1. Introduction
Single-screw extruders are the processing machines of choice for shaping polymers. They are used in various continuous manufacturing processes to produce finished or semifinished products such as films, pipes, profiles, and sheets. The most important machine components of single-screw extruders are a feeding system, a drive unit, a barrel, a temperature control system, and a screw. The latter is the most important element of the processing machine. Many single-screw extruders operate significantly below the maximum possible performance because of improper screw design. Over the past several decades, various high-performance screws have been developed to optimize the extrusion process for output and melt quality. This technical progress has gone hand-in-hand with extensive theoretical and experimental research [
1,
2,
3,
4]. Due to their complex geometries, however, some of these high-performance screws are still not properly understood, and their current designs offer potential for optimization.
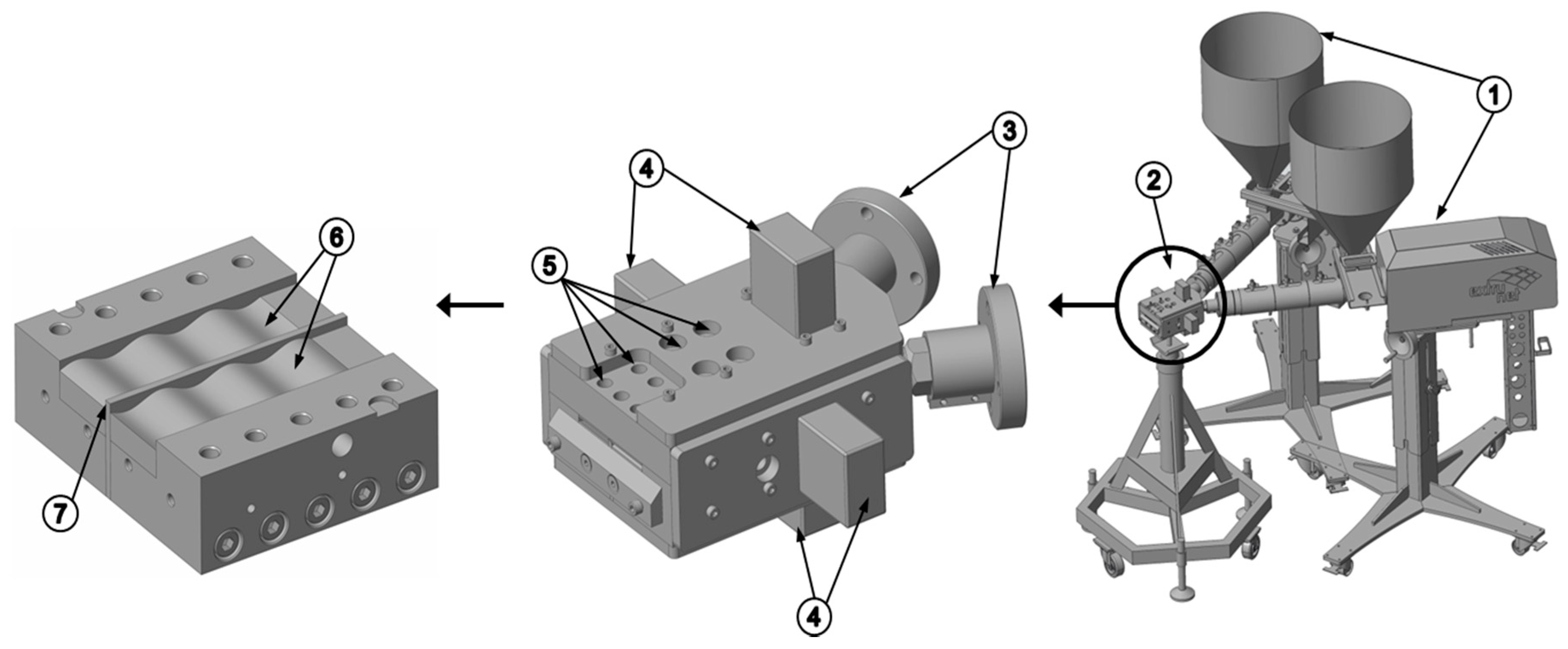
This research investigated the operation of so-called wave-dispersion zones that were implemented to allow the extruder to operate at higher output rates without causing excessive temperatures and irregularities in the discharge. The term wave-dispersion zone refers to melt-conveying zones consisting of two or more parallel flow channels that oscillate cyclically in depth over a plurality of cycles, with alternating wave peaks and valleys, as illustrated in
Figure 1. The wave cycles in adjacent channels are out of phase, i.e., the channel depth of one channel decreases while the other increases. The helical displacement between the channels is typically arranged such that a wave peak in one subchannel coincides with a valley in the other. The adjacent channels are separated by a barrier flight that is undercut relative to the main flight. In this manner, cross-channel mixing can be effectively facilitated, as material flowing down a channel toward a peak is forced to split its flow due to the decreasing cross-sectional area, with material portions remaining in the original channel and portions traveling across the barrier flight.
Several commercially available extruder screws have been designed according to wave technology [
3]. The first wave-dispersion screws with multiple flow channels were developed by Kruder [
5,
6]. An enhanced design trademarked as an energy transfer (ET) screw was patented by Chung and Barr [
7]. In this modified concept, the clearances of the screw flights were selectively interrupted to further promote cross-channel mixing between the channels. Other optimizations of the original design have been presented by Kruder [
8], Medici et al. [
9], Barr [
10], and Womer et al. [
11].
Despite their recognized performance, very few scientific analyses have examined the flow in wave-dispersion zones. Kruder and others [
12,
13] have carried out experimental studies to investigate the pumping capability of wave-dispersion screws. For these trials, the dual-channel screw design was largely superior to single-channel geometry in terms of output rates and melt temperatures. Similar extruder tests using an energy transfer screw were performed by Chung and Barr [
14]. Fan et al. [
15] and Perdiakoulias et al. [
16] presented three-dimensional flow simulations of unrolled wave-dispersion sections. These numerical analyses visualized the flow pattern of the polymer melt, providing insights into the complicated nature of the flows. The results indicated an improved mixing performance of wave-channel systems. Surprisingly, this outcome was caused by the oscillating down channel velocity of the polymer melt rather than a repeated material transfer across the barrier flight. Somers et al. [
17] expanded on the numerical analysis to examine the effect of thermal homogenization in helical energy transfer screw sections. In this study, cross-channel mixing was clearly detected as a result of the strategically positioned flight undercuts. The improved mixing capability of energy transfer sections was experimentally confirmed in Reference [
18].
Physically, the flow of polymer melts in wave-dispersion zones can be divided into a down- and cross-channel component, both of which are governed by the rotation of the screw and the pressure distribution in the screw channel. The former causes a drag flow, and the latter gives rise to a pressure flow. Due to the shear-thinning behavior of polymer melts, all of these components are coupled via the dependency of the viscosity on shear rate. Since the channel depth is additionally a function of the downchannel coordinate, the shear rate changes at each position of the flow channel, and hence accurate flow analysis inevitably requires a local description of the flow mechanisms.
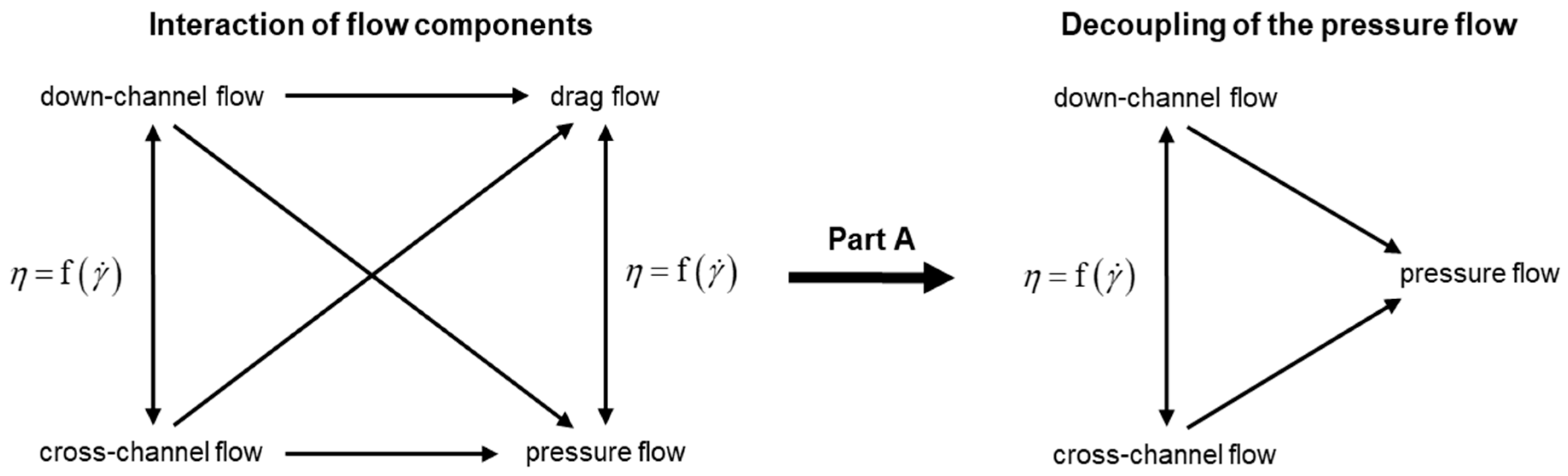
This research was carried out in an effort to systematically increase the understanding of the flow in wave sections. Due to the complexity of the problem, the work was split into two parts. The research presented here (Part A) decoupled the network of flow components in a first step and focused exclusively on the analysis of pressure-induced flows, as indicated in
Figure 2. By ignoring the drag flow, the complexity of the flow could be considerably reduced, and the results could be clearly assigned to the governing type of flow mechanism, providing a better understanding of the underlying physics. To consider the influence of screw rotation in the performance analysis, the study will be extended to superimposed drag and pressure flows in a following article (Part B).
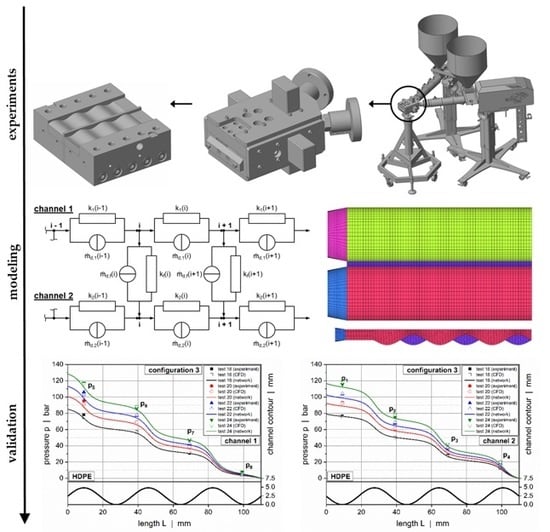
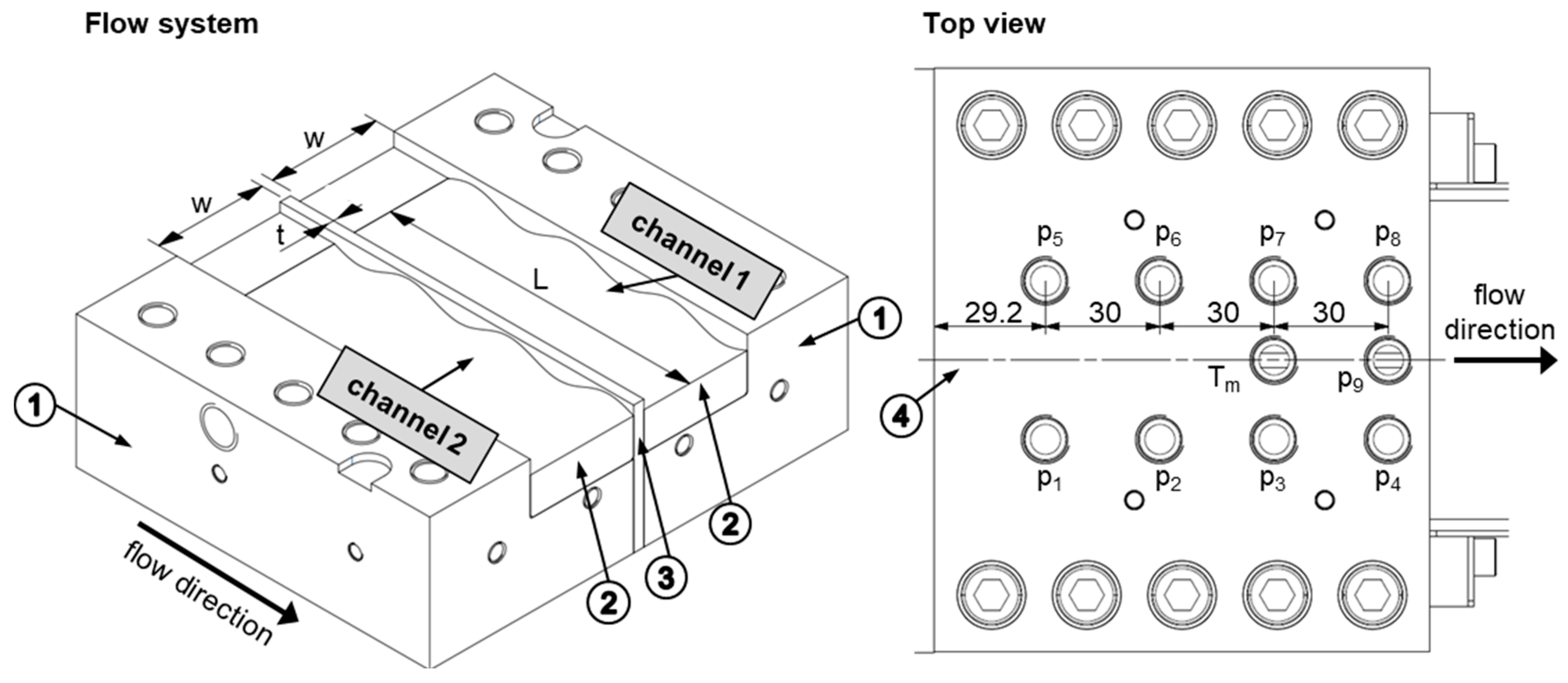
In this analysis, experimental studies were performed on a novel extrusion die equipped with a dual wave-channel system (see chapter 2.2). The aim was to investigate the interaction between the downchannel and cross-channel flows and its effects on the conveying behavior of the wave section using various channel geometries, materials, and processing conditions. A seminumerical procedure based on network theory is presented that describes the governing flow mechanisms and accurately predicts the pressure distribution in the wave-dispersion zone. Avoiding time-consuming and traditional trial-and-error design procedures, this method can be used to systematically optimize the geometry of wave systems. Three-dimensional flow simulations were carried out to compare the results of our seminumerical approach to the solutions of a widely known numerical procedure.
3. Network Analysis
A seminumerical modeling approach based on network theory was developed and implemented in MATLAB to model the flows in the wave-dispersion zone. Our objective was to reproduce the pressure characteristics of the wave system by using the geometrical parameters of the flow domain, the material properties, and the processing conditions measured in the experimental part (e.g., mass flow rate and melt temperature) as input parameters.
Network theory originates from the field of electrical engineering, where it is commonly used for calculating electrical networks based on Kirchhoff’s laws [
22]. Two modeling approaches can be distinguished: (i) nodal and (ii) mesh analysis. Replacing the currents with flow rates, the voltages with pressures, and the electrical resistances with flow resistances, network theory has also proven useful in the field of polymer processing, where it has been successfully applied in modeling the flows in extrusion dies [
23,
24,
25,
26,
27] and in extruders [
28,
29,
30]. The main idea is to reduce the complexity of a multidimensional flow by subdividing the geometry into small passages for which simple analytical flow equations are available, assuming that both geometrical parameters and processing conditions are locally constant. Similarly to electrical circuits, these geometrically simpler sections are connected via nodal points to form an equivalent flow network, which is then solved in a manner analogous to nodal analysis or mesh analysis. For non-Newtonian fluids, an iterative procedure is additionally required to reach converging solutions.
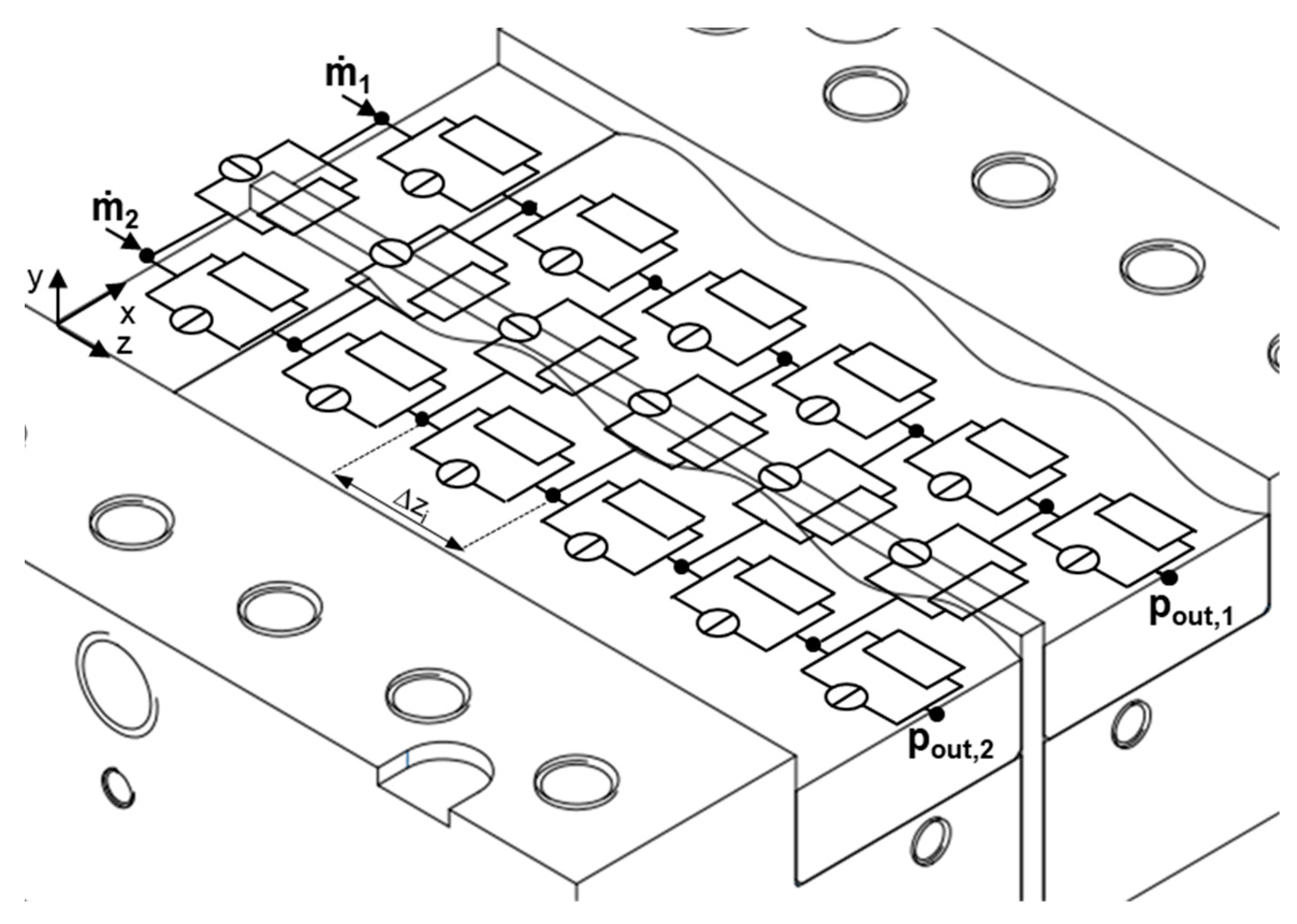
Figure 8 shows a schematic of the equivalent flow network for the wave-dispersion zone analyzed in this study. A flow chart of our seminumerical modeling approach is given in
Figure 9.
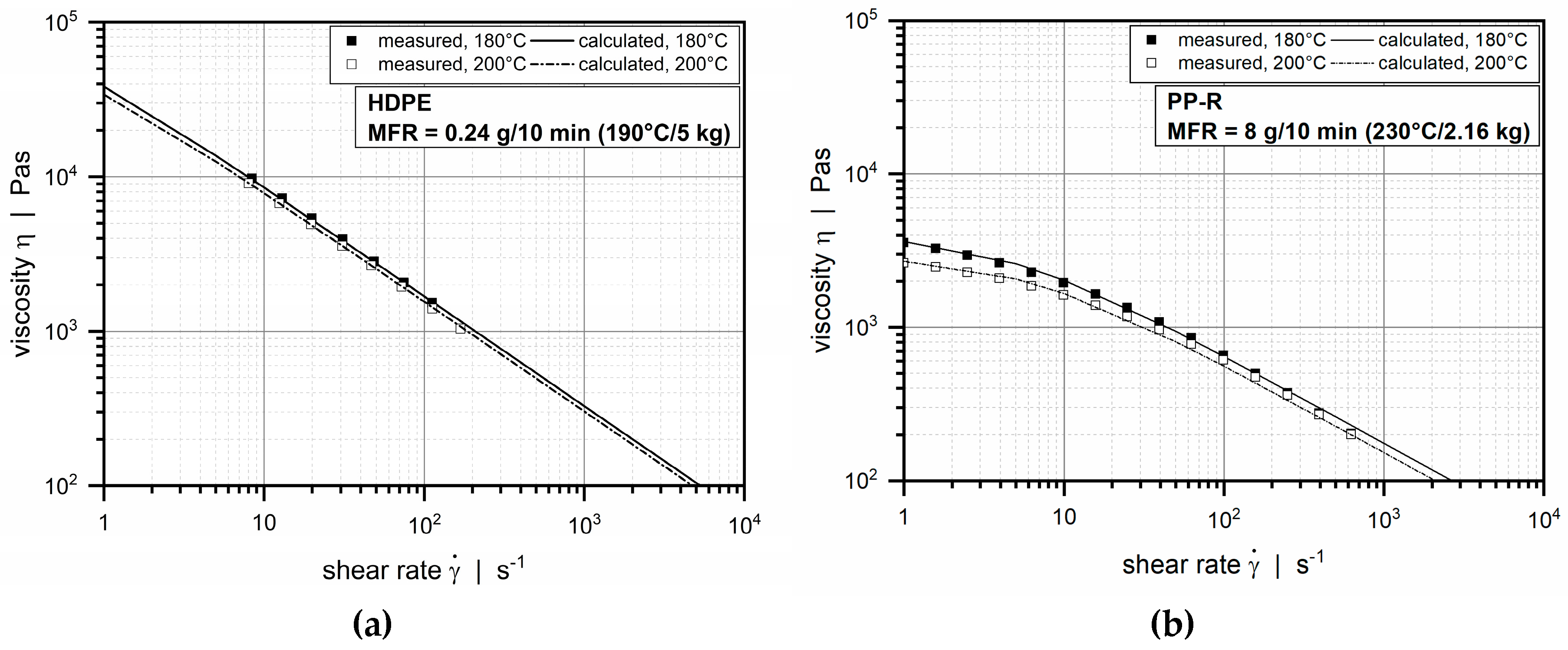
We describe the shear-thinning flow behavior of the polymer melt by an Ostwald–deWaele power law model [
31]:
where
K is the consistency, and
np is the power law index. The fluidity
Φ and the flow exponent
m result from
For power law fluids, the pressure-induced flow through a rectangular slit can be described by a nonlinear relationship [
26]:
This simple analytical equation relates the mass flow rate
and the pressure consumption Δ
p via the melt density ρ
m, the fluidity Φ, the flow exponent
m, the die conductance
K’, and a correction factor
fp (defined in Reference [
27]). The latter is a function of the aspect ratio of the flow channel and takes the rate-limiting influence of the walls for a Newtonian fluid into account.
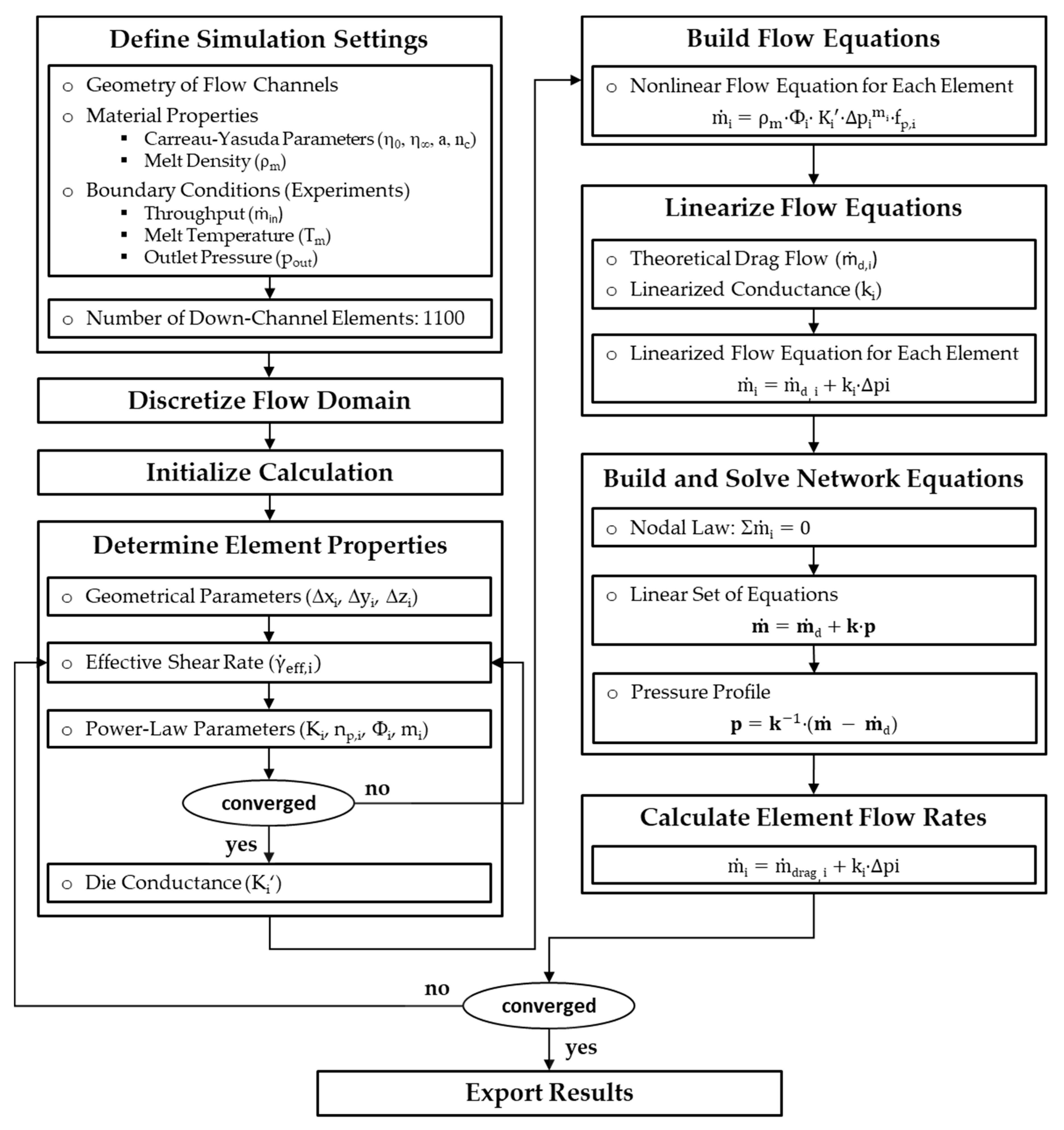
Our simulation routine was based on the following steps. At the beginning, basic simulation settings were defined. These included the geometry of flow channels, material properties, and boundary conditions such as inlet mass flow rates, outlet pressures, and melt temperature, which were measured in the experimental part. Considering an isothermal flow, the last of these was used to shift the viscosity data to the desired temperature level. Further, due to the incompressible nature of the polymer melt, the melt density of the materials was assumed to be constant. To this end, we used the densities measured at 200 °C and 200 bar (
Table 2).
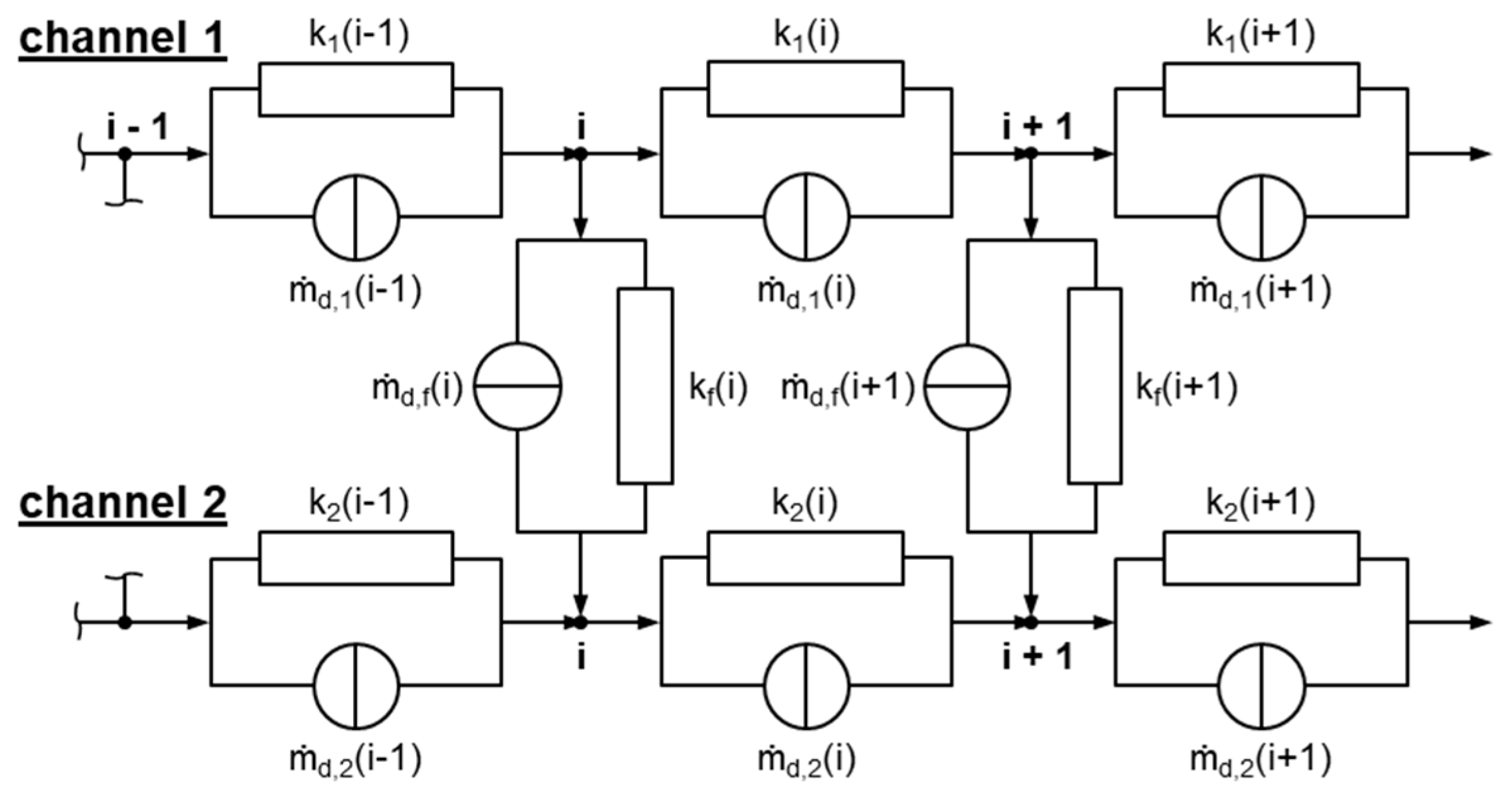
In the next step, the flow domain was discretized into a network of smaller segments of constant geometry. These geometrically simpler sections were represented by network elements, each of which consisted of a source and a resistance connected in parallel. The first indicated a local (theoretical) drag flow and the second the local pressure flow. Note that the drag flow component had no physical relevance but was required to transform the nonlinear flow equations into a linear form. Hence, the mass flow rate of an element is defined by the following linear superposition:
where
is the (theoretical) drag flow,
is the pressure flow,
k is the linearized conductance, and
pin and
pout are the pressures at the surrounding nodal points.
The resolution of the network was determined by the number of downchannel elements, which was set to
Nz = 1100 for all calculations, yielding a downchannel distance between adjacent nodes of Δ
zi = 0.1 mm. Taking the reduced length of a network element into account, we applied the lubrication approximation [
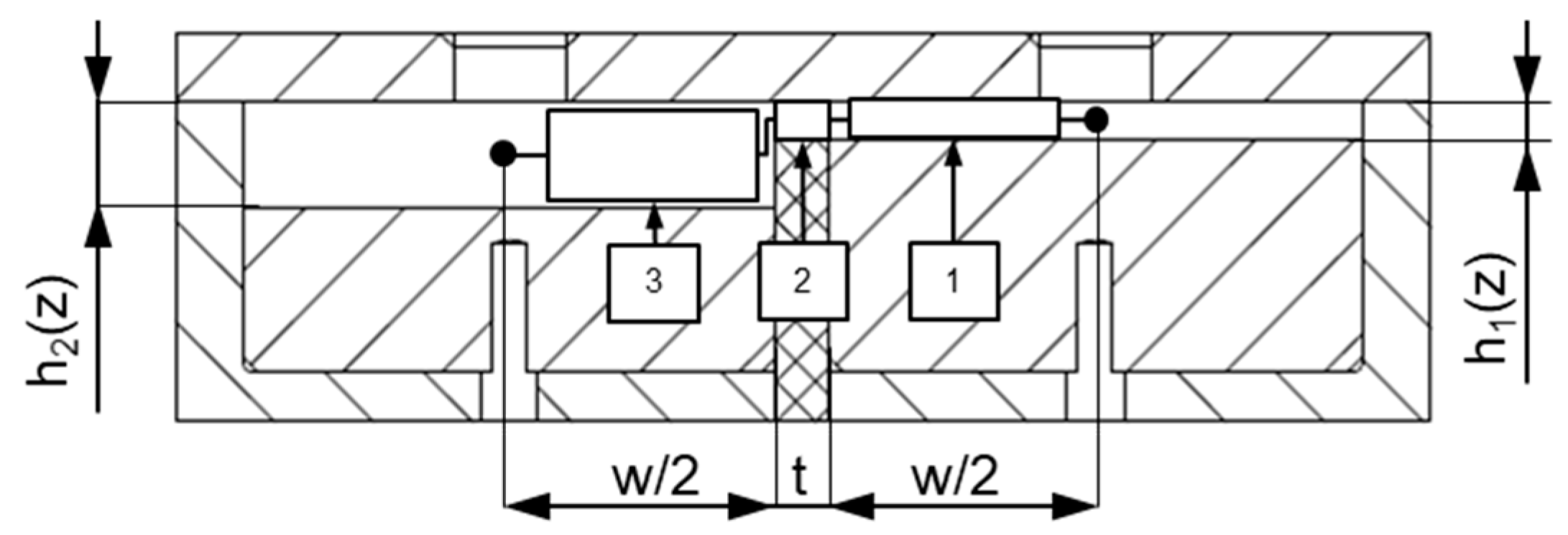
32], i.e., the flow was locally assumed to take place between two parallel plates. As a result, any motion of fluid in a direction normal to the surfaces could be neglected in comparison to a motion parallel to them. To include cross-channel flow, nodal points at the same downchannel position were connected in the direction perpendicular to the flight (
Figure 10). These connections were initialized with three elements (with
h1 =
h1(z) and
w1 =
w/2,
h2 =
δ and
w2 = t,
h3 =
h2(z) and
w3 =
w/2) and then replaced by one equivalent element in order to describe the stepwise changes in channel height in the cross-channel direction. The total drag flow and conductance of three elements connected in a series is given by
The calculation was started by initializing the element properties, element flow rates, and nodal pressures with zeroes. In addition, the boundary conditions at the inlet and outlet of the flow domain were specified as follows:
ṁ1 =
ṁ2 =
ṁ/2 and
pout,1 =
pout,2 =
pout = 0 bar (
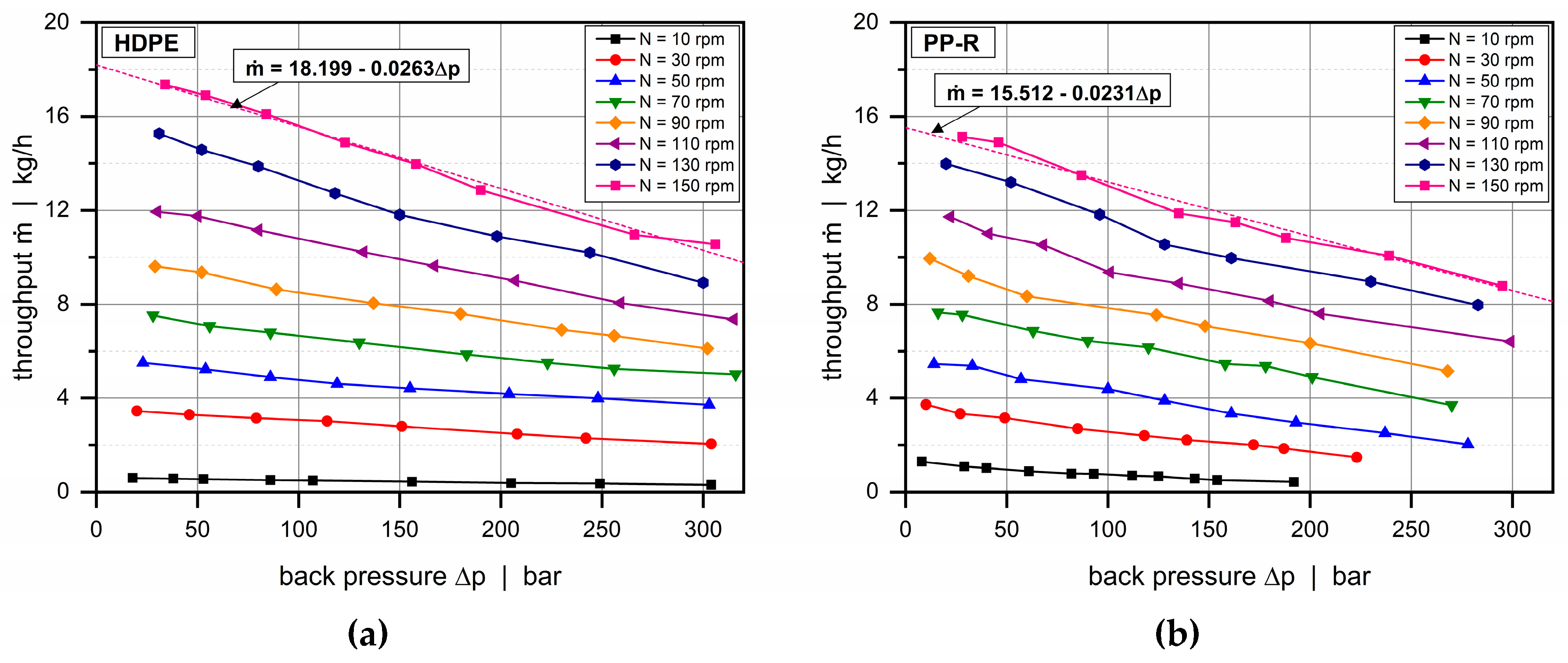
ṁ is the measured output). For convenience, the inlet mass flow rates in each subchannel were equally set to one-half of the total throughput. This assumption was not entirely correct. Taking the different back pressures in adaptors 1 and 2 into account, the flow rates in the subchannels will slightly deviate. When analyzing the screw characteristic curves in
Figure 7, however, it can be seen that this difference was negligibly small.
In the final step, the equivalent circuit diagram (
Figure 11) was solved. To this end, the network equations were built at each node by means of nodal analysis, assuming that the sum of the incoming flows (currents) must equal the sum of outgoing flows (cf. Kirchhoff′s current law):
For an arbitrary nodal point with index
i, the network equations are given by
Taking all nodes of the flow into account, a linear system of equations can be set up in matrix form:
where
ṁd is the drag flow vector,
k is the linearized conductance matrix,
p is the pressure vector, and
ṁ includes the boundary conditions. The pressure field of the flow domain is hence obtained from
Special attention has to be placed on the development of a network equation for the first node, where the inlet mass flow rates are known:
Similarly, the equations must be modified for the last nodes, where the outlet pressures are predefined:
Solving the network equation (Equation (14)) requires the properties of the network elements to be evaluated. The dimensions of the elements are determined by using the geometrical parameters known at each nodal point. These parameters are applied to calculate the local correction factors in the die equation (Equation (7)). Next, the local shear rate is evaluated for each element:
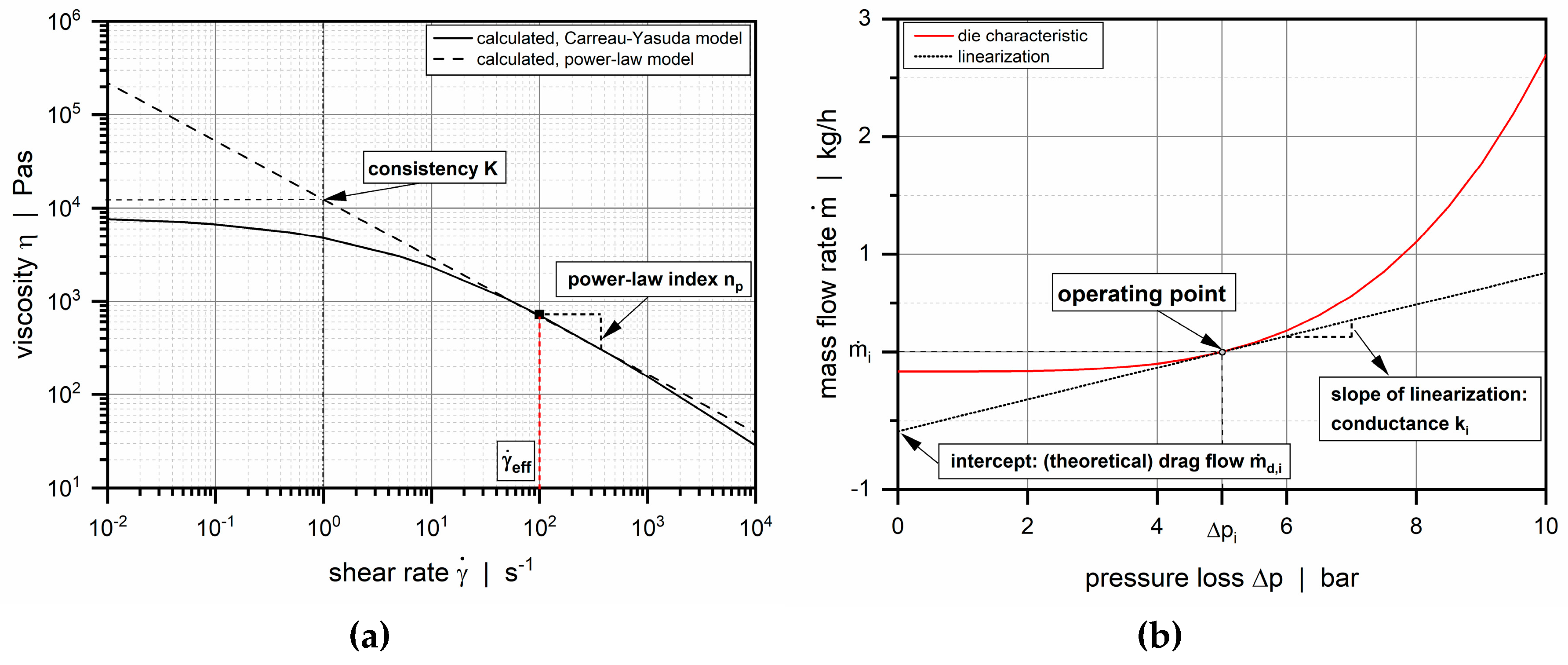
Since the local power law parameters are initially unknown, this step is based on an iterative procedure. On a log–log scale, the power law can be considered as the tangent of the Carreau–Yasuda model at a specific shear rate, as shown in
Figure 12a. The local power law parameters are obtained from the slope and the intercept of the tangent:
The power law parameters are then used to determine the die conductance in Equation (7), which is linearized at the local operating point (
Figure 12b). For each element, (theoretical) drag flow and conductance are obtained from the initial value and the slope of the linearization. At the end of the procedure, the linear set of network equations is solved, and the calculated pressure field is used to update the element flow rates for the next iteration. A simulation was considered converged if the pressure differences between the first and the final nodes in each channel were smaller than 0.01 bar.
A special feature of the seminumerical procedure presented here is the linearization applied to build the network equations at each nodal point. Previous studies dealing with flow resistance networks [
25,
27] have used the concept of representative viscosities [
33,
34] to include shear-thinning flow behavior of the polymer melt. By linearizing the nonlinear flow equation (Equation (7)) for each network element, our approach inherently considers shear-thinning flow behavior.
4. CFD Simulation
Three-dimensional numerical flow simulations were carried out using the software package ANSYS Fluent, which is based on the finite volume method. The main objective was to compare the results of our seminumerical modeling approach to the solutions of a widely known numerical technique.
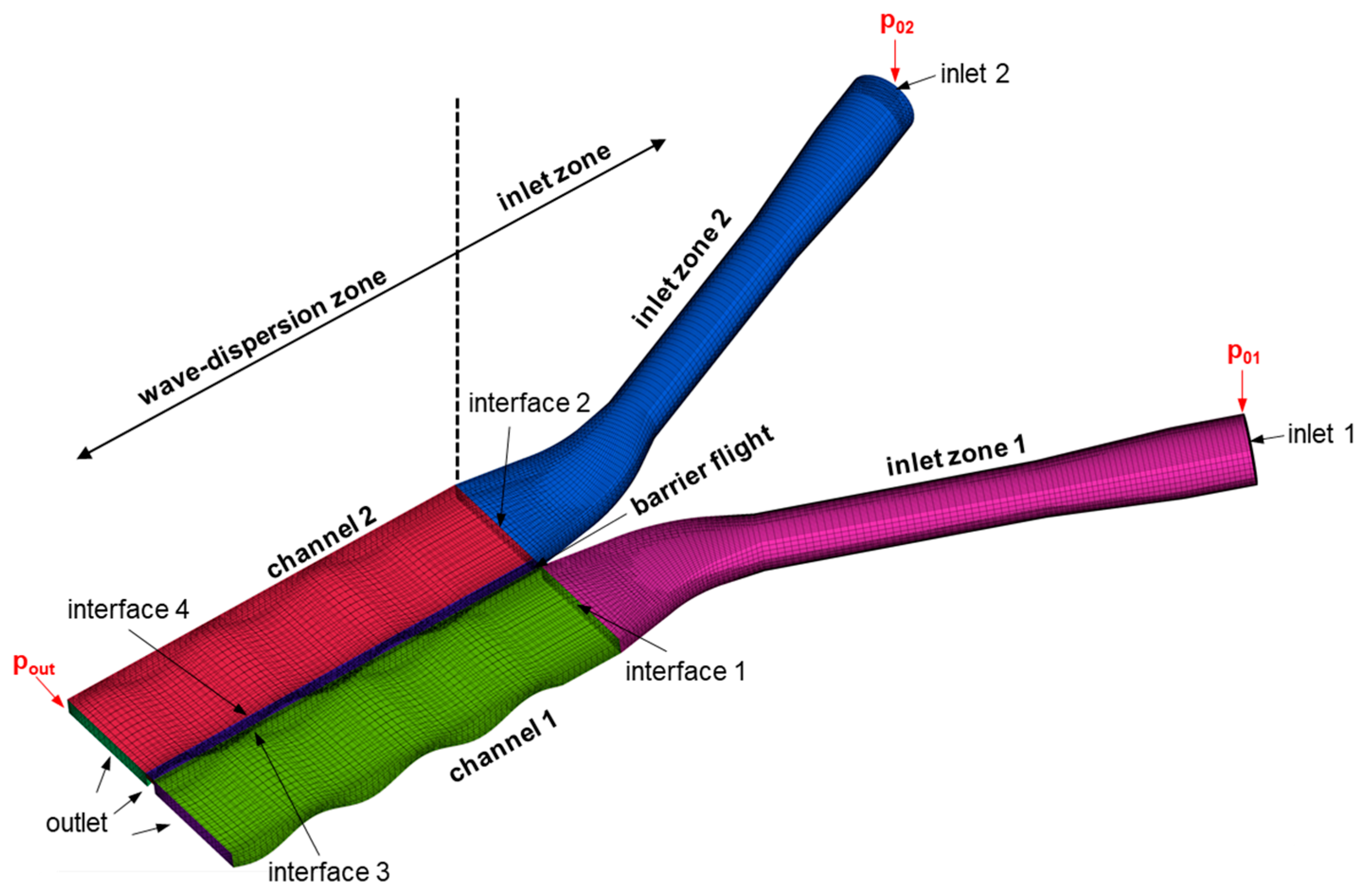
In this numerical analysis, the fluid domain was extended to include the flow channels formed by the adaptors. Five subsections were defined: inlet zones 1 and 2, channels 1 and 2, and the barrier flight. Each of these cell zones was meshed separately and then merged via interfaces to obtain the computational domain, as shown in
Figure 13. For all subsections, hexahedral elements were used. In total, 124,332 hexahedral elements were employed.
Considering a stationary flow of an incompressible fluid, the conservation equations of mass and momentum given in Reference [
35] were reduced to
where ρ
m is the melt density,
v is the velocity vector,
p is the pressure, and
τ is the stress tensor. Since an isothermal flow was considered, the energy equation was omitted. The following relationship was applied to express the constitutive nature of the polymer melt:
where η
c is the melt viscosity defined by the Carreau–Yasuda model in Equation (1) and the material properties in
Table 2. The rate of deformation tensor
D is given by the symmetric part of the velocity gradient tensor
L. To simulate the flows in the wave zone for selected processing conditions, the adaptor pressures p
01 and p
02 were predefined according to the experimental results (
Table A1), whereas the pressure at the outlet was fixed to p
out = 0 bar. Assuming a wall-adhering polymer melt, the fluid velocities at the walls of the flow domain were set to zero.
To solve the flow equations, spatial discretization was carried out by means of second-order upwind functions, and pressure–velocity coupling was solved using the SIMPLE algorithm (Semi-Implicit Method for Pressure Linked Equations) [
36]. The iteration number was fixed such that both numerical convergence (residuals) and physical convergence (volume flow rate at the outlet surface) were reached. For each simulation, the total mass flow rate and the pressure profiles along the wave channels were evaluated. Streamlines in both wave channels were colored differently and then tracked along their flow paths to visualize cross-channel mixing.
6. Conclusions
Modeling the flow of polymer melts in wave-dispersion screws is a complex task. Due to the oscillating channel depth profile of the screw channel, the shear rate changes at each position, thereby locally affecting the viscosity and therefore the drag and the pressure flows in the downchannel and in the cross-channel directions. All of these components are coupled as a result of the shear-thinning flow behavior of the polymer melt. Although mathematical representations of the physical process can be derived, analytical solutions become elusive and in general time-consuming, and computational expensive numerical CFD simulations are required to solve the flow equations.
To remove the need for the latter, we propose an alternative seminumerical modeling approach, which enables a fast and accurate analysis of the flow phenomena. The main idea of the approach is as follows: By means of network theory, the flow domain is subdivided into very small passages of constant geometry, for which analytical equations are used. These smaller sections are connected via nodal points to form an equivalent flow network, which is solved using Kirchhoff’s law, i.e., for each nodal point the sum of incoming flow rates must equal the sum of outgoing flow rates. As a special feature of the modeling approach, a linearization method is applied to evaluate the properties of the network elements. A major advantage of this technique is that the flow can be locally described by the nonlinear flow equation (Equation (7)). This step increases the accuracy of the results, as the underlying flow equations inherently consider shear-thinning flow behavior. Another novel feature of the approach is the representation of transverse flows over the barrier flight. With the flow network in the cross-channel direction being initialized with three network elements connected in a series, the stepwise changes in channel height between the subchannels can be accurately described. For dual wave sections, these changes are significant when one subchannel reaches its valley and the other subchannel its peak. In this case, the channel depth in one subchannel is at a maximum and at a minimum in the other. The modeling approach presented here provides a convenient method for capturing the change in channel depth in the transverse direction.
The usefulness of the seminumerical modeling approach is the substantial reduction of calculation time compared to three-dimensional non-Newtonian CFD analyses. Rather than solving the full set of conservation equations, the seminumerical modeling approach iteratively solves a linearized set of network equations. Using the same computer settings, the latter is considerably faster, while it still provides satisfactory solutions. This effect is even more pronounced if an optimization study is carried out and the geometrical configuration of the wave section changes. This requires the creation of a new computational domain in the case of a CFD analysis and a modification of input parameters for our modeling approach. For various operating points, we showed that the results of the seminumerical modeling approach were nearly as accurate as the solutions of three-dimensional CFD simulations. Minor deviations could be explained by the diverse complexity of the mathematical model solved in both cases.
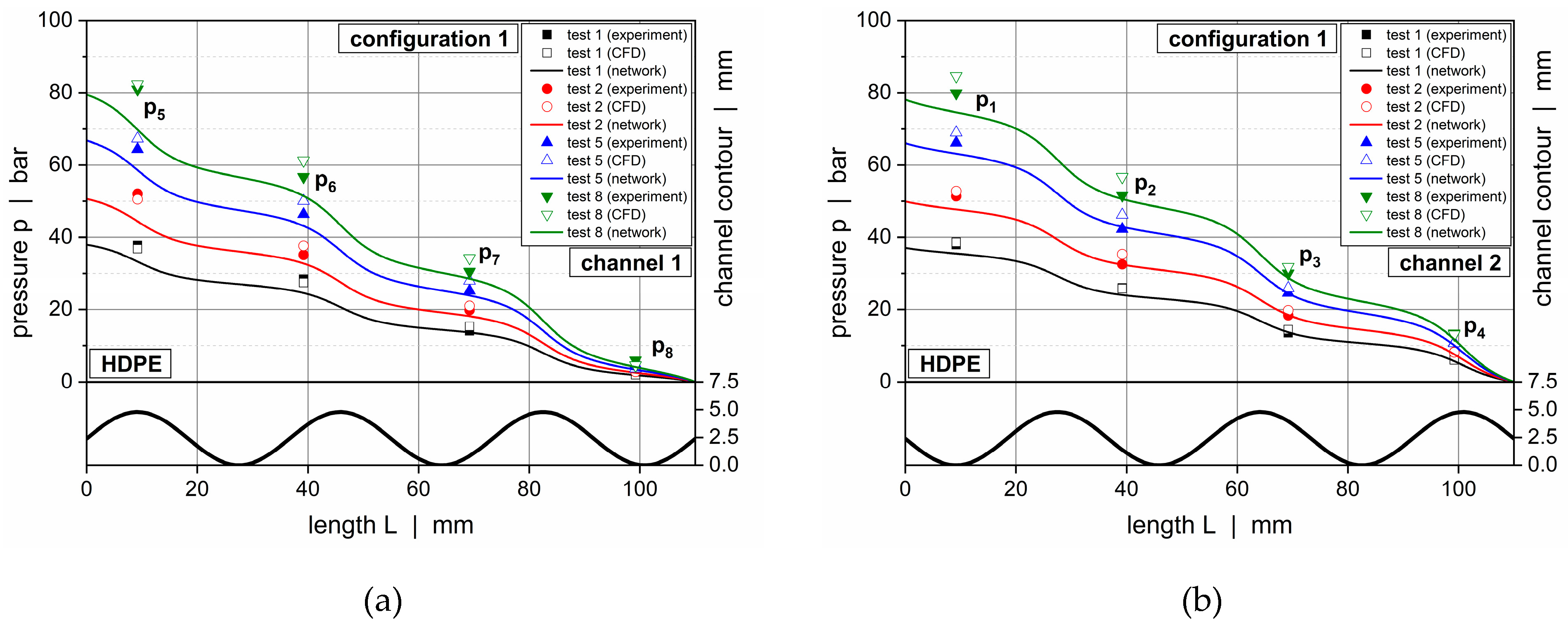
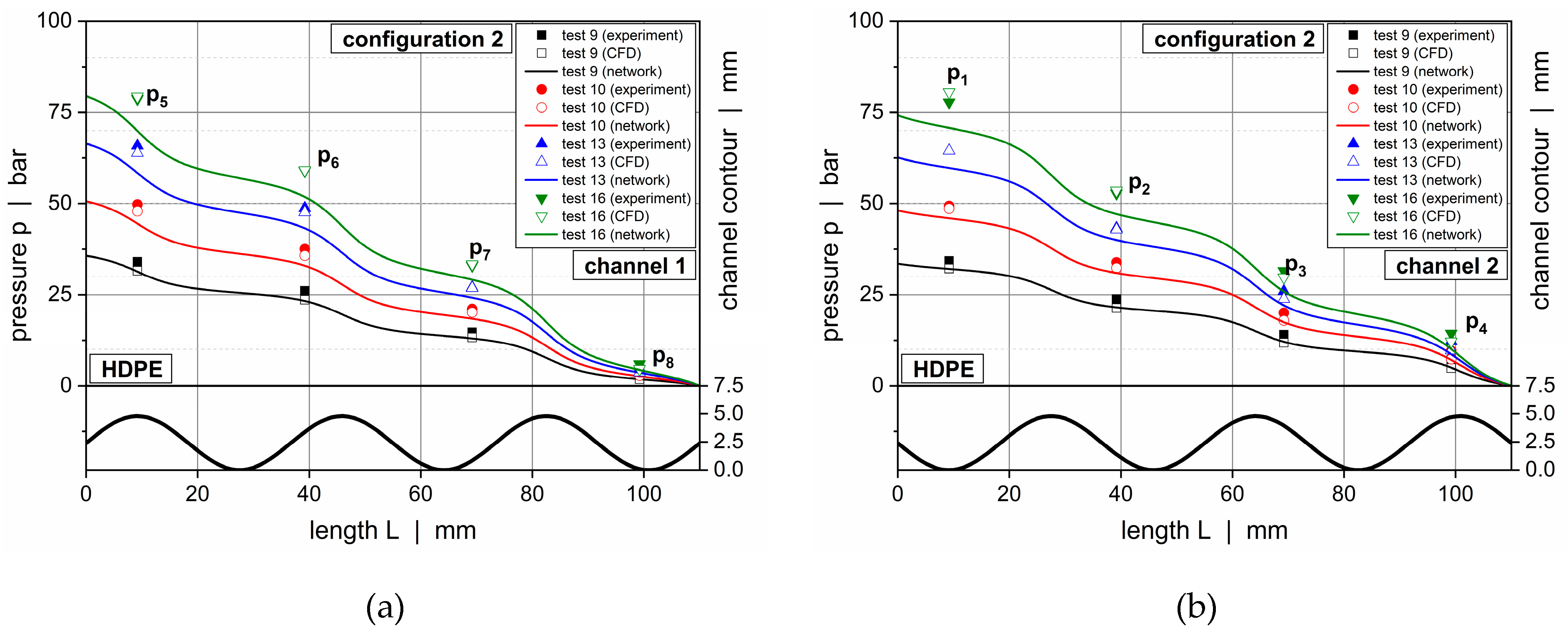
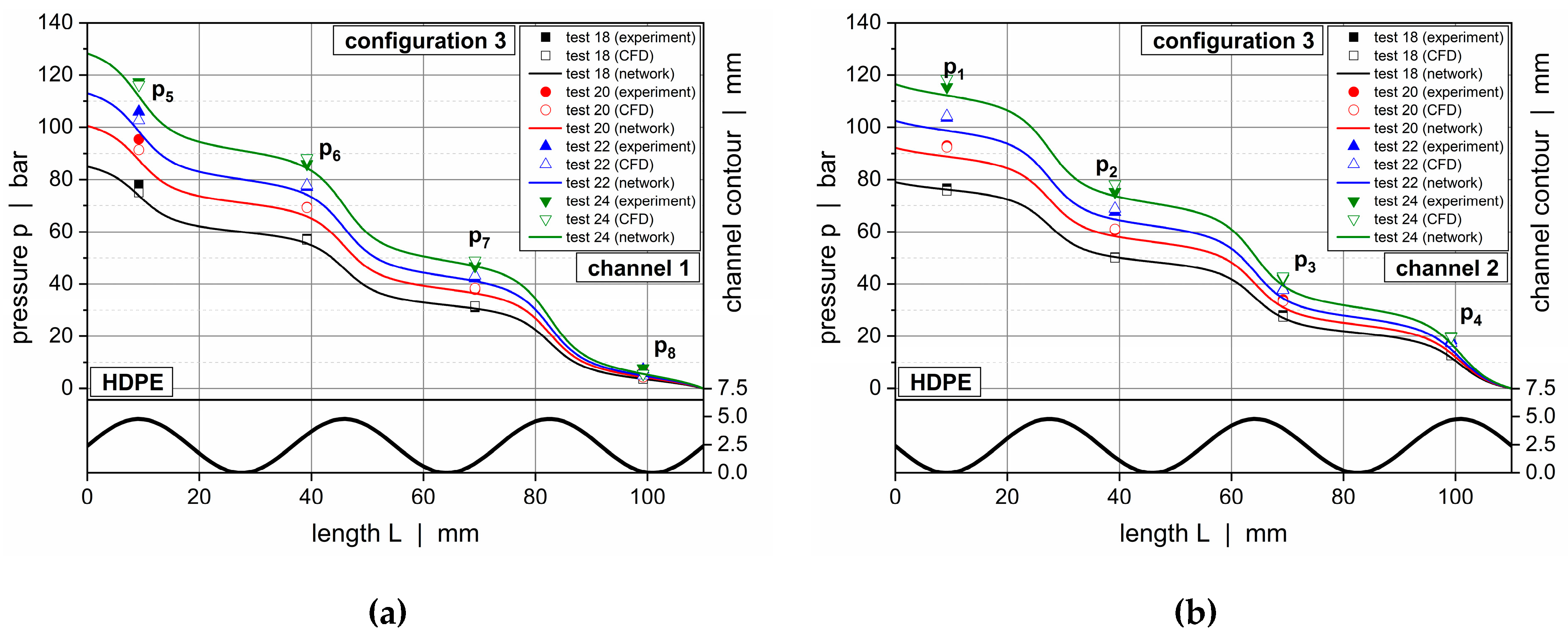
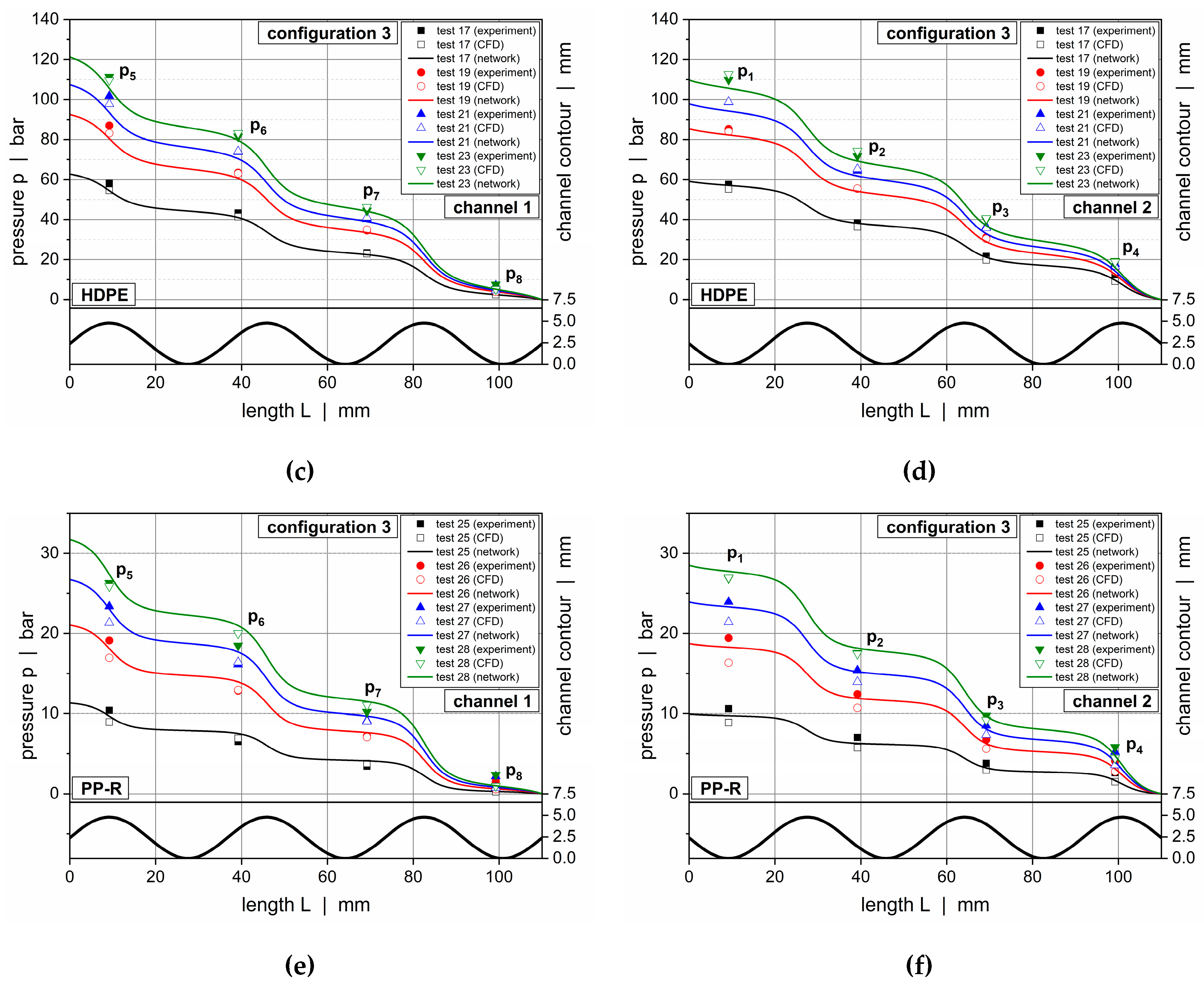
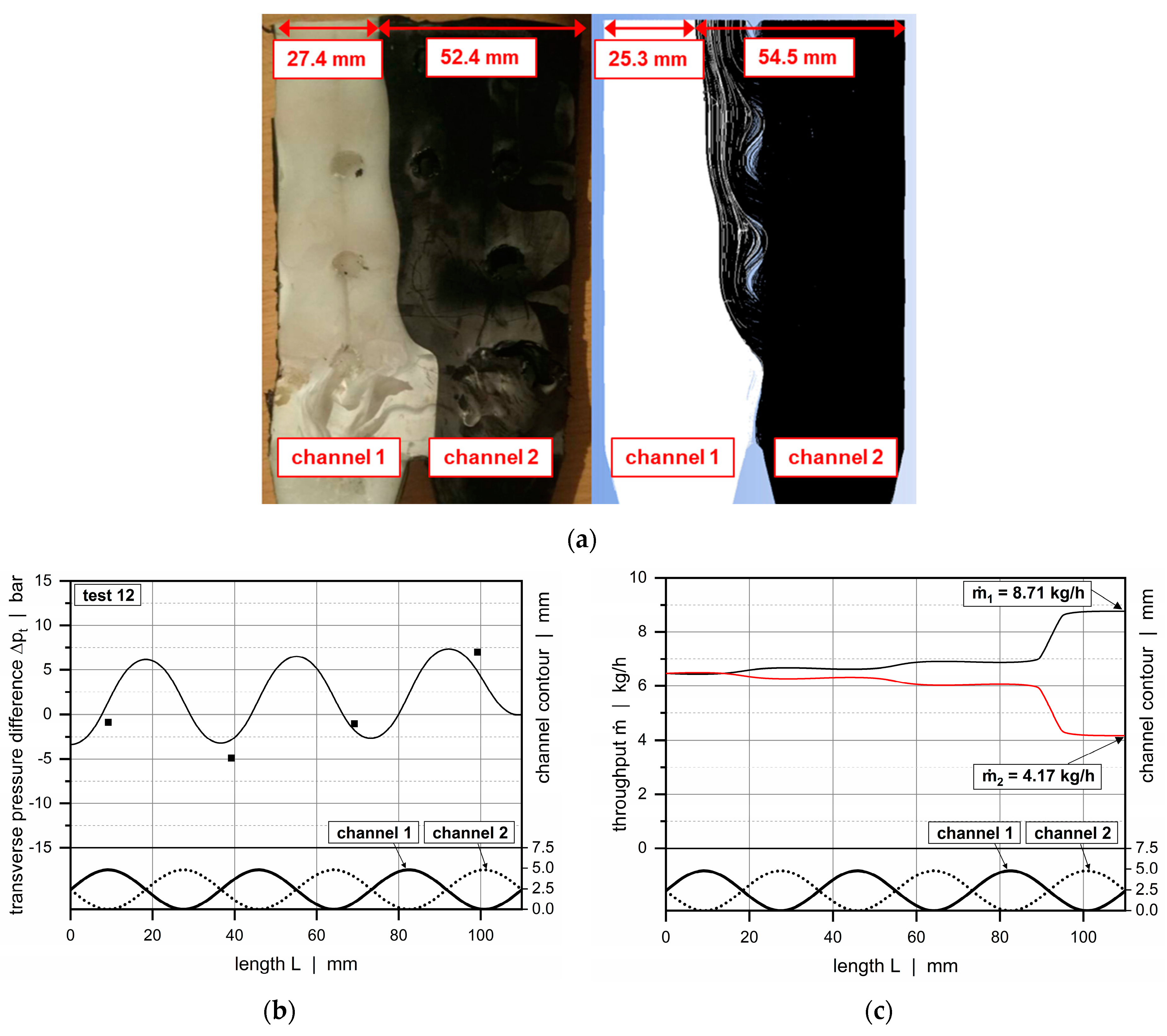
The validity of the seminumerical modeling approach was experimentally confirmed by comparing the calculated downchannel pressure profiles along the wave channels to measured data. For a variety of experimental setups, the solutions were in very good agreement with the measured data. In addition, the modeling approach was demonstrated to accurately predict the cross-channel flows along the wave zone by means of solidification experiments. As expected, the transverse mixing of polymer melt between the subchannels was limited, since the drag force of the rotating screw was omitted in this analysis. By simplifying the real physical process in single-screw extruders, however, we systematically reduced the complexity of the problem, which allowed us to validate our novel modeling approach and to clearly assign the results to the governing type of flow mechanism. Implementing the influence of screw rotation in the calculation did not substantially change the groundwork of the theory, as the approach already contained a drag flow variable in the network calculation. This component was needed for linearizing the nonlinear flow equations in the present study, whereas it provided the interface for including the actual physical drag flow in the analysis of extruder screws. In the latter case, the flow equation (Equation (7)) would be replaced by the two- and three-dimensional melt-conveying models developed in References [
37,
38,
39,
40,
41]. Moreover, when analyzing wave-dispersion screws, leakage flow over the main flight has to be considered, which requires an extension of the flow network.
Our new seminumerical modeling approach enables a fast and stable prediction of the flows and the pressure demands of wave systems. The routine can therefore be used to quickly develop more effective geometrical designs. Apart from wave-dispersion zones, the method can be applied to model the flow in various types of extrusion dies, including flow channels with changing channel geometry. The analysis presented here will be extended to include the influence of the screw rotation on the flow behavior in Part B.

 ,
, 

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}























