Effect of Low-Temperature Pyrolysis on the Properties of Jute Fiber-Reinforced Acetylated Softwood Kraft Lignin-Based Thermoplastic Polyurethane


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Acetylation of Softwood Kraft Lignin (SKL)
2.3. Preparation of ASKL-Based Thermoplastic Polyurethane (ASKLTPU30)
2.4. Low-Temperature Pyrolysis of Jute Fiber
2.5. Preparation of JF Reinforced ASKLTPU
2.6. Characterizations of JF-Reinforced ASKLTPU
2.6.1. Fourier Transform Infrared (FTIR) Spectroscopy
2.6.2. Scanning Electron Microscopy (SEM) Analysis
2.6.3. Single-Fiber Pull-Out Test
2.6.4. Tensile Test
2.6.5. Frequency Distributions of Reinforcements
2.6.6. Dynamic Mechanical Thermal Analysis (DMA)
2.6.7. Differential Scanning Calorimetry (DSC)
2.6.8. X-ray Diffraction Analysis (XRD)
2.6.9. Thermogravimetric Analysis (TGA)
2.6.10. Water Absorption
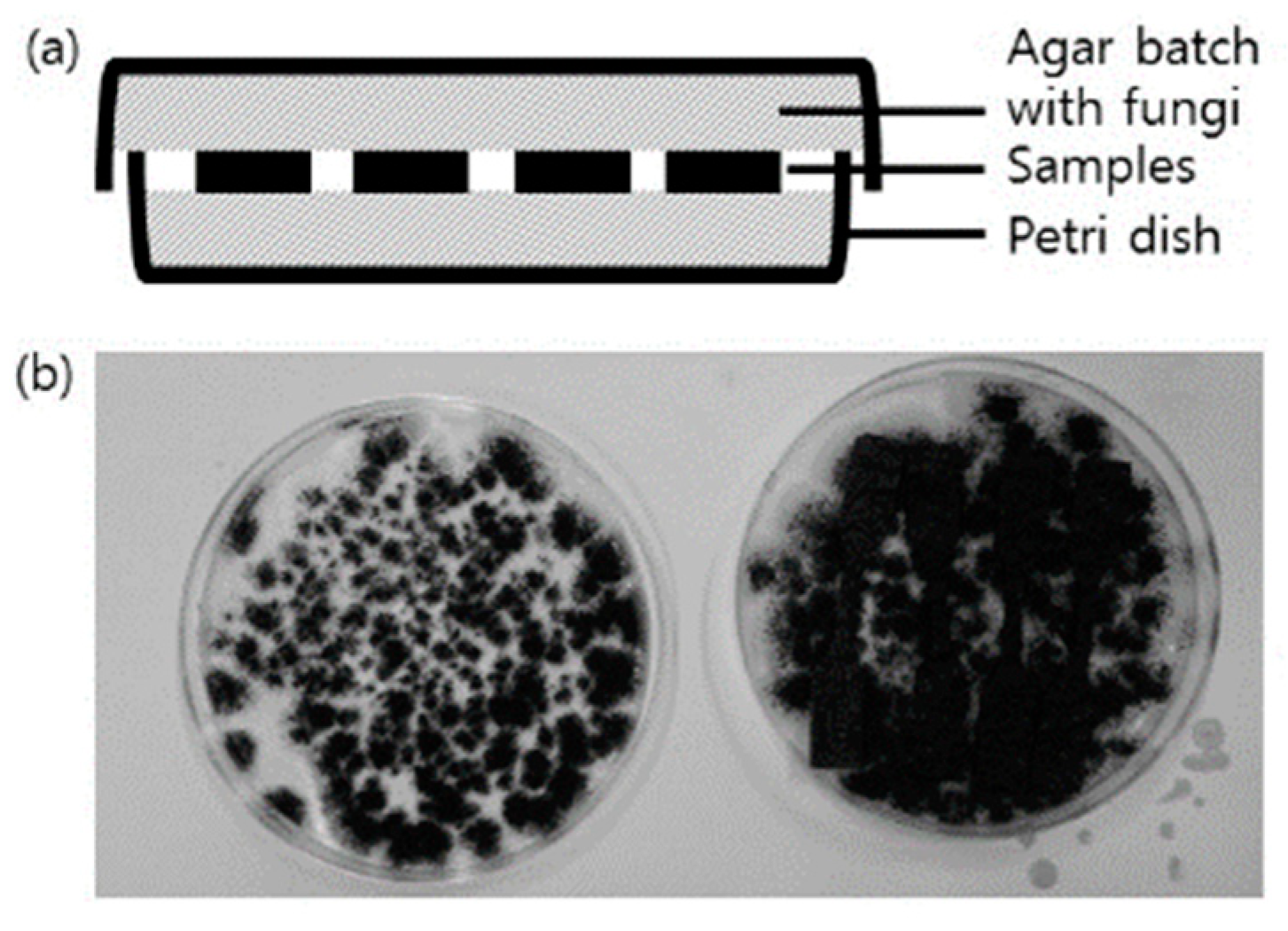
2.6.11. Degradation Test
3. Results and Discussion
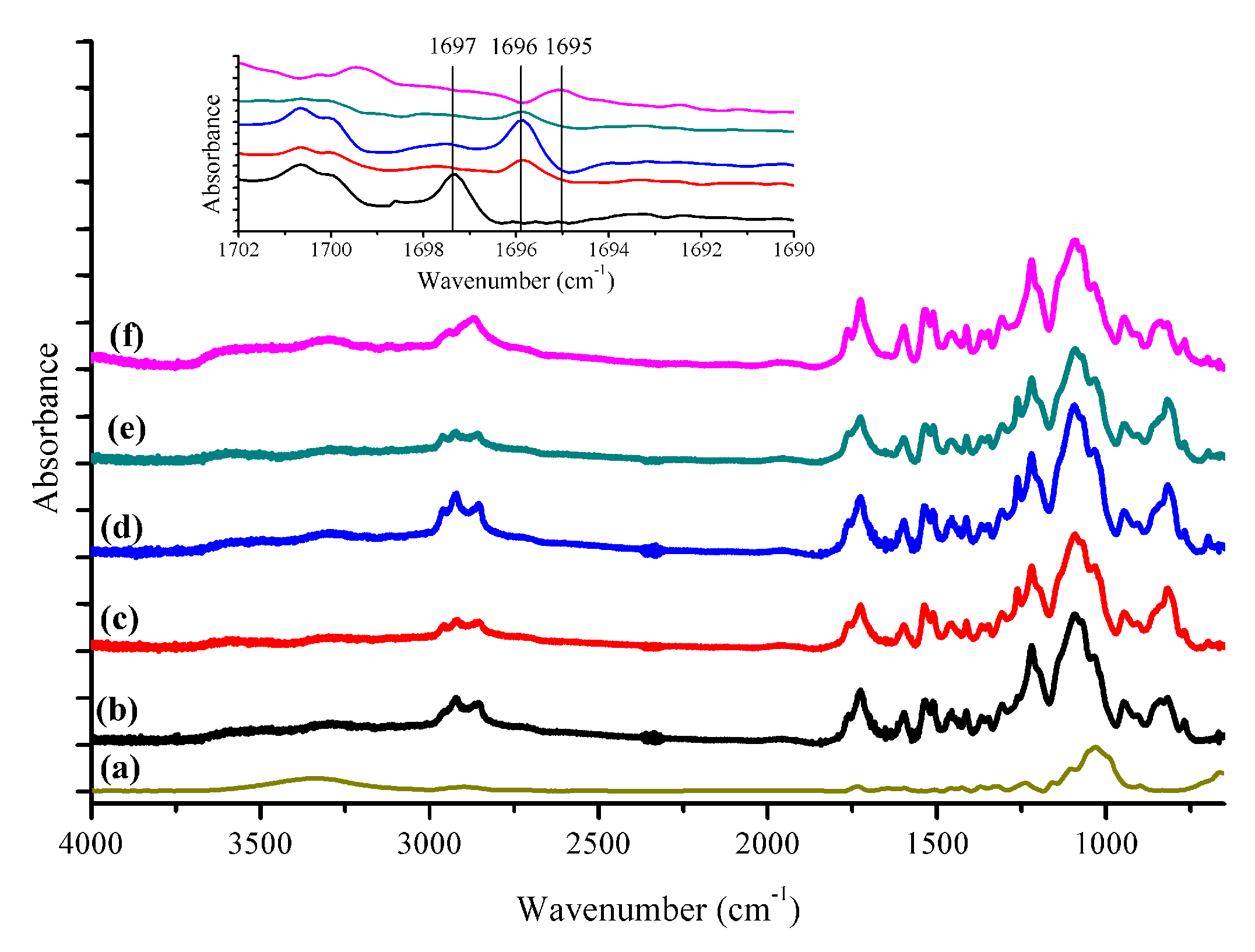
3.1. FTIR Spectroscopy Analysis
3.2. Morphological Aspects and Interfacial Bonding
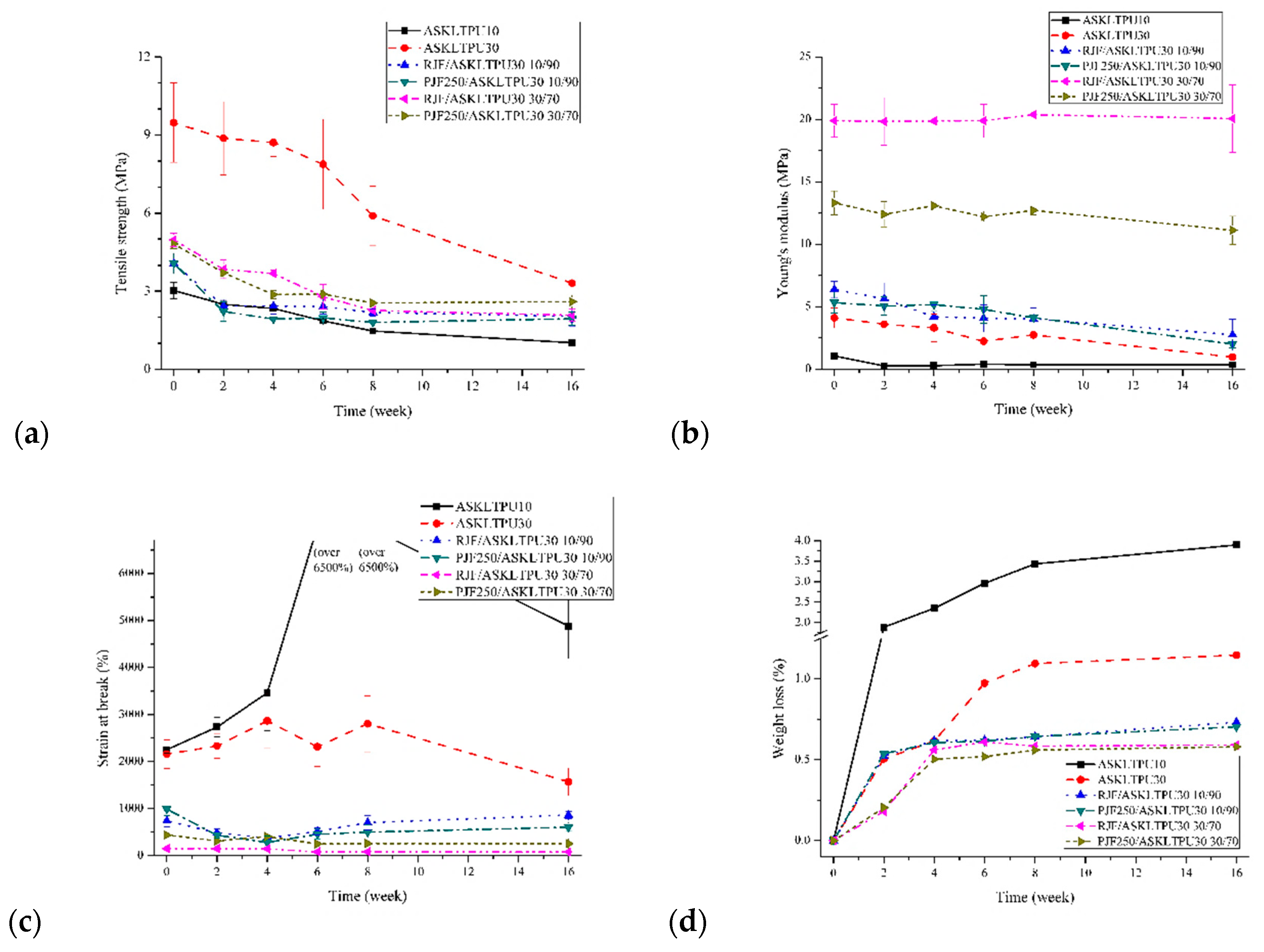
3.3. Mechanical Properties
3.4. Prediction of Elastic Modulus
3.5. Dynamic Mechanical Thermal Analysis (DMA)
3.6. Thermal Transition Behavior
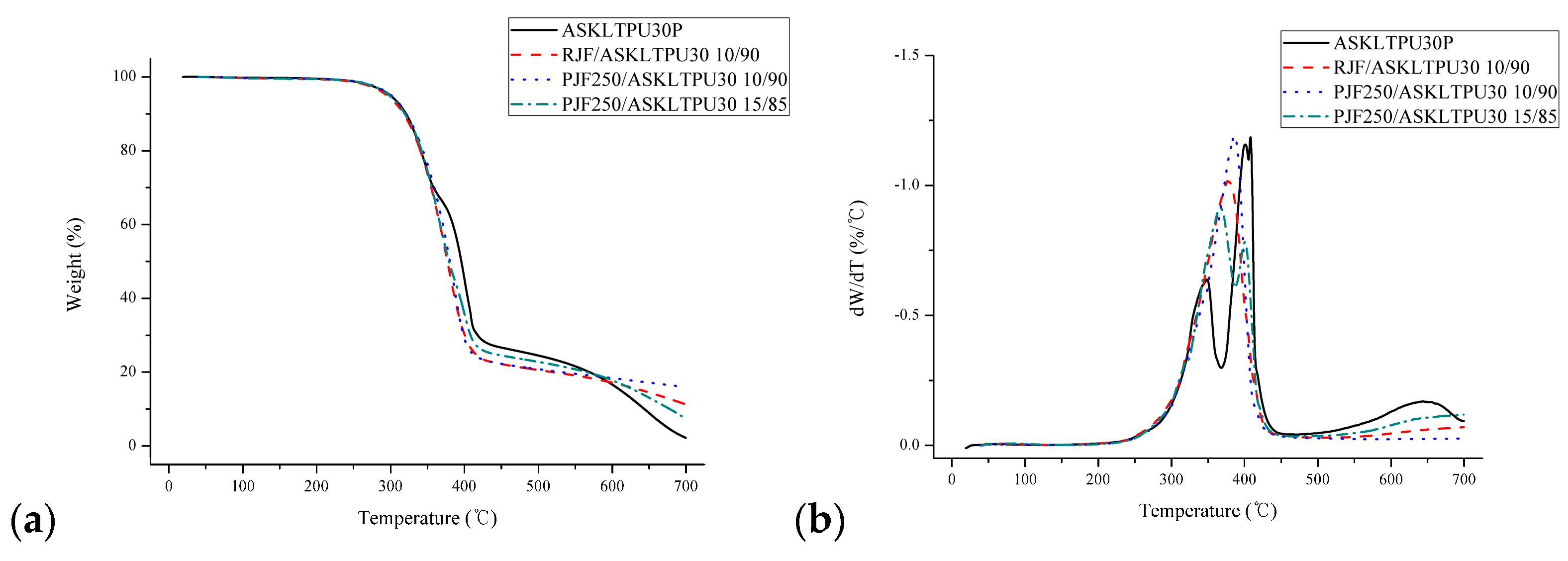
3.7. Thermal Stability
3.8. Water Absorption
3.9. Degradation Test
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- Argyropoulos, D.S.; Menachem, S.B. Lignin. In Biopolymers from Renewable Resources; Kaplan, D.L., Ed.; Springer: Berlin/Heidelberg, Germany, 1998; pp. 292–322. [Google Scholar]
- Vishtal, A.G.; Kraslawski, A. Challenges in industrial applications of technical lignins. BioResources 2011, 6, 3547–3568. [Google Scholar] [CrossRef]
- Ragauskas, A.J.; Williams, C.K.; Davison, B.H.; Britovsek, G.; Cairney, J.; Eckert, C.A.; Frederick, W.J.; Hallett, J.P.; Leak, D.J.; Liotta, C.L.; et al. The Path Forward for Biofuels and Biomaterials. Science 2006, 311, 484–489. [Google Scholar] [CrossRef] [PubMed]
- Ragauskas, A.J.; Beckham, G.T.; Biddy, M.J.; Chandra, R.; Chen, F.; Davis, M.F.; Davison, B.H.; Dixon, R.A.; Gilna, P.; Keller, M.; et al. Lignin Valorization: Improving Lignin Processing in the Biorefinery. Science 2014, 344, 1246843. [Google Scholar] [CrossRef] [PubMed]
- Chatterjee, S.; Saito, T. Lignin-Derived Advanced Carbon Materials. ChemSusChem 2015, 8, 3941–3958. [Google Scholar] [CrossRef] [PubMed]
- Chung, Y.-L.; Olsson, J.V.; Li, R.J.; Frank, C.W.; Waymouth, R.M.; Billington, S.L.; Sattely, E.S. A Renewable Lignin–Lactide Copolymer and Application in Biobased Composites. ACS Sustain. Chem. Eng. 2013, 1, 1231–1238. [Google Scholar] [CrossRef]
- Martínez, Á.T.; Speranza, M.; Ruiz-Dueñas, F.J.; Ferreira, P.; Camarero, S.; Guillén, F.; Martínez, M.J.; Gutiérrez, A.; Del Río, J.C. Biodegradation of lignocellulosics: Microbial, chemical, and enzymatic aspects of the fungal attack of lignin. Int. Microbiol. 2005, 8, 195–204. [Google Scholar] [PubMed]
- Sánchez, C. Lignocellulosic residues: Biodegradation and bioconversion by fungi. Biotechnol. Adv. 2009, 27, 185–194. [Google Scholar] [CrossRef] [PubMed]
- Lora, J.H.; Glasser, W.G. Recent Industrial Applications of Lignin: A Sustainable Alternative to Nonrenewable Materials. J. Polym. Environ. 2002, 10, 39–48. [Google Scholar] [CrossRef]
- Li, C.; Zhao, X.; Wang, A.; Huber, G.W.; Zhang, T. Catalytic Transformation of Lignin for the Production of Chemicals and Fuels. Chem. Rev. 2015, 115, 11559–11624. [Google Scholar] [CrossRef]
- Kratzl, K.; Buchtela, K.; Gratzl, J.; Zauner, J.; Ettinghausen, O. Lignin and plastics. The reactions of lignin with phenol and isocyanates. Tappi 1962, 45, 113–119. [Google Scholar]
- Saito, T.; Perkins, J.H.; Jackson, D.C.; Trammel, N.E.; Hunt, M.A.; Naskar, A.K. Development of lignin-based polyurethane thermoplastics. RSC Adv. 2013, 3, 21832–21840. [Google Scholar] [CrossRef]
- Simionescu, C.I.; Rusan, V.; Macoveanu, M.M.; Cazacu, G.; Lipsa, R.; Vasile, C.; Stoleriu, A.; Ioanid, A. Lignin/epoxy composites. Compos. Sci. Technol. 1993, 48, 317–323. [Google Scholar] [CrossRef]
- Stewart, D. Lignin as a base material for materials applications: Chemistry, application and economics. Ind. Crop. Prod. 2008, 27, 202–207. [Google Scholar] [CrossRef]
- El Mansouri, N.E.; Yuan, Q.; Huang, F. Synthesis and characterization of kraft lignin-based epoxy resins. BioResources 2011, 6, 2492–2503. [Google Scholar] [CrossRef]
- Dolenko, A.J.; Clarke, M.R. Resin binders from kraft lignin. For. Prod. J. 1978, 28, 41–46. [Google Scholar]
- Liu, Y.; Li, K. Preparation and characterization of demethylated lignin-polyethylenimine adhesives. J. Adhes. 2006, 82, 593–605. [Google Scholar] [CrossRef]
- Kubo, S.; Kadla, J.F. Poly(ethylene oxide)/organosolv lignin blends: Relationship between thermal properties, chemical structure, and blend behavior. Macromolecules 2004, 37, 6904–6911. [Google Scholar] [CrossRef]
- Rowell, R.M.; Stout, H.P. Jute and kenaf. In Handbook of Fiber Chemistry; CRC/Taylor Francis: Boca Raton, FL, USA, 2007; pp. 409–456. [Google Scholar]
- Faruk, O.; Bledzki, A.K.; Fink, H.-P.; Sain, M. Biocomposites reinforced with natural fibers: 2000–2010. Prog. Polym. Sci. 2012, 37, 1552–1596. [Google Scholar] [CrossRef]
- Faruk, O.; Bledzki, A.K.; Fink, H.-P.; Sain, M. Progress Report on Natural Fiber Reinforced Composites. Macromol. Mater. Eng. 2014, 299, 9–26. [Google Scholar] [CrossRef]
- Mohanty, A.K.; Misra, M.; Hinrichsen, G. Biofibres, biodegradable polymers and biocomposites: An overview. Macromol. Mater. Eng. 2000, 276. [Google Scholar] [CrossRef]
- John, M.J.; Thomas, S. Biofibres and biocomposites. Carbohydr. Polym. 2008, 71, 343–364. [Google Scholar] [CrossRef]
- Moriana, R.; Vilaplana, F.; Karlsson, S.; Ribes, A. Correlation of chemical, structural and thermal properties of natural fibres for their sustainable exploitation. Carbohydr. Polym. 2014, 112, 422–431. [Google Scholar] [CrossRef] [PubMed]
- Bozaci, E.; Sever, K.; Demir, A.; Seki, Y.; Sarikanat, M.; Ozdogan, E. Effect of the atmospheric plasma treatment parameters on surface and mechanical properties of jute fabric. Fibers Polym. 2009, 10, 781–786. [Google Scholar] [CrossRef]
- Seki, Y.; Sarikanat, M.; Sever, K.; Erden, S.; Ali Gulec, H. Effect of the low and radio frequency oxygen plasma treatment of jute fiber on mechanical properties of jute fiber/polyester composite. Fibers Polym. 2010, 11, 1159–1164. [Google Scholar] [CrossRef]
- Gassan, J.; Bledzki, A.K. Alkali treatment of jute fibers: Relationship between structure and mechanical properties. J. Appl. Polym. Sci. 1999, 71, 623–629. [Google Scholar] [CrossRef]
- Reed, A.R.; Williams, P.T. Thermal processing of biomass natural fibre wastes by pyrolysis. Int. J. Energy Res. 2004, 28, 131–145. [Google Scholar] [CrossRef]
- Yan, W.; Acharjee, T.C.; Coronella, C.J.; Vásquez, V.R. Thermal pretreatment of lignocellulosic biomass. Environ. Prog. Sustain. Energy 2009, 28, 435–440. [Google Scholar] [CrossRef]
- Jeong, H.; Roh, H.-G.; Lee, J.; Park, J. Low-temperature pyrolysis on jute fibers as a thermochemical modification method. Fibers Polym. 2016, 17, 540–552. [Google Scholar] [CrossRef]
- Yang, H.P.; Yan, R.; Chen, H.P.; Lee, D.H.; Zheng, C.G. Characteristics of hemicellulose, cellulose and lignin pyrolysis. Fuel 2007, 86, 1781–1788. [Google Scholar] [CrossRef]
- Orfão, J.J.M.; Antunes, F.J.A.; Figueiredo, J.L. Pyrolysis kinetics of lignocellulosic materials—Three independent reactions model. Fuel 1999, 78, 349–358. [Google Scholar] [CrossRef]
- Rong, M.Z.; Zhang, M.Q.; Liu, Y.; Yang, G.C.; Zeng, H.M. The effect of fiber treatment on the mechanical properties of unidirectional sisal-reinforced epoxy composites. Compos. Sci. Technol. 2001, 61, 1437–1447. [Google Scholar] [CrossRef]
- Ochi, S. Development of high strength biodegradable composites using Manila hemp fiber and starch-based biodegradable resin. Compos. Part A-Appl. Sci. Manuf. 2006, 37, 1879–1883. [Google Scholar] [CrossRef]
- Chanda, M.; Roy, S.K. Plastics Technology Handbook, 4th ed.; CRC Press: Boca Raton, FL, USA, 2006. [Google Scholar]
- Wilberforce, S.; Hashemi, S. Effect of fibre concentration, strain rate and weldline on mechanical properties of injection-moulded short glass fibre reinforced thermoplastic polyurethane. J. Mater. Sci. 2009, 44, 1333–1343. [Google Scholar] [CrossRef]
- Mizera, K.; Auguścik, M.; Woronka, D.; Lipert, K.; Kalarus, W.; Ryszkowska, J. Polyurethane composites with mixture of carbon fibers and glass frit. Polimery 2016, 61, 307–315. [Google Scholar] [CrossRef]
- Kutty, S.L.K.N.; Nando, G.K.B. Stress relaxation behavior of short kevlar fiber-reinforced thermoplastic polyurethane. J. Appl. Polym. Sci. 1991, 42, 1835–1844. [Google Scholar] [CrossRef]
- Kutty, S.K.N.; Chaki, T.K.; Nando, G.B. Thermal degradation of short kevlar fibrethermoplastic polyurethane composite. Polym. Degrad. Stab. 1992, 38, 187–192. [Google Scholar] [CrossRef] [Green Version]
- Fu, S.; Yu, B.; Duan, L.; Bai, H.; Chen, F.; Wang, K.; Deng, H.; Zhang, Q.; Fu, Q. Combined effect of interfacial strength and fiber orientation on mechanical performance of short Kevlar fiber reinforced olefin block copolymer. Compos. Sci. Technol. 2015, 108, 23–31. [Google Scholar] [CrossRef]
- Hintze, C.; Boldt, R.; Wiessner, S.; Heinrich, G. Influence of processing on morphology in short aramid fiber reinforced elastomer compounds. J. Appl. Polym. Sci. 2013, 130, 1682–1690. [Google Scholar] [CrossRef]
- Shibulal, G.S.; Naskar, K. Structurally different short aramid fiber–reinforced thermoplastic polyurethane. Polym. Compos. 2013, 35, 1767–1778. [Google Scholar] [CrossRef]
- Vajrasthira, C.; Amornsakchai, T.; Bualek-Limcharoen, S. Fiber–matrix interactions in aramid-short-fiber-reinforced thermoplastic polyurethane composites. J. Appl. Polym. Sci. 2002, 87, 1059–1067. [Google Scholar] [CrossRef]
- Jiang, S.; Li, Q.; Zhao, Y.; Wang, J.; Kang, M. Effect of surface silanization of carbon fiber on mechanical properties of carbon fiber reinforced polyurethane composites. Compos. Sci. Technol. 2015, 110, 87–94. [Google Scholar] [CrossRef]
- Saralegi, A.; Gonzalez, M.L.; Valea, A.; Eceiza, A.; Corcuera, M.A. The role of cellulose nanocrystals in the improvement of the shape-memory properties of castor oil-based segmented thermoplastic polyurethanes. Compos. Sci. Technol. 2014, 92, 27–33. [Google Scholar] [CrossRef]
- Tayfun, U.; Kanbur, Y.; Abaci, U.; Guney, H.Y.; Bayramli, E. Mechanical, flow and electrical properties of thermoplastic polyurethane/fullerene composites: Effect of surface modification of fullerene. Compos. Part B-Eng. 2015, 80, 101–107. [Google Scholar] [CrossRef]
- El-Shekeil, Y.A.; Salit, M.S.; Abdan, K.; Zainudin, E.S. Development of a new kenaf bast fiber-reinforced thermoplastic polyurethane composite. BioResources 2011, 6, 4662–4672. [Google Scholar] [CrossRef]
- El-Shekeil, Y.A.; Sapuan, S.M.; Khalina, A.; Zainudin, E.S.; Al-Shuja’a, O.M. Effect of alkali treatment on mechanical and thermal properties of Kenaf fiber-reinforced thermoplastic polyurethane composite. J. Therm. Anal. Calorim. 2012, 109, 1435–1443. [Google Scholar] [CrossRef]
- El-Shekeil, Y.A.; Sapuan, S.M.; Abdan, K.; Zainudin, E.S.; Al-Shuja’A, O.M. Effect of pMDI isocyanate additive on mechanical and thermal properties of Kenaf fibre reinforced thermoplastic polyurethane composites. Bull. Mater. Sci. 2012, 35, 1151–1155. [Google Scholar] [CrossRef]
- El-Shekeil, Y.A.; Sapuan, S.M.; Abdan, K.; Zainudin, E.S. Influence of fiber content on the mechanical and thermal properties of Kenaf fiber reinforced thermoplastic polyurethane composites. Mater. Des. 2012, 40, 299–303. [Google Scholar] [CrossRef]
- El-Shekeil, Y.A.; Sapuan, S.M.; Algrafi, M.W. Effect of fiber loading on mechanical and morphological properties of cocoa pod husk fibers reinforced thermoplastic polyurethane composites. Mater. Des. 2014, 64, 330–333. [Google Scholar] [CrossRef]
- Datta, J.; Kopczyńska, P. Effect of kenaf fibre modification on morphology and mechanical properties of thermoplastic polyurethane materials. Ind. Crops Prod. 2015, 74, 566–576. [Google Scholar] [CrossRef]
- Sapuan, S.M.; Pua, F.-L.; El-Shekeil, Y.A.; Al-Oqla, F.M. Mechanical properties of soil buried kenaf fibre reinforced thermoplastic polyurethane composites. Mater. Des. 2013, 50, 467–470. [Google Scholar] [CrossRef] [Green Version]
- Tayfun, U.; Dogan, M.; Bayramli, E. Effect of surface modification of rice straw on mechanical and flow properties of TPU-based green composites. Polym. Compos. 2016, 37, 1596–1602. [Google Scholar] [CrossRef]
- Reulier, M.; Perrin, R.; Avérous, L. Biocomposites based on chemically modified cellulose fibers with renewable fatty-acid-based thermoplastic systems: Effect of different fiber treatments. J. Appl. Polym. Sci. 2016, 133. [Google Scholar] [CrossRef]
- Jeong, H.; Park, J.; Kim, S.; Lee, J.; Ahn, N.; Roh, H.-G. Preparation and characterization of thermoplastic polyurethanes using partially acetylated kraft lignin. Fibers Polym. 2013, 14, 1082–1093. [Google Scholar] [CrossRef]
- Jeong, H.; Park, J.; Kim, S.; Lee, J.; Cho, J.W. Use of acetylated softwood kraft lignin as filler in synthetic polymers. Fibers Polym. 2012, 13, 1310–1318. [Google Scholar] [CrossRef]
- Valadez-Gonzalez, A.; Cervantes-Uc, J.M.; Olayo, R.; Herrera-Franco, P.J. Effect of fiber surface treatment on the fiber-matrix bond strength of natural fiber reinforced composites. Compos. Part B-Eng. 1999, 30, 309–320. [Google Scholar] [CrossRef]
- Lazim, Y.; Salit, S.M.; Zainudin, E.S.; Mustapha, M.; Jawaid, M. Effect of alkali treatment on the physical, mechanical, and morphological properties of waste betel nut (Areca catechu) husk fibre. BioResources 2014, 9, 7721–7736. [Google Scholar] [CrossRef]
- Matthews, F.L.; Rawlings, R.D. 2—Reinforcements and the reinforcement–matrix interface. In Composite Materials; Matthews, F.L., Rawlings, R.D., Eds.; Woodhead Publishing: Cambridge, UK, 1999; pp. 29–77. [Google Scholar]
- ASTM International. ASTM D638—10: Standard Test Method for Tensile Properties of Plastics; ASTM International: West Conshohocken, PA, USA, 2010. [Google Scholar] [CrossRef]
- ASTM International. ASTM D570—98: Standard Test Method for Water Absorption of Plastics; ASTM International: West Conshohocken, PA, USA, 1998. [Google Scholar] [CrossRef]
- Kim, S.; Park, J.; Lee, J.; Roh, H.-G.; Jeong, D.; Choi, S.; Oh, S. Potential of a bio-disintegrable polymer blend using alkyl-chain-modified lignin. Fibers Polym. 2015, 16, 744–751. [Google Scholar] [CrossRef]
- Zimbro, M.J. Difco & BBL Manual: Manual of Microbiological Culture Media; Becton, Dickinson and Company: Sparks, MD, USA, 2009. [Google Scholar]
- Coleman, M.M.; Skrovanek, D.J.; Hu, J.; Painter, P.C. Hydrogen bonding in polymer blends. 1. FTIR studies of urethane-ether blends. Macromolecules 1988, 21, 59–65. [Google Scholar] [CrossRef]
- Bandekar, J.; Klima, S. FT-IR spectroscopic studies of polyurethanes Part I. Bonding between urethane C-O-C groups and the NH Groups. J. Mol. Struct. 1991, 263, 45–57. [Google Scholar] [CrossRef]
- Mattia, J.; Painter, P. A Comparison of Hydrogen Bonding and Order in a Polyurethane and Poly(urethane−urea) and Their Blends with Poly(ethylene glycol). Macromolecules 2007, 40, 1546–1554. [Google Scholar] [CrossRef]
- Madhukar, B.S.; Bhadre Gowda, D.G.; Hemalatha, K.; Somashekar, R.; Siddaramaiah. Polyurethane/Soya Protein Isolate Green Composites: Spectral, Microstructural, Thermal, Swelling, and Biodegradation Behaviors. Adv. Polym. Technol. 2016, 37, 399–410. [Google Scholar] [CrossRef]
- Hadjadj, A.; Jbara, O.; Tara, A.; Gilliot, M.; Malek, F.; Maafi, E.M.; Tighzert, L. Effects of cellulose fiber content on physical properties of polyurethane based composites. Compos. Struct. 2016, 135, 217–223. [Google Scholar] [CrossRef]
- Zhou, Y.; Fan, M.; Chen, L.; Zhuang, J. Lignocellulosic fibre mediated rubber composites: An overview. Compos. Part B-Eng. 2015, 76, 180–191. [Google Scholar] [CrossRef]
- Nam, T.H.; Ogihara, S.; Kobayashi, S. Interfacial, Mechanical and Thermal Properties of Coir Fiber-Reinforced Poly(Lactic Acid) Biodegradable Composites. Adv. Compos. Mater. 2012, 21, 103–122. [Google Scholar] [CrossRef]
- Pothan, L.A.; Oommen, Z.; Thomas, S. Dynamic mechanical analysis of banana fiber reinforced polyester composites. Compos. Sci. Technol. 2003, 63, 283–293. [Google Scholar] [CrossRef]
- Cox, H.L. The elasticity and strength of paper and other fibrous materials. Br. J. Appl. Phys. 1952, 3, 72–79. [Google Scholar] [CrossRef]
- Folkes, M. Short Fiber Reinforced Thermoplastics; Research Studies Press: Chichester, UK; John Wiley Sons, Inc.: New York, NY, USA, 1982. [Google Scholar]
- Rosenthal, J. A model for determining fiber reinforcement efficiencies and fiber orientation in polymer composites. Polym. Compos. 1992, 13, 462–466. [Google Scholar] [CrossRef]
- Barick, A.K.; Tripathy, D.K. Thermal and dynamic mechanical characterization of thermoplastic polyurethane/organoclay nanocomposites prepared by melt compounding. Mater. Sci. Eng. A 2010, 527, 812–823. [Google Scholar] [CrossRef]
- Esmizadeh, E.; Naderi, G.; Barmar, M. Effect of organo-clay on properties and mechanical behavior of Fluorosilicone rubber. Fibers Polym. 2014, 15, 2376–2385. [Google Scholar] [CrossRef]
- Mu, C.; Zhang, L.; Song, Y.; Chen, X.; Liu, M.; Wang, F.; Hu, X. Modification of carbon nanotubes by a novel biomimetic approach towards the enhancement of the mechanical properties of polyurethane. Polymer 2016, 92, 231–238. [Google Scholar] [CrossRef]
- Menczel, J.D.; Prime, R.B. Thermal Analysis of Polymers: Fundamentals and Applications; Wiley: Hoboken, NJ, USA, 2014. [Google Scholar] [CrossRef]
- Abdelmouleh, M.; Boufi, S.; Belgacem, M.N.; Dufresne, A. Short natural-fibre reinforced polyethylene and natural rubber composites: Effect of silane coupling agents and fibres loading. Compos. Sci. Technol. 2007, 67, 1627–1639. [Google Scholar] [CrossRef]
- Suhara, F.; Kutty, S.K.N.; Nando, G.B. Stress Relaxation of Polyester Fiber-Polyurethane Elastomer Composite with Different Interfacial Bonding Agents. J. Elastomers Plast. 1998, 30, 103–117. [Google Scholar] [CrossRef]
- Geethamma, V.G.; Kalaprasad, G.; Groeninckx, G.; Thomas, S. Dynamic mechanical behavior of short coir fiber reinforced natural rubber composites. Compos. Part A-Appl. Sci. Manuf. 2005, 36, 1499–1506. [Google Scholar] [CrossRef]
- Trovati, G.; Sanches, E.A.; Neto, S.C.; Mascarenhas, Y.P.; Chierice, G.O. Characterization of polyurethane resins by FTIR, TGA, and XRD. J. Appl. Polym. Sci. 2009, 115, 263–268. [Google Scholar] [CrossRef]
- Mohammed, A.A.-S.; Bachtiar, D.; Siregar, J.P.; Bin Mat Rejab, M.R.; Hasany, S.F. Physicochemical Study of Eco-Friendly Sugar Palm Fiber Thermoplastic Polyurethane Composites. BioResources 2016, 11, 9438–9454. [Google Scholar] [CrossRef]
- El-Shekeil, Y.A.; Sapuan, S.M.; Jawaid, M.; Al-Shuja’a, O.M. Influence of fiber content on mechanical, morphological and thermal properties of kenaf fibers reinforced poly(vinyl chloride)/thermoplastic polyurethane poly-blend composites. Mater. Des. 2014, 58, 130–135. [Google Scholar] [CrossRef]
- Milstein, O.A.; Haars, A.; Sharma, A.; Vered, Y.; Shragina, L.; Trojanowski, J.; Flowers, H.M.; Gressel, J.; Hüttermann, A. Lignin degrading ability of selected aspergillus Spp. Appl. Biochem. Biotechnol. 1984, 9, 393–394. [Google Scholar] [CrossRef]
- Sundberg, M.; Poutanen, K.; Markkanen, P.; Linko, M. An extracellular esterase of Aspergillus awamori. Biotechnol. Appl. Biochem. 1990, 12, 670–680. [Google Scholar]
- de Queiroz Baptista, N.M.; Solidonio, E.G.; de Arruda, F.V.F.; de Melo, E.J.V.; de Azevedo Callou, M.; de Miranda, R.; Colaço, W.; de Gusmão, N.J.A.J.o.B. Effects of gamma radiation on enzymatic production of lignolytic complex by filamentous fungi. Afr. J. Biotechnol. 2015, 14, 612–621. [Google Scholar] [CrossRef]
- Nakhoda, H.M.; Dahman, Y. Mechanical properties and biodegradability of porous polyurethanes reinforced with green nanofibers for applications in tissue engineering. Polym. Bull. 2016, 73, 2039–2055. [Google Scholar] [CrossRef]
- Then, Y.Y.; Ibrahim, N.A.; Zainuddin, N.; Ariffin, H.; Chieng, B.W.; Wan Yunus, W.M.Z. Influence of Fiber Content on Properties of Oil Palm Mesocarp Fiber/Poly(butylene succinate) Biocomposites. BioResources 2015, 10, 2949–2968. [Google Scholar] [CrossRef]
- Yaacob, N.D.; Ismail, H.; Sung Ting, S. Soil Burial of Polylactic Acid/Paddy Straw Powder Biocomposite. BioResources 2015, 11, 1255–1269. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fiber/Matrix | Interfacial Shear Strength (IFSS) (MPa) |
|---|---|
| RJF/ASKLTPU30 | 2.32 ± 0.04 |
| PJF200/ASKLTPU30 | 2.75 ± 0.02 |
| PJF250/ASKLTPU30 | 3.23 ± 0.04 |
| PJF300/ASKLTPU30 | 3.53 ± 0.02 |
| Samples | at 25 °C | at tanδ Peak | at M’’ Peak | ||
|---|---|---|---|---|---|
| M’ (MPa) | M’’ (MPa) | Max. tanδ | Tg (°C) from tanδ | Tg (°C) from M’’ | |
| TPU30P | 19.3 | 8.9 | 0.70 | 3.1 | −11.7 |
| RJF/ASKLTPU30 10/90 | 43.6 | 22.1 | 0.62 | 8.35 | −8.5 |
| RJF/ASKLTPU30 20/80 | 56.3 | 25.1 | 0.52 | 7.3 | −7 |
| RJF/ASKLTPU30 30/70 | 69.3 | 32.8 | 0.48 | 11.2 | −7.9 |
| PJF250/ASKLTPU30 10/90 | 27.7 | 13.5 | 0.51 | 9.4 | −6 |
| PJF250/ASKLTPU30 20/80 | 47.2 | 18.9 | 0.46 | 8.5 | −2.3 |
| PJF250/ASKLTPU30 30/70 | 101.8 | 40.4 | 0.44 | 8.15 | −4.8 |
| Sample | T−1% (°C) | T−5% (°C) | T−10% (°C) | Td (°C) | Tpeak (°C) |
|---|---|---|---|---|---|
| TPU30P | 242.0 | 299.7 | 321.1 | 408.2 | 348.4, 400.9, 408.2 |
| Jute Fiber [30] | 31.3 | 72.3 | 263.6 | 353.9 | ~260, 353.9, ~391 |
| RJF/ASKLTPU30 10/90 | 235.8 | 295.3 | 318.1 | 377.2 | 377.2 |
| PJF250/ASKLTPU30 10/90 | 245.6 | 301.2 | 321.7 | 386.5 | 386.5 |
| PJF250/ASKLTPU30 15/85 | 242.1 | 298.5 | 319.7 | 366.9 | ~320.9, 366.9, 400.5 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Roh, H.-g.; Kim, S.; Lee, J.; Park, J. Effect of Low-Temperature Pyrolysis on the Properties of Jute Fiber-Reinforced Acetylated Softwood Kraft Lignin-Based Thermoplastic Polyurethane. Polymers 2018, 10, 1338. https://doi.org/10.3390/polym10121338
Roh H-g, Kim S, Lee J, Park J. Effect of Low-Temperature Pyrolysis on the Properties of Jute Fiber-Reinforced Acetylated Softwood Kraft Lignin-Based Thermoplastic Polyurethane. Polymers. 2018; 10(12):1338. https://doi.org/10.3390/polym10121338
Chicago/Turabian StyleRoh, Hyun-gyoo, Sunghoon Kim, Jungmin Lee, and Jongshin Park. 2018. "Effect of Low-Temperature Pyrolysis on the Properties of Jute Fiber-Reinforced Acetylated Softwood Kraft Lignin-Based Thermoplastic Polyurethane" Polymers 10, no. 12: 1338. https://doi.org/10.3390/polym10121338