Mechanical and Physical Properties of Short Carbon Fiber and Nanofiller-Reinforced Polypropylene Hybrid Nanocomposites

 , ,
, ,
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Characterization of Fillers
2.2.2. Melt Flow Index Measurement
2.2.3. Density Measurement
2.2.4. Morphology and Fractography of Composites
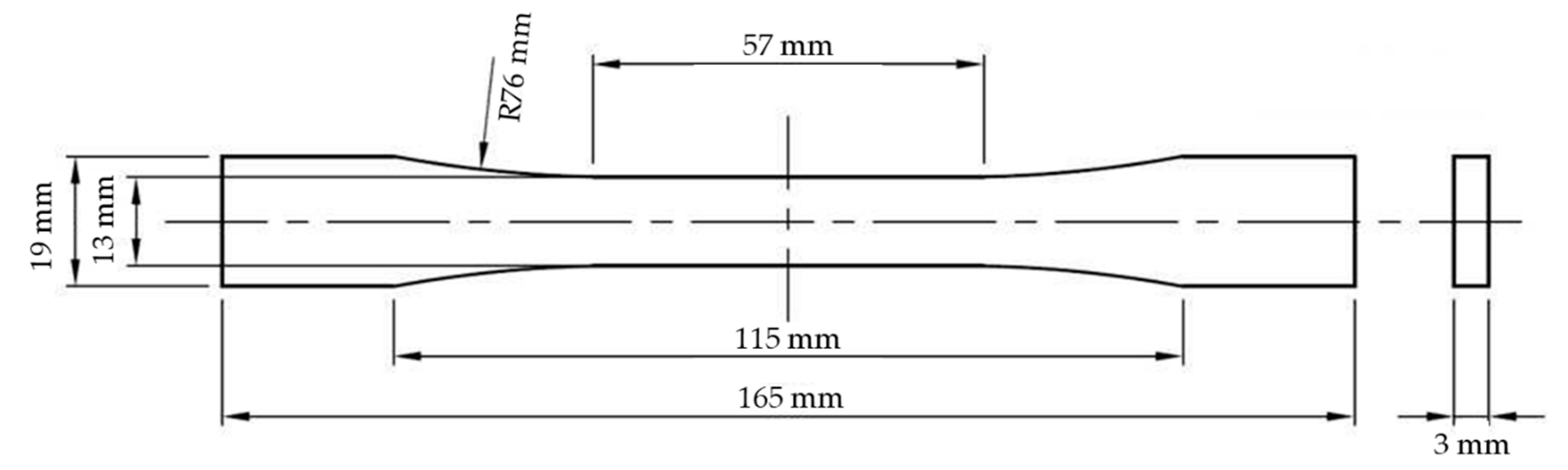
2.2.5. Tensile Test
2.2.6. Flexural Test
2.2.7. Impact Test
3. Results and Discussion
3.1. Fillers Characterization
3.2. Melt Flow Index Measurement
3.3. Density
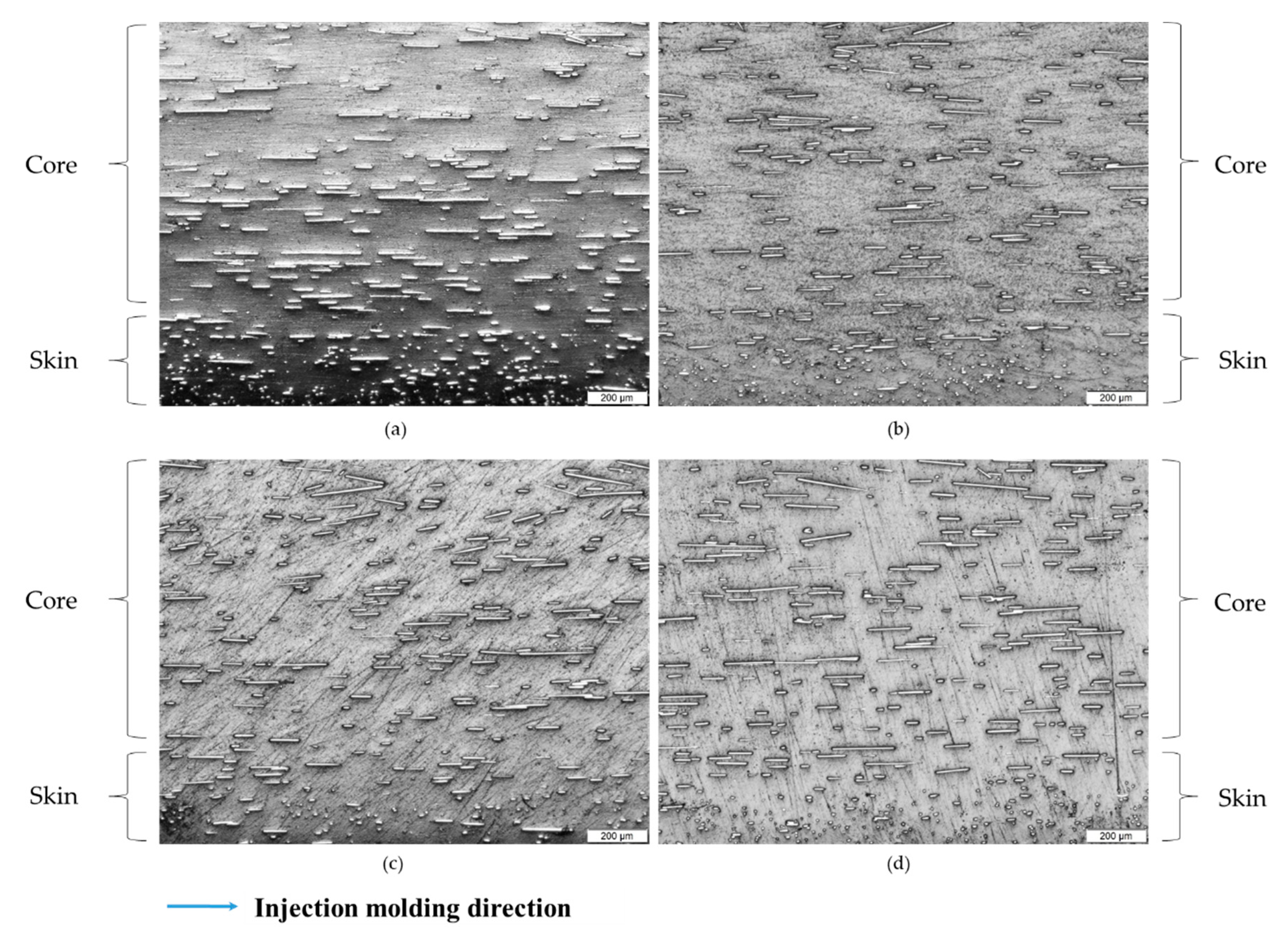
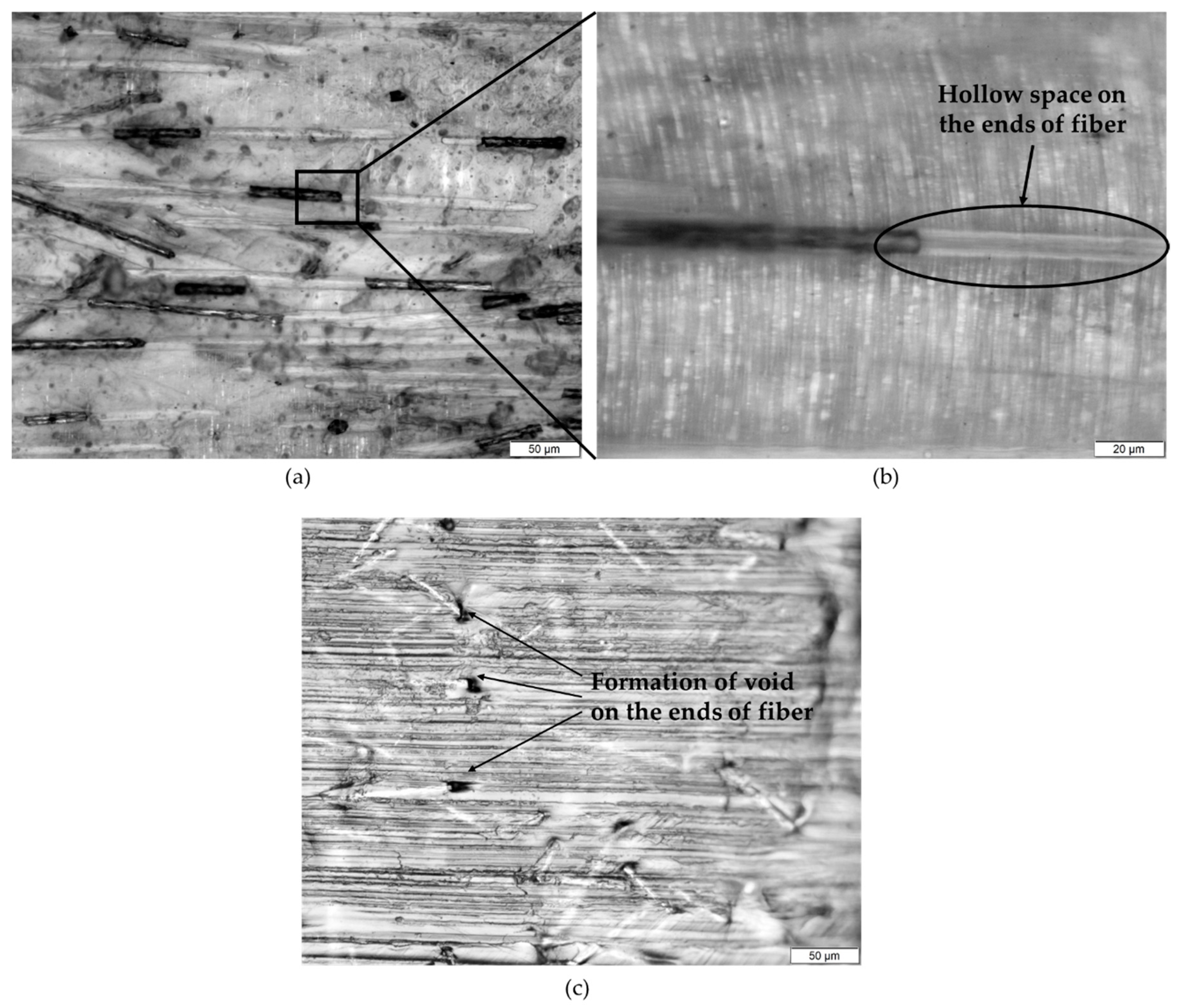
3.4. Microstructures
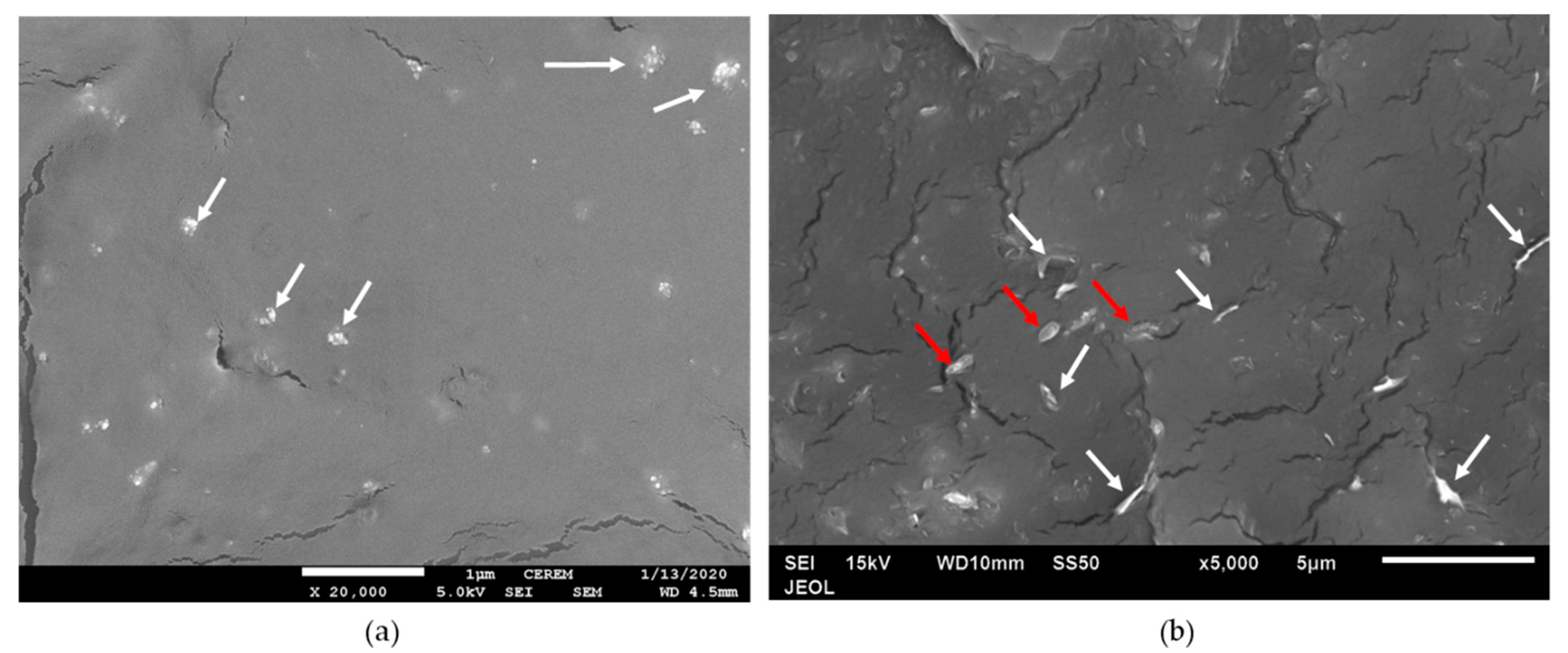
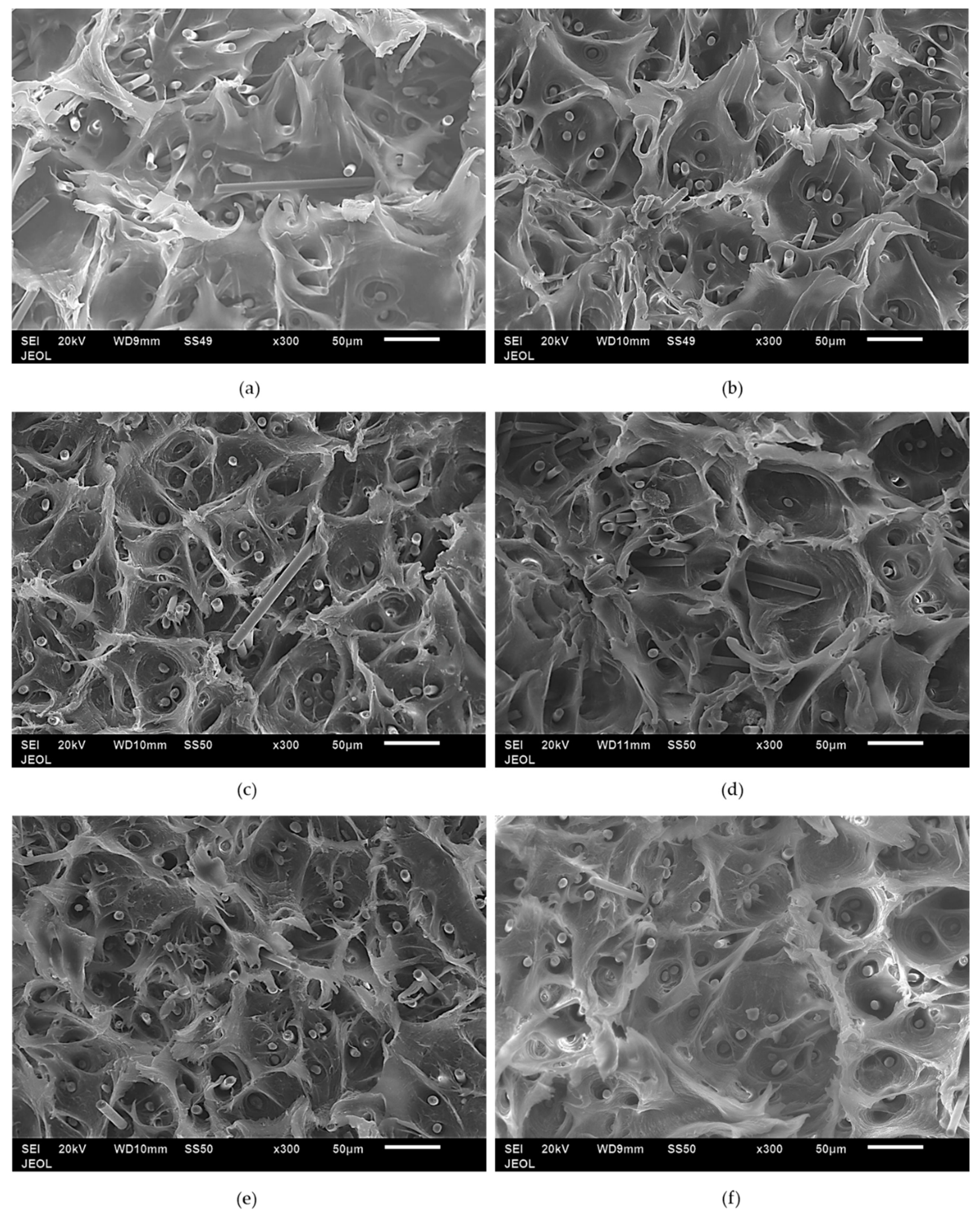
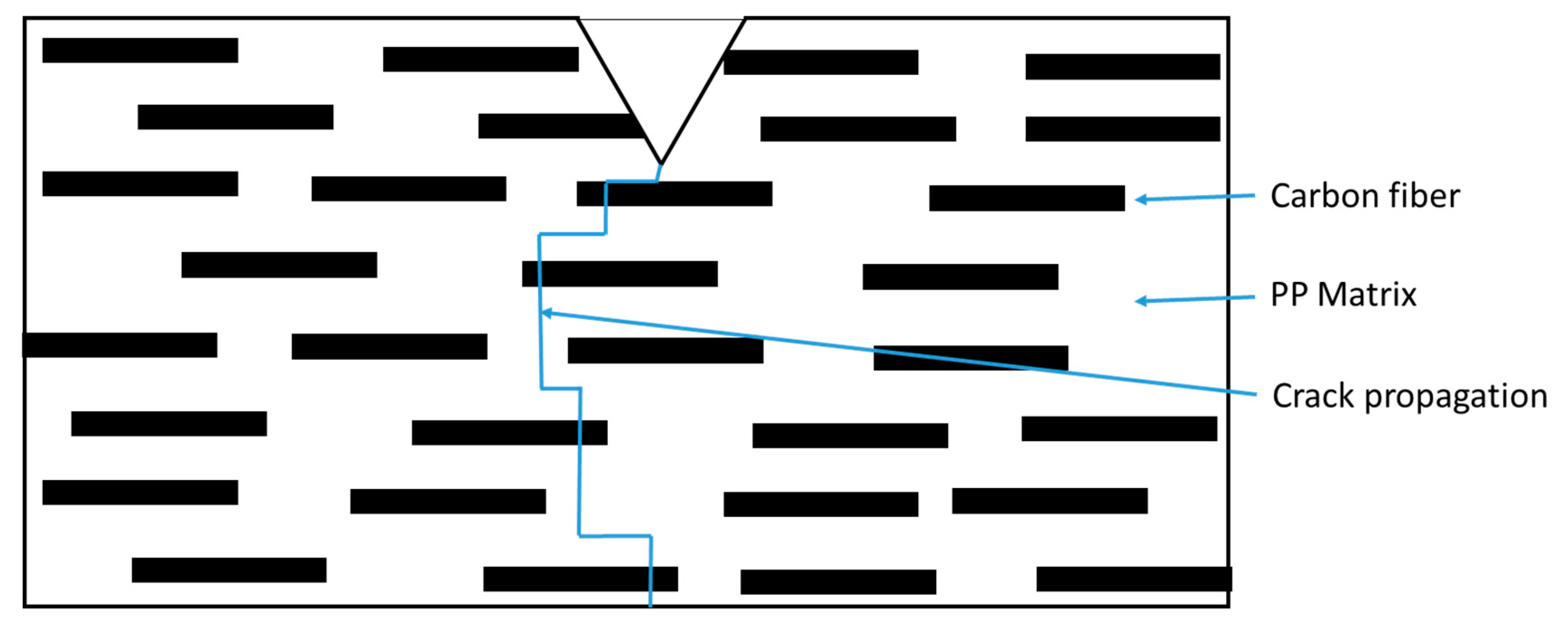
3.5. Tensile Test Fracture Surfaces
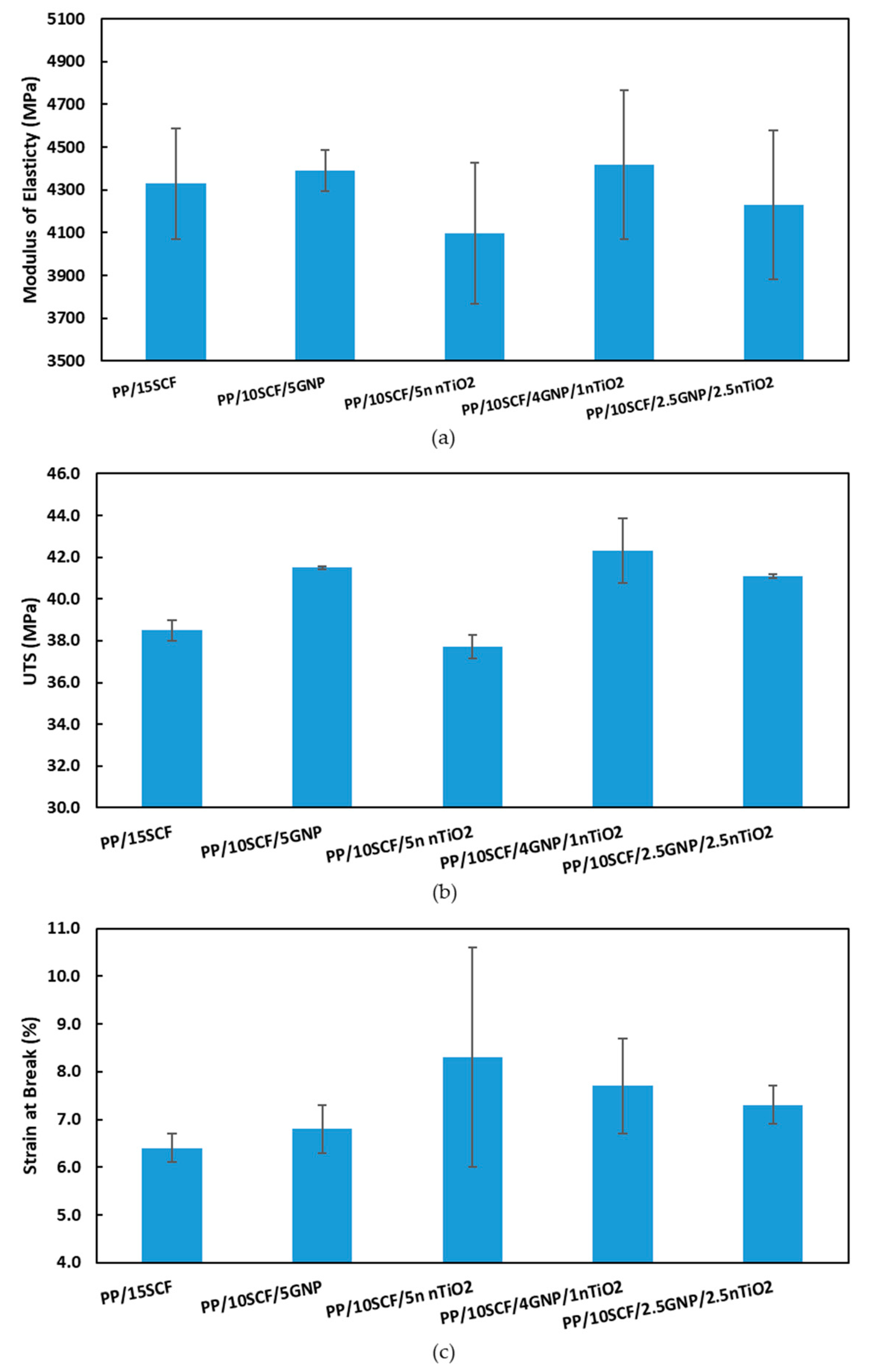
3.6. Tensile Test
3.7. Flexural Test
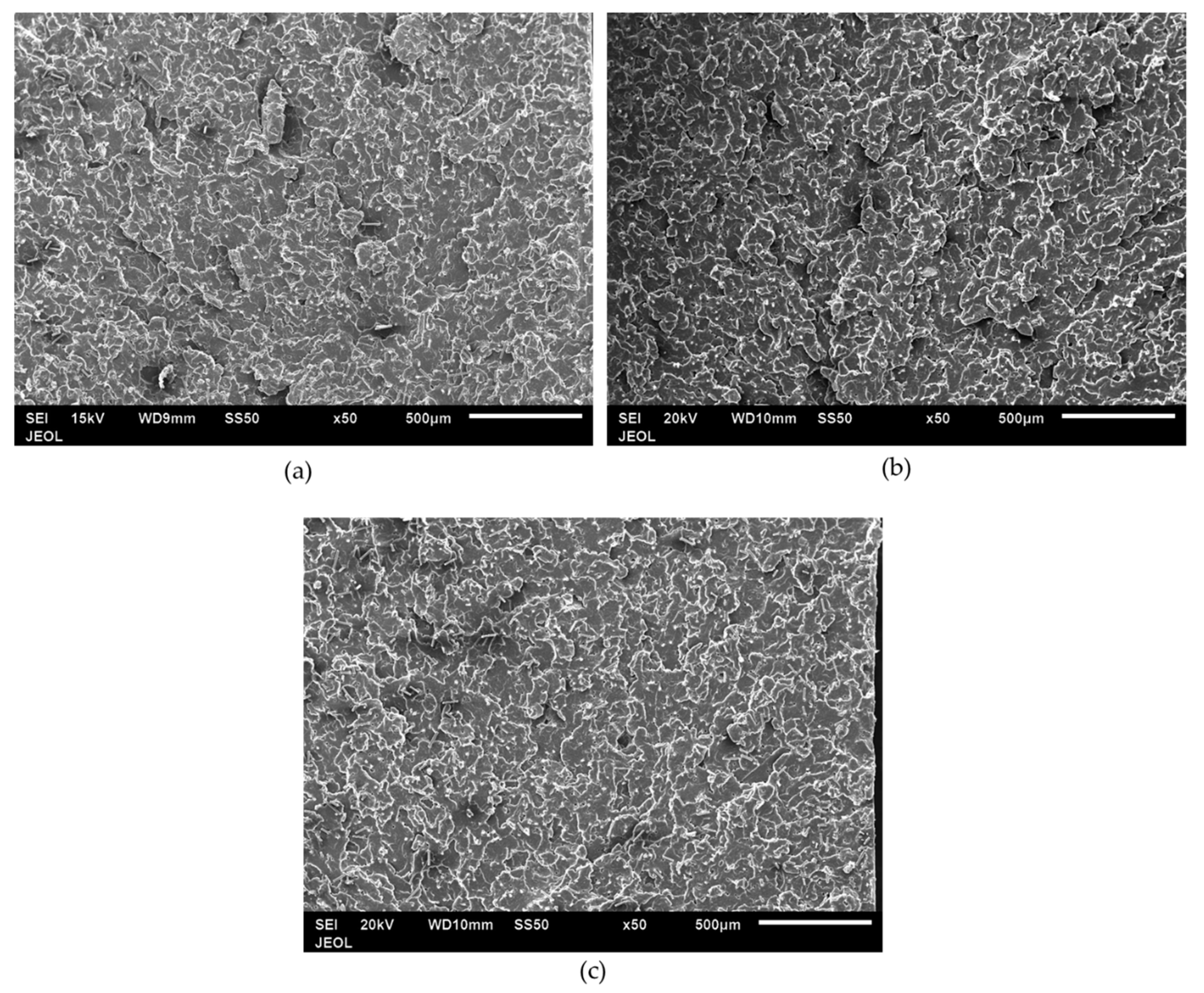
3.8. Impact Fracture Surfaces
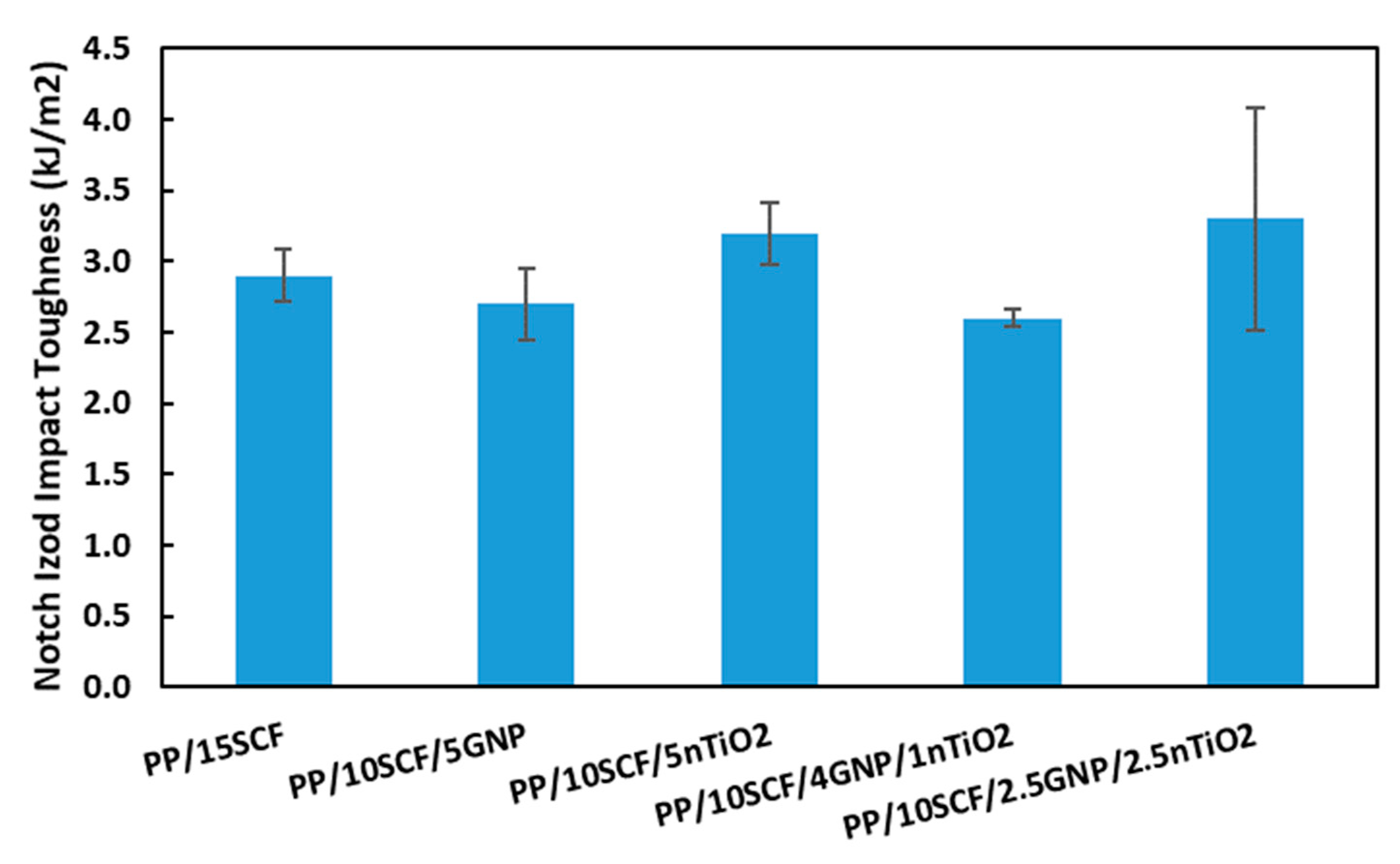
3.9. Impact Test
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Gotham, K.V. Fatigue and Long Term Strength of Thermoplastics. In Developments in Plastics Technology; Whelan, A., Craft, J.L., Eds.; Springer: Dordrecht, Switzerland, 1986; Volume 3. [Google Scholar]
- Margolis, J.M. Engineering Thermoplastics: Properties and Applications; Marcel Dekker Inc.: New York, NY, USA, 1985. [Google Scholar]
- Hou, M.; Friedrich, K. Stamp forming of continuous carbon fibre/polypropylene composites. Compos. Manuf. 1991, 2, 3–9. [Google Scholar] [CrossRef]
- Thomason, J.L. The influence of fibre length and concentration on the properties of glass fibre reinforced polypropylene: 5. Injection moulded long and short fibre PP. Compos. Part A Appl. Sci. Manuf. 2002, 33, 1641–1652. [Google Scholar] [CrossRef]
- Karger-Kocsis, J.; Friedrich, K. Fracture Behavior of Injection-Molded Short and Long Glass Fiber-Polyamide 6.6 Composites. Compos. Sci. Technol. 1988, 32, 293–325. [Google Scholar] [CrossRef]
- Luo, H.; Xiong, G.; Ma, C.; Li, D.; Wan, Y. Preparation and performance of long carbon fiber reinforced polyamide 6 composites injection-molded from core/shell structured pellets. Mater. Des. 2014, 64, 294–300. [Google Scholar] [CrossRef]
- Fu, S.Y.; Lauke, B.; Mäder, E.; Yue, C.Y.; Hu, X. Tensile properties of short-glass-fiber- and short-carbon-fiber-reinforced polypropylene composites. Compos. Part A Appl. Sci. Manuf. 2000, 31, 1117–1125. [Google Scholar] [CrossRef]
- Manchado, M.A.L.; Valentini, L.; Biagiotti, J.; Kenny, J.M. Thermal and mechanical properties of single-walled carbon nanotubes–polypropylene composites prepared by melt processing. Carbon 2005, 43, 1499–1505. [Google Scholar] [CrossRef]
- Coleman, J.N.; Khan, U.; Blau, W.J.; Gun’ko, Y.K. Small but strong: A review of the mechanical properties of carbon nanotube–polymer composites. Carbon 2006, 44, 1624–1652. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, Z. Impact behaviour of polypropylene filled with multi-walled carbon nanotubes. Eur. Polym. J. 2007, 43, 3197–3207. [Google Scholar] [CrossRef]
- El Achaby, M.; Qaiss, A. Processing and properties of polyethylene reinforced by graphene nanosheets and carbon nanotubes. Mater. Des. 2013, 44, 81–89. [Google Scholar] [CrossRef]
- Ajorloo, M.; Fasihi, M.; Khoramishad, H. The role of nanofiller size and polymer chain configuration on the properties of polypropylene/graphite nanoplates composites. J. Taiwan Inst. Chem. Eng. 2020, 108, 82–91. [Google Scholar] [CrossRef]
- Arao, Y.; Yumitori, S.; Suzuki, H.; Tanaka, T.; Tanaka, K.; Katayama, T. Mechanical properties of injection-molded carbon fiber/polypropylene composites hybridized with nanofillers. Compos. Part A Appl. Sci. Manuf. 2013, 55, 19–26. [Google Scholar] [CrossRef]
- Sangroniz, L.; van Drongelen, M.; Cardinaels, R.; Santamaria, A.; Peters, G.W.M.; Müller, A.J. Effect of shear rate and pressure on the crystallization of PP nanocomposites and PP/PET polymer blend nanocomposites. Polymer 2019, 121950. [Google Scholar] [CrossRef]
- Chieng, B.W.; Ibrahim, N.A.; Yunus, W.M.Z.W.; Hussein, M.Z. Poly(lactic acid)/Poly(ethylene glycol) Polymer Nanocomposites: Effects of Graphene Nanoplatelets. Polymers 2014, 6, 93–104. [Google Scholar] [CrossRef] [Green Version]
- U.S. Congress Office of Technology Assessment. Advanced Materials by Design; Government Printing Office: Washington, DC, USA, 1988. [Google Scholar]
- Automated Dynamic, Short-Fiber Reinforced. Available online: www.automateddynamics.com/article/thermoplastic-composite-basics/types-of-thermoplastic-composites/short-fiber-reinforcement (accessed on 23 August 2020).
- Xanthos, M. Functional Fillers for Plastics, 2nd ed.; Wiley-VCH: Hoboken, NJ, USA, 2010. [Google Scholar]
- Khunova, V.; Sain, M.M. 8—New Developments in Reactive Processing of Thermoplastic Composites A2—Cheremisinoff, Nicholas, P. In Advanced Polymer Processing Operations; William Andrew Publishing: Westwood, NJ, USA, 1998; pp. 187–212. [Google Scholar]
- Wu, C.L.; Zhang, M.Q.; Rong, M.Z.; Friedrich, K. Silica nanoparticles filled polypropylene: Effects of particle surface treatment, matrix ductility and particle species on mechanical performance of the composites. Compos. Sci. Technol. 2005, 65, 635–645. [Google Scholar] [CrossRef]
- Kalaitzidou, K.; Fukushima, H.; Drzal, L.T. Mechanical properties and morphological characterization of exfoliated graphite–polypropylene nanocomposites. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1675–1682. [Google Scholar] [CrossRef]
- Miao, M.; Wei, C.; Wang, Y.; Qian, Y. Effect of Compatibilizer on the Interface Bonding of Graphene Oxide/Polypropylene Composite Fibers. Polymers 2018, 10, 1283. [Google Scholar] [CrossRef] [Green Version]
- Teng, C.-C.; Ma, C.-C.M.; Huang, Y.-W.; Yuen, S.-M.; Weng, C.-C.; Chen, C.-H.; Su, S.-F. Effect of MWCNT content on rheological and dynamic mechanical properties of multiwalled carbon nanotube/polypropylene composites. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1869–1875. [Google Scholar] [CrossRef]
- Zheng, Y.; Zheng, Y.; Ning, R. Effects of nanoparticles SiO2 on the performance of nanocomposites. Mater. Lett. 2003, 57, 2940–2944. [Google Scholar] [CrossRef]
- Siengchin, S.; Dangtungee, R. Polyethylene and polypropylene hybrid composites based on nano silicon dioxide and different flax structures. J. Thermoplast. Compos. Mater. 2014, 27, 1428–1447. [Google Scholar] [CrossRef]
- Džunuzović, E.S.; Džunuzović, J.V.; Marinković, A.D.; Marinović-Cincović, M.T.; Jeremić, K.B.; Nedeljković, J.M. Influence of surface modified TiO2 nanoparticles by gallates on the properties of PMMA/TiO2 nanocomposites. Eur. Polym. J. 2012, 48, 1385–1393. [Google Scholar] [CrossRef]
- Phong, N.T.; Gabr, M.H.; Okubo, K.; Chuong, B.; Fujii, T. Improvement in the mechanical performances of carbon fiber/epoxy composite with addition of nano-(Polyvinyl alcohol) fibers. Compos. Struct. 2013, 99, 380–387. [Google Scholar] [CrossRef]
- Hammel, E.; Tang, X.; Trampert, M.; Schmitt, T.; Mauthner, K.; Eder, A.; Pötschke, P. Carbon nanofibers for composite applications. Carbon 2004, 42, 1153–1158. [Google Scholar] [CrossRef]
- Yang, S.-Y.; Lin, W.-N.; Huang, Y.-L.; Tien, H.-W.; Wang, J.-Y.; Ma, C.-C.M.; Li, S.-M.; Wang, Y.-S. Synergetic effects of graphene platelets and carbon nanotubes on the mechanical and thermal properties of epoxy composites. Carbon 2011, 49, 793–803. [Google Scholar] [CrossRef]
- Chatterjee, S.; Nafezarefi, F.; Tai, N.H.; Schlagenhauf, L.; Nüesch, F.A.; Chu, B.T.T. Size and synergy effects of nanofiller hybrids including graphene nanoplatelets and carbon nanotubes in mechanical properties of epoxy composites. Carbon 2012, 50, 5380–5386. [Google Scholar] [CrossRef]
- Bremner, T.; Rudin, A.; Cook, D.G. Melt flow index values and molecular weight distributions of commercial thermoplastics. J. Appl. Polym. Sci. 1990, 41, 1617–1627. [Google Scholar] [CrossRef]
- ASTM D1238-13. Standard Test Method for Melt Flow Rates of Thermoplastics by Extrusion Plastometer; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- Agarwal, B.D.; Broutman, L.J.; Chandrashekhara, K. Analysis and Performance of Fiber Composites, 3rd ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2006. [Google Scholar]
- ASTM D638-14. Standard Test Method for Tensile Properties of Plastics; ASTM International: West Conshohocken, PA, USA, 2014. [Google Scholar]
- ASTM D790-10. Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials; ASTM International: West Conshohocken, PA, USA, 2010. [Google Scholar]
- ASTM D256-10. Standard Test Methods for Determining the Izod Pendulum Impact Resistance of Plastics; ASTM International: West Conshohocken, PA, USA, 2010. [Google Scholar]
- Mallick, P.K. Composites Engineering Handbook; Marcel Dekker, Inc.: New York, NY, USA, 1997. [Google Scholar]
- Yilmazer, U.; Cansever, M. Effects of processing conditions on the fiber length distribution and mechanical properties of glass fiber reinforced nylon-6. Polym. Compos. 2002, 23, 61–71. [Google Scholar] [CrossRef]
- Nurul, M.; Mariatti, M. Effect of thermal conductive fillers on the properties of polypropylene composites. J. Thermoplast. Compos. Mater. 2011, 26, 627–639. [Google Scholar] [CrossRef]
- Dul, S.; Pegoretti, A.; Fambri, L. Effects of the Nanofillers on Physical Properties of Acrylonitrile-Butadiene-Styrene Nanocomposites: Comparison of Graphene Nanoplatelets and Multiwall Carbon Nanotubes. Nanomaterials 2018, 8, 20. [Google Scholar] [CrossRef] [Green Version]
- Lionetto, F.; Montagna, F.; Natali, D.; De Pascalis, F.; Nacucchi, M.; Caretto, F.; Maffezzoli, A. Correlation between elastic properties and morphology in short fiber composites by X-ray computed micro-tomography. Compos. Part A Appl. Sci. Manuf. 2021, 140, 106169. [Google Scholar] [CrossRef]
- Yan, X.; Cao, S. Structure and interfacial shear strength of polypropylene-glass fiber/carbon fiber hybrid composites fabricated by direct fiber feeding injection molding. Compos. Struct. 2018, 185, 362–372. [Google Scholar] [CrossRef]
- Sapiai, N.; Jumahat, A.; Jawaid, M.; Midani, M.; Khan, A. Tensile and Flexural Properties of Silica Nanoparticles Modified Unidirectional Kenaf and Hybrid Glass/Kenaf Epoxy Composites. Polymers 2020, 12, 2733. [Google Scholar] [CrossRef] [PubMed]
- Kada, D.; Koubaa, A.; Tabak, G.; Migneault, S.; Garnier, B.; Boudenne, A. Tensile properties, thermal conductivity, and thermal stability of short carbon fiber reinforced polypropylene composites. Polym. Compos. 2016, 39, E664–E670. [Google Scholar] [CrossRef]
- Karsli, N.G.; Aytac, A. Effects of maleated polypropylene on the morphology, thermal and mechanical properties of short carbon fiber reinforced polypropylene composites. Mater. Des. 2011, 32, 4069–4073. [Google Scholar] [CrossRef]
- Bourque, A.J.; Locker, C.R.; Tsou, A.H.; Vadlamudi, M. Nucleation and mechanical enhancements in polyethylene-graphene nanoplate composites. Polymer 2016, 99, 263–272. [Google Scholar] [CrossRef]
- Junaedi, H.; AlMajid, A.A.; Friedrich, K. Mechanical Properties and Microstructures of Exfoliated Graphite Nano Platelet Reinforced Thermoplastic Nanocomposites. In Proceedings of the 9th International Conference on Composite Science and Technology, Sorrento, Italy, 24–26 April 2013. [Google Scholar]
- Kinloch, A.J.; Williams, J.G. Crack blunting mechanisms in polymers. J. Mater. Sci. 1980, 15, 987–996. [Google Scholar] [CrossRef]
- Williams, J.G. Particle toughening of polymers by plastic void growth. Compos. Sci. Technol. 2010, 70, 885–891. [Google Scholar] [CrossRef]
- Mohammed, R.D.; Johnsen, B.B.; Kinloch, A.J.; Taylor, A.C.; Sprenger, S. Toughening mechanisms of nanoparticle-modified epoxy polymers. NSTI-Nanotech 2008, 1, 798–801. [Google Scholar]
- Rasana, N.; Jayanarayanan, K. Polypropylene/short glass fiber/nanosilica hybrid composites: Evaluation of morphology, mechanical, thermal, and transport properties. Polym. Bull. 2017. [Google Scholar] [CrossRef]
- Rasana, N.; Murugan, S.; Rammanoj, G.; Hariprasanth, T.; ArunKumar, K.; Jayanarayanan, K. The Effect of Different Nanofillers on the Morphology, Mechanical, Sorption and Thermal Properties of Polypropylene based Hybrid Composites. Mater. Today Proc. 2020, 24, 1273–1281. [Google Scholar] [CrossRef]
- Din, K.J.; Hashemi, S. Influence of short-fibre reinforcement on the mechanical and fracture behaviour of polycarbonate/Acylonitrile Butadiene Styrene polymer blend. J. Mater. Sci. 1997, 32, 375–387. [Google Scholar] [CrossRef]
- Hemanth, R.; Sekar, M.; Suresha, B. Effects of Fibers and Fillers on Mechanical Properties of Thermoplastic Composites. Indian J. Adv. Chem. Sci. 2014, 2, 28–35. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Unit | PP | SCF | GNP | nTiO2 |
|---|---|---|---|---|---|
| Grade | - | Homopolymer isotactic | PAN-based | Asbury Nano307 | Rutile |
| Density | g/cc | 0.9 | 1.73–1.79 | 2.16 | 4.23 |
| Tensile strength | MPa | 27.6 | 2000–3800 | - | - |
| Young’s modulus | GPa | 1.5 | 180–240 | - | - |
| Shape | - | Particulate | Fiber | Sheet/plate | Sphere |
| Compositions | wt % SCF | wt % GNP | wt % nTiO2 |
|---|---|---|---|
| Neat PP | 0 | 0 | 0 |
| PP/5SCF | 5 | 0 | 0 |
| PP/10SCF | 10 | 0 | 0 |
| PP/15SCF | 15 | 0 | 0 |
| PP/20SCF | 20 | 0 | 0 |
| PP/1GNP | - | 1 | - |
| PP/2.5GNP | - | 2.5 | - |
| PP/5GNP | - | 5 | - |
| PP/1nTiO2 | - | - | 1 |
| PP/2.5nTiO2 | - | - | 2.5 |
| PP/5nTiO2 | - | - | 5 |
| PP/10SCF/1GNP | 10 | 1 | - |
| PP/10SCF/2.5GNP | 10 | 2.5 | - |
| PP/10SCF/5GNP | 10 | 5 | - |
| PP/10SCF/1nTiO2 | 10 | - | 1 |
| PP/10SCF/2.5nTiO2 | 10 | - | 2.5 |
| PP/10SCF/5nTiO2 | 10 | - | 5 |
| PP/4GNP/1nTiO2 | - | 4 | 1 |
| PP/2.5nTiO2/2.5GNP | - | 2.5 | 2.5 |
| PP/10SCF/4GNP/1nTiO2 | 10 | 4 | 1 |
| PP/10SCF/2.5GNP/2.5nTiO2 | 10 | 2.5 | 2.5 |
| Filler | Surface Area/Weight (m2/g) | Surface Area/Volume (m2/cm3) |
|---|---|---|
| SCF | 0.33 | 0.59 |
| GNP | 350 | 756 |
| nTiO2 | 48 | 200 |
| Average Fiber Length (µm) | |
|---|---|
| As-received | 150 ± 100 |
| PP/10SCF | 115 ± 49 |
| PP/15SCF | 110 ± 60 |
| PP/10SCF/5GNP | 86 ± 45 |
| PP/10SCF/5nTiO2 | 107 ± 53 |
| PP/10SCF/2.5GNP/2.5nTiO2 | 87 ± 52 |
| Compositions | MFI (g/10 min) | Actual Density (g/cm3) | Theoretical Density (g/cm3) |
|---|---|---|---|
| Neat PP | 22.7 ± 1.2 | 0.900 | 0.900 |
| PP/5SCF | 14.5 ± 0.4 | 0.922 | 0.923 |
| PP/10SCF | 12.7 ± 0.2 | 0.947 | 0.947 |
| PP/15SCF | 11.3 ± 0.3 | 0.970 | 0.973 |
| PP/20SCF | 10.1 ± 0.2 | 0.997 | 0.999 |
| PP/1GNP | 8.9 ± 0.2 | 0.906 | 0.905 |
| PP/2.5GNP | 7.1 ± 0.1 | 0.914 | 0.913 |
| PP/5GNP | 6.2 ± 0.1 | 0.927 | 0.927 |
| PP/1nTiO2 | 18.3 ± 0.9 | 0.906 | 0.907 |
| PP/2.5nTiO2 | 13 ± 0.3 | 0.918 | 0.918 |
| PP/5nTiO2 | 9.9 ± 0.3 | 0.937 | 0.937 |
| PP/10SCF/1GNP | 7.9 ± 0.2 | 0.954 | 0.953 |
| PP/10SCF/2.5GNP | 5.2 ± 0.1 | 0.964 | 0.962 |
| PP/10SCF/5GNP | 4.4 ± 0 | 0.977 | 0.977 |
| PP/10SCF/1nTiO2 | 10.8 ± 0.1 | 0.955 | 0.955 |
| PP/10SCF/2.5nTiO2 | 10.9 ± 0.4 | 0.966 | 0.967 |
| PP/10SCF/5nTiO2 | 9.6 ± 0.3 | 0.988 | 0.988 |
| PP/4GNP/1nTiO2 | 7.1 ± 0.2 | 0.929 | 0.929 |
| PP/2.5nTiO2/2.5GNP | 6.7 ± 0.1 | 0.933 | 0.932 |
| PP/10SCF/4GNP/1nTiO2 | 6.1 ± 0.1 | 0.979 | 0.979 |
| PP/10SCF/2.5GNP/2.5nTiO2 | 6 ± 0.2 | 0.982 | 0.983 |
| Compositions | Tensile Modulus (MPa) | Strain at Break (%) | UTS (MPa) |
|---|---|---|---|
| Neat PP | 1358 ± 35 | 845 ± 26.1 | 27.6 ± 0.3 |
| PP/5SCF | 2170 ± 117 | 449 ± 34.1 | 29.4 ± 0.3 |
| PP/10SCF | 3456 ± 395 | 7.8 ± 0.3 | 34.5 ± 0.3 |
| PP/15SCF | 4329 ± 258 | 6.4 ± 0.3 | 38.5 ± 0.5 |
| PP/20SCF | 6314 ± 83 | 5.3 ± 0.2 | 46.9 ± 0.3 |
| PP/1GNP | 1871 ± 8 | 691 ± 74 | 31.5 ± 0.07 |
| PP/2.5GNP | 1886 ± 16 | 649 ± 23 | 32.91 ± 0.28 |
| PP/5GNP | 2061 ± 1 | 514 ± 10 | 33.6 ± 0.14 |
| PP/1nTiO2 | 1504 ± 21 | 833 ± 23 | 28.5 ± 0.15 |
| PP/2.5nTiO2 | 1521 ± 30 | 789 ± 66 | 28.9 ± 0.42 |
| PP/5nTiO2 | 1643 ± 67 | 781 ± 18 | 29.2 ± 0.36 |
| PP/10SCF/1GNP | 3622 ± 294 | 8.7 ± 0.4 | 38.9 ± 0.34 |
| PP/10SCF/2.5GNP | 3968 ± 187 | 8.7 ± 0.8 | 39.8 ± 0.59 |
| PP/10SCF/5GNP | 4390 ± 97 | 6.8 ± 0.5 | 41.5 ± 0.06 |
| PP/10SCF/1nTiO2 | 3776 ± 88 | 8.3 ± 0.1 | 38 ± 0.45 |
| PP/10SCF/2.5nTiO2 | 3812 ± 133 | 9 ± 0.5 | 38.1 ± 0.27 |
| PP/10SCF/5nTiO2 | 4097 ± 328 | 8.3 ± 2.3 | 37.7 ± 0.56 |
| PP/4GNP/1nTiO2 | 2046 ± 36 | 580 ± 59 | 32.7 ± 0.6 |
| PP/2.5nTiO2/2.5GNP | 1963 ± 65 | 576 ± 84 | 33.1 ± 0.3 |
| PP/10SCF/4GNP/1nTiO2 | 4417 ± 348 | 7.7 ± 1 | 42.3 ± 1.54 |
| PP/10SCF/2.5GNP/2.5nTiO2 | 4229 ± 45 | 7.3 ± 0.4 | 41.1 ± 0.1 |
| Compositions | Flexural Modulus (MPa) | Flexural Strength (MPa) | Impact Toughness (kJ/m2) |
|---|---|---|---|
| Neat PP | 989 ± 34 | 37.1 ± 0.7 | 2 ± 0.06 |
| PP/5SCF | 1391 ± 30 | 42.7 ± 0.5 | 2 ± 0.0 |
| PP/10SCF | 2066 ± 32 | 54.2 ± 0.7 | 2.5 ± 0.28 |
| PP/15SCF | 2536 ± 88 | 61.4 ± 1.1 | 2.9 ± 0.18 |
| PP/20SCF | 3369 ± 119 | 74.4 ± 0.4 | 3.6 ± 0.13 |
| PP/1GNP | 1334 ± 42 | 43.7 ± 1.3 | 2.7 ± 0.1 |
| PP/2.5GNP | 1443 ± 25 | 46.2 ± 1 | 2.7 ± 0.16 |
| PP/5GNP | 1578 ± 58 | 48.6 ± 1.3 | 2.6 ± 0.14 |
| PP/1nTiO2 | 1036 ± 16 | 37.7 ± 0.6 | 2.3 ± 0.24 |
| PP/2.5nTiO2 | 1063 ± 14 | 38.4 ± 0.8 | 2.5 ± 0.09 |
| PP/5nTiO2 | 1146 ± 61 | 40.8 ± 1.7 | 2.6 ± 0.23 |
| PP/10SCF/1GNP | 2461 ± 26 | 61 ± 0.7 | 3.1 ± 0.55 |
| PP/10SCF/2.5GNP | 2793 ± 107 | 65.6 ± 1.6 | 2.6 ± 0.34 |
| PP/10SCF/5GNP | 3043 ± 72 | 69.3 ± 1.1 | 2.7 ± 0.25 |
| PP/10SCF/1nTiO2 | 2119 ± 272 | 55.1 ± 1.9 | 2.7 ± 0.02 |
| PP/10SCF/2.5nTiO2 | 2084 ± 44 | 55.7 ± 1 | 2.9 ± 0.12 |
| PP/10SCF/5nTiO2 | 2163 ± 32 | 57.7 ± 0.9 | 3.2 ± 0.22 |
| PP/4GNP/1nTiO2 | 1421 ± 31 | 47.3 ± 0.8 | 2.6 ± 0.33 |
| PP/2.5nTiO2/2.5GNP | 1489 ± 67 | 48.1 ± 1.5 | 3 ± 0.12 |
| PP/10SCF/4GNP/1nTiO2 | 2663 ± 107 | 67.9 ± 1.7 | 2.6 ± 0.06 |
| PP/10SCF/2.5GNP/2.5nTiO2 | 3024 ± 221 | 69.5 ± 4.2 | 3.3 ± 0.88 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Junaedi, H.; Baig, M.; Dawood, A.; Albahkali, E.; Almajid, A. Mechanical and Physical Properties of Short Carbon Fiber and Nanofiller-Reinforced Polypropylene Hybrid Nanocomposites. Polymers 2020, 12, 2851. https://doi.org/10.3390/polym12122851
Junaedi H, Baig M, Dawood A, Albahkali E, Almajid A. Mechanical and Physical Properties of Short Carbon Fiber and Nanofiller-Reinforced Polypropylene Hybrid Nanocomposites. Polymers. 2020; 12(12):2851. https://doi.org/10.3390/polym12122851
Chicago/Turabian StyleJunaedi, Harri, Muneer Baig, Abdulsattar Dawood, Essam Albahkali, and Abdulhakim Almajid. 2020. "Mechanical and Physical Properties of Short Carbon Fiber and Nanofiller-Reinforced Polypropylene Hybrid Nanocomposites" Polymers 12, no. 12: 2851. https://doi.org/10.3390/polym12122851