Wet-Spinning Assembly of Continuous, Highly Stable Hyaluronic/Multiwalled Carbon Nanotube Hybrid Microfibers

 , , ,
, , ,
Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Materials and Methods
2.1. Materials
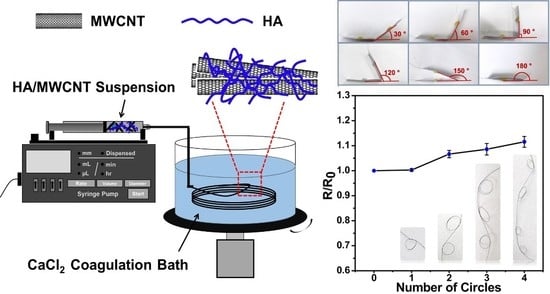
2.2. Fabrication of the HA/MWCNT Hybrid Microfibers
2.3. Characterization and Measurements
3. Results
3.1. Dispersion of the MWCNTs in Different Surfactant Suspensions
3.2. The Morphologies and Microstructures of the HA/MWCNT Hybrid Microfibers
3.3. Effects of HA/MWCNT Ratio
3.4. Effects of Sonication Duration
3.5. Effects of Injection Speed
3.6. Effects of MWCNT Concentration
3.7. Characterization of the HA/MWCNT Hybrid Microfibers
3.8. The Flexibility and Stability of the HA/MWCNT Hybrid Microfibers
4. Conclusions
Supplementary Materials
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Zhang, J.; Zheng, T.; Alarçin, E.; Byambaa, B.; Guan, X.; Ding, J. Porous Electrospun Fibers with Self-Sealing Functionality: An Enabling Strategy for Trapping Biomacromolecules. Small 2017, 1701949, 1–15. [Google Scholar] [CrossRef] [PubMed]
- Senokos, E.; Reguero, V.; Palma, J.; Vilatela, J.J.; Marcilla, R. Macroscopic fibres of CNTs as electrodes for multifunctional electric double layer capacitors: From quantum capacitance to device performance. Nanoscale 2016, 8, 3620–3628. [Google Scholar] [CrossRef] [PubMed]
- Di, J.; Zhang, X.; Yong, Z.; Zhang, Y.; Li, D.; Li, R.; Li, Q. Carbon-Nanotube Fibers for Wearable Devices and Smart Textiles. Adv. Mater. 2016, 28, 10529–10538. [Google Scholar] [CrossRef]
- Zhang, L.; Wang, J.; Fuentes, C.A.; Zhang, D.; Van Vuure, A.W.; Seo, J.W.; Seveno, D. Wettability of carbon nanotube fibers. Carbon N. Y. 2017, 122, 128–140. [Google Scholar] [CrossRef]
- Mei, H.; Xu, Y.; Sun, Y.; Bai, Q.; Cheng, L. Carbon nanotube buckypaper-reinforced SiCN ceramic matrix composites of superior electrical conductivity. J. Eur. Ceram. Soc. 2016, 36, 1893–1898. [Google Scholar] [CrossRef]
- Zheng, T.; Wang, G.; Xu, N.; Lu, C.; Qiao, Y.; Zhang, D.; Wang, X. Preparation and Properties of Highly Electroconductive and Heat-Resistant CMC / Buckypaper / Epoxy Nanocomposites. Nanomaterials 2018, 8, 969. [Google Scholar] [CrossRef]
- Pu, X.; Li, L.; Liu, M.; Jiang, C.; Du, C.; Zhao, Z.; Hu, W.; Wang, Z.L. Wearable Self-Charging Power Textile Based on Flexible Yarn Supercapacitors and Fabric Nanogenerators. Adv. Mater. 2016, 28, 98–105. [Google Scholar] [CrossRef]
- Michardie, A.; Mateo-mateo, C.; Derre, A.; Correa-duarte, M.A.; Mano, N.; Poulin, P. Carbon Nanotube Micro fi ber Actuators with Reduced Stress Relaxation. J. Phys. Chem. C 2016, 120, 6851–6858. [Google Scholar] [CrossRef]
- Zheng, W.; Razal, J.M.; Whitten, P.G.; Ovalle-Robles, R.; Wallace, G.G.; Baughman, R.H.; Spinks, G.M. Artificial muscles based on polypyrrole/carbon nanotube laminates. Adv. Mater. 2011, 23, 2966–2970. [Google Scholar] [CrossRef] [PubMed]
- Shin, S.R.; Lee, C.K.; Eom, T.W.; Lee, S.H.; Kwon, C.H.; So, I.; Kim, S.J. DNA-coated MWNT microfibers for electrochemical actuator. Sensors Actuators, B Chem. 2012, 162, 173–177. [Google Scholar] [CrossRef]
- Chen, P.; Xu, Y.; He, S.; Sun, X.; Pan, S.; Deng, J.; Chen, D.; Peng, H. Hierarchically arranged helical fibre actuators driven by solvents and vapours. Nat. Nanotechnol. 2015, 10, 1077–1083. [Google Scholar] [CrossRef]
- Cheng, H.; Dong, Z.; Hu, C.; Zhao, Y.; Hu, Y.; Qu, L.; Chen, N.; Dai, L. Textile electrodes woven by carbon nanotube-graphene hybrid fibers for flexible electrochemical capacitors. Nanoscale 2013, 5, 3428–3434. [Google Scholar] [CrossRef]
- Behabtu, N.; Behabtu, N.; Young, C.C.; Tsentalovich, D.E.; Kleinerman, O.; Wang, X.; Ma, A.W.K.; Bengio, E.A.; Waarbeek, R.F.; De Jong, J.J.; et al. Fibers of Carbon Nanotubes with Ultrahigh Conductivity. Science 2013, 182, 182–187. [Google Scholar] [CrossRef]
- Sun, G.; Zhou, J.; Yu, F.; Zhang, Y.; Pang, J.H.L.; Zheng, L. Electrochemical capacitive properties of CNT fibers spun from vertically aligned CNT arrays. J. Solid State Electrochem. 2012, 16, 1775–1780. [Google Scholar] [CrossRef]
- Huang, T.; Zheng, B.; Kou, L.; Gopalsamy, K.; Xu, Z.; Gao, C.; Meng, Y.; Wei, Z. Flexible high performance wet-spun graphene fiber supercapacitors. RSC Adv. 2013, 3, 23957–23962. [Google Scholar] [CrossRef]
- Chou, T.W.; Gao, L.; Thostenson, E.T.; Zhang, Z.; Byun, J.H. An assessment of the science and technology of carbon nanotube-based fibers and composites. Compos. Sci. Technol. 2010, 70, 1–19. [Google Scholar] [CrossRef]
- Vigolo, B.; Poulin, P.; Lucas, M.; Launois, P.; Bernier, P. Improved structure and properties of single-wall carbon nanotube spun fibers. Appl. Phys. Lett. 2002, 81, 1210–1212. [Google Scholar] [CrossRef]
- Lynam, C.; Moulton, S.E.; Wallace, G.G. Carbon-nanotube biofibers. Adv. Mater. 2007, 19, 1244–1248. [Google Scholar] [CrossRef]
- Yeol, H.; Koo, H.; Young, K.; Chan, I.; Choi, K.; Hyung, J.; Kim, K. Biomaterials Photo-crosslinked hyaluronic acid nanoparticles with improved stability for in vivo tumor-targeted drug delivery. Biomaterials 2013, 34, 5273–5280. [Google Scholar] [CrossRef]
- Filip, J.; Šefčovičová, J.; Tomčík, P.; Gemeiner, P.; Tkac, J. A hyaluronic acid dispersed carbon nanotube electrode used for a mediatorless NADH sensing and biosensing. Talanta 2011, 84, 355–361. [Google Scholar] [CrossRef]
- Wang, P.; Zhang, X.; Varghese, R.; Sun, G.; Zhang, H.; Zheng, L.; Yu, T.X.; Lu, G.; Yang, J. Strengthening and failure mechanisms of individual carbon nanotube fi bers under dynamic tensile loading. Carbon N. Y. 2016, 102, 18–31. [Google Scholar] [CrossRef]
- Zheng, L.; Sun, G.; Zhan, Z. Tuning Array Morphology for High-Strength Carbon-Nanotube Fibers. Small 2010, 6, 132–137. [Google Scholar] [CrossRef]
- Zheng, T.; Pour Shahid Saeed Abadi, P.; Seo, J.; Cha, B.-H.; Miccoli, B.; Li, Y.-C.; Park, K.; Park, S.; Choi, S.-J.; Bayaniahangar, R.; et al. Biocompatible Carbon Nanotube-based Hybrid Microfiber for Implantable Electrochemical Actuator and Flexible Electronic Applications. ACS Appl. Mater. Interfaces 2019. [Google Scholar] [CrossRef] [PubMed]
- Chen, J. Kinetics and Mechanism Studies on Dispersion of CNT in SDS Aqueous Solutions. J. Chin. Chem. Soc. 2014, 61, 481–489. [Google Scholar] [CrossRef]
- Alafogianni, P.; Dassios, K.; Farmaki, S.; Antiohos, S.K.; Matikas, T.E.; Barkoula, N. Colloids and Surfaces A: Physicochemical and Engineering Aspects On the efficiency of UV—Vis spectroscopy in assessing the dispersion quality in sonicated aqueous suspensions of carbon nanotubes. Colloids Surfaces A Physicochem. Eng. Asp. 2016, 495, 118–124. [Google Scholar] [CrossRef]
- Vaisman, B.L.; Marom, G.; Wagner, H.D. Dispersions of Surface-Modified Carbon Nanotubes in Water-Soluble and Water-Insoluble Polymers **. Adv. Funct. Mater. 2006, 16, 357–363. [Google Scholar] [CrossRef]
- Lee, S.; Lee, W.; Yi, J.; Jeong, B.; Um, M.; Materials, C.; Materials, N. Relationship between Dispersion and UV-Visible Transmittance in Nanocarbons Reinforced Composites. In Proceedings of the 18th International Conference on Composite Materials, Jeju Island, Korea, 21–26 August 2011; pp. 1–4. [Google Scholar]
- Yu, J.; Grossiord, N.; Koning, C.E.; Loos, J. Controlling the dispersion of multi-wall carbon nanotubes in aqueous surfactant solution. Carbon N. Y. 2007, 45, 618–623. [Google Scholar] [CrossRef]
- Zhang, S.; Liu, W.B.; Hao, L.F.; Jiao, W.C.; Yang, F.; Wang, R.G. Preparation of carbon nanotube/carbon fiber hybrid fiber by combining electrophoretic deposition and sizing process for enhancing interfacial strength in carbon fiber composites. Compos. Sci. Technol. 2013, 88, 120–125. [Google Scholar] [CrossRef]
- Kim, S.; Lee, Y.; Kim, D.; Lee, K.; Kim, B.; Hussain, M.; Choa, Y. Estimation of dispersion stability of UV/ozone treated multi-walled carbon nanotubes and their electrical properties. Carbon N. Y. 2012, 51, 346–354. [Google Scholar] [CrossRef]
- Razal, J.M.; Gilmore, K.J.; Wallace, G.G. Carbon nanotube biofiber formation in a polymer-free coagulation bath. Adv. Funct. Mater. 2008, 18, 61–66. [Google Scholar] [CrossRef]
- Wang, P.; Yang, J.; Sun, G.; Zhang, X.; Zhang, H. Twist induced plasticity and failure mechanism of helical carbon nanotube fi bers under di ff erent strain rates. Int. J. Plast. 2018, 110, 74–94. [Google Scholar] [CrossRef]
- Lin, H.; Li, L.; Ren, J.; Cai, Z.; Qiu, L.; Yang, Z.; Peng, H. Conducting polymer composite film incorporated with aligned carbon nanotubes for transparent, flexible and efficient supercapacitor. Sci. Rep. 2013, 3, 1–6. [Google Scholar] [CrossRef]
- Granero, A.J.; Razal, J.M.; Wallace, G.G.; In Het Panhuis, M. Spinning carbon nanotube-gel fibers using polyelectrolyte complexation. Adv. Funct. Mater. 2008, 18, 3759–3764. [Google Scholar] [CrossRef]
- Umerska, A.; Corrigan, O.I.; Tajber, L. Intermolecular interactions between salmon calcitonin, hyaluronate, and chitosan and their impact on the process of formation and properties of peptide-loaded nanoparticles. Int. J. Pharm. 2014, 477, 102–112. [Google Scholar] [CrossRef] [Green Version]
- Quiñones, J.P.; Brüggemann, O.; Covas, C.P.; Ossipov, D.A. Self-assembled hyaluronic acid nanoparticles for controlled release of agrochemicals and diosgenin. Carbohydr. Polym. 2017, 173, 157–169. [Google Scholar] [CrossRef]








© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zheng, T.; Xu, N.; Kan, Q.; Li, H.; Lu, C.; Zhang, P.; Li, X.; Zhang, D.; Wang, X. Wet-Spinning Assembly of Continuous, Highly Stable Hyaluronic/Multiwalled Carbon Nanotube Hybrid Microfibers. Polymers 2019, 11, 867. https://doi.org/10.3390/polym11050867
Zheng T, Xu N, Kan Q, Li H, Lu C, Zhang P, Li X, Zhang D, Wang X. Wet-Spinning Assembly of Continuous, Highly Stable Hyaluronic/Multiwalled Carbon Nanotube Hybrid Microfibers. Polymers. 2019; 11(5):867. https://doi.org/10.3390/polym11050867
Chicago/Turabian StyleZheng, Ting, Nuo Xu, Qi Kan, Hongbin Li, Chunrui Lu, Peng Zhang, Xiaodan Li, Dongxing Zhang, and Xiaodong Wang. 2019. "Wet-Spinning Assembly of Continuous, Highly Stable Hyaluronic/Multiwalled Carbon Nanotube Hybrid Microfibers" Polymers 11, no. 5: 867. https://doi.org/10.3390/polym11050867