Google Scholar] [CrossRef]
- Arkles, B.; Pan, Y. Hydrophobicity, Hydrophilicity and Silane Surface Modification; Gelest Inc.: Morrisville, PA, USA, 2011. [Google Scholar]
- Ucar, I.O.; Cansoy, C.E.; Erbil, H.Y.; Pettitt, M.E.; Callow, M.E.; Callow, J.A. Effect of contact angle hysteresis on the removal of the sporelings of the green alga Ulva from the fouling-release coatings synthesized from polyolefin polymers. Biointerphases 2010, 5, 75–84. [Google Scholar] [CrossRef] [PubMed]
- Chen, H.; Zhang, W.; Wang, X.; Wang, H.; Wu, Y.; Zhong, T.; Fei, B. Effect of alkali treatment on wettability and thermal stability of individual bamboo fibers. J. Wood Sci. 2018, 64, 398–405. [Google Scholar] [CrossRef]
- Chowdhury, M.N.K.; Beg, M.D.H.; Khan, M.R.; Mina, M.F. Modification of oil palm empty fruit bunch fibers by nanoparticle impregnation and alkali treatment. Cellulose 2013, 20, 1477–1490. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Typha Fiber Reinforced Epoxy Composites | Interfacial Shear Strength (IFSS) Mpa |
|---|---|
| Untreated | 2.24 |
| AT1H | 2.718 |
| AT2H | 3.753 |
| AT4H | 3.96 |
| AT8H | 4.185 |
| Fiber/Epoxy Composites | Tensile Strength (Mpa) | Flexural Strength (MPa) | Impact Strength | References |
|---|---|---|---|---|
| Carbon fiber/epoxy | 329 | 525 | 0.4 (J/m) | Rahmai et al. (2014) [26] |
| Glass fiber/epoxy | 179 | 297 | 1.84 (J) | Sathishkumar et al. (2014) [27] |
| Typha fiber/epoxy | 37 | 77 | 14 KJ/m2 | This work |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rizal, S.; Ikramullah; Gopakumar, D.A.; Thalib, S.; Huzni, S.; Abdul Khalil, H.P.S. Interfacial Compatibility Evaluation on the Fiber Treatment in the Typha Fiber Reinforced Epoxy Composites and Their Effect on the Chemical and Mechanical Properties. Polymers 2018, 10, 1316. https://doi.org/10.3390/polym10121316
Rizal S, Ikramullah, Gopakumar DA, Thalib S, Huzni S, Abdul Khalil HPS. Interfacial Compatibility Evaluation on the Fiber Treatment in the Typha Fiber Reinforced Epoxy Composites and Their Effect on the Chemical and Mechanical Properties. Polymers. 2018; 10(12):1316. https://doi.org/10.3390/polym10121316
Chicago/Turabian StyleRizal, Samsul, Ikramullah, Deepu A. Gopakumar, Sulaiman Thalib, Syifaul Huzni, and H. P. S. Abdul Khalil. 2018. "Interfacial Compatibility Evaluation on the Fiber Treatment in the Typha Fiber Reinforced Epoxy Composites and Their Effect on the Chemical and Mechanical Properties" Polymers 10, no. 12: 1316. https://doi.org/10.3390/polym10121316