Comparative Adhesion, Ageing Resistance, and Surface Properties of Wood Plastic Composite Treated with Low Pressure Plasma and Atmospheric Pressure Plasma Jet


Abstract
:
1. Introduction
2. Materials and Methods
2.1. Wood Plastic Composite
2.2. Plasma Surface Treatments
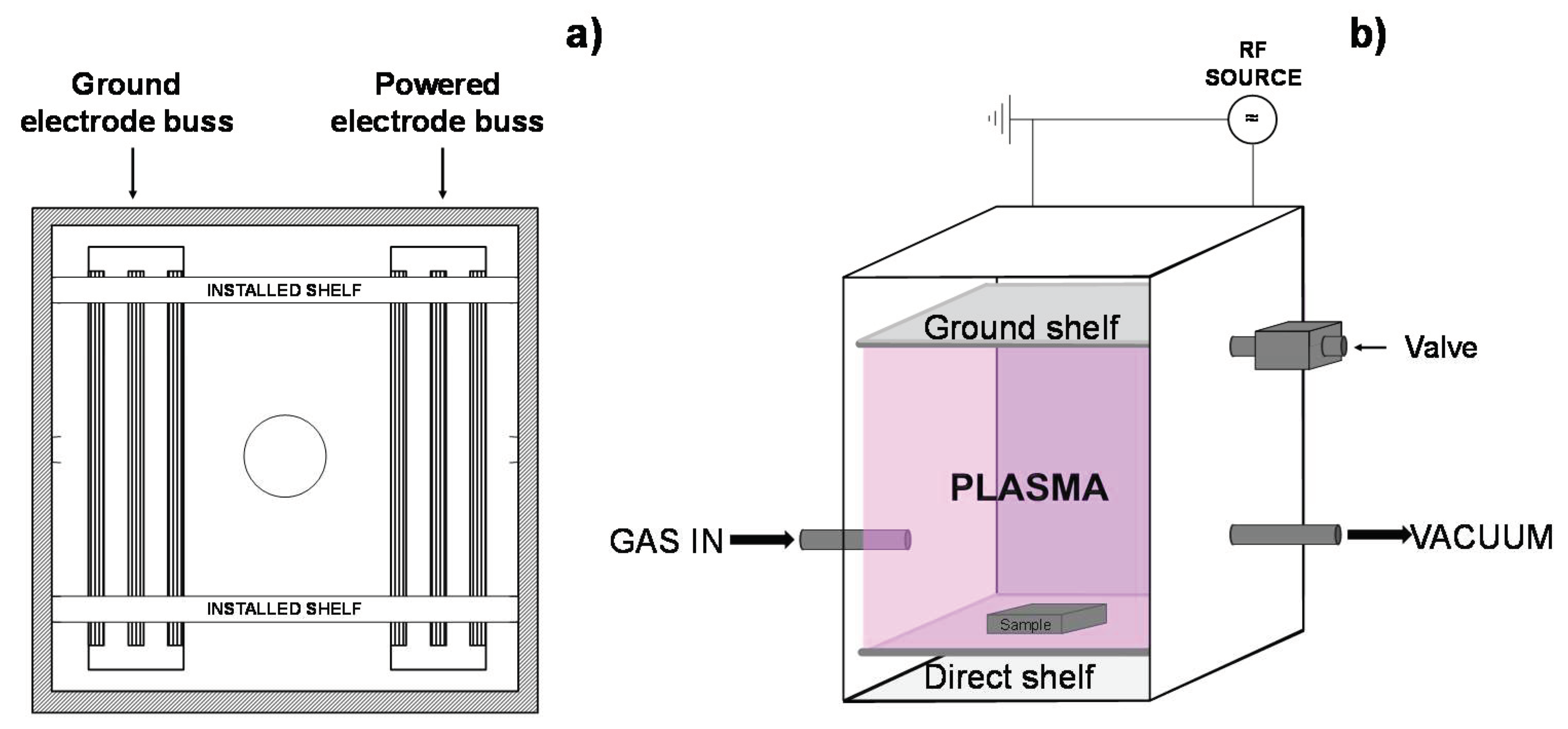
2.2.1. Ar:O2 Low Pressure Plasma (LPP)
2.2.2. Air Atmospheric Pressure Plasma Jet (APPJ)
2.3. Characterization Techniques
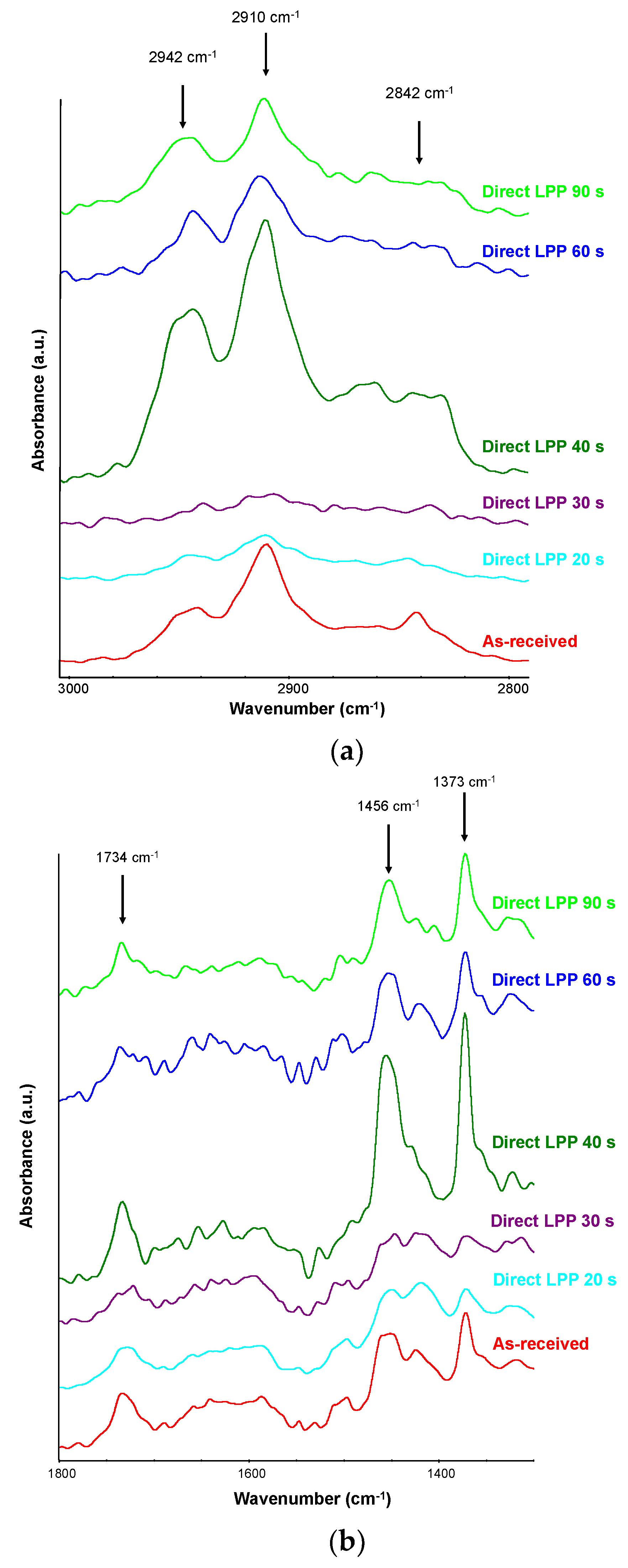
2.3.1. Attenuated Total Reflectance Infrared Spectroscopy (ATR-IR)
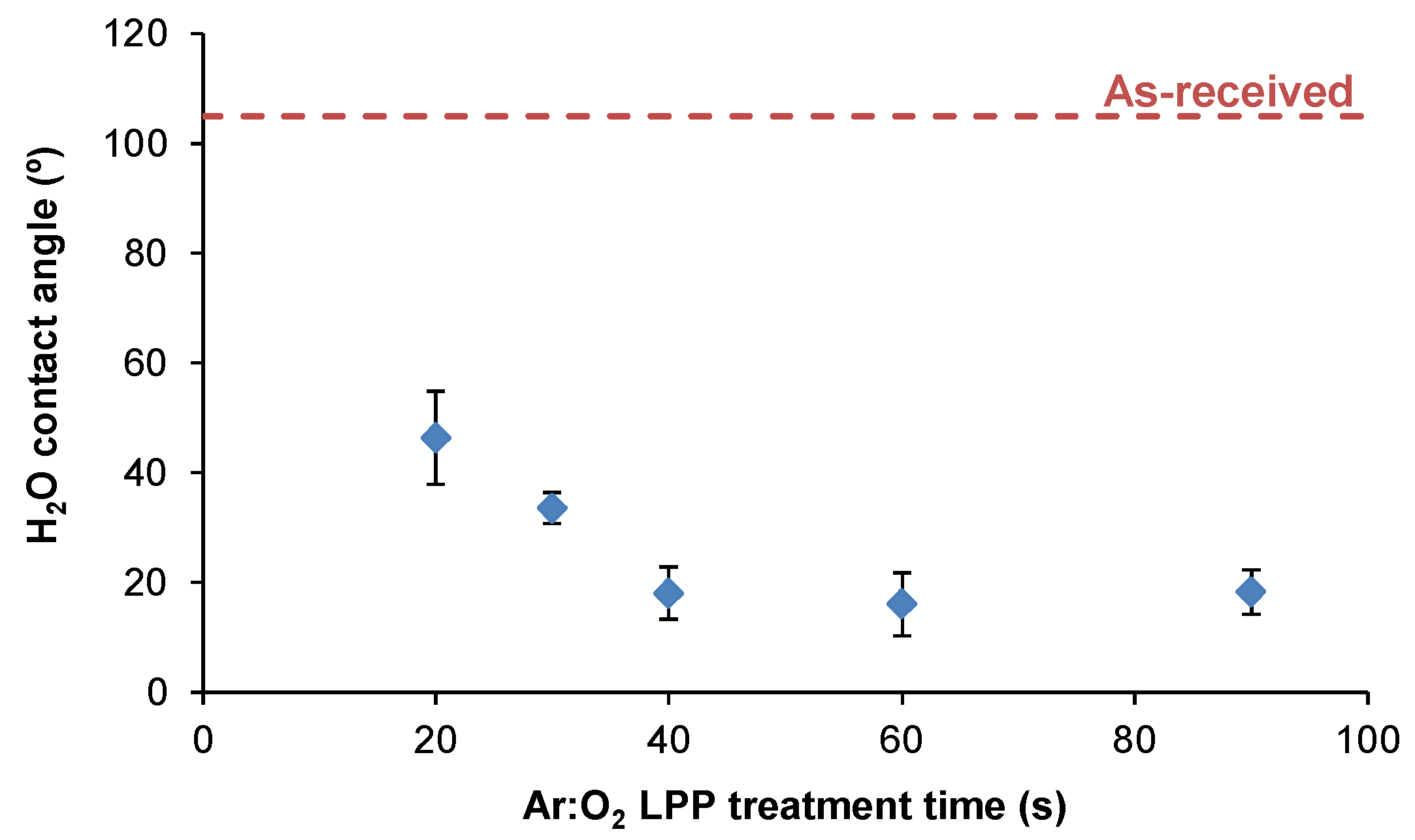
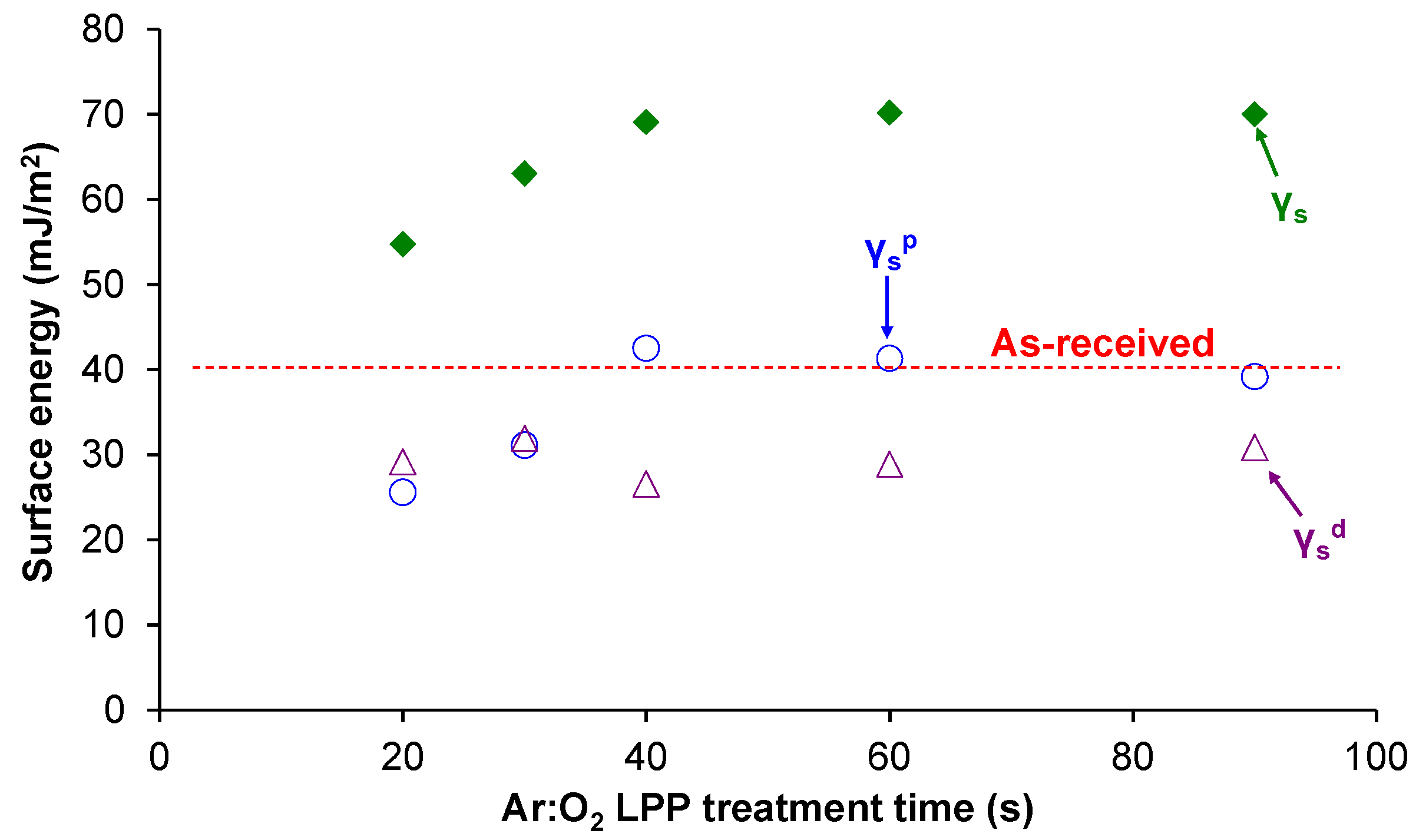
2.3.2. Contact Angle Measurements
2.3.3. Scanning Electron Microscopy (SEM)
2.3.4. Thermogravimetric Analysis (TGA)
2.3.5. Adhesion Measurements
3. Results and Discussion
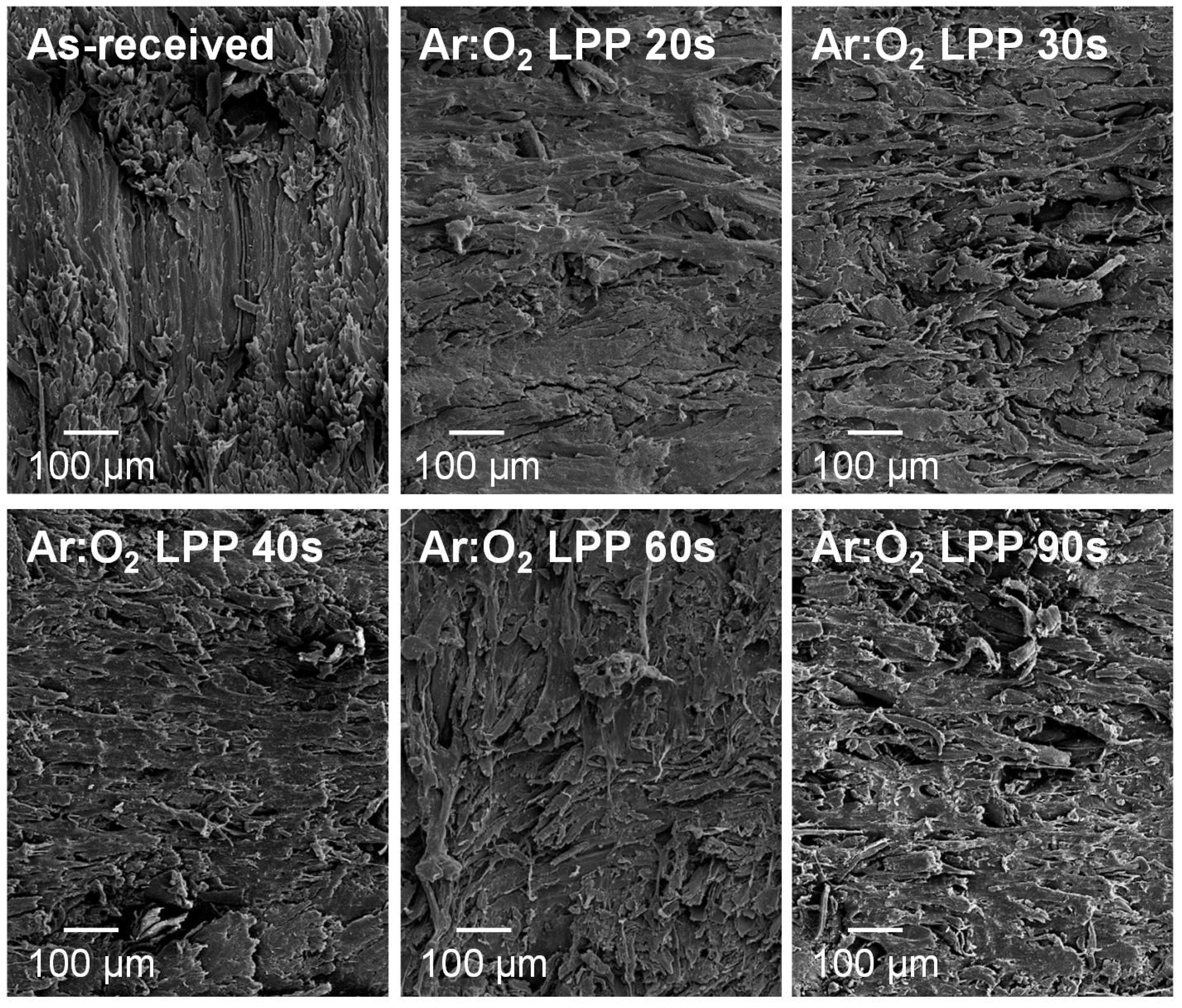
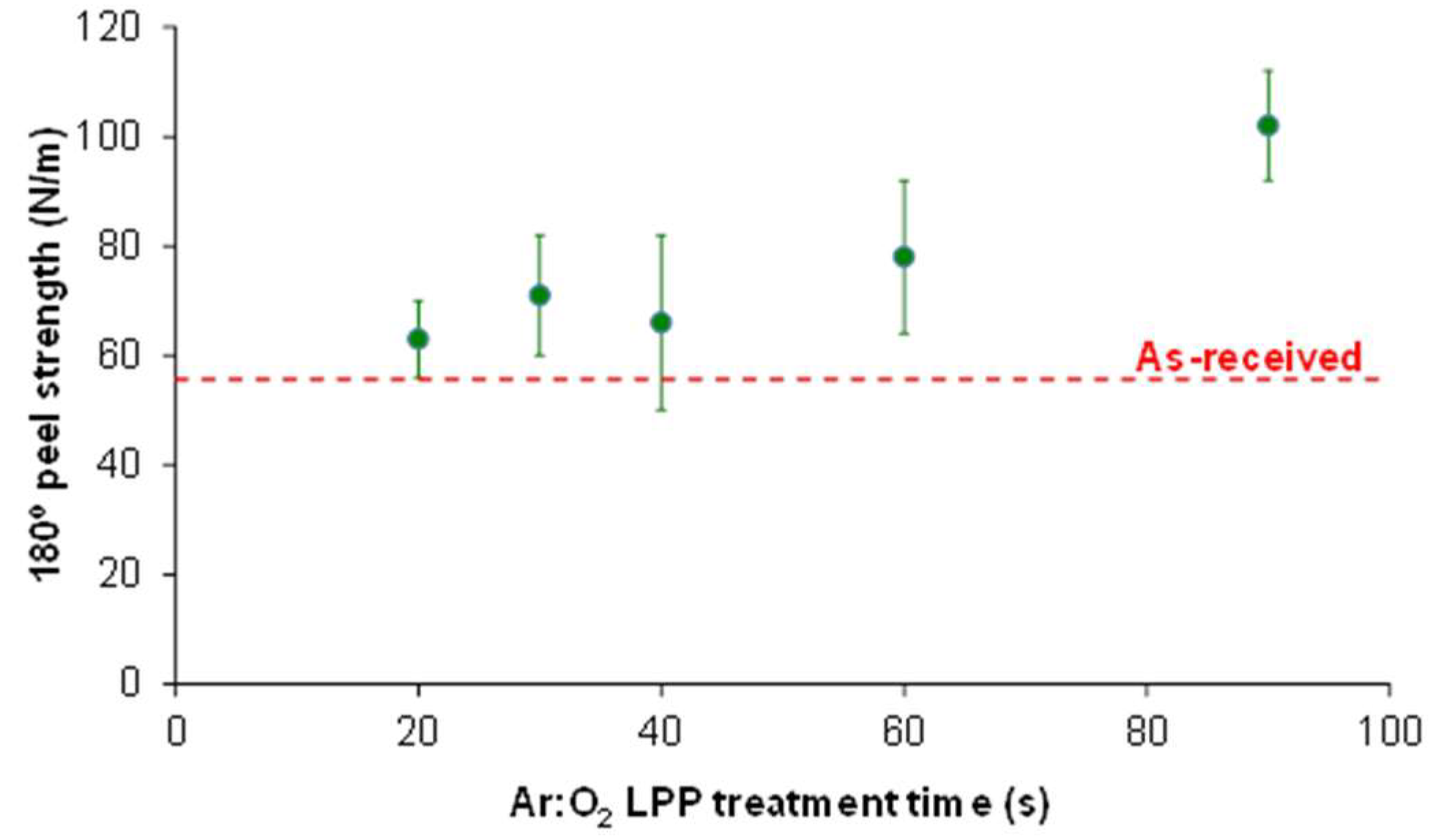
3.1. Ar:O2 Low Preure Plasma (LPP) Treatment of PE-WPC
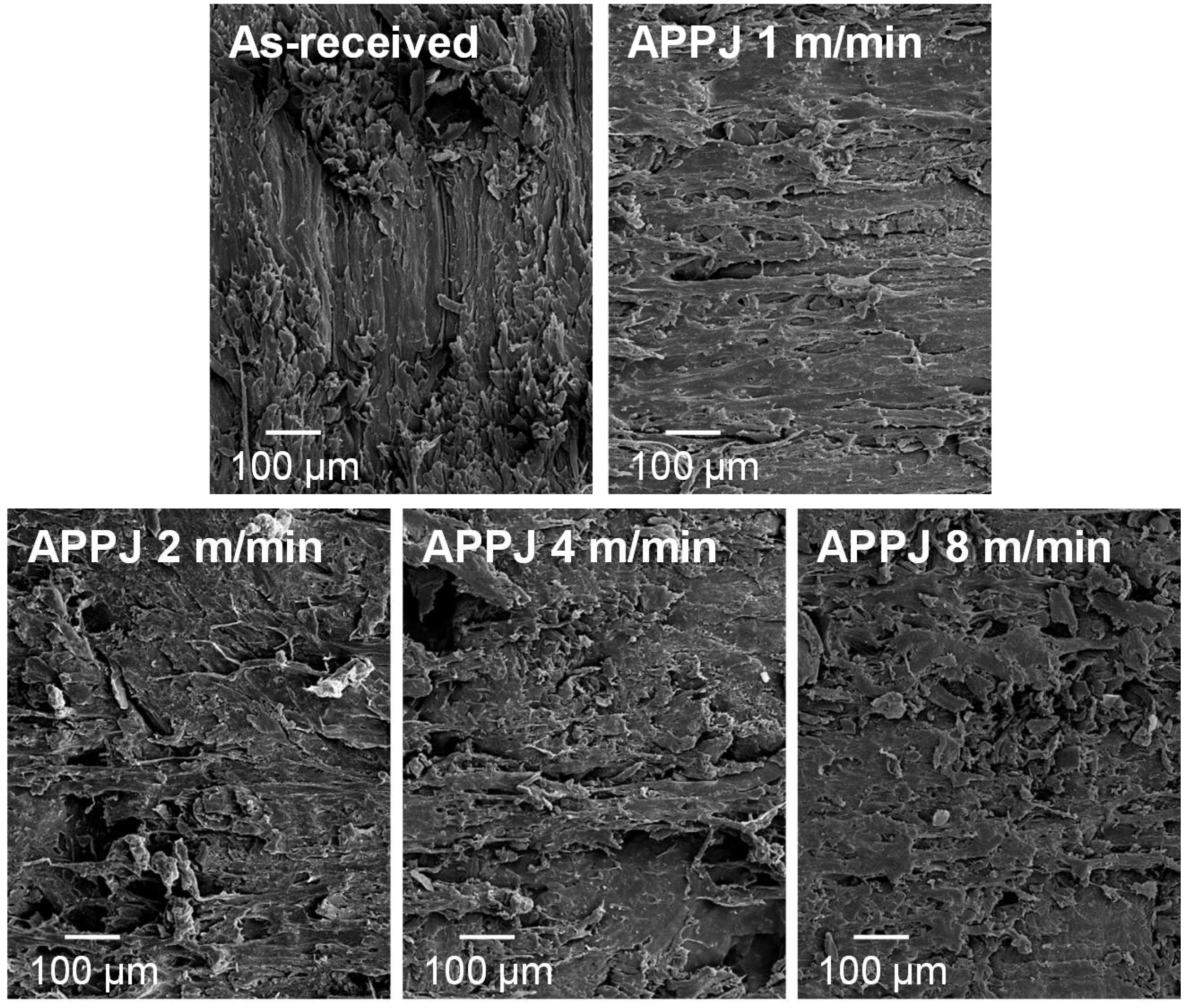
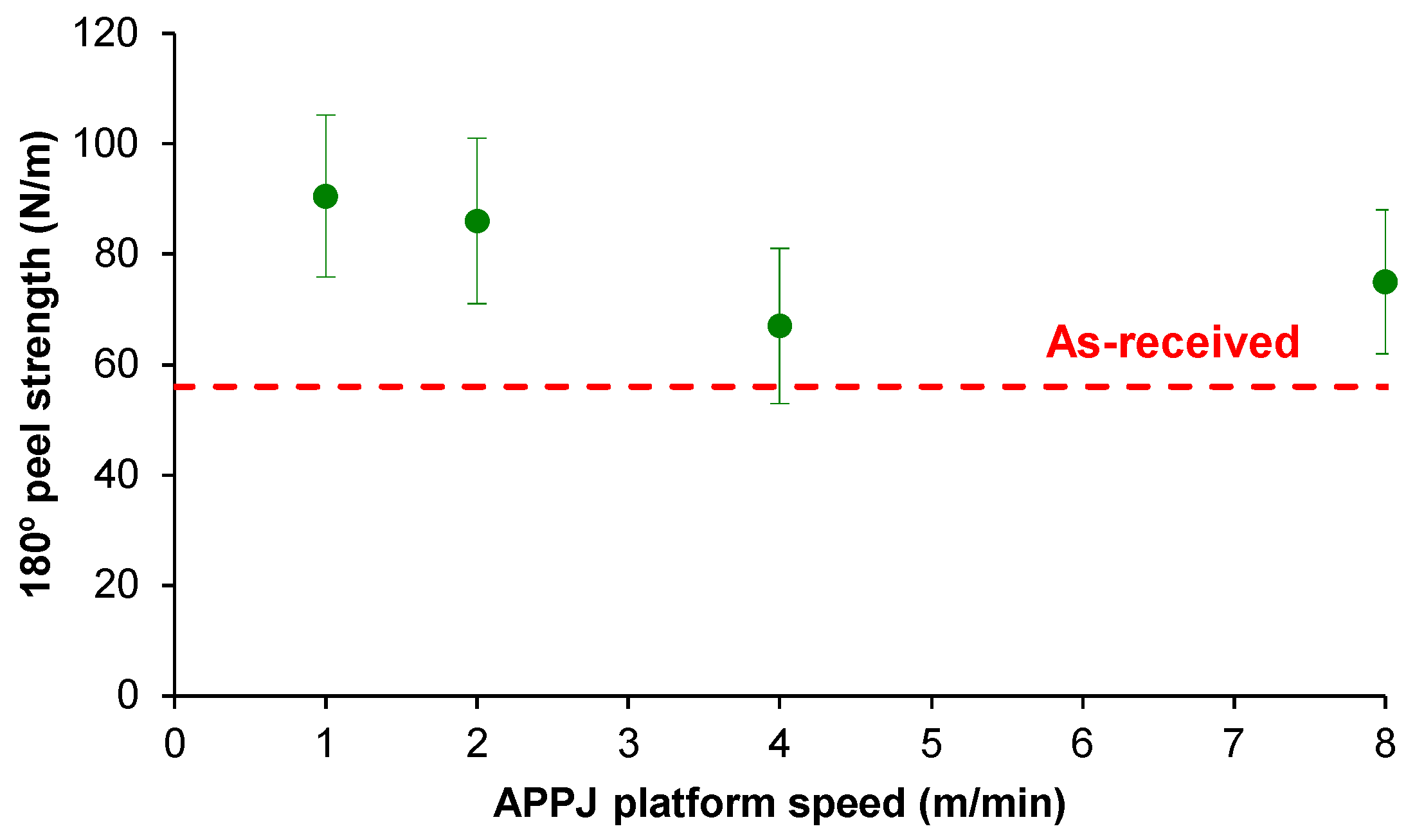
3.2. Air Atmospheric Pressure Plasma Jet (APPJ) Treatment of PE-WPC
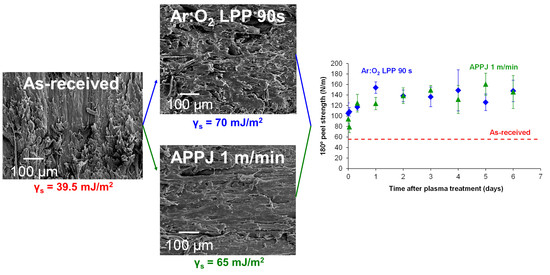
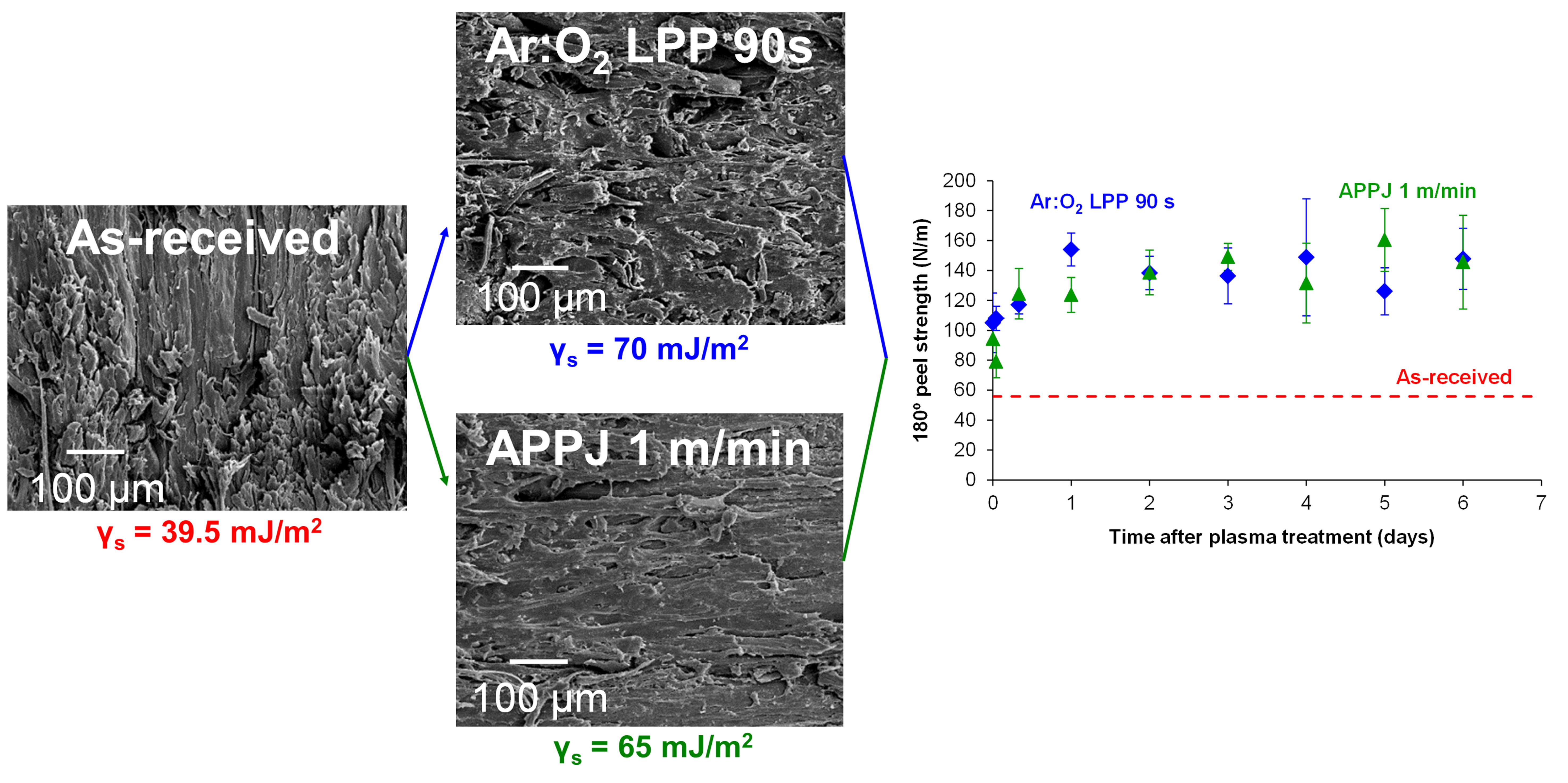
3.3. Comparison of the Ar:O2 LPP and APPJ Treatments of PE-WPC
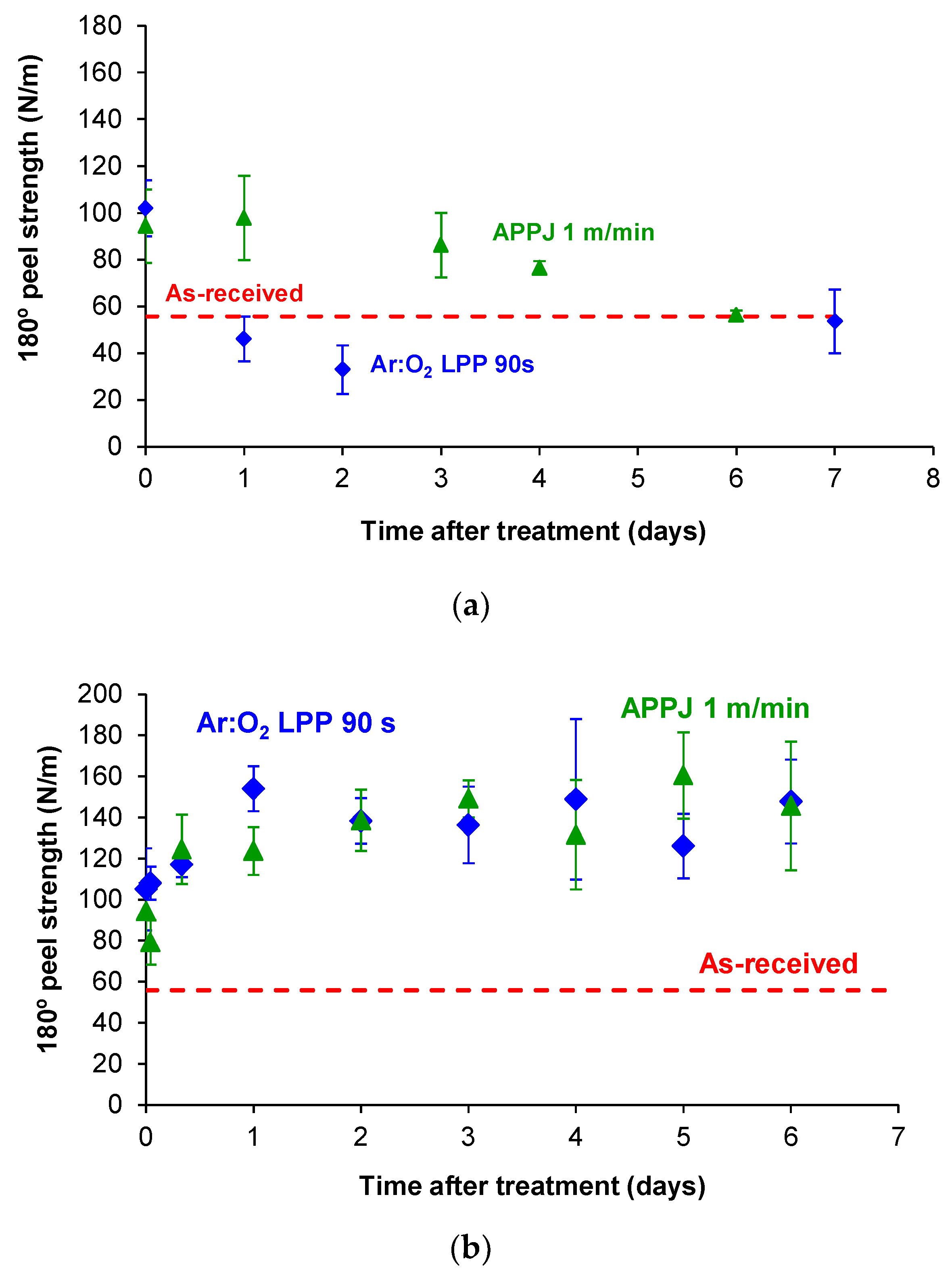
3.4. Ageing of Plasma Treated PE-WPC
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Gramlich, W.M.; Gardner, D.J.; Neivandt, D.J. Surface treatments of wood-plastic composites (WPC) to improve adhesion. J. Adhes. Sci. Technol. 2006, 20, 1873–1887. [Google Scholar] [CrossRef]
- Kraus, E.; Baudrit, B.; Heidemeyer, P.; Bastian, M.; Stoyanov, O.V.; Starostina, I.A. Problems in adhesion bonding of WPC. Polym. Res. J. 2015, 9, 327–335. [Google Scholar]
- Ryntz, R.A. Adhesion to Plastics—Molding and Paintability, 1st ed.; Global Press: Chicago, IL, USA, 1998; p. 112, ISBN-13 978-1890086022. [Google Scholar]
- Dimitriou, A.; Hale, M.D.; Spear, M.J. The effect of four methods of surface activation for improved adhesion of wood polymer composites (WPC). Int. J. Adhes. Adhes. 2016, 68, 188–194. [Google Scholar] [CrossRef]
- Oporto, G.S.; Gardner, D.J.; Bernhardt, G.; Neivandt, D.J. Characterizing the mechanism of improved adhesion of modified wood plastic composite (WPC) surfaces. J. Adhes. Sci. Technol. 2007, 21, 1097–1116. [Google Scholar] [CrossRef]
- Moghadamzadeh, H.; Rahimi, H.; Asadollahzadeh, M.; Hemmati, A.R. Surface treatment of wood polymer composites for adhesive bonding. Int. J. Adhes. Adhes. 2011, 31, 816–821. [Google Scholar] [CrossRef]
- Akhtarkhavari, A.; Kortschot, M.T.; Spelt, J.K. Adhesion and durability of latex paint on wood fiber reinforced polyethylene. Prog. Org. Coat. 2004, 49, 33–41. [Google Scholar] [CrossRef] [Green Version]
- Yáñez-Pacios, A.J.; Martín-Martínez, J.M. Surface modification and adhesion of wood-plastic composite (WPC) treated with UV/ozone. Compos. Interfaces 2017, 25, 127–149. [Google Scholar] [CrossRef]
- Egitto, F.D.; Matienzo, L.J. Plasma modification of polymer surfaces for adhesion improvement. J. Res. Dev. 1994, 38, 423–439. [Google Scholar] [CrossRef]
- Foerch, R.; Mcintyre, N.S.; Sodhi, R.N.S.; Hunter, D.H. Nitrogen plasma treatment of polyethylene and polystyrene in a remote plasma reactor. J. Appl. Polym. Sci. 1990, 40, 1903–1915. [Google Scholar] [CrossRef]
- Choi, D.M.; Park, C.K.; Cho, K.; Park, C.E. Adhesion improvement of epoxy resin/polyethylene joints by plasma treatment of polyethylene. Polymer 1997, 38, 6243–6249. [Google Scholar] [CrossRef]
- Sanchis, M.R.; Blanes, V.; Blanes, M.; Garcia, D.; Balart, R. Surface modification of low density polyethylene (LDPE) film by low pressure O2 plasma treatment. Eur. Polym. J. 2006, 42, 1558–1568. [Google Scholar] [CrossRef]
- Dowling, D.P.; O’Neill, F.T.; Langlais, S.J.; Law, V.J. Influence of DC pulsed atmospheric pressure plasma jet processing conditions on polymer activation. Plasma Process. Polym. 2011, 8, 717–727. [Google Scholar] [CrossRef]
- Noeske, M.; Degenhardt, J.; Strudthoff, S.; Lommastzsch, U. Plasma jet treatment of five polymers at atmospheric pressure: Surface modifications and the relevance of adhesion. Int. J. Adhes. Adhes. 2004, 24, 171–177. [Google Scholar] [CrossRef]
- Lynch, J.B.; Spence, P.D.; Baker, D.E.; Postlethwaite, T.A. Atmospheric pressure plasma treatment of polyethylene via a pulse dielectric barrier discharge: Comparison using various gas compositions versus corona discharge in air. J. Appl. Polym. Sci. 1999, 71, 319–331. [Google Scholar] [CrossRef]
- Carrino, L.; Moroni, G.; Polini, W. Cold plasma treatment of polypropylene surface: A study on wettability and adhesion. J. Mater. Process. Tech. 2002, 121, 373–382. [Google Scholar] [CrossRef]
- Di, M.; Liu, Y. Stability and ageing of plasma treated wood/polyethylene composites surfaces. Adv. Mat. Res. 2011, 150–151, 829–833. [Google Scholar] [CrossRef]
- Tao, Y.; Di, M. Study on plasma treatment and adhesion of wood/polyethylene composites. Appl. Mech. Mater. 2011, 66–68, 911–915. [Google Scholar] [CrossRef]
- Tao, Y.; Wang, H.; Di, M. Evolution of surface properties for plasma treated wood/polyethylene composites under water soaking. Mat. Eng. 2012, 2, 94–98. [Google Scholar] [CrossRef]
- Wolkenhauer, A.; Avramidis, G.; Hauswald, E.; Militz, H.; Viöl, W. Plasma treatment of wood-plastic composites to enhance their adhesion properties. J. Adhes. Sci. Technol. 2008, 22, 2025–2037. [Google Scholar] [CrossRef]
- Liu, Y.; Tao, Y.; Lv, X.; Zhang, Y.; Di, M. Study on the surface properties of wood/polyethylene composites treated under plasma. Appl. Surf. Sci. 2010, 257, 1112–1118. [Google Scholar] [CrossRef]
- Hünnekens, B.; Peters, F.; Avramidis, G.; Krause, A.; Militz, H.; Viöl, W. Plasma treatment of wood-polymer composites: A comparison of three different discharge types and their effect on surface properties. J. Appl. Polym. Sci. 2016, 133, 43376. [Google Scholar] [CrossRef]
- Oporto, G.S.; Gardner, D.J.; Bernhardt, G.; Neivandt, D.J. Forced air plasma treatment (FAPT) of hybrid wood plastic composite (WPC)-fiber reinforced plastic (FRP) surfaces. Compos. Interfaces 2009, 16, 847–867. [Google Scholar] [CrossRef]
- Hämäläinen, K.; Kärki, T. Effects of atmospheric plasma treatment on the surface properties of wood-plastic composites. Adv. Mat. Res. 2013, 718–720, 176–185. [Google Scholar] [CrossRef]
- Yáñez-Pacios, A.J.; Martín-Martínez, J.M. Surface modification and improved adhesion of wood-plastic composites (WPC) made with different polymers by treatment with atmospheric pressure rotating plasma jet. Int. J. Adhes. Adhes. 2017, 77, 204–213. [Google Scholar] [CrossRef]
- Gupta, B.S.; Laborie, M.-P.G. Surface activation and adhesion properties of wood-fiber reinforced thermoplastic composites. J. Adhes. 2007, 83, 939–955. [Google Scholar] [CrossRef]
- Constantinescu, G.; Totolin, M.; Cojocariu, A.; Popa, V.I.; Vasile, C. Study of the surface properties of some polyolefin/lignocellulosic composites treated by plasma. Cell. Chem. Technol. 2007, 41, 463–472. [Google Scholar]
- Yáñez-Pacios, A.J.; Martín-Martínez, J.M. Improved surface and adhesion properties of wood-polyethylene composite by treatment with argon-oxygen low pressure plasma. Plasma Chem. Plasma Process. 2018. [Google Scholar] [CrossRef]
- Behnisch, J.; Holländer, A.; Zimmermann, H. Factors influencing the hydrophobic recovery of oxygen-plasma-treated polyethylene. Surf. Coat. Tech. 1993, 59, 356–358. [Google Scholar] [CrossRef]
- Mortazavi, M.; Nosonovsky, M. A model for diffusion-driven hydrophobic recovery in plasma treated polymers. Appl. Surf. Sci. 2012, 258, 6876–6883. [Google Scholar] [CrossRef]
- Bormashenko, E.; Chaniel, G.; Grynyov, R. Towards understanding hydrophobic recovery of plasma treated polymers: Storing in high polarity liquids suppresses hydrophobic recovery. Appl. Surf. Sci. 2013, 273, 549–553. [Google Scholar] [CrossRef]
- Della Volpe, C.; Fambri, L.; Fenner, R.; Migliaresi, C.; Pegoretti, A. Air plasma treated polyethylene fibres: Effect of time and temperature ageing on fibre surface properties and on fibre/matrix adhesion. J. Mater. Sci. 1994, 29, 3919–3925. [Google Scholar] [CrossRef]
- Sun, J.; Qiu, Y.P. The effects of gas composition on the atmospheric pressure plasma jet modification of polyethylene films. Plasma Sci. Technol. 2015, 17, 402–408. [Google Scholar] [CrossRef]
- Ba, O.M.; Marmey, P.; Anselme, K.; Duncan, A.C.; Ponche, A. Surface composition XPS analysis of a plasma treated polystyrene: Evolution over long storage periods. Colloids Surf. B 2016, 145, 1–7. [Google Scholar] [CrossRef] [PubMed]
- Hünnekens, B.; Krause, A.; Militz, H.; Viöl, W. Hydrophobic recovery of atmospheric pressure plasma treated surfaces of Wood-Polymer Composites (WPC). Eur. J. Wood Prod. 2017, 75, 761–766. [Google Scholar] [CrossRef]
- Cantos-Delegido, B.; Martín-Martínez, J.M. Treatment with Ar-O2 low-pressure plasma of vulcanized rubber sole containing noticeable amount of processing oils for improving adhesion to upper in shoe industry. J. Adhes. Sci. Technol. 2015, 29, 1301–1314. [Google Scholar] [CrossRef]
- Slepicka, P.; Michaljanicová, I.; Svorcík, V. Controlled biopolymer roughness induced by plasma and excimer laser treatment. eXPRESS Polym. Lett. 2013, 7, 950–958. [Google Scholar] [CrossRef]
- Slepicka, P.; Trostová, S.; Slepicková, N.; Kasalková, S.; Kolská, Z.; Sajdl, P.; Svorcík, V. Surface modification of biopolymers by argon plasma and thermal treatment. Plasma Process. Polym. 2012, 9, 197–206. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
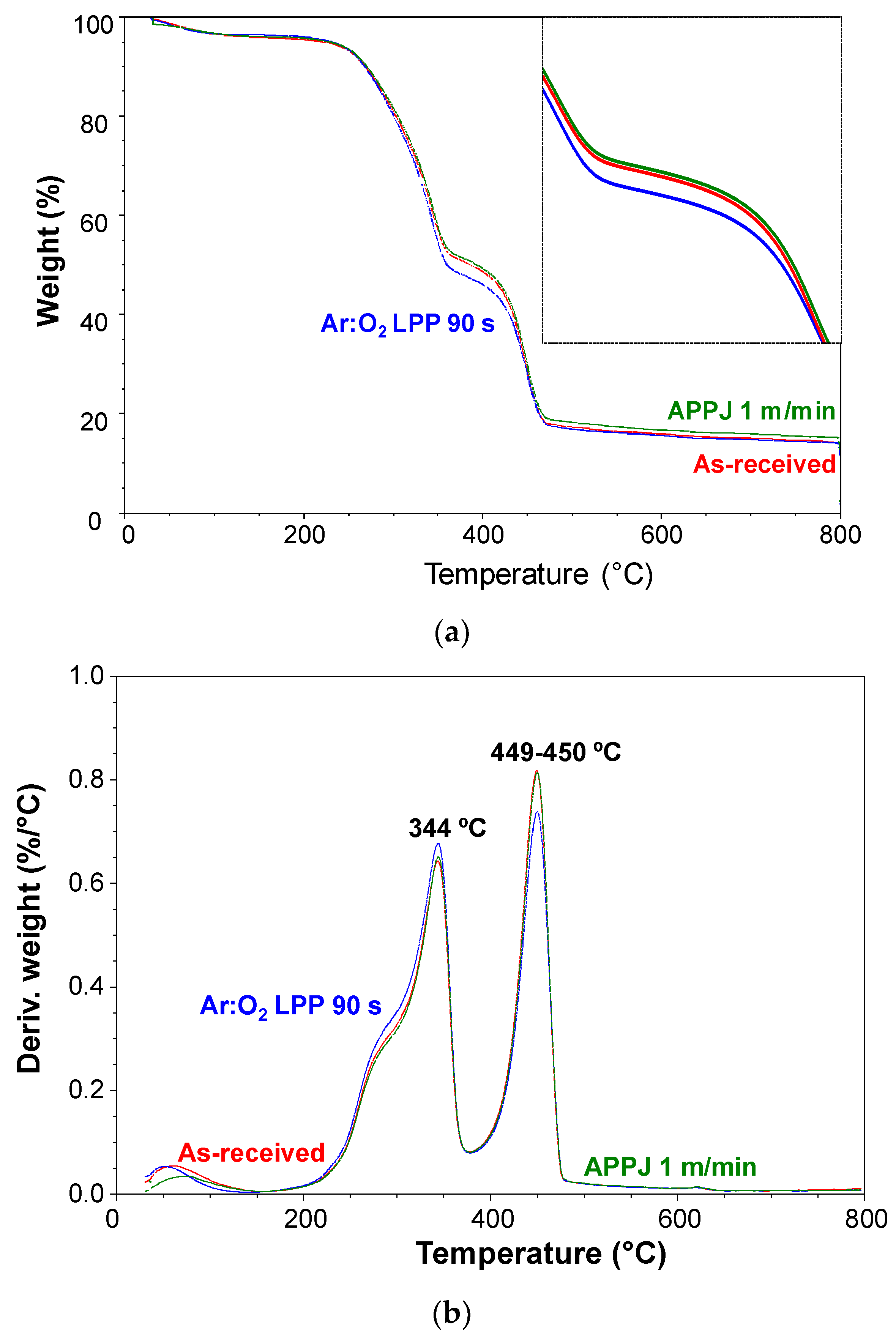
| Surface Treatment | Weight Loss (%) at 52–78 °C | Weight Loss (%) at 344 °C | Weight Loss (%) at 449–450 °C |
|---|---|---|---|
| As-received | 4 | 45 | 35 |
| Ar:O2 LPP 90 s | 3 | 49 | 32 |
| APPJ 1 m/min | 3 | 45 | 35 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yáñez-Pacios, A.J.; Martín-Martínez, J.M. Comparative Adhesion, Ageing Resistance, and Surface Properties of Wood Plastic Composite Treated with Low Pressure Plasma and Atmospheric Pressure Plasma Jet. Polymers 2018, 10, 643. https://doi.org/10.3390/polym10060643
Yáñez-Pacios AJ, Martín-Martínez JM. Comparative Adhesion, Ageing Resistance, and Surface Properties of Wood Plastic Composite Treated with Low Pressure Plasma and Atmospheric Pressure Plasma Jet. Polymers. 2018; 10(6):643. https://doi.org/10.3390/polym10060643
Chicago/Turabian StyleYáñez-Pacios, Andrés Jesús, and José Miguel Martín-Martínez. 2018. "Comparative Adhesion, Ageing Resistance, and Surface Properties of Wood Plastic Composite Treated with Low Pressure Plasma and Atmospheric Pressure Plasma Jet" Polymers 10, no. 6: 643. https://doi.org/10.3390/polym10060643